

TEKNÄ°K BÄ°LGÄ°LER - korloy
TEKNÄ°K BÄ°LGÄ°LER - korloy
TEKNÄ°K BÄ°LGÄ°LER - korloy
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
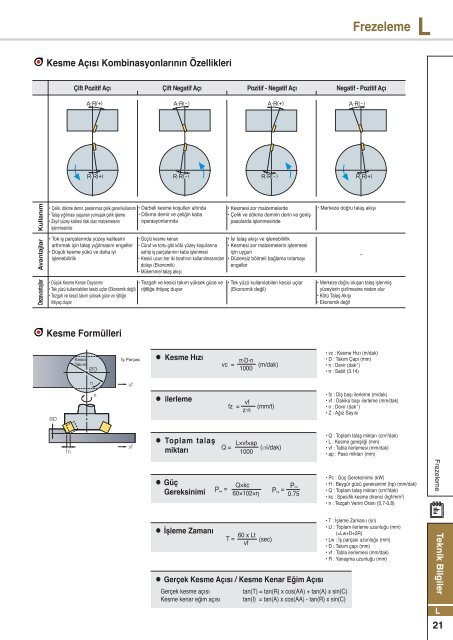
FrezelemeLKesme Açısı Kombinasyonlarının ÖzellikleriÇift Pozitif Açı Çift Negatif Açı Pozitif - Negatif Açı Negatif - Pozitif AçıKullanım• Çelik, dökme demir, paslanmaz çelik genel kullanımı• Talaş yığılması yaşanan yumuşak çelik işleme• Zayıf yüzey kalitesi riski olan malzemelerinişlenmesinde• Darbeli kesme koşulları altında• Dökme demir ve çeliğin kabaoperasyonlarında• Kesmesi zor malzemelerde• Çelik ve dökme demirin derin ve genişpasolarda işlenmesinde• Merkeze doğru talaş akışıAvantajlar• Tok iş parçalarında yüzey kalitesiniarttırmak için talaş yığılmasını engeller• Düşük kesme yükü ve daha iyiişlenebilirlik• Güçlü kesme kenarı• Cüruf ve tortu gibi kötü yüzey koşullarınasahip iş parçalarının kaba işlenmesi• Kesici ucun her iki tarafının kullanılmasındandolayı (Ekonomik)• Mükemmel talaş akışı• İyi talaş akışı ve işlenebilirlik• Kesmesi zor malzemelerin işlenmesiiçin uygun• Düzensiz bölmeli bağlama tırlamayıengeller-Dezavantajlar• Düşük Kesme Kenarı Dayanımı• Tek yüzü kullanılabilen kesici uçlar (Ekonomik değil)• Tezgah ve kesici takım yüksek güce ve rijitliğeihtiyaç duyar• Tezgah ve kesici takım yüksek güce verijitliğe ihtiyaç duyar• Tek yüzü kullanılabilen kesici uçlar(Ekonomik değil)• Merkeze doğru oluşan talaş işlenmişyüzeylerin çizilmesine neden olur• Kötü Talaş Akışı• Ekonomik değilKesme FormülleriKesme Hızıvc = π·D·n (m/dak)1000• vc : Kesme Hızı (m/dak)• D : Takım Çapı (mm)• n : Devir (dak -1 )• π : Sabit (3.14)ilerlemefz =vfz·n(mm/t)• fz : Diş başı ilerleme (m/dak)• vf : Dakika başı ilerleme (mm/dak)• n : Devir (dak -1 )• Z : Ağız Sayısı Toplam talaşmiktarıQ = L×vf×ap (/dak)1000• Q : Toplam talaş miktarı (cm 3 /dak)• L : Kesme genişliği (mm)• vf : Tabla ilerlemesi (mm/dak)• ap : Paso miktarı (mm) GüçGereksinimiPkw=Q×kc60×102×ηPhp=Pkw0.75• Pc : Güç Gereksinimiı (kW)• H : Beygür gücü gereksinimi (hp) (mm/dak)• Q : Toplam talaş miktarı (cm 3 /dak)• kc : Spesifik kesme direnci (kgf/mm 3 )• n : Tezgah Verim Oranı (0,7-0,8)Frezeleme İşleme Zamanı Gerçek Kesme Açısı / Kesme Kenar Eğim AçısıGerçek kesme açısıKesme kenar eğim açısıT = 60 x Lt (sec)vftan(T) = tan(R) x cos(AA) + tan(A) x sin(C)tan(I) = tan(A) x cos(AA) - tan(R) x sin(C)• T : İşleme Zamanıı (sn)• Lt : Toplam ilerleme uzunluğu (mm)(=Lw+D+2R)• Lw : İş parçası uzunluğu (mm)• D : Takım çapı (mm)• vf : Tabla ilerlemesi (mm/dak)• R : Yanaşma uzunluğu (mm)Teknik BilgilerL21













