

2010-M-05-06-Wysokowydajne frezy RF100.pdf - Guehring
2010-M-05-06-Wysokowydajne frezy RF100.pdf - Guehring
2010-M-05-06-Wysokowydajne frezy RF100.pdf - Guehring

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
• MECHANIK NR 5–6/<strong>2010</strong><br />
SKOK JAKOŚCI FREZOWANIA<br />
Gühring oHG<br />
NOWOCZESNE NARZĘDZIA<br />
Tak produkują najlepsi<br />
Wysoko wydajne <strong>frezy</strong> RF 100 (patent)<br />
o nierównomiernej podziałce ostrzy<br />
DARMOWE FREZY DO TESTÓW<br />
Opatentowane przez firmę Gühring <strong>frezy</strong> o zmiennym kącie skręcenia<br />
rowków wiórowych (katalogowe oznaczenie RF 100) przyniosły niezrównane<br />
efekty w wydajności skrawania i trwałości frezów. Zmienność kąta skręcenia<br />
poszczególnych ostrzy freza powoduje, że podziałki ostrzy we wszystkich<br />
przekrojach prostopadłych freza są zmienne. W efekcie następuje dobre<br />
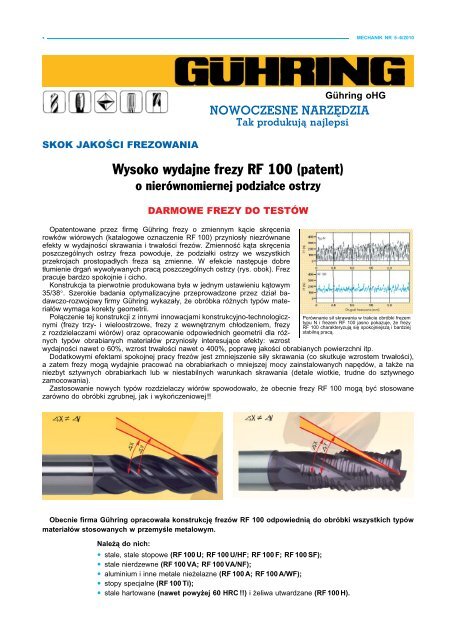
tłumienie drgań wywoływanych pracą poszczególnych ostrzy (rys. obok). Frez<br />
pracuje bardzo spokojnie i cicho.<br />
Konstrukcja ta pierwotnie produkowana była w jednym ustawieniu kątowym<br />
35/38°. Szerokie badania optymalizacyjne przeprowadzone przez dział badawczo-rozwojowy<br />
firmy Gühring wykazały, że obróbka różnych typów materiałów<br />
wymaga korekty geometrii.<br />
Połączenie tej konstrukcji z innymi innowacjami konstrukcyjno-technologicznymi<br />
(<strong>frezy</strong> trzy- i wieloostrzowe, <strong>frezy</strong> z wewnętrznym chłodzeniem, <strong>frezy</strong><br />
z rozdzielaczami wiórów) oraz opracowanie odpowiednich geometrii dla różnych<br />
typów obrabianych materiałów przyniosły interesujące efekty: wzrost<br />
Porównanie sił skrawania w trakcie obróbki frezem<br />
typu N i frezem RF 100 jasno pokazuje, że <strong>frezy</strong><br />
RF 100 charakteryzują się spokojniejszą i bardziej<br />
stabilną pracą.<br />
wydajności nawet o 60%, wzrost trwałości nawet o 400%, poprawę jakości obrabianych powierzchni itp.<br />
Dodatkowymi efektami spokojnej pracy frezów jest zmniejszenie siły skrawania (co skutkuje wzrostem trwałości),<br />
a zatem <strong>frezy</strong> mogą wydajnie pracować na obrabiarkach o mniejszej mocy zainstalowanych napędów, a także na<br />
niezbyt sztywnych obrabiarkach lub w niestabilnych warunkach skrawania (detale wiotkie, trudne do sztywnego<br />
zamocowania).<br />
Zastosowanie nowych typów rozdzielaczy wiórów spowodowało, że obecnie <strong>frezy</strong> RF 100 mogą być stosowane<br />
zarówno do obróbki zgrubnej, jak i wykończeniowej !!<br />
Obecnie firma Gühring opracowała konstrukcję frezów RF 100 odpowiednią do obróbki wszystkich typów<br />
materiałów stosowanych w przemyśle metalowym.<br />
Należą do nich:<br />
stale, stale stopowe (RF 100 U; RF 100 U/HF; RF 100 F; RF 100 SF);<br />
stale nierdzewne (RF 100 VA; RF 100 VA/NF);<br />
aluminium i inne metale nieżelazne (RF 100 A; RF 100 A/WF);<br />
stopy specjalne (RF 100 Ti);<br />
stale hartowane (nawet powyżej 60 HRC !!) i żeliwa utwardzane (RF 100 H).
