Mudança na tecnologia de gestão da produção: caracterizando um ...
Mudança na tecnologia de gestão da produção: caracterizando um ...
Mudança na tecnologia de gestão da produção: caracterizando um ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
MUDANÇA NA TECNOLOGIA DE GESTÃO DA PRODUÇÃO:<br />
CARACTERIZANDO UM CASO DE SUCESSO<br />
Leo<strong>na</strong>rdo Marques Gomes<br />
Universi<strong>da</strong><strong>de</strong> Fe<strong>de</strong>ral do Rio <strong>de</strong> Janeiro – Curso <strong>de</strong> Engenharia <strong>de</strong> Produção<br />
Rua Vice-gover<strong>na</strong>dor Rubens Berardo, 65/ 605, Bl. 2, Gávea, Rio <strong>de</strong> Janeiro - RJ, CEP 22451-070<br />
Jayme Chataque <strong>de</strong> Moraes<br />
Universi<strong>da</strong><strong>de</strong> Fe<strong>de</strong>ral do Rio <strong>de</strong> Janeiro – Curso <strong>de</strong> Engenharia <strong>de</strong> Produção<br />
Rua Barão <strong>de</strong> Luce<strong>na</strong>, 115/706, Botafogo, Rio <strong>de</strong> Janeiro - RJ, CEP 22260-020<br />
Eduardo Galvão Moura Jardim<br />
Universi<strong>da</strong><strong>de</strong> Fe<strong>de</strong>ral do Rio <strong>de</strong> Janeiro – Departamento <strong>de</strong> Engenharia Industrial, cedido ao INT<br />
Instituto Nacio<strong>na</strong>l <strong>de</strong> Tecnologia, Av. Venezuela, 82/709, Centro, Rio <strong>de</strong> Janeiro, CEP 20081-310<br />
This article focuses on the impact that a change in the use of production<br />
ma<strong>na</strong>gement technology can represent on a given company having problems with leadtime<br />
and <strong>de</strong>livery <strong>da</strong>tes. The work i<strong>de</strong>ntifies the factors that led to this change, classifies<br />
the production ma<strong>na</strong>gement technology used – a Hybrid System Just-in-time / MRPII – and<br />
shows the consequences of the use of this technology.<br />
In the new situation, production planning and control activities were simplified and<br />
became driven by customers’ or<strong>de</strong>rs instead of sales forecast.<br />
The company ma<strong>na</strong>ged to reinforce its position in the market obtaining significative<br />
gains in the client´s perspective through a <strong>de</strong>crease in average lead-time – the main target<br />
of the change – that dropped from 25 <strong>da</strong>ys to 3 <strong>da</strong>ys.<br />
Key words: Production Ma<strong>na</strong>gement Technology, Just-in-Time/MRPII, Case Study<br />
1. Introdução<br />
Consi<strong>de</strong>re <strong>um</strong>a empresa do Rio <strong>de</strong> Janeiro, posicio<strong>na</strong><strong>da</strong> entre as três primeiras <strong>de</strong><br />
seu setor no âmbito <strong>na</strong>cio<strong>na</strong>l e com li<strong>de</strong>rança no estado do Rio. Consi<strong>de</strong>re agora que esta<br />
empresa começa a sofrer per<strong>da</strong> <strong>de</strong> competitivi<strong>da</strong><strong>de</strong>, pressão dos concorrentes e a<strong>um</strong>ento <strong>da</strong><br />
insatisfação dos clientes. A diretoria realiza <strong>um</strong>a análise estratégica, res<strong>um</strong>i<strong>da</strong> no quadro<br />
abaixo, que apresenta <strong>um</strong>a avaliação dos critérios competitivos <strong>da</strong> empresa [4]:<br />
• Preço: Satisfatório;<br />
• Quali<strong>da</strong><strong>de</strong>: Muito satisfatório.<br />
• Rapi<strong>de</strong>z: Muito insatisfatório;<br />
• Pontuali<strong>da</strong><strong>de</strong>: Muito insatisfatório;<br />
(Os dois últimos critérios tratam do aspecto: Prazo <strong>de</strong> entrega)<br />
Após esse diagnostico prelimi<strong>na</strong>r, qual seria a <strong>de</strong>cisão indica<strong>da</strong> para recuperação<br />
<strong>da</strong> competitivi<strong>da</strong><strong>de</strong>?<br />
A resposta está <strong>na</strong> mu<strong>da</strong>nça <strong>da</strong> Tecnologia <strong>de</strong> Gestão <strong>da</strong> Produção (TGP). A<br />
correta escolha e implantação <strong>de</strong> <strong>um</strong>a TGP basea<strong>da</strong> no tempo atuaria exatamente <strong>na</strong><br />
melhoria dos critérios rapi<strong>de</strong>z e pontuali<strong>da</strong><strong>de</strong>.<br />
A empresa em questão é a Fabrimar S.A. Indústria & Comércio, que em 1996<br />
<strong>de</strong>cidiu implantar <strong>um</strong>a TGP que melhorasse seu <strong>de</strong>sempenho operacio<strong>na</strong>l. Essa mu<strong>da</strong>nça<br />
fez parte <strong>de</strong> <strong>um</strong> programa chamado “Quali<strong>da</strong><strong>de</strong> & Produtivi<strong>da</strong><strong>de</strong> Fabrimar” e o processo<br />
foi realizado com apoio <strong>de</strong> <strong>um</strong>a consultoria <strong>de</strong> renome <strong>na</strong> área.
