plastid kokkuvote
plastid kokkuvote
plastid kokkuvote

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
POLÜMEERIDE JA POLÜMEERKOMPOSIITIDE TÖÖTLEMISTEHNOLOOGIAD<br />
1. Polümeeride olemus ja liigitus<br />
Polümeerid: kõrgmolekulaarsed ühendid (molaarmass jääb vahemikku 2000-2 000 000)<br />
Makromolekulid on ülesehitatud madalamolekulaarsetest ainetest- monomeeridest<br />
Plastid: polümeeride baasil valmistatud tehismaterjalid, mille põhikomponendiks on polümeer ning mis<br />
töötlemisfaasis on plastsed, tavaliselt kõrgendatud temperatuuri ja rõhu mõjul<br />
Polümeerkomposiidid (plastkomposiidid): on materjalid, mis koosnevad polümeersest maatriksist<br />
(sideainest) ning tugevdavast ehk armeerivast lisandist (täiteaine – teraline või kiud materjal ).<br />
NB! Kõik <strong>plastid</strong> on polümeerid aga kõik polümeerid ei pruugi olla <strong>plastid</strong> (kummid, liimid,<br />
pinnakattematerjalid)<br />
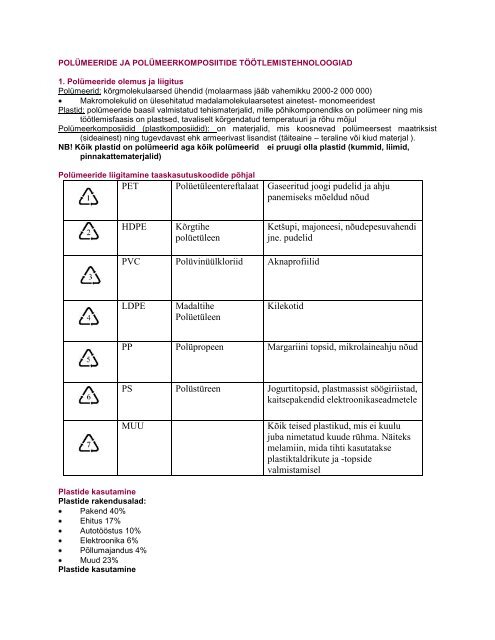
Polümeeride liigitamine taaskasutuskoodide põhjal<br />
PET Polüetüleentereftalaat Gaseeritud joogi pudelid ja ahju<br />
panemiseks mõeldud nõud<br />
HDPE<br />
Kõrgtihe<br />
polüetüleen<br />
Ketšupi, majoneesi, nõudepesuvahendi<br />
jne. pudelid<br />
PVC Polüvinüülkloriid Aknaprofiilid<br />
LDPE<br />
Madaltihe<br />
Polüetüleen<br />
Kilekotid<br />
PP Polüpropeen Margariini topsid, mikrolaineahju nõud<br />
PS Polüstüreen Jogurtitopsid, plastmassist söögiriistad,<br />
kaitsepakendid elektroonikaseadmetele<br />
MUU<br />
Kõik teised plastikud, mis ei kuulu<br />
juba nimetatud kuude rühma. Näiteks<br />
melamiin, mida tihti kasutatakse<br />
plastiktaldrikute ja -topside<br />
valmistamisel<br />
Plastide kasutamine<br />
Plastide rakendusalad:<br />
Pakend 40%<br />
Ehitus 17%<br />
Autotööstus 10%<br />
Elektroonika 6%<br />
Põllumajandus 4%<br />
Muud 23%<br />
Plastide kasutamine
PE 35%<br />
PP 20%<br />
PVC 18%<br />
Termo<strong>plastid</strong> 90%<br />
Reakto<strong>plastid</strong> 10%<br />
3. Plastide töötlemise põhiprotsessid<br />
Termo<strong>plastid</strong>e töötlemise põhiprotsessid:<br />
Survevalu<br />
Ekstrusioon<br />
Termovormimine<br />
Rotovormimine<br />
Põhiprotsesse võib jaotada:<br />
Primaarsed – toote lõplik vormimine toimub ühe protsessina<br />
Sekundaarsed – toote vormimine toimub pooltootest<br />
Survevalu protsess<br />
Survevalu teostamiseks on vaja plast muuta sisestatud tahkest olekust (tavaliselt pelletite või pulbri<br />
vormis) töödeldavasse sulaolekusse.<br />
sisestatud materjali plastifitseerimine pöörleva teo abil (samm 1)<br />
peale vormi sulgemist järgneb plastifitseeritud materjali surumine vormi läbi teo edasi liikumise<br />
(samm 2),<br />
surve hoidmine ja detaili jahutamine vormis (samm 3)<br />
teo tagasiliikumine ja uus tsükkel(samm 4)<br />
viimane protsessi samm on vormi avamine ja detaili väljutamine vormist (samm 5).<br />
Survevalu masina komponendid<br />
Sõltumata töödeldavast materjalist, koosneb survevalu masin järgmistest komponentidest:<br />
Masina raam toetab sisestusüksust ja sulgemisüksust (vormi avamine ja sulgemine tootmistsüklis)<br />
Survevalu tsükli jada kontrollitakse kontrollsüsteemi poolt<br />
