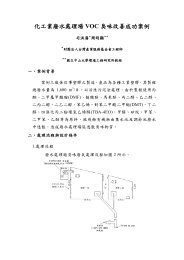
行業製程減廢及污染防治技術-塑膠製品業介紹
行業製程減廢及污染防治技術-塑膠製品業介紹
行業製程減廢及污染防治技術-塑膠製品業介紹

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
行業製程減廢及污染防治技術-塑膠製品業介紹<br />
一、塑膠製品業定義<br />
塑膠製品業屬於石油化學工業之下游應用工業。依據行政院環境<br />
保護署公告石油化學業中「石油化學下游產品製造業」之定義,係指<br />
從事以石油化學中游產品為原料經一次、二次、多次加工製造半成品<br />
或最終產品之事業。<br />
二、產業現況<br />
塑膠工業是石化工業重要的一環,屬於下游應用工業。依中華民<br />
國職業標準分類,塑膠製品工業包括塑膠皮板管材業,塑膠膜袋業、<br />
塑膠日用品業、塑膠鞋業、塑膠皮製品業及其他塑膠製品業等,產品<br />
種類繁多,彙整歸類如圖 1 所示。<br />
塑<br />
膠<br />
加<br />
工<br />
製<br />
品<br />
塑膠皮板管材業<br />
塑膠膜袋業<br />
塑膠日用品業<br />
塑膠鞋業<br />
塑膠皮製品業<br />
其他塑膠製品業<br />
塑膠布、片、板、管、桿、<br />
合成皮等<br />
編織袋、夾鏈袋、網袋、包<br />
裝袋、保鮮膜等<br />
塑膠杯、瓶、盆、盒等<br />
塑膠拖鞋、涼鞋、鞋底、鞋<br />
跟等<br />
塑膠外衣、雨衣、衣櫥、公<br />
事包等<br />
塑膠繩、線、鈕扣、書包等;<br />
電子、機械、電腦、汽車塑<br />
膠零配件等
圖 1 塑膠製品加工業產品分類圖
台灣塑膠製品工業經歷 40 餘年的發展,從業廠商由民國 80 年<br />
8,500 家,提昇到民國 86 年 9,500 家,又因產業生產技術提昇,轉型<br />
及勞力密集產業大量外移影響之下,廠商家數有衰減之趨勢;目前塑<br />
膠製品工業廠商家數約有 8,500 家,且多屬中小企業型態,而加入台<br />
灣區塑膠製品工業同業公會之會員約 950 家。本行業應用之設備,主<br />
要為塑膠射出成型機、押出機、塑膠袋加工機、中空成型機、壓延機、<br />
塑膠鞋製造機及其他塑膠加工機械等,由於勞工短缺及工資上揚,造<br />
成產業發展之極大困境。<br />
深入分析塑膠製品各項次產業(產品類別)之產品產值比例(參見表<br />
1),可發現事實上自 1988 年開始,曾是我國出口創匯主力的塑膠鞋以<br />
及塑膠皮佔整體塑膠製品產值之比例,已由全盛時期的 20%以上,快<br />
速衰退至 0.9%及 4.0%(主要都外移至大陸)。產值成長的動力主要是依<br />
賴「其他塑膠製品業」、「塑膠膜袋業」,以及「塑膠日用品業」之持續<br />
成長所致,而「塑膠皮板管材業」則維持相對平衡狀態(佔總產值之 28<br />
~30%之間);反之,「塑膠鞋業」及「塑膠皮業」的加速外移導致產值<br />
萎縮,「塑膠外殼業」也衰退 18.9%,其中尤以「塑膠外殼業」在此波<br />
國內桌上型 PC 及筆記型 PC 生產線大量外移至大陸而導致的衰退最為<br />
明顯。我國工程塑膠之發展為近幾年的事,然其附加價值甚高,將是<br />
我國塑膠製品工業發展中重要的一環。
表 1 塑膠製品各次產業歷年產值比重變遷<br />
年<br />
度<br />
塑膠製品<br />
元<br />
塑膠外殼/其<br />
塑膠皮板管材業 塑膠膜袋業 塑膠日用品業<br />
塑膠皮製品 其他塑膠製<br />
塑膠鞋業佔總 他未列名塑<br />
佔總產值比例 佔總產值比 佔總產值比例<br />
業佔總產值 品業佔總產<br />
產值比例(%)<br />
(%) 例(%) (%)<br />
比例(%)<br />
膠製品佔總<br />
值比例(%)<br />
產值比例(%)<br />
1991 336,014,619 26.4% 5.0% 3.1% 12.6% 11.1% 3.2% 38.6%<br />
1992 310,532,504 28.9% 5.3% 3.4% 10.8% 9.1% 3.9% 38.5%<br />
1993 295,144,444 30.5% 5.6% 4.0% 6.4% 9.0% 4.1% 40.4%<br />
1994 318,508,178 32.1% 5.7% 4.5% 4.6% 8.6% 4.4% 40.1%<br />
1995 312,378,658 31.1% 6.9% 5.1% 3.3% 7.3% 4.4% 41.8%<br />
1996 314,171,936 30.8% 7.1% 5.0% 2.7% 6.3% 4.8% 43.3%<br />
1997 328,277,795 30.6% 6.8% 5.3% 2.5% 5.6% 4.5% 44.7%<br />
1998 305,743,707 30.2% 7.4% 5.6% 2.0% 5.2% 4.6% 45.1%<br />
1999 312,738,930 30.0% 7.3% 5.3% 1.2% 4.8% 3.8% 47.6%<br />
2000 304,700,502 28.4% 7.5% 6.0% 1.0% 4.6% 3.9% 48.6%<br />
2001(1-9) 203,617,626 28.7% 7.8% 6.5% 0.9% 4.0% 3.5% 48.6%<br />
資料來源:工業生產統計月報,工研院經資中心 ITIS 計畫整理<br />
三、製程污染來源與污染特性<br />
3.1 製程介紹<br />
塑膠製品工業為塑膠工業下游產業的總稱,所使用的原料與製程特<br />
性技術的種類繁多,產品更可應用於生活周遭的食、衣、住、行等方面,<br />
其相關產品與製成的關係如表 2 所示。
表 2 塑膠製品與生產流程<br />
產品分類 產 品 製 程<br />
