

Návod pro invertory KUTIL 149 CZ/SK/EN/DE - KÃHTREIBER sro
Návod pro invertory KUTIL 149 CZ/SK/EN/DE - KÃHTREIBER sro
Návod pro invertory KUTIL 149 CZ/SK/EN/DE - KÃHTREIBER sro

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
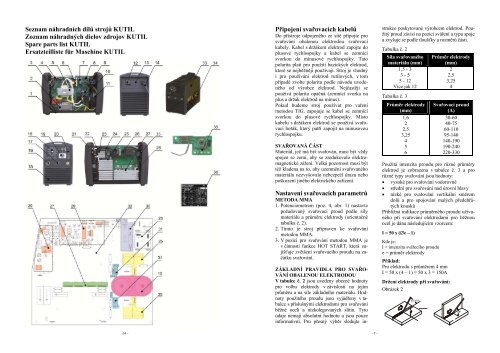
Seznam náhradních dílů strojů <strong>KUTIL</strong><br />
Zoznam náhradných dielov zdrojov <strong>KUTIL</strong><br />
Spare parts list <strong>KUTIL</strong><br />
Ersatzteilliste für Maschine <strong>KUTIL</strong><br />
Připojení svařovacích kabelů<br />
Do přístroje odpojeného ze sítě připojte <strong>pro</strong><br />
svařování obalenou elektrodou svařovací<br />
kabely. Kabel s držákem elektrod zapojte do<br />
plusové rychlospojky a kabel se zemnící<br />
svorkou do minusové rychlospojky. Tato<br />
polarita platí <strong>pro</strong> použití bazických elektrod,<br />
které se nejběžněji používají. Stroj je vhodný<br />
i <strong>pro</strong> používání elektrod rutilových, v tom<br />
případě zvolte polaritu podle návodu uvedeného<br />
od výrobce elektrod. Nejčastěji se<br />
používá polarita opačná (zemnící svorka na<br />
plus a držák elektrod na mínus).<br />
Pokud budeme stroj používat <strong>pro</strong> vaření<br />
metodou TIG, zapojuje se kabel se zemnící<br />
svorkou do plusové rychlospojky. Místo<br />
kabelu s držákem elektrod se používá svařovací<br />
hořák, který patří zapojit na minusovou<br />
rychlospojku.<br />
SVAŘOVANÁ ČÁST<br />
Materiál, jež má být svařován, musí být vždy<br />
spojen se zemí, aby se zredukovalo elektromagnetické<br />
záření. Velká pozornost musí být<br />
též kladena na to, aby uzemnění svařovaného<br />
materiálu nezvyšovalo nebezpečí úrazu nebo<br />
poškození jiného elektrického zařízení.<br />
Nastavení svařovacích parametrů<br />
METODA MMA<br />
1. Potenciometrem (poz. 4, obr. 1) nastavte<br />
požadovaný svařovací <strong>pro</strong>ud podle síly<br />
materiálu a průměru elektrody (orientačně<br />
tabulka č. 2).<br />
2. Tímto je stroj připraven ke svařování<br />
metodou MMA.<br />
3. V pozici <strong>pro</strong> svařování metodou MMA je<br />
v činnosti funkce HOT START, která zajišťuje<br />
zvětšení svařovacího <strong>pro</strong>udu na začátku<br />
svařování.<br />
ZÁKLADNÍ PRAVIDLA PRO SVAŘO-<br />
VÁNÍ OBAL<strong>EN</strong>OU ELEKTRODOU<br />
V tabulce č. 2 jsou uvedeny obecné hodnoty<br />
<strong>pro</strong> volbu elektrody v závislosti na jejím<br />
průměru a na síle základního materiálu. Hodnoty<br />
použitého <strong>pro</strong>udu jsou vyjádřeny v tabulce<br />
s příslušnými elektrodami <strong>pro</strong> svařování<br />
běžné oceli a nízkolegovaných slitin. Tyto<br />
údaje nemají absolutní hodnotu a jsou pouze<br />
informativní. Pro přesný výběr sledujte instrukce<br />
poskytované výrobcem elektrod. Použitý<br />
<strong>pro</strong>ud závisí na pozici sváření a typu spoje<br />
a zvyšuje se podle tloušťky a rozměrů části.<br />
Tabulka č. 2<br />
Síla svařovaného<br />
materiálu (mm)<br />
1,5 - 3<br />
3 - 5<br />
5 - 12<br />
Více jak 12<br />
Tabulka č. 3<br />
Průměr elektrody<br />
(mm)<br />
1,6<br />
2<br />
2,5<br />
3,25<br />
4<br />
5<br />
6<br />
Průměr elektrody<br />
(mm)<br />
2<br />
2,5<br />
3,25<br />
4<br />
Svařovací <strong>pro</strong>ud<br />
(A)<br />
30-60<br />
40-75<br />
60-110<br />
95-140<br />
140-190<br />
190-240<br />
220-330<br />
Použitá intenzita <strong>pro</strong>udu <strong>pro</strong> různé průměry<br />
elektrod je zobrazena v tabulce č. 3 a <strong>pro</strong><br />
různé typy svařování jsou hodnoty:<br />
vysoké <strong>pro</strong> svařování vodorovně<br />
střední <strong>pro</strong> svařování nad úrovní hlavy<br />
nízké <strong>pro</strong> svařování vertikální směrem<br />
dolů a <strong>pro</strong> spojování malých předehřátých<br />
kousků<br />
Přibližná indikace průměrného <strong>pro</strong>udu užívaného<br />
při svařování elektrodami <strong>pro</strong> běžnou<br />
ocel je dána následujícím vzorcem:<br />
I = 50 x (e – 1)<br />
Kde je:<br />
I = intenzita svářecího <strong>pro</strong>udu<br />
e = průměr elektrody<br />
Příklad:<br />
Pro elektrodu s průměrem 4 mm<br />
I = 50 x (4 – 1) = 50 x 3 = 150A<br />
Držení elektrody při svařování:<br />
Obrázek 2<br />
o o<br />
45 +70<br />
45 o<br />
-34 -<br />
-7 -