Este artigo apresenta o estudo realizado no projeto <strong>de</strong> fim <strong>de</strong> curso “O Impacto <strong>da</strong><br />
<strong>Mu<strong>da</strong>nça</strong> <strong>na</strong> Gestão <strong>da</strong> Produção em Uma Empresa: Um Estudo <strong>de</strong> Caso”, do curso <strong>de</strong><br />
graduação em Engenharia <strong>de</strong> Produção <strong>da</strong> UFRJ, aprovado em janeiro <strong>de</strong> 2001.O objetivo<br />
do projeto foi a<strong>na</strong>lisar todo o processo <strong>de</strong> mu<strong>da</strong>nça <strong>da</strong> TGP <strong>na</strong> Fabrimar, <strong>de</strong>s<strong>de</strong> o<br />
entendimento <strong>da</strong> situação anterior até a proposta implementa<strong>da</strong>, avaliando o resultado<br />
obtido.<br />
A Fabrimar é <strong>um</strong>a empresa familiar fun<strong>da</strong><strong>da</strong> em 1960. Atualmente, as áreas <strong>de</strong><br />
atuação <strong>de</strong>sta empresa são metais sanitários para banheiro e cozinha, mercado on<strong>de</strong><br />
ingressou a partir <strong>de</strong> 1973, e produtos <strong>de</strong> irrigação – aspersores –, <strong>de</strong>s<strong>de</strong> 1984. Suas<br />
instalações industriais se concentram <strong>na</strong> Pavu<strong>na</strong>, no Rio <strong>de</strong> Janeiro, totalizando 50.700 m².<br />
Em 1999, a Fabrimar atingiu 43 milhões <strong>de</strong> reais <strong>de</strong> faturamento com 850 funcionários.<br />
2. As Causas do Problema<br />
A partir do diagnóstico prelimi<strong>na</strong>r, foi feita <strong>um</strong>a análise para i<strong>de</strong>ntificar as causas<br />
<strong>da</strong> insatisfação com o prazo <strong>de</strong> entrega (rapi<strong>de</strong>z e pontuali<strong>da</strong><strong>de</strong>). Observando-se o processo<br />
<strong>de</strong> planejamento <strong>da</strong> <strong>produção</strong>, foram <strong>de</strong>staca<strong>da</strong>s duas causas principais do problema: o uso<br />
<strong>de</strong> previsão estatística <strong>de</strong> ven<strong>da</strong>s e lote econômico.<br />
A previsão <strong>de</strong> ven<strong>da</strong>s, que era feita no início <strong>de</strong> ca<strong>da</strong> mês, era obti<strong>da</strong> através <strong>de</strong> <strong>um</strong>a<br />
regressão linear basea<strong>da</strong> <strong>na</strong>s ven<strong>da</strong>s dos últimos quatro meses e <strong>de</strong>termi<strong>na</strong>va a <strong>produção</strong> do<br />
mês corrente. Os erros <strong>de</strong>ssa previsão causavam estoques <strong>de</strong> produtos não vendidos e não<br />
atendimento <strong>de</strong> ven<strong>da</strong>s realiza<strong>da</strong>s. Não havia <strong>um</strong> alinhamento entre ven<strong>da</strong>s e <strong>produção</strong>.<br />
O lote econômico comportava entre <strong>um</strong> a quatro meses <strong>de</strong> cons<strong>um</strong>o. Ele era<br />
calculado para ca<strong>da</strong> produto com base no custo do set-up, custo <strong>de</strong> operação e média <strong>de</strong><br />
cons<strong>um</strong>o por item. O lote econômico só aju<strong>da</strong>va os itens mais vendidos, pois itens com<br />
pouca saí<strong>da</strong> tinham, freqüentemente, estoque em processo. O lote econômico do mês<br />
anterior era a causa <strong>de</strong> estoque no mês seguinte. Produzia-se para fazer estoque e aten<strong>de</strong>r<br />
ao lote econômico.<br />
Esses dois fatores contribuíam para <strong>um</strong>a série <strong>de</strong> outros problemas. Primeiro, eles<br />
geravam alto estoque em processo que elevava o custo fi<strong>na</strong>nceiro ao empatar capital em<br />
<strong>um</strong> estoque que não atendia a <strong>de</strong>man<strong>da</strong>. Em segundo, geravam <strong>um</strong> custo <strong>de</strong> alocação dos<br />
recursos em vão, que acarretavam horas extras e turnos extras para suprir a <strong>de</strong>man<strong>da</strong> não<br />
atendi<strong>da</strong>.<br />
O resultado era <strong>um</strong> atraso no prazo <strong>de</strong> entrega, que estava acima <strong>da</strong> média <strong>de</strong><br />
mercado. Isso se agravava com a crescente exigência dos clientes com o prazo,<br />
ocasio<strong>na</strong>ndo <strong>um</strong> custo <strong>da</strong> não-ven<strong>da</strong> <strong>de</strong> produtos que impactava <strong>na</strong> per<strong>da</strong> <strong>de</strong> receita e<br />
clientes.<br />
Na época <strong>da</strong> mu<strong>da</strong>nça <strong>na</strong> empresa, a carteira em aberto ac<strong>um</strong>ulava em torno <strong>de</strong> três<br />
meses <strong>de</strong> pedidos, ou seja, a pendência era maior que o faturamento mensal <strong>da</strong> empresa,<br />
que não tinha folga para aten<strong>de</strong>r a novos pedidos. Isso era agravado porque a necessi<strong>da</strong><strong>de</strong><br />
<strong>de</strong> capaci<strong>da</strong><strong>de</strong> <strong>de</strong> <strong>produção</strong> estava acima <strong>da</strong> capaci<strong>da</strong><strong>de</strong> total e o módulo <strong>de</strong> análise <strong>de</strong><br />
capaci<strong>da</strong><strong>de</strong> do sistema não supria as necessi<strong>da</strong><strong>de</strong>s <strong>de</strong> planejamento <strong>da</strong> empresa.<br />
Destacou-se ain<strong>da</strong> <strong>um</strong> outro conjunto <strong>de</strong> problemas. Havia <strong>um</strong>a complexi<strong>da</strong><strong>de</strong><br />
<strong>de</strong>snecessária nos roteiros <strong>de</strong> <strong>produção</strong>. O uso do MRP exigia a acurácia <strong>da</strong>s<br />