ABS、PS 塑膠板類 ABS、PS 塑膠板<br />
中游產品(ABS 類) ABS<br />
壁紙類<br />
發包壁紙<br />
封面加工<br />
塑膠手套類 塑膠手套<br />
醫療用塑膠手套<br />
PE 包裝袋類 PE 積層膜、包裝袋<br />
純 水<br />
丁二烯<br />
添加劑<br />
聚丁二烯<br />
水<br />
苯乙烯<br />
丙烯<br />
添加劑<br />
H2SO4<br />
過濾水<br />
(*)DINP (Diisononyl phthalate,異對苯二酸二壬酯)<br />
原料 熱熔 射出成型 成品<br />
聚合 氣提<br />
ABS 聚合物<br />
廢氣(丁二烯)<br />
廢水(丁二烯)<br />
凝集 中和 過濾 壓出乾燥<br />
製粒 加工 包裝 廢水<br />
原料 塗佈 發泡 成品<br />
PVC<br />
廢氣(DOP)<br />
塑膠布 上膠 上膜 上光 成品<br />
PVC<br />
DINP(*)<br />
DOP<br />
安定劑<br />
塑膠粉、可塑劑<br />
安定劑、大豆油<br />
降粘劑<br />
廢氣(甲苯)<br />
冷卻 捲唇 粉塗 離型<br />
配料 浸漬 垂滴 膠化<br />
原料 加熱熔融 成型 成品<br />
廢氣<br />
配料 脫泡 浸料 烘乾<br />
廢氣 粉塵<br />
冷卻 吹玉米粉 離型 品檢<br />
品管 入庫 包裝<br />
廢氣<br />
廢氣 DOP
表 2 塑膠製品與生產流程(續 1)<br />
產品分類 產 品 製 程<br />
塑膠再生類 MMA 單體<br />
壓克力 壓克力<br />
膠帶類 OPP 膠帶<br />
膠帶類<br />
塑膠一般用品類<br />
PVC 電氣膠帶<br />
雙面膠帶<br />
公文箱、旅行箱<br />
嬰兒車<br />
塑膠玩具、裝飾品<br />
黑煙<br />
廢壓克力 熔 融 蒸餾 冷凝 MMA 貯槽<br />
原子碳<br />
原料 蒸餾 反應<br />
冷<br />
卻<br />
水<br />
甲苯<br />
橡膠<br />
MMA 蒸氣 MMA 蒸氣 MMA 蒸氣<br />
水<br />
塗布 烘乾 捲取 加工 成品<br />
甲苯氣體<br />
配料攪拌 注模 聚合 成品<br />
排放 冷凝器 管道收集 MMA 蒸氣<br />
原<br />
料<br />
混<br />
合<br />
貯<br />
槽<br />
原<br />
料 底膠<br />
淋模<br />
蒸發氣體<br />
攪<br />
拌<br />
器<br />
廢氣(甲苯)<br />
黏膠<br />
廢氣(甲苯)<br />
PVC 上膠 烘乾 滾捲 加工<br />
離<br />
型<br />
甲苯回收機<br />
廢氣<br />
1.ABS 押出成形<br />
2.鋁條成形? 陽極處理<br />
組立+包裝+交庫<br />
原料 塑膠成型機 塑膠零件 製模工廠<br />
組件 成品<br />
成品<br />
塗<br />
膠<br />
分條、切片<br />
複捲、切捲<br />
成品<br />
銷售<br />
廢水<br />
塑膠原料 塑膠射出機 冷卻 分離 成品<br />
廢物
表 2 塑膠製品與生產流程(續 2)<br />
產品分類 產 品 製 程<br />
塑膠容器類<br />
PCV 泡棉類<br />
PVC 加工成型類<br />
塑膠布加工類<br />
塑膠容器<br />
PE 內裡桶<br />
PVA 泡棉<br />
(聚乙烯醇,<br />
polyvinyl alcohol)<br />
PVC 套管<br />
擴張網被覆<br />
拉鏈<br />
針織布類<br />
PVC 塑膠吹氣品<br />
防水、防火、潑水<br />
布<br />
塑膠再生類 塑膠零件<br />
塑膠粒<br />
熔化 吹氧 成品<br />
塑膠粒 熔化 吹氧成形<br />
鐵桶 整型 塑膠桶<br />
溶解<br />
攪拌<br />
PVC 加入澱粉鹽酸 入模<br />
封蓋 噴漆<br />
脫模 脫原液 水洗 整理分割 出品<br />
預熱 浸膠 乾燥<br />
廢氣<br />
脫套 PVC 套管<br />
擴張網 預熱 浸膠 乾燥 成品<br />
廢氣<br />
拉鏈布<br />
塑 膠<br />
加熱處理<br />
成型 組立 漂白 染色 成品<br />
起毛機 定型機<br />
1.須刷毛布: 布 起毛布 成品布<br />
定型機<br />
2.不刷毛布: 乾濕布 成品布<br />
PVC 塑膠布 印花 加工 塑膠吹氣品<br />
溶劑揮發<br />
甲 苯<br />
壓克力膠<br />
防水膠液<br />
排風機<br />
布匹 塗膠機 熱風箱 防水布<br />
矽利光樹脂<br />
成氟氣樹脂<br />
資料出處:經濟部工業局,塑膠加工製造業惡臭物質之調查與管制研究綜合報告,經濟部工業<br />
局,1992<br />
成品<br />
甲苯廢氣 清淨氣體<br />
甲苯回收液<br />
塑膠原料 熔化 射出成型 不良品<br />
廢氣(塑膠蒸氣)<br />
再熔化 塑膠粒<br />
含浸機 烘箱<br />
防水布、潑布加工機
3.2 污染物種類及其來源<br />
塑膠製品工業於加工過程中,較易發生之廢液、廢氣環境問題主要<br />
為:有機溶劑廢液、揮發性有機碳(VOCs)等問題,分述如下:<br />
1.廢水污染來源與污染特性<br />
塑膠製品工業所使用之高分子物質,依其物質特性可分成熱塑型<br />
塑膠(thermoplastic)及熱固型塑膠(thermo-setting plastic)兩種。前<br />
者原料為線狀分子的高分子,高分子經加熱後即軟化或熔融,在經冷<br />
卻恢復原來的固體形狀,後者原料為網狀結構分子的高分子,高分子<br />