MECHANIK NR 5–6/<strong>2010</strong> •<br />
KRÓTKA CHARAKTERYSTYKA<br />
POSZCZEGÓLNYCH ODMIAN FREZÓW RF 100<br />
RF 100 U<br />
Dzięki zmiennym kątom spirali 35/38°<br />
mogą być stosowane uniwersalnie<br />
do wykonywania kanałków, obróbki<br />
zgrubnej i wykończeniowej w stalach<br />
zwykłych, wysokostopowych i hartowanych<br />
do 1 600 N/mm 2 (48 HRC).<br />
RF 100 U<br />
Trzyostrzowe o różnych kątach spirali<br />
41/43/45° umożliwiają wykonywanie kanałków,<br />
obróbkę zgrubną i wykończeniową<br />
stali konstrukcyjnych, wysokostopowych<br />
i hartowanych do 1 400 N/mm2 (44 HRC).<br />
Jako narzędzia trzyostrzowe, dzięki powiększonym<br />
rowkom wiórowym, mogą<br />
być stosowane do bardzo dużych głębokości<br />
skrawania.<br />
RF 100 U/HF<br />
Zmienne kąty spirali 30/32° oraz innowacyjna<br />
geometria zgrubna powodują<br />
uzyskiwanie krótkich wiórów. Dzięki<br />
zmniejszonym siłom skrawania i zapotrzebowaniu<br />
na moc zalecane do wykonywania<br />
kanałków i obróbki zgrubnej<br />
ze znacznymi szerokościami i głębokościami<br />
skrawania w niestabilnych warunkach.<br />
RF 100 F<br />
Specjalnie zaprojektowana geometria<br />
rowków wiórowych o kątach skrętu<br />
40/42° przeznaczona jest do wykonywania<br />
kanałków, obróbki zgrubnej i wykończeniowej<br />
w stalach miękkich i ciągliwych<br />
oraz innych materiałach długowiórowych<br />
o wytrzymałości do 850<br />
N/mm 2 (25 HRC).<br />
RF 100 H<br />
Innowacyjna budowa ze wzmocnionym rdzeniem umożliwia prowadzenie<br />
obróbki zgrubnej z ap =1× d w materiałach o twardości do 54 HRC<br />
oraz obróbki wykończeniowej ze zwiększoną głębokością skrawania<br />
(do 2,5 × d ) w materiałach do 60 HRC. Możliwe jest też zastosowanie do<br />
obróbki HPC dla materiałów powyżej 60 HRC.<br />
RF 100 VA<br />
Specjalna geometria rowków wiórowych<br />
o kątach skrętu 36/38° jest odpowiednia<br />
do obróbki stali nierdzewnych i materiałów<br />
gdzie konieczna jest ulepszona ewakuacja<br />
wiórów.<br />
Zalecane do wykonywania kanałków,<br />
obróbki zgrubnej i wykończeniowej.<br />
RF 100 VA/NF<br />
Zmienne kąty spirali 36/38° z innowacyjnymi<br />
rozdzielaczami wiórów pozwalają<br />
na uzyskiwanie wysokiej jakości powierzchni<br />
obrabianej. Zmniejszenie sił skrawania<br />
i zapotrzebowania na moc umożliwia<br />
prowadzenie obróbki zgrubnej i wykonywanie<br />
kanałków w niestabilnych<br />
warunkach oraz z dużymi głębokościami<br />
skrawania.<br />
RF 100 A<br />
