

IT: man_8065t_prb.pdf - Fagor Automation
IT: man_8065t_prb.pdf - Fagor Automation
IT: man_8065t_prb.pdf - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
2.<br />
LAVORO CON SONDA.<br />
CNC 8065<br />
·30·<br />
G100/G103. Misura con sonda.<br />
(REF. 1103)<br />
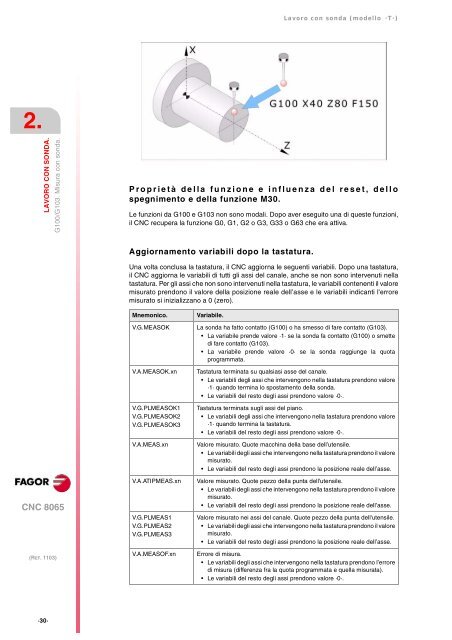
Lavoro con sonda (modello ·T·)<br />
Proprietà della funzione e influenza del reset, dello<br />
spegnimento e della funzione M30.<br />
Le funzioni da G100 e G103 non sono modali. Dopo aver eseguito una di queste funzioni,<br />
il CNC recupera la funzione G0, G1, G2 o G3, G33 o G63 che era attiva.<br />
Aggiornamento variabili dopo la tastatura.<br />
Una volta conclusa la tastatura, il CNC aggiorna le seguenti variabili. Dopo una tastatura,<br />
il CNC aggiorna le variabili di tutti gli assi del canale, anche se non sono intervenuti nella<br />
tastatura. Per gli assi che non sono intervenuti nella tastatura, le variabili contenenti il valore<br />
misurato prendono il valore della posizione reale dell’asse e le variabili indicanti l'errore<br />
misurato si inizializzano a 0 (zero).<br />
Mnemonico. Variabile.<br />
V.G.MEASOK La sonda ha fatto contatto (G100) o ha smesso di fare contatto (G103).<br />
La variabile prende valore ·1· se la sonda fa contatto (G100) o smette<br />
di fare contatto (G103).<br />
La variabile prende valore ·0· se la sonda raggiunge la quota<br />
programmata.<br />
V.A.MEASOK.xn Tastatura terminata su qualsiasi asse del canale.<br />
Le variabili degli assi che intervengono nella tastatura prendono valore<br />
·1· quando termina lo spostamento della sonda.<br />
Le variabili del resto degli assi prendono valore ·0·.<br />
V.G.PLMEASOK1<br />
V.G.PLMEASOK2<br />
V.G.PLMEASOK3<br />
Tastatura terminata sugli assi del piano.<br />
Le variabili degli assi che intervengono nella tastatura prendono valore<br />
·1· quando termina la tastatura.<br />
Le variabili del resto degli assi prendono valore ·0·.<br />
V.A.MEAS.xn Valore misurato. Quote macchina della base dell’utensile.<br />
Le variabili degli assi che intervengono nella tastatura prendono il valore<br />
misurato.<br />
Le variabili del resto degli assi prendono la posizione reale dell’asse.<br />
V.A.ATIPMEAS.xn Valore misurato. Quote pezzo della punta dell'utensile.<br />
Le variabili degli assi che intervengono nella tastatura prendono il valore<br />
misurato.<br />
Le variabili del resto degli assi prendono la posizione reale dell’asse.<br />
V.G.PLMEAS1<br />
V.G.PLMEAS2<br />
V.G.PLMEAS3<br />
Valore misurato nei assi del canale. Quote pezzo della punta dell'utensile.<br />
Le variabili degli assi che intervengono nella tastatura prendono il valore<br />
misurato.<br />
Le variabili del resto degli assi prendono la posizione reale dell’asse.<br />
V.A.MEASOF.xn Errore di misura.<br />
Le variabili degli assi che intervengono nella tastatura prendono l’errore<br />
di misura (differenza fra la quota programmata e quella misurata).<br />
Le variabili del resto degli assi prendono valore ·0·.