經加熱後,高溫時分子不能自由運動,故不熔融或不溶解。因此製造<br />
過程中用水除蒸發外,餘均以廢水排出,所排廢水量及其污染特性之<br />
強度依各加工方式而不同,此等工業廢水依『事業水污染防治措施及<br />
排放廢(污)水管理辦法』可分為:<br />
(1)作業廢水:指事業於製造、加工、修理、處理、操作、治療、提供<br />
服務、畜殖、自然資源開發過程或其他作業時所產生與人或物直接<br />
接觸之廢水。<br />
(2)洩放廢水:指自事業循環用水中洩放,以減低循環過程累積於用水<br />
中污染物含量之廢水。<br />
(3)未接觸冷卻水:指未與人或物接觸之冷卻水。(此處所稱之物,包括<br />
原料、中間產物、產品、副產品、廢棄物、動、植物或其他物品)。<br />
(4)逕流廢水:指因雨水或其他用水沖刷、沖洗戶外設施、建築物表面<br />
或戶外作業環境之地面及物料或廢棄物戶外貯存之灑水抑塵作業,<br />
而產生帶有污染物之廢水。<br />
在污染物特性方面,塑膠製品工業常見之加工技術可分類成押出
加工、模塑加工、塗佈加工、發泡加工、熱成型和壓延加工等。其加<br />
工過程中主要污染物為油脂、懸浮劑、界面活性劑、催化劑、填充劑、<br />
廢溶劑、少量未反應的單體(或中間產物)、部分的聚合體產品微粒、<br />
冷卻水塔之洩放廢水及員工日常所產生的生活廢水。各種加工方式之<br />
廢水污染特性及主要處理方法如表 3 所示<br />
押出加工<br />
模塑加工<br />
塗佈加工<br />
發泡加工<br />
熱成型<br />
壓延加工<br />
表 3 塑膠製品工業廢水污染特性<br />
加工方式 主要廢水污染來源 廢水特性<br />
清洗水<br />
冷卻水塔之洩放廢水<br />
逕流廢水<br />
員工生活廢水<br />
機台受損洩露或修護<br />
冷水塔之洩放廢水<br />
廢氣洗滌水<br />
逕流廢水<br />
員工生活廢水<br />
冷卻水塔之洩放廢水<br />
高有機物(廢溶劑)<br />
廢氣洗滌水<br />
逕流廢水<br />
員工生活廢水<br />
冷卻水塔之洩放廢水<br />
高有機物(廢溶劑)<br />
逕流廢水<br />
員工生活廢水<br />
冷卻水塔之洩放廢水<br />
機台受損洩露或修護<br />
廢氣洗滌水<br />
逕流廢水<br />
員工生活廢水<br />
直接接觸冷卻水<br />
少量懸浮固體<br />
懸浮固體<br />
油脂或懸浮固體<br />
有機性廢水(BOD)<br />
油脂或懸浮固體<br />
懸浮固體<br />
油脂或懸浮固體<br />
油脂或懸浮固體<br />
有機性廢水(BOD)<br />
懸浮固體<br />
高 BOD,含毒性廢水<br />
高/低 pH<br />
油脂或懸浮固體<br />
油脂或懸浮固體<br />
有機性廢水<br />
懸浮固體<br />
高 BOD,含毒性廢水<br />
油脂或懸浮固體<br />
有機性廢水<br />
懸浮固體<br />
油脂或懸浮固體<br />
油脂或懸浮固體<br />
油脂或懸浮固體<br />
有機性廢水(BOD)<br />
少量懸浮固體(單體)
2.廢氣污染來源與污染特性<br />
依據目前的瞭解與操作技術,塑膠製品工業之空氣污染源若依其<br />
排放方式區分,可分為固定污染源及逸散源:<br />
(1)固定污染源:指不因本身動力而改變位置之污染源,一般指污染物<br />
係由一固定之排放口排出者,故又稱為點源。<br />
(2)逸散源:指污染源本身面積相當大或為逸散性者,一般可區分為製<br />
程設備原件(如閥、泵浦等)逸散,二次排放(如廢水逸散、冷卻<br />
水塔逸散)、儲槽逸散、裝載操作逸散等四大類,其中又以製程設備<br />
原件逸散量所佔之貢獻比例最大。<br />
若以塑膠製品加工技術來區分則可分成押出加工、模塑加工、塗<br />
佈加工、發泡加工,以及熱成型、壓延加工等類型污染源;而若再依<br />
各排放口之特性加以細分,則塑膠製品工業污染源大致可分類如下:<br />
(1)PVC 粉、PP 粉等泛用塑膠桶槽在輸送過程及配粉桶槽產生脂粉塵廢<br />
氣。<br />
(2)PVC 膠布機在生產過程中產生 DOP 廢氣。<br />
(3)印刷處理機及塗佈機產生之有機廢氣。<br />
(4)押出加工機台產生之廢氣。<br />
(5)模塑加工機台產生之廢氣。<br />
分析各種塑膠製品工業之空氣污染物特性,大致可歸納為:<br />
(1) 一次污染物:由煙囪直接排放<br />
A. 氣狀污染物:如硫氧化物、一氧化碳、氮氧化物、揮發性有機<br />
化合物及其他無機性氣體。<br />
B. 總懸浮固體物(TSP):如灰塵、金屬燻煙及其化合物、酸霧、
黑煙、油煙等均屬之。<br />
(2)二次污染物:係由一次污染物及大氣中之光化學成份經光化學反應<br />
所形成。分為光化學霧及光化學性高氧化物二種物質。<br />
四、廠內管理與製程減廢<br />
減廢目的在於有效率地使用製程物料,減少污染物的排出,達到降<br />
低生產成本及節省污染防治費用的雙重目標。以往業者在解決污染問題<br />
時,較著重於如何將污染物處理至符合環保法令標準,僅是一種只求免<br />
於遭到環保單位取締的處理方式,若能積極從廠內管理及製程減廢中做<br />
到污染源減量及有價物質回收工作,則不僅能節省原物料及污染物的處<br />
理成本,更因污染強度的降低,將使管末處理趨於單純。工廠在執行減<br />
廢工作時可依循如圖 2 之程序,以達事半功倍之效。<br />
1.廠內管理<br />
廠內管理之範圍相當廣泛,舉凡製造程序、工廠管理、內部改善<br />
等皆涵蓋之。工廠可從下列步驟進行<br />
(1)工廠污染特性調查<br />
工廠污染特性調查結果應深入、客觀,並獲得相關改善建議。<br />
污染特性調查項目應包括原料、產品與污染(廢水、廢氣、廢棄物<br />
等)之進出系統和數量、操作條件、設備維修情況及曾發生之事故<br />
