
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
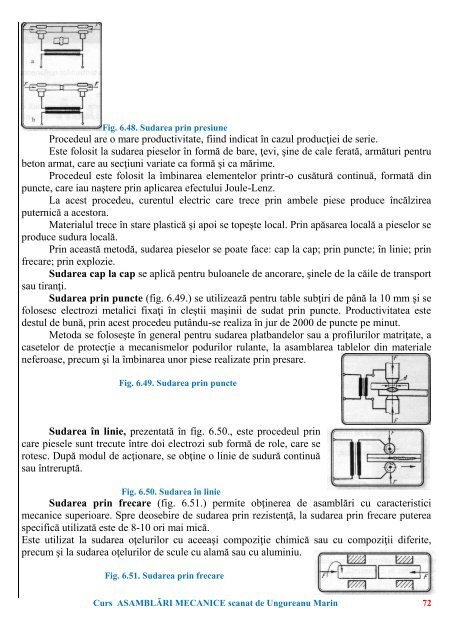
Fig. 6.48. Sudarea prin presiune<br />
Procedeul are o mare productivitate, fiind indicat în cazul producţiei de serie.<br />
Este folosit la sudarea pieselor în formă de bare, ţevi, şine de cale ferată, armături pentru<br />
beton armat, care au secţiuni variate ca formă şi ca mărime.<br />
Procedeul este folosit la îmbinarea elementelor printr-o cusătură continuă, formată din<br />
puncte, care iau naştere prin aplicarea efectului Joule-Lenz.<br />
La acest procedeu, curentul electric care trece prin ambele piese produce încălzirea<br />
puternică a acestora.<br />
Materialul trece în stare plastică şi apoi se topeşte local. Prin apăsarea locală a pieselor se<br />
produce sudura locală.<br />
Prin această metodă, sudarea pieselor se poate face: cap la cap; prin puncte; în linie; prin<br />
frecare; prin explozie.<br />
Sudarea cap la cap se aplică pentru buloanele de ancorare, şinele de la căile de transport<br />
sau tiranţi.<br />
Sudarea prin puncte (fig. 6.49.) se utilizează pentru table subţiri de până la 10 mm şi se<br />
folosesc electrozi metalici fixaţi în cleştii maşinii de sudat prin puncte. Productivitatea este<br />
destul de bună, prin acest procedeu putându-se realiza în jur de 2000 de puncte pe minut.<br />
Metoda se foloseşte în general pentru sudarea platbandelor sau a profilurilor matriţate, a<br />
casetelor de protecţie a mecanismelor podurilor rulante, la asamblarea tablelor din materiale<br />
neferoase, precum şi la îmbinarea unor piese realizate prin presare.<br />
Fig. 6.49. Sudarea prin puncte<br />
Sudarea în linie, prezentată în fig. 6.50., este procedeul prin<br />
care piesele sunt trecute între doi electrozi sub formă de role, care se<br />
rotesc. După modul de acţionare, se obţine o linie de sudură continuă<br />
sau întreruptă.<br />
Fig. 6.50. Sudarea în linie<br />
Sudarea prin frecare (fig. 6.51.) permite obţinerea de <strong>asamblări</strong> cu caracteristici<br />
<strong>mecanice</strong> superioare. Spre deosebire de sudarea prin rezistenţă, la sudarea prin frecare puterea<br />
specifică utilizată este de 8-10 ori mai mică.<br />
Este utilizat la sudarea oţelurilor cu aceeaşi compoziţie chimică sau cu compoziţii diferite,<br />
precum şi la sudarea oţelurilor de scule cu alamă sau cu aluminiu.<br />
Fig. 6.51. Sudarea prin frecare<br />
Curs ASAMBLĂRI MECANICE scanat de Ungureanu Marin 72