informações, o que <strong>de</strong>man<strong>da</strong>va muita digitação e doc<strong>um</strong>entação, e para isso, existia <strong>um</strong>a<br />
equipe <strong>de</strong> apontadores que registravam todo o processo produtivo. Esse excesso <strong>de</strong><br />
apontamento levava a <strong>um</strong>a lentidão <strong>na</strong> apuração dos custos, pois essas fichas <strong>de</strong><br />
apontamento eram usa<strong>da</strong>s pelo <strong>de</strong>partamento fi<strong>na</strong>nceiro como base para o cálculo dos<br />
custos <strong>da</strong> <strong>produção</strong>.<br />
Outra característica era <strong>um</strong> espaço físico insuficiente. O layout era funcio<strong>na</strong>l, com<br />
isso, as or<strong>de</strong>ns <strong>de</strong> <strong>produção</strong> “disputavam” os recursos (máqui<strong>na</strong>s) e existiam assistentes <strong>de</strong><br />
transporte que movimentavam os produtos <strong>de</strong> <strong>um</strong>a máqui<strong>na</strong> para a outra, gerando <strong>um</strong><br />
ii
excessivo “vai e vem” no chão-<strong>de</strong>-fábrica. Esse quadro mostra que o ambiente <strong>de</strong> <strong>produção</strong><br />
era t<strong>um</strong>ultuado pelo movimento <strong>de</strong> produtos e materiais entre máqui<strong>na</strong>s.<br />
A filosofia <strong>de</strong> <strong>gestão</strong> <strong>da</strong> <strong>produção</strong> fazia com que o produto no chão-<strong>de</strong>-fábrica não<br />
estivesse atrelado ao cliente, ou seja, <strong>um</strong> pedido <strong>de</strong> ven<strong>da</strong> não tinha relação com <strong>um</strong>a<br />
or<strong>de</strong>m <strong>de</strong> <strong>produção</strong> específica, dificultando a toma<strong>da</strong> <strong>de</strong> ação para aten<strong>de</strong>r <strong>um</strong> pedido<br />
muito atrasado.<br />
Logo, to<strong>da</strong> a <strong>gestão</strong> <strong>da</strong> <strong>produção</strong> <strong>da</strong> Fabrimar era volta<strong>da</strong> para a eficiência<br />
(economia <strong>da</strong> operação) contrapondo a eficácia (economia <strong>da</strong> empresa). O foco <strong>na</strong><br />
utilização <strong>de</strong> lotes econômicos e no apontamento para controle apurado dos custos buscava<br />
garantir a eficiência operacio<strong>na</strong>l (baixos custos) enquanto <strong>um</strong> foco em aten<strong>de</strong>r o pedido do<br />
cliente, como por exemplo, a busca do aprimoramento <strong>da</strong> previsão <strong>de</strong> ven<strong>da</strong>s e o uso <strong>de</strong><br />
<strong>tecnologia</strong>s para “puxar” a <strong>produção</strong> estariam a<strong>um</strong>entando a eficácia <strong>da</strong> empresa (atingir<br />
metas <strong>de</strong> ven<strong>da</strong>s).<br />
A conseqüência <strong>de</strong>sse conjunto <strong>de</strong> problemas foi <strong>um</strong> insatisfatório resultado<br />
fi<strong>na</strong>nceiro e foi o fator culmi<strong>na</strong>nte para a implantação <strong>da</strong> atual Tecnologia <strong>de</strong> Gestão <strong>da</strong><br />
Produção.<br />
3. A Solução Encontra<strong>da</strong><br />
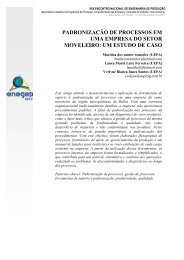
Para entendimento do problema e <strong>da</strong> solução encontra<strong>da</strong> foi <strong>de</strong>senvolvido <strong>um</strong><br />
mo<strong>de</strong>lo conforme figura abaixo:<br />
Compras<br />
Dimensão<br />
Horizontal<br />
Produção<br />
Planejamento<br />
<strong>de</strong> Compras<br />
Previsão<br />
<strong>de</strong> Ven<strong>da</strong>s<br />
Montagem<br />
Planejamento<br />
<strong>da</strong> Produção<br />
Programação<br />
<strong>de</strong> Compras<br />
Distribuição<br />
Planejamento<br />
<strong>da</strong> Montagem<br />
Programação<br />
<strong>da</strong> Produção<br />
Compras<br />
Ven<strong>da</strong>s<br />
Planejamento Programação Produção Controle<br />
Planejamento<br />
<strong>da</strong> Distribuição<br />
Programação<br />
<strong>da</strong> Montagem<br />
Produção<br />
Controle <strong>de</strong><br />
Compras<br />
Planejamento<br />
<strong>de</strong> Ven<strong>da</strong>s<br />
Programação<br />
<strong>da</strong> Distribuição<br />
Montagem<br />
Controle<br />
<strong>da</strong> Produção<br />
Dimensão Diago<strong>na</strong>l<br />
Programação<br />
De Ven<strong>da</strong>s<br />
Distribuição<br />
Controle <strong>da</strong><br />
Montagem<br />
Figura 1: Mo<strong>de</strong>lo Genérico para <strong>um</strong> Sistema Produtivo<br />
Ven<strong>da</strong>s<br />
Controle <strong>da</strong><br />
Distribuição<br />
Controle<br />
<strong>de</strong> Ven<strong>da</strong>s<br />
Note que as mu<strong>da</strong>nças no processo produtivo foram apresenta<strong>da</strong>s e a<strong>na</strong>lisa<strong>da</strong>s<br />
segundo duas dimensões: (i) a dimensão diago<strong>na</strong>l, composta por planejamento,<br />
programação, execução e controle; e (ii) a dimensão horizontal, composta por compras,<br />
<strong>produção</strong>, montagem, distribuição e ven<strong>da</strong>s. A incli<strong>na</strong>ção <strong>da</strong> dimensão diago<strong>na</strong>l procura<br />
retratar a <strong>de</strong>fasagem no tempo <strong>da</strong>s ativi<strong>da</strong><strong>de</strong>s que a compõe. Exemplo: Compras acontece<br />
antes <strong>de</strong> Produção, que por sua vez acontece antes <strong>da</strong> Montagem, e assim sucessivamente.<br />
A partir <strong>de</strong>ste mo<strong>de</strong>lo foi representado o processo produtivo anterior e atual <strong>da</strong><br />