等。
減 廢 的<br />
迫切需求<br />
建立減廢目標及組織<br />
• 減廢目的確立<br />
• 組織的建立<br />
可行性分析<br />
• 技術評估<br />
• 經濟效益評估<br />
• 環境品質的影響<br />
• 現場適用性評估<br />
(2)工作方法標準化<br />
污染源清查及收集系統規劃<br />
• 污染源清查工作<br />
• 收集系統規劃<br />
選定另一新的減廢目標<br />
重複程序<br />
計畫執行及效益評估<br />
• 計畫執行<br />
• 效益評估 達成減廢的目的<br />
圖 2 減廢工作之執行程序<br />
減廢方案研擬<br />
• 蒐集減廢技術<br />
• 研擬適當之減廢方案<br />
重新評估原先<br />
的減廢方案<br />
可藉由“方法研究"找出污染產生之程序,以制定最佳的工作<br />
方法,使生產過程產生之污染量最小或最單純化,以利後續污染處<br />
理,達污染防治之目的。方法研究依其研究範圍的大小,可分為三<br />
類:<br />
(A)程序分析:針對整個製程做整體的分析。<br />
(B)作業分析:針對製程中某一作業的程序做詳細的分析,常牽涉到<br />
人體與機器或操作人員間的工作平衡關係。<br />
(C)動作分析:在程序分析之後,針對人體動作細微之處予以分析,<br />
以尋其動作的省時、省力與安全。<br />
(3)物料管理及物料搬運<br />
物料管理是包括從原物料接收、貯存、成品之倉儲、出貨及廢<br />
料之管理。物料搬運則聯繫了上述物料管理各功能。在物料管理與
物料搬運上應注意之項目,包括:<br />
(A)全廠員工均應受適當的教育訓練,使其具有污染防治之觀念及應<br />
變能力。<br />
(B)原料及產品應集中儲存於適當的庫房中,避免露天的儲存。<br />
(C)污染性物質應貯存於密封安全的容器,並應有嚴格的管理程序。<br />
此外對於污染性物質的容器及搬運設備應有週詳的考慮,以免貯<br />
存及搬運時外洩或造成污染。<br />
(D)使用污染性物質的工作區域應減少污染性原料之暫存,並應儘可<br />
能與其他製程隔離,以減少對其他製程造成污染。<br />
(E)污染性廢料應妥善處理,除由專人處理,並以密封的安全容器存<br />
放,加以明顯標示,並應將之存放於特定之廢料倉庫,登記管制。<br />
(F)污染物質由入廠至出廠,應設置污染物之緊急處理設備,以防止<br />
一旦產生污染物外洩,能立即妥善處理。<br />
(4)品質管制方向<br />
相關品質保證、全面品質管制及品管圈之推行,有助於預防污<br />
染的產生。<br />
(5)預防保養與維護<br />
預防保養與維護是計畫性定期對工廠設備進行檢查,以發現其<br />
不良狀況,予以調整或修理,使其不再惡化,避免因故障而影響正<br />
常生產之管理制度。若有良好的預防保養與維護制度並確實執行,<br />
可預防污染事故及發揮污染防治設備的應有功能。<br />
(6)緊急應變措施<br />
緊急事故發生時,需於最短時間遏阻情況惡化,為有效達成此
目的,須擬定緊急應變計畫,訓練全廠員工有處理緊急狀況之能<br />
力,設置所需應變設施,並於事故處理完成後進行事故檢討與補<br />
救,以避免事故再次發生。一次意外事故,促使工廠生產力降低<br />
10~100%,因此預防工作甚為重要。<br />
(7)教育與訓練<br />
針對廠內自身需要,由廠內實務豐富的資深人員與廠外專家擔<br />
任課程講授,使全廠員工皆具污染防治知識及技術,以應用於工作<br />
中達污染防治目的。<br />
2.製程減廢<br />
塑膠製品工業依製程不同,歸納彙整其減廢技術如下:<br />
(1)押出加工<br />
(A)押出機之螺桿溫控與驅動力等硬體的改善。<br />
(B)加工技術的改善—自動化與穩定化。<br />
(C)塑流分析與熱傳分析的利用,可大幅減少各項硬體的試誤期間。<br />
(D)選擇適當的原材料將可減少製程中之污染源排放。<br />
(2)模塑加工<br />
射出成型與吹塑成型(亦稱中空成型)兩類為常用的模塑加工<br />
方式。兩者之減廢技術列舉如下:<br />
(A)射出成型<br />
A.澆道合理化或熱膠道應用,以減少製程中之澆道廢料,避免<br />
回收再利用之工作。<br />
B.製程穩定性與自動性,可減少不良品廢料之產生。
C.塑流分析(CAD)與熱傳分析(CAE)的應用,有助於新產<br />
品開發時大幅減少試車之次數與產生的廢料。<br />
D.產品設計觀念之變革應以考量減少未來回收之困難度。<br />
E.塑膠材料選擇單一化或簡單化以降低未來回收之困難與成<br />
本。<br />
(B)中空成型<br />
(3)塗佈加工<br />
A.低邊料成型技術的應用,可大幅降低邊料,減少回收工作。<br />
B.回收料為主之多層中空成型技術應用,可大幅提高材料之使<br />
用效益,減少廢料產生。<br />
C.單層材料取代多層製品,將可大幅減少廢料之數量。<br />
塗佈加工製程包括積層貼合、擠壓塗膠、浸漬成型、粉末塗膠、<br />
迴轉成型。針對各製程產生之污染源列舉其減廢技術:<br />
(A)採用無溶劑型,水性接著劑可免除 VOCs 產生。<br />
(B)降低溫度及選擇抗氧化性較高之塑膠,並加裝抽風換氣裝置。<br />
(C)加裝各式集塵器,且在磨粉、成型加工之染色、秤重、搬運、運<br />
送過程,採用自動秤重和自動粉體輸送系統,採密閉作業方式,<br />
可預防粉塵產生。<br />
(D)冷卻水塔之用水,應採用循環系統;同時亦應加強日常管理維護。<br />
(E)製程中產生之馬達轉動或原料輸送泵浦造成之噪音,可將其噪音<br />
源予以密閉處理或加裝密閉消音系統。<br />
(F)加熱區採用瓦斯火焰加熱,應注意瓦斯火焰之顏色是否正常,必
要時加裝瓦斯洩漏偵測器。防制方法為在加熱區適當隔間,加裝<br />
(4)發泡加工<br />