Mogą być stosowane do obróbki zgrubnej<br />
i wykończeniowej oraz, przy odpowiednim<br />
chłodzeniu, do wykonywania<br />
kanałków w aluminium i jego stopach.<br />
Dzięki kątom spirali 40/42° są zalecane<br />
do obróbki materiałów długowiórowych<br />
i metali nieżelaznych.<br />
RF 100 A/WF<br />
Frezy trzyostrzowe o kątach spirali<br />
29/30/31° z nowoczesną geometrią<br />
zgrubną zapewniają optymalną ewakuację<br />
wiórów dla dużych szerokości i głębokości<br />
skrawania. Dzięki zmniejszonym<br />
siłom skrawania i zapotrzebowaniu<br />
na moc zalecane do pracy w niestabilnych<br />
warunkach.
• MECHANIK NR 5–6/<strong>2010</strong><br />
RF 100 Ti<br />
Zoptymalizowana geometria do obróbki stopów tytanu, takich jak<br />
TiAl6V4. Dzięki specjalnej konstrukcji zalecane do obróbki zgrubnej<br />
i wykonywania kanałków z dużymi głębokościami skrawania. Specjalne<br />
szlifowanie promienia naroża zapewnia zwiększoną trwałość narzędzia<br />
i wysoką dokładność kształtu.<br />
RF 100 S/F<br />
Frezy S/F są odpowiednie do obróbki bardzo dokładnej HSC, jak również do obróbki<br />
średniodokładnej z szerokościami skrawania do 0,3 × d. Najwyższa jakość powierzchni<br />
obrabianej jest osiągana dzięki dużym kątom skrętu spirali. Zakres zastosowania<br />
obejmuje: miękkie stale, żeliwa, metale nieżelazne i materiały wysokostopowe. Możliwe<br />
jest także wykorzystywanie ich do obróbki HPC z dużymi głębokościami skrawania.<br />
DARMOWE FREZY DO TESTÓW<br />
Aby umożliwić firmom praktyczne zapoznanie<br />
się z walorami frezów firmy Gühring, oferujemy<br />
każdej z nich darmowy frez do prób !<br />
W przypadku trudności z doborem freza<br />
odpowiedniego do danego produktu do dyspozycji<br />
są nasi specjaliści. Czekamy na Państwa<br />
zgłoszenia!<br />
Zapraszamy do odwiedzenia<br />
naszego stoiska ... na MTP<br />
w Poznaniu, w dniach<br />
8 ÷ 11 czerwca <strong>2010</strong> r.<br />
GÜHRING KATOWICE Sp. z o.o.<br />
ul. Tworzeń 162-164, 41-308 Dąbrowa Górnicza<br />
DZIAŁ HANDLOWY<br />
Stare Miasto 2A<br />
62-800 Kalisz<br />
Biurowiec AGROMA<br />
tel. 62 768-31-50<br />
fax 62 768-31-51<br />
e-mail: handel@guehring.pl<br />
CENTRUM OSTRZARSKIE<br />
ul. Tworzeń 162-164<br />
41-308 Dąbrowa Górnicza<br />
tel. 32 262-80-69<br />
fax 32 261-57-58<br />
e-mail: centrum@guehring.pl<br />
DZIAŁ LOGISTYKI<br />
DZIAŁ TECHNICZNY<br />
ul. Hennela 5<br />
02-495 Warszawa<br />
tel. 22 478-33-11, 478-20-65<br />
fax 22 478-34-38<br />
e-mail: biuro@guehring.pl