Fabrimar. A seguir, é apresentado o mo<strong>de</strong>lo atual e são comenta<strong>da</strong>s as diferenças entre as<br />
duas situações.<br />
iii
Prev isão<br />
<strong>de</strong> Ven<strong>da</strong>s<br />
Planejamento<br />
<strong>de</strong> Compras<br />
Planejamento<br />
<strong>da</strong> Produção<br />
Planejamento<br />
<strong>da</strong> Montagem<br />
Programação<br />
<strong>de</strong> Compras<br />
Planejamento<br />
<strong>da</strong> Distribuição<br />
Programação<br />
<strong>da</strong> Produção<br />
Compras<br />
Planejamento<br />
<strong>de</strong> Ven<strong>da</strong>s<br />
Programação<br />
<strong>da</strong> Montagem<br />
Programação<br />
<strong>da</strong> Distribuição<br />
Produção<br />
Montagem<br />
Controle <strong>de</strong><br />
Compras<br />
Distribuição<br />
Controle <strong>da</strong><br />
Produção<br />
MRP II JIT<br />
Controle <strong>da</strong><br />
Montagem<br />
Ven<strong>da</strong>s<br />
Controle <strong>da</strong><br />
Distribuição<br />
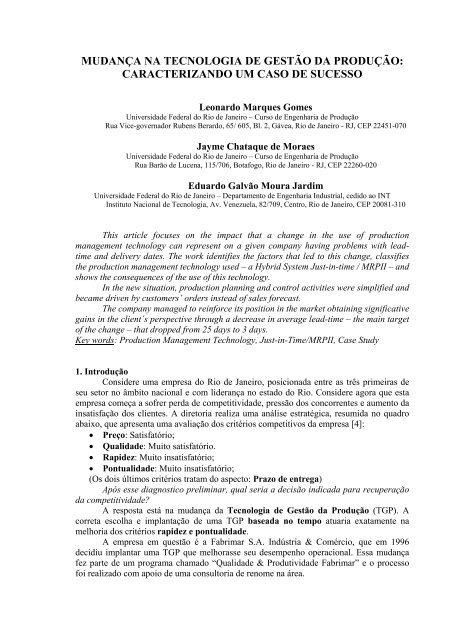
Figura 2: Mo<strong>de</strong>lo do Sistema Produtivo <strong>da</strong> Fabrimar <strong>de</strong>pois <strong>da</strong> mu<strong>da</strong>nça.<br />
Dimensão Diago<strong>na</strong>l: Execução (acio<strong>na</strong>mento real <strong>da</strong>s ativi<strong>da</strong><strong>de</strong>s)<br />
A gran<strong>de</strong> mu<strong>da</strong>nça no processo produtivo <strong>da</strong> Fabrimar é a troca <strong>da</strong> filosofia <strong>de</strong><br />
<strong>produção</strong> “empurra<strong>da</strong>” para <strong>produção</strong> “puxa<strong>da</strong>”.<br />
O processo anterior era disparado pela previsão <strong>de</strong> ven<strong>da</strong>s mensal. Os recursos <strong>da</strong><br />
empresa eram comprometidos com <strong>um</strong>a expectativa <strong>de</strong> ven<strong>da</strong>, que não se realizava. Assim,<br />
a empresa ou produzia produtos que não eram vendidos ou reprogramava freqüentemente<br />
sua <strong>produção</strong>, redirecio<strong>na</strong>ndo seus recursos para aten<strong>de</strong>r produtos vendidos acima <strong>da</strong><br />
expectativa. Na prática, a empresa atendia parcialmente os pedidos através <strong>de</strong> esforços <strong>de</strong><br />
replanejamento e ac<strong>um</strong>ulava estoques <strong>de</strong> produtos todos os meses. A <strong>produção</strong> e<br />
montagem eram direcio<strong>na</strong><strong>da</strong>s para o estoque, que muitas vezes não atendia às necessi<strong>da</strong><strong>de</strong>s<br />
<strong>de</strong> ven<strong>da</strong>s e distribuição.<br />
Na nova filosofia <strong>de</strong> <strong>gestão</strong> <strong>da</strong> <strong>produção</strong>, o pedido do cliente é o direcio<strong>na</strong>dor <strong>de</strong><br />
todo o processo. A partir <strong>de</strong>le, o processo <strong>de</strong> distribuição é iniciado, <strong>da</strong>ndo movimento aos<br />
outros processos produtivos – montagem e <strong>produção</strong>. Assim, a distribuição, a montagem e<br />
a <strong>produção</strong> sempre estarão trabalhando para <strong>um</strong> pedido específico <strong>de</strong> <strong>um</strong> cliente ou<br />
repondo o estoque mínimo <strong>de</strong> segurança, e nunca direcio<strong>na</strong>ndo esforços para produzir algo<br />
que po<strong>de</strong> não ser vendido. Essa <strong>gestão</strong> garante menores estoques em processo, e soma<strong>da</strong> ao<br />
layout celular, dá maior visibili<strong>da</strong><strong>de</strong> ao processo produtivo, já que altos estoques camuflam<br />
problemas.<br />
O processo <strong>de</strong> compras é <strong>um</strong>a exceção. Por ter como fator crítico o prazo <strong>de</strong><br />
entrega <strong>de</strong> matéria-prima - que po<strong>de</strong> chegar a 14 sema<strong>na</strong>s - essa área tem <strong>um</strong> planejamento<br />
<strong>de</strong> longo prazo. Esse planejamento e posterior programação são feitos a partir <strong>da</strong> previsão<br />
<strong>de</strong> ven<strong>da</strong>s com o uso do módulo MRP do sistema, ou seja, é <strong>um</strong>a etapa “empurra<strong>da</strong>”. A<br />
gran<strong>de</strong> diferença é que <strong>um</strong> erro <strong>na</strong> previsão <strong>de</strong> ven<strong>da</strong>s só afeta inicialmente o setor <strong>de</strong><br />
Compras, e o pedido do cliente está garantido pela existência <strong>de</strong> 3 estoques <strong>de</strong> segurança<br />
entre Compras e Ven<strong>da</strong>s.<br />
iv
Dimensão Diago<strong>na</strong>l: Planejamento (dimensio<strong>na</strong>mento <strong>de</strong> longo prazo dos<br />
recursos)<br />
O Planejamento no mo<strong>de</strong>lo anterior era feito todo início <strong>de</strong> mês. A partir <strong>da</strong><br />
previsão <strong>de</strong> ven<strong>da</strong>, eram gera<strong>da</strong>s, em <strong>um</strong> sistema <strong>de</strong> MRP, as Or<strong>de</strong>ns <strong>de</strong> Compras,<br />
Produção e Montagem, que norteavam o dimensio<strong>na</strong>mento <strong>de</strong> recursos e a ativi<strong>da</strong><strong>de</strong> <strong>de</strong><br />
programação.<br />
No mo<strong>de</strong>lo atual, o uso do mo<strong>de</strong>lo <strong>de</strong> <strong>produção</strong> “puxa<strong>da</strong>” pressupõe <strong>um</strong>a<br />
estabili<strong>da</strong><strong>de</strong> no programa <strong>de</strong> <strong>produção</strong>. A função do planejamento é <strong>de</strong>finir os parâmetros<br />