空調系統,保持空氣流通,並在加熱區上方用抽風機將熱氣抽出<br />
室外,避免熱氣擴散於室內。<br />
發泡塑膠用途中,用於包裝、隔熱及泡棉的用途佔約 80%市<br />
場,其 中 PS 發泡及 PE 系列之發泡材佔很大部分。由於發泡體積大,<br />
且質輕非飄各處,容易造成環保處理上很大之困擾。<br />
發泡塑膠之廢料或廢氣物之處理,大約有下列幾項:<br />
(A)加入鍋爐中當燃料使用,但只能應用於含有除灰設備之燃煤系統<br />
鍋爐。<br />
(B)高溫裂解回收為油製品。<br />
(C)粉碎融溶造粒回收使用。<br />
(D)粉碎再製成其它製品。<br />
由於第一種方法僅適合有鍋爐設備之工廠,廢料處理有限、第<br />
二種方法的設備設計複雜且裂解油品價格低廉,較無經濟效益,因<br />
此減廢技術仍以第三、四種方法為主,為目前積極推廣之方法。<br />
(5)強化塑膠<br />
(A)模具清潔後之清潔劑處理問題很重要,工作環境應保持整齊乾<br />
淨,同時應避免模具與水汽或溶劑蒸氣的污染。<br />
(B)使用不含任何會破壞臭氧的脫膜劑,並能滿足現今或未來的環保<br />
法令。<br />
(C)將膠殼作業安排在工廠收工前或作業員即將離開工廠前進行,或<br />
是使用低溶劑逸散型的膠殼,一方面可保護員工;同時是減少蒸
氣逸散危險的另一種方法。<br />
五、污染防治處理技術<br />
5.1 廢水處理技術<br />
1.常見廢水處理方法<br />
一般工業廢水之處理法依處理操作之不同可分為物理、化學及生<br />
物處理三種;依處理程度之不同可分為初級處理、二級處理及三級處<br />
理。此外亦有依污染物質之不同而分為懸浮固體之處理,無機物及有<br />
機物之處理。茲分述如下:<br />
(1)前處理/初級處理<br />
目的為去除漂浮物、懸浮固體、油脂、中和或 pH 調節、調勻<br />
流量及濃度、去除毒性物質等以便於後續階段之處理。前處理或初<br />
級處理以物理及化學方法為主,處理之單元可能為篩濾、浮除、除<br />
油、重力沉澱、離心、預曝氣、前加氯、調勻、過濾、稀釋、溫度<br />
調整等。塑膠製品工業廢水處理常用處理單元說明如下:<br />
(A)篩濾<br />
用來分離廢水中之固體,常用設備為攔污柵及篩,例如人工<br />
式攔污柵、機械式攔污柵與固定式細篩機、旋轉式細篩機及振動<br />
式細篩機等。另過濾法可用砂床、真空濾器、機械式濾器、矽藻<br />
土濾器等。<br />
(B)浮除<br />
用以去除不易分解之細粒、懸浮固體、油脂及纖維等物質,<br />
通常設在沉澱池之前,以減輕沉澱池之負荷或替代沉澱池做預備
處理之用。可分成曝氣浮除、真空浮除、壓力浮除等。<br />
(C)除油<br />
(2)二級處理<br />
去除浮渣油脂,有時須配合曝氣。油水混合物一般有浮上<br />
油、分散油及乳化油等狀態,油脂處理之難易與油分之分佈狀態<br />
有很大的影響,廢水中油滴徑之大小可影響處理結果。因此,含<br />
油脂廢水之處理,主要分為油水分離及油脂分解二大目標,前者<br />
包括重力式分離浮除法、化學混凝法等;後者包括生物氧化法、<br />
活性碳吸附法等。<br />
主要為氧化處理,用以去除廢水中之溶解污染物質,以化學及<br />
生物處理為主,前者之處理方式是使用化學藥劑,去除廢水中含有<br />
無法以簡單物理處理方式之溶解性無機有毒物質;後者之處理方式<br />
是使用微生物的代謝分解廢水中之溶解性有機物質。國內較常用處<br />
理單元簡述如下:<br />
(A)化學處理法<br />
甚多污水尤其工業廢水如含有顏色、膠體、懸浮固體、油脂<br />
等,常須藉化學藥劑之使用而達到處理目的。化學作用之處理單<br />
元有下列幾種:<br />
A.化學混凝:通常用鐵鹽、鋁鹽、或其他混凝劑,將廢水中無<br />
法藉著單純沉澱去除之膠體及懸浮固體,經由化學凝聚成較<br />
大之膠羽予以沉澱分離。<br />
B.化學沉降:利用化學品與溶解之離子發生作用產生不溶性之<br />
沉澱物,如以苛性鈉及消石灰(碳酸鈉)反應後,所形成金<br />
屬氧化物或難溶性金屬鹽類,藉著固液分離而去除廢水之重
金屬污染物。<br />
C.氧化:常用於處理有機物質,尤其是對生物難以分解之有機<br />
物,有時必須要使用氧化劑氧化。另外,有少數工廠亦採用<br />
電解氧化或濕式氧化。<br />
D.還原:常用於含有六價及有劇毒之廢水,其處理方式是將六<br />
價鉻還原成三價鉻離子,然後再調解pH使形成Cr(OH)3沉澱。<br />
E. pH 調節:工業廢水之 pH 值常欠正常,隨加工種類、製程而<br />
改變,pH 值範圍從強酸至強鹼皆可能發生,故藉由添加酸、<br />
鹼中和劑以使廢水之 pH 調整至適宜後續處理條件。<br />
F.離子交換:目前多用樹脂為交換材料,可用於去除無機解離之<br />
物質。重金屬之回收、CN - 之去除處理等亦常採用。<br />
(B)生物處理<br />
生物處理主要為利用微生物代謝反應的處理方法,除去廢水<br />
中的有機物。廢水生物處理技術按其分解作用之需氧與否可分為<br />
好氧生物處理(如活性污泥法、生物膜法及穩定化塘法)與厭氧<br />
生物處理。<br />
A.好氧生物處理<br />
好氧處理中,主要之處理單元即為氧化渠、活性污泥法、<br />
氧化塘、旋轉生物盤、曝氣塘、滴濾池及接觸曝氣法等,其中<br />
活性污泥法由於處理效率高,所以最為普及。由於活性污泥難<br />
以維修管理,所以最近所發展的生物處理方式多以生物膜為<br />
主,如接觸曝氣法。目前國內較常用好氧處理單元簡述如下:<br />
(a)活性污泥法
活性污泥乃是由細菌、原生動物、輪蟲與真菌等混合<br />
維生物群所構成。本法最大之特點為活性污泥呈懸浮狀態<br />
生長,與廢水充分混合藉以吸附分解有機物,並藉由生物<br />
膠凝作用,使細小微生物結合成較大膠羽而沉降。影響處<br />
