

9. - Fagor Automation
9. - Fagor Automation
9. - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
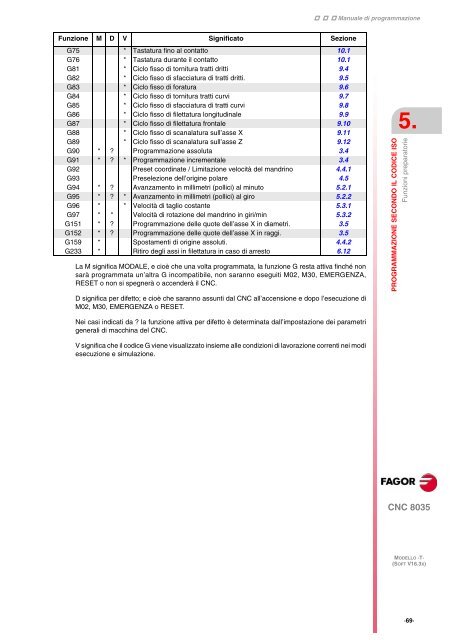
Funzione M D V Significato Sezione<br />
G75 * Tastatura fino al contatto 10.1<br />
G76 * Tastatura durante il contatto 10.1<br />
G81 * Ciclo fisso di tornitura tratti dritti <strong>9.</strong>4<br />
G82 * Ciclo fisso di sfacciatura di tratti dritti. <strong>9.</strong>5<br />
G83 * Ciclo fisso di foratura <strong>9.</strong>6<br />
G84 * Ciclo fisso di tornitura tratti curvi <strong>9.</strong>7<br />
G85 * Ciclo fisso di sfacciatura di tratti curvi <strong>9.</strong>8<br />
G86 * Ciclo fisso di filettatura longitudinale <strong>9.</strong>9<br />
G87 * Ciclo fisso di filettatura frontale <strong>9.</strong>10<br />
G88 * Ciclo fisso di scanalatura sull’asse X <strong>9.</strong>11<br />
G89 * Ciclo fisso di scanalatura sull’asse Z <strong>9.</strong>12<br />
G90 * ? Programmazione assoluta 3.4<br />
G91 * ? * Programmazione incrementale 3.4<br />
G92 Preset coordinate / Limitazione velocità del mandrino 4.4.1<br />
G93 Preselezione dell’origine polare 4.5<br />
G94 * ? Avanzamento in millimetri (pollici) al minuto 5.2.1<br />
G95 * ? * Avanzamento in millimetri (pollici) al giro 5.2.2<br />
G96 * * Velocità di taglio costante 5.3.1<br />
G97 * * Velocità di rotazione del mandrino in giri/min 5.3.2<br />
G151 * ? Programmazione delle quote dell’asse X in diametri. 3.5<br />
G152 * ? Programmazione delle quote dell’asse X in raggi. 3.5<br />
G159 * Spostamenti di origine assoluti. 4.4.2<br />
G233 * Ritiro degli assi in filettatura in caso di arresto 6.12<br />
Manuale di programmazione<br />
La M significa MODALE, e cioè che una volta programmata, la funzione G resta attiva finché non<br />
sarà programmata un’altra G incompatibile, non saranno eseguiti M02, M30, EMERGENZA,<br />
RESET o non si spegnerà o accenderà il CNC.<br />
D significa per difetto; e cioè che saranno assunti dal CNC all’accensione e dopo l’esecuzione di<br />
M02, M30, EMERGENZA o RESET.<br />
Nei casi indicati da ? la funzione attiva per difetto è determinata dall’impostazione dei parametri<br />
generali di macchina del CNC.<br />
V significa che il codice G viene visualizzato insieme alle condizioni di lavorazione correnti nei modi<br />
esecuzione e simulazione.<br />
PROGRAMMAZIONE SECONDO IL CODICE ISO<br />
Funzioni preparatorie 5.<br />
CNC 8035<br />
MODELLO ·T·<br />
(SOFT V16.3X)<br />
·69·