<strong>de</strong> acio<strong>na</strong>mento <strong>da</strong> “relação cliente-fornecedor interno” e <strong>de</strong>finir estoques <strong>de</strong> segurança<br />
para anular a variabili<strong>da</strong><strong>de</strong> mínima inerente ao sistema produtivo, além <strong>da</strong> função <strong>na</strong>tural<br />
<strong>de</strong> dimensio<strong>na</strong>mento dos recursos. Esse mo<strong>de</strong>lo permite que <strong>um</strong> planejamento bem<br />
conduzido seja revisto em períodos mais longos, atualmente em torno <strong>de</strong> seis meses.<br />
Dimensão Diago<strong>na</strong>l: Programação (seqüenciamento <strong>de</strong> curto prazo) e Controle<br />
(apontamento do realizado)<br />
O controle do chão-<strong>de</strong>-fábrica sofreu mu<strong>da</strong>nças significativas. No processo<br />
anterior, havia <strong>um</strong> gran<strong>de</strong> esforço para ativi<strong>da</strong><strong>de</strong>s <strong>de</strong> apontamento, caracterizado pela<br />
alocação <strong>de</strong> pessoas com a função <strong>de</strong> registrar manualmente to<strong>da</strong>s as informações<br />
referentes ao processo produtivo, como tempo <strong>de</strong> para<strong>da</strong>, processamento <strong>da</strong>s máqui<strong>na</strong>s,<br />
além <strong>de</strong> quanti<strong>da</strong><strong>de</strong> e <strong>de</strong>scrimi<strong>na</strong>ção <strong>de</strong> itens produzidos. Esse apontamento era feito <strong>na</strong>s<br />
or<strong>de</strong>ns <strong>de</strong> <strong>produção</strong> e montagem.<br />
Já em relação à programação <strong>da</strong> <strong>produção</strong>, o seqüenciamento <strong>da</strong>s or<strong>de</strong>ns era<br />
realizado por <strong>um</strong> Diagrama <strong>de</strong> Gantt, que as distribuía para ca<strong>da</strong> máqui<strong>na</strong>. Esse quadro era<br />
<strong>de</strong>smembrado em cartões para ca<strong>da</strong> encarregado por <strong>um</strong> conjunto <strong>de</strong> máqui<strong>na</strong>s.<br />
Atualmente, po<strong>de</strong>-se dizer que todo o processo é auto-controlado e a <strong>produção</strong> e<br />
montagem são também auto-programa<strong>da</strong>s, ou seja, as ativi<strong>da</strong><strong>de</strong>s <strong>de</strong> controle e<br />
programação não são mais exerci<strong>da</strong>s por <strong>um</strong>a enti<strong>da</strong><strong>de</strong> exter<strong>na</strong> à execução, mas sim pelo<br />
próprio processo, através <strong>da</strong> “relação cliente-fornecedor interno”.<br />
Na Produção, esse mecanismo é realizado pelos cartões Kanban, que substituem o<br />
Diagrama <strong>de</strong> Gantt <strong>na</strong> Programação e o apontamento no Controle. Já <strong>na</strong> Montagem, quem<br />
<strong>de</strong>sempenha o papel dos cartões Kanban é o Sistema ERP. O Sistema, além <strong>de</strong><br />
automatizar essas ativi<strong>da</strong><strong>de</strong>s, garante o registro <strong>da</strong>s informações para fins contábeis.<br />
Dimensão Horizontal: Compras, Produção, Montagem, Distribuição e Ven<strong>da</strong>s<br />
Tanto antes como <strong>de</strong>pois <strong>da</strong> mu<strong>da</strong>nça existe <strong>um</strong> ponto <strong>de</strong> encontro entre o “puxar”<br />
e o “empurrar”. Na comparação entre as duas situações, i<strong>de</strong>ntificou-se <strong>um</strong> <strong>de</strong>slocamento<br />
<strong>de</strong>sse ponto <strong>de</strong> encontro <strong>da</strong> função <strong>de</strong> Distribuição (no mo<strong>de</strong>lo anterior) para a função <strong>de</strong><br />
Compras (no mo<strong>de</strong>lo atual). Esse <strong>de</strong>slocamento mu<strong>da</strong> a relação <strong>de</strong> importância entre<br />
Ven<strong>da</strong>s e Previsão <strong>de</strong> Ven<strong>da</strong>s. Antes, a <strong>produção</strong> era projeta<strong>da</strong> para aten<strong>de</strong>r à Previsão.<br />
Agora, o foco <strong>da</strong> <strong>produção</strong> está em Ven<strong>da</strong>s (ou seja, no cliente). A Previsão continua sendo<br />
a base para o planejamento, mas é Ven<strong>da</strong>s que guia o an<strong>da</strong>mento <strong>de</strong> todo o processo.<br />
Outros Aspectos do Sistema Produtivo<br />
Existem três outros elementos do sistema produtivo que merecem atenção em<br />
relação à mu<strong>da</strong>nça: sistema <strong>de</strong> informação, layout e recursos h<strong>um</strong>anos.<br />
O sistema <strong>de</strong> informação utilizado <strong>na</strong> empresa anteriormente era <strong>um</strong> MRPII. Ele<br />
se limitava às funções <strong>de</strong>: MRP, Previsão Estatística <strong>de</strong> Ven<strong>da</strong>s, Controle <strong>de</strong> Estoque e<br />
Análise <strong>da</strong> Capaci<strong>da</strong><strong>de</strong> <strong>de</strong> Produção. O sistema atual, implantado no Programa QPF, é <strong>um</strong><br />
ERP. O sistema ERP tem papel fun<strong>da</strong>mental no processo produtivo e ain<strong>da</strong> atua em<br />
diversas áreas <strong>da</strong> empresa, como Comercial, Suprimentos, Contabili<strong>da</strong><strong>de</strong> e Fi<strong>na</strong>nças.<br />
v
A principal mu<strong>da</strong>nça no layout <strong>da</strong> empresa foi a aquisição <strong>de</strong> <strong>um</strong>a área vizinha a<br />
Fabrimar, que praticamente dobrou o espaço disponível. Os dois setores afetados pela<br />
reestruturação do layout foram a Montagem e a Produção. Ambos esses setores eram<br />
caracterizados por <strong>um</strong> layout funcio<strong>na</strong>l. Atualmente, eles foram reestruturados<br />