Vormitud detaili jahutamisel, peab vormitud segu olema jahutatud enne vormist väljavõttu<br />
(temperatuuri kontrollerid).<br />
Survevalu eelised:<br />
Võimalus valmistada avatud anumaid.<br />
Valudetaili omahind on madal tingituna masstootmisest;<br />
Valmistoode enamasti ei vaja järeltöötlust, kui siis minimaalselt<br />
Protsessi automatiseeritus;<br />
Suur tootlikkus – ööpäevas 5000 – 10 000 detaili;<br />
Vormide pikk tööiga (10 000 000 tsüklit);<br />
Lühike tootmistsükkel;<br />
Võimalik reguleerida tootmistsüklit ja suurendada toodangut.<br />
Survevalu puudused:<br />
Vormide kõrge hind, tingituna keerulisest ehitusest ning pinnakvaliteedist;<br />
Kallid seadmed, keeruline seadistus;<br />
Keerulise kuju ja suurte mõõtude suhtega detaile ei saa valmistada;<br />
Teisest materjalist lisade sissevormimine on keeruline ja kallis;<br />
Vormi ümbertegemine on kulukas<br />
Ekstrusioon<br />
Ekstrusioon on pooltoodete nagu toru, profiili või lehe pidevtootmine plastist.<br />
Lisaks teistele komponentidele, sisaldub ekstrusioonsüsteemis: ekstruuder, ekstrusioonipea,<br />
kalibreerimis/jahutus osa, ajam, lõikemehhanism.<br />
Ekstruuderi kuumas silindris (140 – 240 °C) muudetakse plastikud pöörleva teo toimel plastseks
Plastne segu surutakse läbi vormiva kanali (ekstrusioonipea ehk suulise) ja seejärel toode<br />
jahutatakse.<br />
Ekstrusioon-puhumisvormimine<br />
Ekstrusioon puhumisvormimisel toimub kaks protsessi paralleelselt:<br />
vormitooriku ekstrusioon<br />
ekstrudeeritud vormitooriku puhumine õhu abil<br />
soovitud tooteks<br />
Venitus-puhumisvormimine<br />
Venitus puhumisvormimine on erivariatsioon<br />
puhumisvormimisest.<br />
Kasutatav efekt – sarnane nagu kile puhul – venitus<br />
ligilähedal klaasistumis või kristalliitide<br />
sulamistemperatuurile<br />
Sellel teel tõstetakse mehaanilisi omadusi<br />
märgatavalt.<br />
Sellel protsessil ei venitata vormitoorikut<br />
mitte ainult radiaalselt (nagu ekstrusioon<br />
puhumisvormimisel) vaid ka pikisuunaliselt.<br />
Termovormimine (pneumo- ja vaakumvormimine)<br />
Lehtmaterjlide korral kasutatakse üle- või alarõhu abil<br />
vormimist, vastavalt pneumo- või vaakumvormimist.<br />
Termo<strong>plastid</strong> soojendatakse temperatuurini 100 – 200<br />
°C ja surutakse (rõhk kuni 2,5 MPa) või tekitatakse<br />
vaakumi abil alarõhk, mille abil surutakse leht vastu vormi, mille kuju ta jahtudes omandab.<br />
Pneumovormimine võimaldab võrreldes<br />
vaakumvormimisega valmistada sügavamaid ja suurema seinapaksusega tooteid.<br />
Rotovormimine<br />
Rotatsioonvalu korral surutakse pulbriline plast tsentrifugaaljõu mõjul<br />
vastu kuuma vormi, jahtudes omandab sulanud materjal vormi kuju.<br />
Nii saab vormida suuri ja keeruka kujuga esemeid.<br />
Rotovormimise meetodil valmistatavad plasttooted:<br />
anumad ja mahutid,<br />
välisvalgustite kuplid,
settekaevud ja kuivtualetid<br />
erineva suuruse ja kujuga merepoid).<br />
sanitaartoodetest valmistatakse kuivkäimlaid,<br />
autotööstusele Volvo ja Scania veoautode ja teemasinate kütusepaagid<br />
Rotovormimine<br />
Rotovormimise eelised:<br />
Tooted on ilma sisepingeteta – seega pragunemisele<br />
vastupidavad.<br />
Ei jää keevitusjälgi<br />
Ökonoomselt saab toota suuremahulisi detaile<br />
