

Tastsystem-Zyklen iTNC 530 (340 422-xx) de - heidenhain
Tastsystem-Zyklen iTNC 530 (340 422-xx) de - heidenhain
Tastsystem-Zyklen iTNC 530 (340 422-xx) de - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Cykle dla wytwarzania<br />
odwiertów i gwintów<br />
60<br />
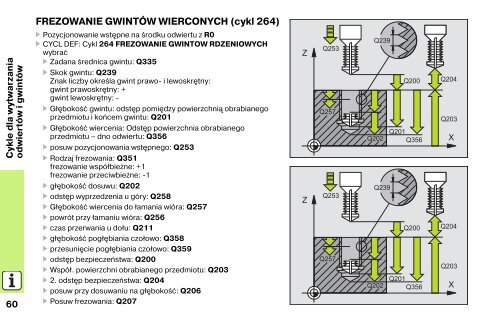
FREZOWANIE GWINTÓW WIERCONYCH (cykl 264)<br />
� Pozycjonowanie wst�pne na środku odwiertu z R0<br />
� CYCL DEF: Cykl 264 FREZOWANIE GWINTOW RDZENIOWYCH<br />
wybrać<br />
� Zadana średnica gwintu: Q335<br />
� Skok gwintu: Q239<br />
Znak liczby określa gwint prawo- i lewoskr�tny:<br />
gwint prawoskr�tny: +<br />
gwint lewoskr�tny: -<br />
� Gł�bokość gwintu: odst�p pomi�dzy powierzchni� obrabianego<br />
przedmiotu i końcem gwintu: Q201<br />
� Gł�bokość wiercenia: Odst�p powierzchnia obrabianego<br />
przedmiotu – dno odwiertu: Q356<br />
� posuw pozycjonowania wst�pnego: Q253<br />
� Rodzaj frezowania: Q351<br />
frezowanie współbieżne: +1<br />
frezowanie przeciwbieżne: -1<br />
� gł�bokość dosuwu: Q202<br />
� odst�p wyprzedzenia u góry: Q258<br />
� Gł�bokość wiercenia do łamania wióra: Q257<br />
� powrót przy łamaniu wióra: Q256<br />
� czas przerwania u dołu: Q211<br />
� gł�bokość pogł�biania czołowo: Q358<br />
� przesuni�cie pogł�biania czołowo: Q359<br />
� odst�p bezpieczeństwa: Q200<br />
� Współ. powierzchni obrabianego przedmiotu: Q203<br />
� 2. odst�p bezpieczeństwa: Q204<br />
� posuw przy dosuwaniu na gł�bokość: Q206<br />
� Posuw frezowania: Q207