respectivamente em Células <strong>de</strong> Montagem e Células <strong>de</strong> Produção. Na Montagem, ca<strong>da</strong><br />
célula realiza a montagem por completo <strong>de</strong> <strong>um</strong> conjunto <strong>de</strong> produtos acabados. Na<br />
Produção, ca<strong>da</strong> célula é responsável pela <strong>produção</strong> <strong>de</strong> <strong>um</strong> conjunto <strong>de</strong> produtos semiacabados.<br />
Essas mu<strong>da</strong>nças <strong>de</strong> layout garantiram <strong>um</strong>a melhor acomo<strong>da</strong>ção dos operários e<br />
máqui<strong>na</strong>s. A organização por células permite <strong>um</strong> melhor aproveitamento do espaço<br />
reduzindo o fluxo <strong>de</strong> produtos e reunindo to<strong>da</strong>s as etapas <strong>da</strong> <strong>produção</strong> <strong>de</strong> <strong>um</strong> item em <strong>um</strong><br />
só lugar - a célula. O fluxo ficou muito mais linear.<br />
Isso dá visibili<strong>da</strong><strong>de</strong> ao processo <strong>de</strong> <strong>gestão</strong>, trazendo ganhos quantitativos e<br />
qualitativos: (i) reduz roteiros <strong>de</strong> <strong>produção</strong> e material necessário <strong>na</strong> fábrica; (ii) as<br />
ineficiências do processo <strong>de</strong>ixam <strong>de</strong> estar camufla<strong>da</strong>s pela <strong>de</strong>sorganização e níveis <strong>de</strong><br />
estoque; (iii) tor<strong>na</strong> possível i<strong>de</strong>ntificar problemas e causas quando eles surgem.<br />
A nova <strong>gestão</strong> <strong>de</strong> <strong>produção</strong> permitiu também <strong>um</strong> redimensio<strong>na</strong>mento dos recursos<br />
h<strong>um</strong>anos <strong>na</strong> área produtiva. A redução <strong>de</strong> pessoal <strong>na</strong>s áreas <strong>de</strong> Produção e Suprimentos<br />
chegou a aproxima<strong>da</strong>mente 35 pessoas <strong>de</strong> 500. Desse montante, po<strong>de</strong>mos <strong>de</strong>stacar <strong>um</strong>a<br />
redução no número <strong>de</strong> apontadores e reduções <strong>na</strong>s equipes <strong>de</strong> planejamento e compras.<br />
4. Análise Conceitual <strong>da</strong> Solução<br />
A Estrutura <strong>de</strong> Produção<br />
A análise feita permite a classificação <strong>da</strong> estrutura <strong>de</strong> <strong>produção</strong> <strong>da</strong> Fabrimar segundo os<br />
cinco critérios apresentados por Jardim et al. [3] no quadro abaixo:<br />
Tipo Tipo <strong>de</strong><br />
<strong>de</strong><br />
Transformação<br />
Transformação<br />
/ / Produto<br />
Produto<br />
De<br />
Processo<br />
Tipologia Tipologia <strong>da</strong>s Estruturas <strong>de</strong> <strong>de</strong> Produção Produção<br />
Natureza Natureza <strong>da</strong><br />
<strong>da</strong><br />
Deman<strong>da</strong><br />
Deman<strong>da</strong><br />
Freqüência<br />
Freqüência<br />
<strong>de</strong> <strong>de</strong> Produção<br />
Produção<br />
Arranjo<br />
Arranjo<br />
Físico<br />
Físico<br />
<br />
<br />
<br />
<br />
Simples,<br />
<br />
<br />
<strong>de</strong> partes<br />
discretas<br />
Complexo,<br />
árvore horizontaliza<strong>da</strong><br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Complexo,<br />
árvore verticaliza<strong>da</strong><br />
<br />
<br />
<br />
<br />
Gran<strong>de</strong>s<br />
Projetos<br />
Por previsão,<br />
para estocar<br />
A partir <strong>de</strong> <strong>um</strong><br />
plano mestre<br />
A partir <strong>de</strong><br />
pedidos específicos<br />
Contínua<br />
Em massa,<br />
seria<strong>da</strong><br />
Em lotes,<br />
intermitente<br />
Pouco<br />
repetitiva<br />
Única<br />
Tecnologia <strong>de</strong> Gestão Indica<strong>da</strong><br />
Fixo<br />
Linha <strong>de</strong><br />
Produção<br />
Celular<br />
Funcio<strong>na</strong>l<br />
Móvel<br />
<br />
<br />
<br />
<br />
JIT<br />
Fluxo Fluxo Básico<br />
Básico<br />
<strong>de</strong> <strong>de</strong> Materiais<br />
Materiais<br />
Linear<br />
Planta Tipo<br />
I<br />
Implosivo<br />
Planta Tipo<br />
V<br />
Misto<br />
Planta Tipo<br />
X<br />
Explosivo<br />
Planta Tipo<br />
A<br />
Aberto<br />
Planta Tipo<br />
O<br />
<br />
<br />
<br />
<br />
MRP II<br />
Figura 3: Estruturas <strong>de</strong> Produção <strong>da</strong> Fabrimar e Tecnologias indica<strong>da</strong>s. [baseado em 3]<br />
Complexi<strong>da</strong><strong>de</strong> dos Produtos: A <strong>produção</strong> <strong>da</strong> Fabrimar é <strong>de</strong> partes discretas. Em <strong>um</strong>a<br />
análise comparativa com outros sistemas produtivos – como a indústria automobilística e a<br />
<strong>produção</strong> <strong>de</strong> bens <strong>de</strong> capital sob encomen<strong>da</strong> – a árvore <strong>de</strong> produto <strong>da</strong> Fabrimar é simples.<br />
Assim, sua classificação é simples <strong>de</strong> partes discretas.<br />
vi
Natureza <strong>da</strong> <strong>de</strong>man<strong>da</strong>: Enquanto o processo <strong>de</strong> compras (matéria-prima e <strong>de</strong>mais<br />
comprados) é disparado pela previsão <strong>de</strong> ven<strong>da</strong>s, os processos <strong>de</strong> <strong>produção</strong>, montagem e<br />
distribuição são acio<strong>na</strong>dos para repor estoques mínimos <strong>de</strong> segurança ou aten<strong>de</strong>r pedidos<br />
que ultrapassem esse estoque. Desta forma, a <strong>na</strong>tureza <strong>da</strong> <strong>de</strong>man<strong>da</strong> Fabrimar po<strong>de</strong> ser<br />
