Download hier PDF brochure - LVD
Download hier PDF brochure - LVD
Download hier PDF brochure - LVD

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
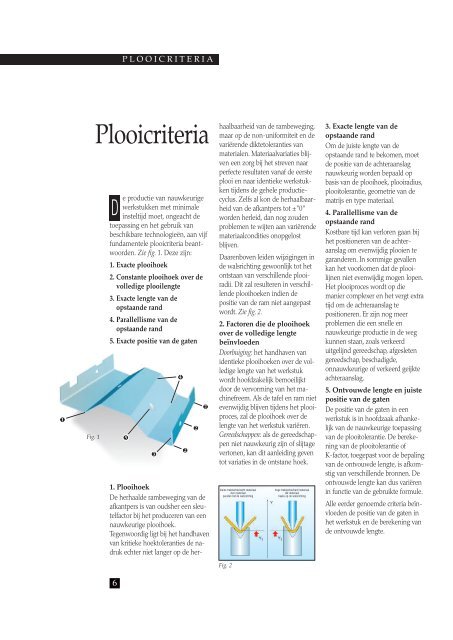
P L O O I C R I T E R I A1Fig. 1PlooicriteriaDe productie van nauwkeurigewerkstukken met minimaleinsteltijd moet, ongeacht detoepassing en het gebruik vanbeschikbare technologieën, aan vijffundamentele plooicriteria beantwoorden.Zie fig. 1. Deze zijn:1. Exacte plooihoek2. Constante plooihoek over devolledige plooilengte3. Exacte lengte van deopstaande rand4. Parallellisme van deopstaande rand5. Exacte positie van de gaten531. PlooihoekDe herhaalde rambeweging van deafkantpers is van oudsher een sleutelfactorbij het produceren van eennauwkeurige plooihoek.Tegenwoordig ligt bij het handhavenvan kritieke hoektoleranties de nadrukechter niet langer op de her-4222haalbaarheid van de rambeweging,maar op de non-uniformiteit en devariërende diktetoleranties vanmaterialen. Materiaalvariaties blijveneen zorg bij het streven naarperfecte resultaten vanaf de eersteplooi en naar identieke werkstukkentijdens de gehele productiecyclus.Zelfs al kon de herhaalbaarheidvan de afkantpers tot ±"0"worden herleid, dan nog zoudenproblemen te wijten aan variërendemateriaalcondities onopgelostblijven.Daarenboven leiden wijzigingen inde walsrichting gewoonlijk tot hetontstaan van verschillende plooiradii.Dit zal resulteren in verschillendeplooihoeken indien depositie van de ram niet aangepastwordt. Zie fig. 2.2. Factoren die de plooihoekover de volledige lengtebeïnvloedenDoorbuiging: het handhaven vanidentieke plooihoeken over de volledigelengte van het werkstukwordt hoofdzakelijk bemoeilijktdoor de vervorming van het machinefreem.Als de tafel en ram nietevenwijdig blijven tijdens het plooiproces,zal de plooihoek over delengte van het werkstuk variëren.Gereedschappen: als de gereedschappenniet nauwkeurig zijn of slijtagevertonen, kan dit aanleiding geventot variaties in de ontstane hoek.kleine treksterkte/zacht materiaaldun materiaalparallel met de walsrichtinghoge treksterkte/hard materiaaldik materiaalhaaks op de walsrichting3. Exacte lengte van deopstaande randOm de juiste lengte van deopstaande rand te bekomen, moetde positie van de achteraanslagnauwkeurig worden bepaald opbasis van de plooihoek, plooiradius,plooitolerantie, geometrie van dematrijs en type materiaal.4. Parallellisme van deopstaande randKostbare tijd kan verloren gaan bijhet positioneren van de achteraanslagom evenwijdig plooien tegaranderen. In sommige gevallenkan het voorkomen dat de plooilijnenniet evenwijdig mogen lopen.Het plooiproces wordt op diemanier complexer en het vergt extratijd om de achteraanslag tepositioneren. Er zijn nog meerproblemen die een snelle ennauwkeurige productie in de wegkunnen staan, zoals verkeerduitgelijnd gereedschap, afgesletengereedschap, beschadigde,onnauwkeurige of verkeerd geijkteachteraanslag.5. Ontvouwde lengte en juistepositie van de gatenDe positie van de gaten in eenwerkstuk is in hoofdzaak afhankelijkvan de nauwkeurige toepassingvan de plooitolerantie. De berekeningvan de plooitolerantie ofK-factor, toegepast voor de bepalingvan de ontvouwde lengte, is afkomstigvan verschillende bronnen. Deontvouwde lengte kan dus variërenin functie van de gebruikte formule.Alle eerder genoemde criteria beïnvloedende positie van de gaten inhet werkstuk en de berekening vande ontvouwde lengte.Fig. 26