Vormide valmistamine on odavam kui teistel tehnoloogiatel.<br />
Suurem vabadus on toote kuju projekteerimisel<br />
Rotovormimise puudused:<br />
Pikk tootmistsükkel (30-40min)<br />
Ei saa valmistada avatud anumaid<br />
Polümeerkomposiitide olemus ja liigitus<br />
Kompsiitmaterjalid: kahest või enamast faasist koosnevad<br />
heterogeensed materjalid. Tavaliselt on üks faasidest kõva ja<br />
tugev, mida nimetatakse armatuuriks, ja teine plastne ja<br />
elastne, mida nimetatakse maatriksiks.<br />
Tehnikas kasutatavad komposiitmaterjalid liigitatakse:<br />
valmistamisviisi<br />
kasutusvaldkonna<br />
maatriksi koostise (metall-, keraamilised-, süsinik- ja polümeerkomposiidid)<br />
armatuuri kuju alusel (dispersse armatuuriga, diskreetse armatuuriga ja pideva kiudarmatuuriga)<br />
Polümeerkomposiitide koostisosad<br />
Polümeerkomposiidid on materjalid, mis koosnevad<br />
polümeersest maatriksist (sideainest) ning tugevdavast ehk
armeerivast lisandist (täiteaine – teraline või kiudmaterjal ).<br />
Maatriksiksi omadused määravad enamiku polümeerkomposiidi<br />
omadustest va. tugevuse ja jäikuse.<br />
Kiudarmatuur suurendab tõmbetugevust, elastsust,<br />
kõvadust, roomekindlust, paindetugevust, survetugevust,<br />
löögisitkust, mõõtmetepüsivust ja vähendab mahukahanemist<br />
Enamlevinud kiud: klaaskiud (klaas<strong>plastid</strong>), süsinikkiud<br />
(süsinik<strong>plastid</strong>), boorkiud (boor<strong>plastid</strong>), orgaanilised kiud<br />
(organo<strong>plastid</strong>), metallkiud (metallo<strong>plastid</strong>)<br />
Polümeerkomposiidid leiavad kasutamist tingimustes, kus on oluline minimaalne mass, korrosioonikindlus,<br />
kemikaalikindlus, hea isolatsioonivõime<br />
Polümeerkomposiittoodete valmistamise tehnoloogiad<br />
Käsitsi lamineerimine (hand-lay-up)<br />
Käsitsi lamineerimisel (hand-lay-up) kasutatakse ühepoolseid vorme,<br />
sobilik suurte mõõtmetega toodete (vannid, basseinid, paadid)<br />
väikeseeria tootmiseks, kõvenemine toimub ruumitemperatuuril<br />
Vormimine vaakumkotis (Vacuum bag moulding),<br />
Vormimine vaakumkotis (Vacuum bag moulding), mille korral<br />
käsitsi asetatud materjalikihid (klaaskiudmatt, kärgpaneelid, jt)<br />
surutakse kokku elastse diafragma või vaakumkoti abil, kasutades<br />
ülerõhku või vaakumit. Üheks variandiks on ka vormimine<br />
autoklaavis, kus kasutatavad kõrgendatud temperatuurid<br />
kiirendavad toote kõvenemist.<br />
Injektsioonvormimine<br />
Injektorvormimine erineb vaakumvormimisest selle poolest,<br />
et kõvendiga segatud vaigu vormiviimiseks kasutatakse alarõhu<br />
asemel ülerõhku (kuni 20 bar),millega surutakse vaik vormi. Vormist õhu välja saamiseks kasutatakse<br />
õhutus kanalit.<br />
Pihustamismeetod (spray-up)<br />
Pihustamismeetodi (spray-up), puhul pihustatakse<br />
sideaine ja kiudude segu vormile.<br />
Kerimine ehk mähkimine (filament winding)<br />
Kerimine ehk mähkimine (filament winding), tehnoloogilisim<br />
meetod tsisternide ja mahutite valmistamiseks. Reeglina<br />
kasutatakse ringja või ovaalse ristlõikega toodete valmistamiseks.<br />
Loengumaterjalid: www.ttu.ee/mti (õppetöö > bak. õpe > materjalitehnika><strong>plastid</strong> ja komposiidid)