classifica<strong>da</strong> como a partir <strong>de</strong> <strong>um</strong> plano mestre, ou seja, <strong>um</strong>a combi<strong>na</strong>ção <strong>de</strong> <strong>produção</strong><br />
para estoque com <strong>produção</strong> contra-pedido.<br />
Freqüência <strong>da</strong> Produção: Ca<strong>da</strong> célula <strong>de</strong> <strong>produção</strong> atualmente processa poucos tipos <strong>de</strong><br />
produtos acabados. Os produtos campeões <strong>de</strong> ven<strong>da</strong> ou “Itens Express” são produzidos<br />
n<strong>um</strong>a escala <strong>de</strong> massa. Por outro lado, o restante dos produtos tem sua <strong>produção</strong><br />
interrompi<strong>da</strong>, <strong>caracterizando</strong> lotes intermitentes. Assim, classifica-se a freqüência <strong>de</strong><br />
<strong>produção</strong> como <strong>um</strong> intermediário entre massa seria<strong>da</strong> e lotes intermitentes.<br />
Arranjo Físico: Apesar <strong>da</strong> implementação <strong>da</strong>s células <strong>de</strong> <strong>produção</strong> e montagem, ain<strong>da</strong> há<br />
cinco funções que <strong>de</strong>termi<strong>na</strong>m o posicio<strong>na</strong>mento <strong>de</strong> alg<strong>um</strong>as máqui<strong>na</strong>s. Desta forma, o<br />
arranjo físico <strong>na</strong> Fabrimar é predomi<strong>na</strong>ntemente celular, mas ain<strong>da</strong> com alguns setores<br />
organizados <strong>de</strong> forma funcio<strong>na</strong>l.<br />
Fluxo Básico <strong>de</strong> Materiais: O processo produtivo <strong>da</strong> Fabrimar é dividido em duas etapas.<br />
Na primeira, a Produção fabrica produtos usi<strong>na</strong>dos chamados peças-mãe que servem <strong>de</strong><br />
ins<strong>um</strong>o para a segun<strong>da</strong> etapa, a Montagem. Ca<strong>da</strong> peça-mãe gera <strong>um</strong>a gran<strong>de</strong> quanti<strong>da</strong><strong>de</strong> <strong>de</strong><br />
produtos fi<strong>na</strong>is. Este conceito causou a simplificação dos roteiros <strong>de</strong> <strong>produção</strong>. A<br />
varie<strong>da</strong><strong>de</strong> <strong>de</strong> matéria-prima utiliza<strong>da</strong> é ain<strong>da</strong> menor que a <strong>de</strong> peças-mãe. Essa configuração<br />
classifica o fluxo <strong>de</strong> materiais <strong>da</strong> Fabrimar como Implosivo - Planta “V”.<br />
A Tecnologia <strong>de</strong> Gestão <strong>da</strong> Produção<br />
O Sistema atual <strong>da</strong> empresa estu<strong>da</strong><strong>da</strong> po<strong>de</strong> ser caracterizado como <strong>um</strong> Sistema<br />
Híbrido JIT/MRPII. O JIT mostra <strong>um</strong>a limitação relacio<strong>na</strong><strong>da</strong> à <strong>gestão</strong> <strong>de</strong> materiais<br />
adquiridos e planejamento <strong>de</strong> longo prazo. O MRPII mostra limitações no gerenciamento<br />
<strong>de</strong> curtíssimo prazo <strong>da</strong> fábrica, ou seja, não é sensível ao processo <strong>de</strong> manufatura e a<br />
questões relacio<strong>na</strong><strong>da</strong>s com quali<strong>da</strong><strong>de</strong> e mão-<strong>de</strong>-obra. A<strong>na</strong>lisando as limitações <strong>de</strong> ambos,<br />
verifica-se que os pontos fracos do JIT po<strong>de</strong>m ser bem atendidos pelo MRPII e vice-versa.<br />
A literatura técnica [1] e [2] indica benefícios <strong>na</strong> integração JIT e MRPII, que<br />
apóiam as condições competitivas <strong>da</strong> empresa nos fatores: custo, quali<strong>da</strong><strong>de</strong>, pontuali<strong>da</strong><strong>de</strong>,<br />
veloci<strong>da</strong><strong>de</strong> e flexibili<strong>da</strong><strong>de</strong> <strong>de</strong> “mix”, quanti<strong>da</strong><strong>de</strong>s e <strong>da</strong>tas <strong>de</strong> entrega dos produtos. O<br />
mo<strong>de</strong>lo <strong>da</strong> integração entre JIT e MRPII <strong>de</strong>pen<strong>de</strong>rá do tipo <strong>de</strong> estrutura <strong>de</strong> <strong>produção</strong>.<br />
A<strong>na</strong>lisando o caso Fabrimar, percebe-se que a parte do processo produtivo atual<br />
que vai <strong>de</strong> Ven<strong>da</strong>s até Produção funcio<strong>na</strong> sob a filosofia e técnicas do JIT. A área <strong>de</strong><br />
Compras trabalha com <strong>um</strong> MRPII. Não é possível esten<strong>de</strong>r o JIT até Compras pois, nessa<br />
área, os pressupostos para a implantação <strong>da</strong> <strong>tecnologia</strong> JIT não são satisfeitos. Na área <strong>de</strong><br />
Compras há <strong>um</strong>a incerteza quanto ao fornecimento, ou seja, o tempo <strong>de</strong> ressuprimento não<br />
é linear. A empresa não se vale <strong>de</strong> <strong>um</strong>a política <strong>de</strong> “fornecedor único” presente <strong>na</strong> filosofia<br />
JIT e trabalha com <strong>um</strong> número extenso <strong>de</strong> fornecedores. O uso do MRPII é indicado<br />
justamente para situações on<strong>de</strong> existe instabili<strong>da</strong><strong>de</strong> no processo. Assim, a solução<br />
encontra<strong>da</strong> foi o Sistema Híbrido.<br />
5. Objetivos Atingidos<br />
Nesse momento, buscou-se voltar aos fatores que motivaram a direção <strong>da</strong><br />
empresa a realizar a mu<strong>da</strong>nça <strong>da</strong> TGP para a<strong>na</strong>lisar se eles foram resolvidos.<br />
Prazo <strong>de</strong> entrega: O prazo <strong>de</strong> entrega médio caiu <strong>de</strong> 25 dias para 3 dias <strong>de</strong>vido a<br />