理效率之因素甚多,包括污泥停留時間、迴流污泥量、溶<br />
氧量、污泥容積指數、有機物之容積負荷、營養鹽之添加<br />
等,皆需操作人員用心來觀察及適切地操作控制。本法之<br />
操作維護雖較繁瑣,然設置費用較其他方法低,且能處理<br />
較高濃度溶解性有機物之廢水,而無接觸曝氣法因生物膜<br />
太厚所引發之阻塞問題。惟其所需面積較廣,在用地取得<br />
日益困難之今日,已逐漸較不為業者所考量。<br />
(b)氧化渠<br />
傳統之較淺氧化渠源於荷蘭,係操作在延長曝氣(活<br />
性污泥改良法之一)之負荷條件。現已發展為深型氧化渠<br />
或氧化深渠系統,所需之面積更為減少,適用於工業廢水<br />
之處理。<br />
(c)旋轉生物盤法<br />
旋轉生物盤(rotating biological contactor;RBC)係利<br />
用生長在圓板上之生物膜作用以去除有機物,圓盤慢慢旋<br />
轉並部分浸入水中(40~70%),生物膜一般厚 1.4~1.6mm,<br />
當旋轉時盤面上廢水和生物組成之膜由空氣中獲得氧,膜<br />
上之廢水再和其餘廢水混合,如此加入氧於廢水中,過多<br />
的生物由用多段式處理可達硝化。<br />
(d)接觸曝氣法
接觸曝氣法乃是將曝氣槽內之接觸材料浸於水中,並<br />
提供充分的曝氣,藉由濾材表面生長之生物膜來分解去除<br />
有機物。由於附著之微生物污泥齡長,生物相多且呈安定<br />
化,促進微生物自行氧化分解。具有產生污泥量少之優點,<br />
但其在高有機物或 SS 負荷時,由於生物膜大量增殖,會造<br />
成濾池之阻塞,需增加反沖洗之次數,影響操作之穩定性<br />
及處理效率。<br />
B.厭氧生物處理<br />
微生物在無氧之情況下進行有機物分解,即為厭氧處理,<br />
乃利用一群相互依生的微生物將複雜之有機物,經由一系列生<br />
化反應轉換成終端產物的甲烷和二氧化碳,而達到淨化水質的<br />
目的。由於厭氧處理所產生之污泥量低,又可在處理過程中回<br />
收能源,補充廢水處理場所消耗之能源,且可處理高濃度有機<br />
廢水。因此,高效率的厭氧處理程序為先進國家正積極研究開<br />
發的技術,例如上流式厭氧污泥床反應槽(UASB)及厭氧流<br />
體化床處理槽(AFB)。厭氧生物廢水處理程序基本上分為兩<br />
大類:<br />
(a)懸浮生長型反應槽<br />
反應槽中的微生物在無介質附著的情況下懸浮生長,<br />
微生物總量較少,反應效率較低,如柱塞流式反應槽、傳<br />
統型無攪拌反應槽、及完全混合式反應槽。<br />
(b)生物膜式反應槽<br />
反應槽中填入適當的介質作為微生物附著的單體,微<br />
生物得以大量生長累積,污泥濃度較高,反應速率較快,
(3)高級處理<br />
如填充式厭氧濾池、上流式厭氧污泥床、厭氧生物旋轉盤<br />
及流體化床反應槽。<br />
係用於提高處理廠之出水水質,污水再利用或作為與一般生物<br />
處理法相當之替代方法。一般污水處理廠甚少採用,如係用於提高<br />
二級處理出水之水質時即為三級處理,其處理之單元如下:<br />
(A)懸浮固體之去除<br />
A.微細篩:開孔滲小約 50µm 以下。<br />
B.混凝-過濾:通常之藥品為鋁鹽、鐵鹽混凝劑、石灰或助凝劑,<br />
而濾料則可為砂、煤、雙層濾池及多層濾池,其出水可將懸<br />
浮固體減至微量,有時兼可去磷軟化。<br />
C.矽藻土過濾:可使用助凝劑或聚合物以去除 0.5~1µ之顆粒。<br />
一般有兩種過濾方式,即真空過濾及壓力過濾。<br />
(B)溶解性有機物之去除<br />
活性碳吸附可分為顆粒活性碳(分固定層及懸浮層)與粉末<br />
活性碳(須混凝、沉澱及過濾)。活性碳可同時去除溶解性及懸<br />
浮固體,且粒狀活性碳可在高溫爐再生,然一般粉末活性碳再生<br />
較困難。<br />
(C)溶解性無機物之去除<br />
A.氧化:可利用氧化劑,如臭氧、過氧化氫、氧、氯氣及高錳<br />
酸鉀等。<br />
B.電析法:利用僅可使陽離子或陰離子通過之薄膜交互排列,<br />
至於水槽,當插入陰陽電極通電後,離子即發生移動而薄膜
隔離除去。<br />
C.離子交換法:有機物及懸浮固體影響樹脂脂交換能力,故應<br />
先除去。<br />
D.逆滲透:利用醋酸纖維素之半透膜,將離子濃度較高之一側<br />
2.典型廢水處理流程<br />
加壓至 400psi 以上使水透過膜而離子不能通過。<br />
由於塑膠製品工業使用的原料與製程特性技術之種類繁多,其廢<br />
水特性亦互有差異,因此工廠需依其廢水特性及預期處理水質選擇適<br />
切之處理程序。在此僅以膠布(皮)工業為實例來說明廢水處理流程。<br />
膠布(皮)工業之生產主要以熱塑性樹脂,如 PVC 等與塑化劑、<br />
安定劑等各種副原料在混合機中充分摻合混煉,經由萬馬力機輸送,<br />
再經扎輪機、押出機、膠布機等達所需厚度,最後經冷卻後捲取,若<br />
因產品需求再經壓花機予以壓花或印刷。就其生產特性而言,其製程<br />
用水可歸類為達冷卻功能所使用之冷凍水或冷卻水,又因未與原料等<br />
接觸,故多可採密閉循環系統予以回收再利用。故若有廢水之發生,<br />
其主要來源包括管路洩漏、機台拆修、地面清洗等,廢水特性則含少<br />
許 DOP 油脂,故可經油水處理後,即可併入生活廢水處理系統合併處<br />
理(如圖 3 所示)。
廁所污水 化糞池<br />
廚房污水 油水分離<br />
其它污水<br />
攔污集水井<br />
製程廢水 油水分離 調節池 初沉池 曝氣池 終沉池 消毒池 放流<br />
5. 2 廢氣處理技術<br />
污泥 污泥<br />
迴流污泥 污泥<br />
污泥混合槽 污泥調理槽 污泥脫水機 掩埋或焚化<br />
圖 3 膠布(皮)工業綜合廢水處理流程<br />
4.2 章節中提到塑膠製品工業所發生之空氣污染物可分為氣態、粒狀<br />
