

TEKNÄ°K BÄ°LGÄ°LER - korloy
TEKNÄ°K BÄ°LGÄ°LER - korloy
TEKNÄ°K BÄ°LGÄ°LER - korloy
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
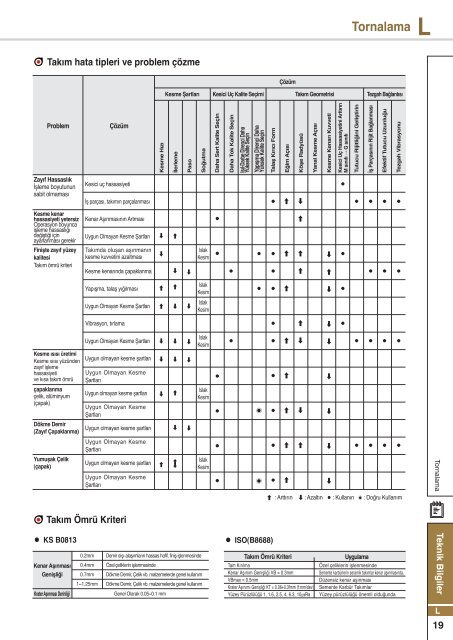
TornalamaLTakım hata tipleri ve problem çözmeÇözümKesme ŞartlarıKesici Uç Kalite Seçimi Takım Geometrisi Tezgah BağlantısıProblemÇözümKesme HızıİlerlemePasoSoğutmaDaha Sert Kalite SeçinDaha Tok Kalite SeçinIsıl-Darbe Direnci DahaYüksek Kalite SeçinYapışma Direnci DahaYüksek Kalite SeçinTalaş Kırıcı FormEğim AçısıKöşe RadyüsüYanal Kesme AçısıKesme Kenarı KuvvetiKesici Uç Hassasiyetini ArttırınM sınıfı G sınıfıTutucu Rijitliğini Geliştirinİş Parçasının Rijit BağlanmasıEfektif Tutucu UzunluğuTezgah VibrasyonuZayıf Hassaslıkİşleme boyutununsabit olmamasıKesici uç hassasiyetiİş parçası, takımın parçalanmasıKesme kenarhassasiyeti yetersizOperasyon boyuncaişleme hassaslığıdeğiştiği içinayarlanması gerekirKenar Aşınmasının ArtmasıUygun Olmayan Kesme ŞartlarıFinişte zayıf yüzeykalitesiTakım ömrü kriteriTakımda oluşan aşınmanınkesme kuvvetini azaltmasıKesme kenarında çapaklanma IslakKesimYapışma, talaş yığılmasıUygun Olmayan Kesme Şartları IslakKesimIslakKesimVibrasyon, tırlamaUygun Olmayan Kesme ŞartlarıIslakKesimKesme ısısı üretimiKesme ısısı yüzündenzayıf işlemehassasiyetive kısa takım ömrüUygun olmayan kesme şartlarıUygun Olmayan KesmeŞartlarıçapaklanmaçelik, alüminyum(çapak)Uygun olmayan kesme şartlarıUygun Olmayan KesmeŞartlarıIslakKesimDökme Demir(Zayıf Çapaklanma)Uygun olmayan kesme şartlarıUygun Olmayan KesmeŞartlarıYumuşak Çelik(çapak)Uygun olmayan kesme şartlarıUygun Olmayan KesmeŞartlarıIslakKesimTornalama : Arttırın : Azaltın : Kullanın : Doğru KullanımTakım Ömrü KriteriKS B0813Kenar AşınmasıGenişliğiKrater Aşınması Derinliği0.2mm0.4mm0.7mm1~1.25mmDemir dışı alaşımların hassas hafif, finiş işlenmesindeÖzel çeliklerin işlenmesindeDökme Demir, Çelik vb. malzemelerde genel kullanımDökme Demir, Çelik vb. malzemelerde genel kullanımGenel Olarak 0.05~0.1 mmISO(B8688)Takım Ömrü KriteriTam KırılmaKenar Aşınım Genişliği VB = 0.3mmVBmax = 0.5mmKrater Aşınımı Genişliği KT = 0.06+0.3fmm (f:mm/dev)Yüzey Pürüzlülüğü 1, 1.6, 2.5, 4, 6.3, 10RaUygulamaÖzel çeliklerin işlenmesindeSemente karbürlerin seramik takımlar kenar aşınmasında,Düzensiz kenar aşınmasıSemente Karbür TakımlarYüzey pürüzlülüğü önemli olduğundaTeknik BilgilerL19