melhorias <strong>na</strong>s causas <strong>de</strong>sse problema, trata<strong>da</strong>s nos próximos tópicos;<br />
Previsão <strong>de</strong> ven<strong>da</strong>s: Agora, a previsão <strong>de</strong> ven<strong>da</strong>s é menos vital ao processo <strong>de</strong>vido aos<br />
estoques <strong>de</strong> segurança, mas esse é <strong>um</strong> problema que não foi totalmente resolvido;<br />
vii
Uso do lote econômico: O foco em aten<strong>de</strong>r ao lote econômico era <strong>um</strong> problema. Hoje, a<br />
Produção trabalha para aten<strong>de</strong>r o cliente ou repor o estoque <strong>de</strong> segurança;<br />
Estoque em processo: Os princípios do Just-in-time garantiram <strong>um</strong>a diminuição drástica<br />
do estoque em processo;<br />
Alocação dos recursos: A filosofia <strong>de</strong> <strong>produção</strong> “puxa<strong>da</strong>” reduz a alocação <strong>de</strong> mão-<strong>de</strong>obra<br />
em vão;<br />
Roteiros <strong>de</strong> <strong>produção</strong>: Com a implantação <strong>da</strong>s células <strong>de</strong> <strong>produção</strong> e montagem os<br />
roteiros <strong>de</strong> produto foram todos revistos e simplificados;<br />
Espaço físico: A compra do novo galpão garantiu espaço físico para a fábrica, permitindo<br />
<strong>um</strong> rearranjo nos setores <strong>de</strong> Produção e Montagem;<br />
Layout funcio<strong>na</strong>l com “disputa” dos recursos: A mu<strong>da</strong>nça para o layout celular põe fim<br />
à disputa por recursos, com o uso <strong>da</strong>s células <strong>de</strong> Produção e Montagem;<br />
Transporte entre máqui<strong>na</strong>s: Novamente o layout celular põe fim às “in<strong>da</strong>s e vin<strong>da</strong>s” <strong>na</strong><br />
<strong>produção</strong>, linearizando o transporte <strong>na</strong> fábrica;<br />
Excesso <strong>de</strong> apontamento: A acurácia <strong>da</strong>s informações exigi<strong>da</strong> pelo MRP só é necessária<br />
para Compras. Na Produção foi implantado o Kanban e <strong>na</strong> Montagem o Sistema ERP;<br />
Eficiência x Eficácia: a mu<strong>da</strong>nça <strong>da</strong> TGP permitiu a manutenção <strong>da</strong> eficiência que já<br />
existia com <strong>um</strong>a melhor organização, e trouxe para a <strong>produção</strong> o foco no cliente,<br />
contribuindo para o a<strong>um</strong>ento <strong>da</strong> eficácia <strong>da</strong> empresa.<br />
6. Conclusão<br />
O artigo evi<strong>de</strong>ncia que, através <strong>de</strong> <strong>um</strong>a nova visão <strong>da</strong> Tecnologia <strong>de</strong> Gestão <strong>da</strong><br />
Produção, po<strong>de</strong>-se alterar significativamente o processo produtivo. Os resultados mais<br />
notórios <strong>da</strong> implantação do Sistema Híbrido JIT/MRPII <strong>na</strong> Fabrimar são a simplificação<br />
e linearização do processo produtivo, o redimensio<strong>na</strong>mento <strong>de</strong> pessoas e a elimi<strong>na</strong>ção <strong>de</strong><br />
sistemas <strong>de</strong> controle e programação que não agregavam valor, através <strong>da</strong> criação <strong>de</strong><br />
processos automatizados. Po<strong>de</strong>-se <strong>de</strong>stacar também benefícios fi<strong>na</strong>nceiros, como a redução<br />
drástica dos estoques e dos pedidos atrasados; e benefícios psicológicos, trazendo <strong>um</strong>a<br />
melhor visão do processo, motivação para o trabalho e mais autonomia no chão-<strong>de</strong>-fábrica.<br />
A <strong>produção</strong> sofreu <strong>um</strong>a mu<strong>da</strong>nça <strong>de</strong> 180 graus no seu acio<strong>na</strong>mento, <strong>de</strong><br />
“empurra<strong>da</strong>” para “puxa<strong>da</strong>”. Antes, trabalhava para aten<strong>de</strong>r à previsão <strong>de</strong> ven<strong>da</strong>s; agora,<br />
trabalha a partir <strong>de</strong> <strong>um</strong>a ven<strong>da</strong> real para o cliente. Essa nova filosofia tem reflexos ao<br />
longo <strong>de</strong> todo o processo produtivo: a empresa diminuiu a quanti<strong>da</strong><strong>de</strong> <strong>de</strong> esforço gasto <strong>na</strong><br />
<strong>produção</strong> <strong>de</strong> <strong>um</strong> produto que não será necessariamente vendido e a i<strong>de</strong>ntificação do<br />
cliente-alvo <strong>de</strong> <strong>um</strong> <strong>de</strong>termi<strong>na</strong>do lote em atraso se tornou mais fácil, permitindo ações em<br />
tempo para corrigir o problema. Em s<strong>um</strong>a, o prazo <strong>de</strong> entrega ficou menor, resolvendo o<br />
principal fator motivador <strong>da</strong> mu<strong>da</strong>nça <strong>de</strong> Tecnologia <strong>de</strong> Gestão <strong>da</strong> Produção.<br />
7. Referências Bibliográficas<br />
[1] CORRÊA, H. L.; GIANESI, I.G.N. Just in Time, MRPII e OPT – Um enfoque<br />
estratégico, Ed. Atlas, 1993.<br />
[2] FRUJUELLE, R. Escolha e Avaliação <strong>de</strong> Tecnologias <strong>de</strong> Gestão <strong>da</strong> Produção<br />
Basea<strong>da</strong>s no Tempo com o Apoio <strong>de</strong> Sistema Especialista. Tese <strong>de</strong> Doutorado, COPPE-<br />
UFRJ, Rio <strong>de</strong> Janeiro, em an<strong>da</strong>mento.<br />
[3] JARDIM, E.G.M.; GALVÃO, R.D. Planejamento e Controle <strong>da</strong> Produção em<br />
Diferentes Estruturas Industriais. Informativo do INT, Rio <strong>de</strong> Janeiro, 17, 33, jan/jul,<br />
1985.<br />
[4] SLACK, N.; STUART, C.; HARLAND, C.; HARRISON, A.; JONHSTON, R.<br />
Administração <strong>da</strong> Produção, Editora Atlas, 1997.<br />
viii