物及蒸氣形式存在,其排放源形式可能為固定源(即排放管道)或逸散<br />
源。因此改善廢氣污染問題之最佳對策即是空氣污染物之排放減量,為<br />
達成此目的,基本上可由以下兩種方式進行:<br />
(1)製程中排放減量及逸散排放控制。<br />
(2)排放管道廢氣之控制。<br />
前者可藉由製程改善、操作改善、回收再利用、洩漏偵測防範等方<br />
法達成目標;而後者則需藉由污染控制設備的廢氣處理技術為之。以下<br />
將以局部排氣及收集系統、廢氣處理技術兩方面簡述說明之。<br />
1.局部排氣及收集系統<br />
局部排氣及收集系統為塑膠製品工業中,各種發生源(如製造人<br />
造皮革製程中的印刷處理機、上糊機、塗佈機、貼合機等)最直接、
及最有效的污染物排放控制方式,為能確實有效控制各製程的廢氣發<br />
生源,必須瞭解局部排氣的種類、設計原則、氣罩抽器量的推估及系<br />
統的安排等。<br />
2.廢氣處理技術<br />
(1)點污染源揮發性有機化合物之處理技術<br />
目前對揮發性有機物之處理/控制技術一般可分為非燃燒式控<br />
制與燃燒式控制技術兩大途徑。而燃燒式控制設備是最常用的控制<br />
設備,因為它們幾乎對任何 VOCs 有高去除(破壞)效率。非燃燒<br />
式控制係以回收排放廢氣中揮發性有機物來達成污染控制之目<br />
的,主要控制技術包括吸附法、吸收法與冷凝法。燃燒式控制則是<br />
以破壞排氣中揮發性有機物成份,主要控制技術包括廢氣燃燒塔焚<br />
化、熱焚化法、觸媒焚化法與鍋爐/加熱爐焚化等四種。<br />
(2)點污染源之總懸浮固體物控制技術<br />
點污染源之總懸浮固體物控制方式主要分成三種;袋濾機、靜<br />
電集塵器及文氏洗滌器等處理方法。其控制效率視 TSP 的物性、化<br />
性及電子性而定,對於如何選擇適當的控制設備則視排放源之特性<br />
與參數而定。<br />
茲列舉總懸浮固體物(TSP)控制設備的優缺點如下:<br />
(A)文氏洗滌塔<br />
優點:初期投資成本低。<br />
佔用空間小。<br />
能處理黏稠性、易燃性或腐蝕性物質。<br />
能同時收集顆粒及氣體狀物質。
收集效率不受顆粒之抵抗性影響。<br />
操作簡單,移動性零件少。<br />
缺點:壓力降高(>40 in. H2O),因此操作成本高,特別是處<br />
(B)靜電集塵器<br />
理顆粒D>1μm時。<br />
需增加廢水及清理費用。<br />
對處理粒徑
可收集抗電性顆粒。<br />
若裝有震動裝置或空氣反沖清理設備,則控制效率會與<br />
進料負荷無關。<br />
操作簡單。<br />
缺點:若沒有預冷器,則無法控制溫度大於 550 。 F之排氣源。<br />
無法有效控制高濕氣含量之排氣源。<br />
高腐蝕性顆粒會有損害濾袋。<br />
若存有大量粒徑大於 20μm 的顆粒時,則在其上游須設<br />
置機械式收集器。<br />
(3) VOCs 儲槽之控制技術<br />
對腐蝕性排氣流需採用特殊的濾袋。<br />
對粒徑 0.1~0.3μm 的顆粒,效率最差。。<br />
對於塑膠製品工業而言,常會使用大量的有機溶劑,故多設置<br />
有 VOCs 儲槽,且一般均以固定頂槽儲存,其可用之控制技術可歸<br />
類為下列 10 種:吸附法吸收法冷凝法廢氣燃燒塔焚化熱<br />
焚化法鍋爐/製程加熱爐焚化固定頂槽改裝為浮頂槽固定頂槽<br />
汰換為浮頂槽固定頂槽汰換為壓力槽壓力及真空閥控制。<br />
(4)製程設備元件逸散排放控制技術<br />
石化煉油製程 VOCs 逸散性排放的改善方法,一方面是對逸散<br />
元件加強檢測與維修;一方面是設備改良。對於各種不同類型之設<br />
備元件,用上述兩種控制技術各有其優劣點。大體而言,以加強檢<br />
測維修的控制方式,初設費用低,但檢測維修費高,且對某些設備<br />
元件,若維修方法不當反易導致更大之逸散發生。直接改採無軸封
式設備元件的控制方式,可省掉日常之檢測維修費,但初設費高且<br />
該設備元件尚有許多經濟上與安全顧慮上之限制。<br />
(5)無機性酸、鹼廢氣處理設備<br />
工業製程常見的無機性廢氣逸散包括H2SO4、HCl、Cl2、NH3及<br />
H2S等,這些污染物的去除大都採用濕式洗滌之吸收方式處理,使<br />
用之處理設備以填充式洗滌塔居多。<br />
(6)逸散性總懸浮固體物排放控制<br />
當粒狀原物料在卸料、輸送、混合、研磨及儲存過程中會產生<br />
逸散性粉塵,此種逸散性污染源之控制技術可歸納為三類:<br />
(A)污染物逸散之防止<br />
常見防制方法包含污染源管理、水及化學藥劑噴灑抑制、風<br />
速控制及表面土壤安定等。<br />
(B)製程改善或加強生產設備之操作維護<br />
主要係針對容易逸散之污染源,改變其操作方式,或是改用<br />
低污染原料,使污染之逸散量降低。<br />
(C)增設收集及處理設備<br />
係以局部排氣之收集氣罩補集污染物,再經處理設備處理。<br />
(7)臭味控制技術與設備<br />
由於臭味問題可能由氣態、液態或固態物質所致,因此除前述<br />
針對 VOCs 氣態污染物的控制方式外,亦可配合粒狀污染物的控制<br />
設備一起操作。基本上臭味物質控制技術可分為三大類:<br />
(A)物理方法:包括吸收、吸附、冷卻凝縮、稀釋等方式。
(B)化學方法:藥液吸收方式、化學吸附法、燃燒方式、及中和劑等<br />
方式。<br />
(C)生物方法:主要有土壤吸附方式、活性污泥方式及酵素方式等。<br />
六、案例介紹<br />
6.1 廢水處理實例--膠布(皮)工業<br />
膠布(皮)工業之生產流程如圖 4 所示,主要以熱塑性樹脂,如 PVC<br />
等與塑化劑、安定劑等各種副原料在混合機中充分摻合混煉,經由萬馬<br />
力機輸送,再經軋輪機、抽出機、膠布機等達所需厚度,最後經冷卻後<br />
捲取,若因產品需求再經壓花機予以壓花或印刷。就其生產特性而言,<br />
其製程用水可歸類為冷卻功能所使用之冷凍水或冷卻水,又因未與原料<br />
等接觸,故多可採密閉循環系統予以回收再利用。故若有廢水之發生,<br />
其主要來源包括管路洩漏、機台拆修、地面清洗等,廢水特性則含少許<br />
DOP 油脂,故可經油水處理後,即可併入生活廢水處理系統合併處理(如<br />
圖 5 所示)。<br />
槽車<br />
入料<br />
餘料<br />
粉碎<br />
PVC 粒貯槽<br />
副 料<br />
助 劑<br />
混合機 萬馬力機<br />
冷凍水或冷卻水<br />
循環回收使用<br />
軋輪機<br />
押出機 膠布機 壓花機 冷卻機 捲取機<br />
圖 4 膠布(皮)工業之生產流程圖<br />
押出機<br />
成品
廁所污水<br />
廚房污水<br />
其他污水<br />
製程廢水<br />
化糞池<br />
油水分離<br />
油水分離<br />
攔污集水井<br />
調節池 初沉池 曝氣池 終沉池<br />
污泥 污泥<br />
污泥混合槽<br />
迴流污泥<br />
污泥<br />
消毒池<br />
放流<br />
污泥調理槽 污泥脫水機 掩埋或焚化<br />
圖 5 膠布(皮)工業綜合廢水處理流程圖<br />
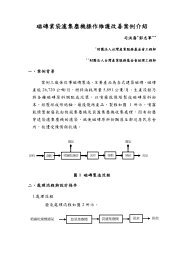
6.2 塑膠製品工業廢氣分類處理技術實例<br />
(一)某膠布(皮)製造工業輸送或摻配過程粉塵廢氣之防制<br />
膠布(皮)製造過程中,其 PVC 粉與 PP 粉等原料,於槽車輸送中<br />
及各原料粉送入混合機混料時,均會有粉塵逸散排出,有關該廠粉塵廢<br />
氣源及採取之防制措施說明如下:<br />
(1) 各桶槽之粉塵排放:槽車載運原料粉經空氣壓送至各桶槽時,含粉<br />
塵的空氣可經桶槽上的袋濾桶(聚酯材質濾袋)過濾後排出,以減少<br />
粉塵逸散。<br />
(2) 各原料粉送入混合機混料時之粉塵排放:無論是將各原料粉先送至<br />
中間儲桶(即空輸計量)或是將各原料粉送至混合機,均會有粉塵的<br />
污染,其中,排氣前加裝袋濾桶的防制方式為:改變輸送方式減少<br />
粉塵逸散,如圖 6;以空氣壓送的方式取代原來鼓風機的吸引方式,<br />
如圖 7。
壓縮空氣<br />
各原料粉<br />
貯槽或<br />
中間桶<br />
空輸<br />
回收入原料桶槽(密閉循環)<br />
各原料粉<br />
中間桶或<br />
混合機<br />
空氣<br />
混合粉<br />
袋式集塵桶<br />
(袋濾桶)<br />
或<br />
至萬馬力機進行後續加工<br />
直接排放<br />
圖 6 壓送式配合粉輸送系統空氣污染防治措施流程圖<br />
各原料粉<br />
貯槽或<br />
中間桶<br />
各原料粉<br />
中間桶或<br />
混合機<br />
空氣<br />
混合粉<br />
袋式集塵桶<br />
(袋濾桶)<br />
至萬馬力機進行後續加工<br />
鼓風機 消音罩<br />
圖 7 吸引式 PVC 粉輸送系統及其空氣污染防治措施流程圖<br />
(二)某廠發泡膠布機 DOP 廢氣回收處理改善工程<br />
在熱成型、壓延加工(如 PVC 膠布、膠皮)及發泡加工(如 PVC 發泡<br />
膠布)等塑膠製品製造過程中,常會用到可塑劑(如 DOP),並在生產過程<br />
中排放出含 DOP 的廢氣。某廠以靜電式 DOP 回收處理設備取代傳統玻<br />
纖式 DOP 回收處理設備,除可防止公害及環境污染外亦可回收有價物<br />
(DOP)及提高工作環境品質,有關其效益分析如表 4 所示。<br />
排放
處理設<br />
備名稱<br />
靜電式<br />
玻纖式<br />
表 4 靜電式 DOP 回收與傳統玻纖式回收處理設備之優缺點比較<br />
回收處理<br />
方式<br />
利用靜電沉<br />
降原理而將<br />
DOP 粒子從<br />
空氣中去<br />
除。<br />
利用桶內裝<br />
置玻纖材質<br />
之濾材,將<br />
空氣中之<br />
DOP 吸收濾<br />
除。<br />
使用<br />
年限<br />
使用電力<br />
(以風量 700m 3 /min為例)<br />
處理粒徑大小 靜電式可節省費用<br />
10 年 送風馬達使用 0.01~100μ 1.75KW-32KW=43KW<br />
以上 40HP=30KW m,可處理微細 43KW/0.9(功率因素)=48KW<br />
靜電設備用電量= 塵粒<br />
以三班制計算則每月可節省:<br />
2KW<br />
48KW×24 小時×30 天=34,650KW/<br />
總耗電量約 32KW<br />
月<br />
3~5 年 送風機馬達使用 1μm~100μm 每年可節省:<br />
100HP=75KW<br />
34,560×12=414,820KW/年,每度<br />
以 2 元計算,則每年可節省 829,440<br />
元。<br />
2.回收 DOP 效率比較玻纖式高約<br />
25%,其 DOP 之回收量亦相當可<br />
觀。<br />
3.運轉中無消耗性或需更換之濾材<br />
零件。<br />
(三)某塑鋼門窗塗裝之 VOCs 廢氣污染防制<br />
在模塑(或射出)加工中(如 PVC 接頭、塑鋼門窗、玩具等)的塑膠製<br />
品中,於過程中主要二種污染源分別為塑膠粉粒在輸送過程中產生的粉<br />
塵排放,以及塗裝段的 VOCs 廢氣排放(如甲苯、二甲苯)。茲就某塑鋼<br />
門窗廠針對 VOCs 廢氣排放之防制做一說明:<br />
該廠主要的廢氣排放源為塗裝段噴漆室排放口,而排放之廢氣含有<br />
甲苯及二甲苯,其處理方式是先經過水簾幕噴水洗滌後,再透過抽風機<br />
將廢氣抽取收集,經過活性碳的過濾網將有機物過濾後再排放至大氣。