Drsnos a vlnitos â nové definÃcie a spôsob kontroly
Drsnos a vlnitos â nové definÃcie a spôsob kontroly
Drsnos a vlnitos â nové definÃcie a spôsob kontroly

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
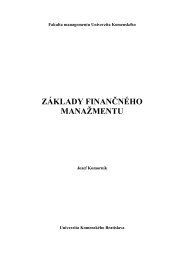
<strong>Drsnos</strong>ť a <strong>vlnitos</strong>ť – nové definície a spôsob <strong>kontroly</strong>ÚvodSúčasné obdobie v strojárskej výrobe je charakterizované zreteľným zvýšením požiadaviek na presnosťa reprodukovateľnosť výroby. Spolu s čoraz širším rozsahom kooperácií tak kladie zvýšené požiadavky nielen navlastnú opakovanú presnosť výroby, ale aj na jednoznačnú interpretáciu výrobnej dokumentácie aštandardizované postupy <strong>kontroly</strong>. Na tieto požiadavky reaguje aj ISO zostavením plánu, ktorý pre oblasť GPS(Geometrical Product Specifications – Geometrické špecifikácie výrobkov) vytvára štruktúru potrebných noriema tým špecifikuje odpovedajúce normalizačné aktivity.Geometrická špecifikácia výrobku, definuje na inžinierskom výkrese - tvar (geometriu), kóty acharakteristiky povrchu, ktoré zabezpečujú optimálnu funkciu súčiastky, spolu s rozptylom okolo optimálnejhodnoty, ktorý ešte zabezpečí uspokojujúcu funkciu.Na druhej strane výroba produkuje súčiastky, ktoré nie sú úplne presné a ktoré vykazujú odchýlky odmenovitých hodnôt a aj jedna od druhej. Súčiastky sa merajú, aby sa pozorovali so špecifikáciou.Je preto potrebné uviesť do vzťahu- konštruktérovu predstavu súčiastky- súčiastku ako výsledok výroby- znalosti ako merať súčiastku - skutočnú súčiastku.Na získanie tohoto vzťahu a umožnenie vzájomnej interpretácie, sa vytvárajú normy v oblasti GPS,ktoré sa zaoberajú základnými definíciami, symbolickou reprezentáciou, princípmi merania atď.Vecné usporiadanie tejto problematiky je zrejmé z komprimovanej matrice GPS, uvedenej na obr.1.Každá norma, ktorá sa v rámci GPS potom zostaví, má na záver uvedené, ktorú časť v matricovom modeli GPSpokrýva.<strong>Drsnos</strong>ť a <strong>vlnitos</strong>ťOd decembra 1999 platí u nás prepracovaná norma STN EN ISO 4287, ktorá novo (oproti norme STNISO 4287-1 z roku 1993) vymedzuje termíny, definície a parametre charakteru povrchu.Obe spomenuté normy vychádzajú pri hodnotení charakteru povrchu z profilovej metódy, t.j. hodnotiapovrch z profilu povrchu, t.j. čiary, ktorá vznikne rezom skutočného povrchu definovanou plochou. V praxi sazvykne vyberať rovina, ktorej normála je rovnobežná so skutočným povrchom a má vhodný smer. Vhodný smerje ten v ktorom zistíme väčšie hodnoty parametrov charakteru povrchu (priečny profil), ak na výkrese súčiastkynie je pri predpísaných parametroch drsnosti uvedený aj smer.Zásadnými zmenami ktoré prináša nová norma sú precizované definície rôznych profilov povrchu(napr. zosnímaný, referenčný, úplný, zvyškový, atď), ktoré sú potrebné pri spracovaní a vyhodnotenízosnímaného profilu. (Niektoré z týchto definícií sú v norme STN EN ISO 3274:2000, opisujúcej menovitécharakteristiky dotykových prístrojov). Pre náš účel sú najdôležitejšími:zosnímaný profil,úplný profil,
Číslo reťazca 1 2 3 4 5 6GeometrickácharakteristikaprvkuPožiadavkyna meraciezariadenie1 Rozmer2 Vzdialenosť3 Polomer4 Uhol(toleranciav stupňoch)5 Tvar čiarynezávislýod základne6 Tvar čiaryzávislý odzákladne7 Tvar plochynezávislýod základne8 Tvar plochyzávislý odzákladne9 Orientácia10 Poloha11 Obvodovéhádzanie12 Úplnéhádzanie13 Základne14 <strong>Drsnos</strong>ťprofilu15 Vlnitosťprofilu16 Primárnyprofil17 Chybypovrchu18 HranyOznačeniev dokumentáciivýrobku -kodifikáciaDefinícietolerancií -teoretickédefinície ahodnotyDefinície preskutočné prvky -charakteristikyalebo parametreUrčenieodchýlky nasúčiastke -porovnanies tolerančnýmimedzamiPožiadavkynakalibráciu -normymeracejtechnikyObr.1 - Komprimovaná „Všeobecná matrica GPS“ - časť oblasti patriacej do pôsobnosti ISO/TC 3, ISO/TC 10/SC5 aISO/TC 57
primárny profil,profil drsnosti aprofil <strong>vlnitos</strong>ti.Zosnímaný profil má výnimočné postavenie, nakoľko z neho sa odvodzujú všetky ostatné profily,definované v uvedenej norme. Je definovaný ako geometrické miesto stredu hrotu dotyku, ktorý má ideálnygeometrický tvar (kužeľ s guľovým zakončením) menovité rozmery a pri pohybe po povrchu v rovine rezu naňpôsobí menovitá snímacia sila.Úplný profil je digitálna forma profilu zosnímaného relatívne ku referenčnému profilu, vo formevertikálnych a horizontálnych, navzájom si odpovedajúcich súradníc. Je charakterizovaný vertikálnym ahorizontálnym číslicovým krokom.Prenos[%]100Profil drsnosti Profil <strong>vlnitos</strong>ti50λ s λ c λ fObr.1 Prenosové charakteristiky pre profily drsnosti a <strong>vlnitos</strong>tiPrimárny profil sa získa z úplného profilu po aplikácii filtra s krátkou vlnovou dĺžkou, označovanou λs.Reprezentuje základ na digitálne spracovanie profilu filtrom profilu a výpočtu parametrov profilu podľa STN ENISO 4287. Je charakterizovaný vertikálnym a horizontálnym číslicovým krokom, ktorý môže byť rôzny odvertikálneho a horizontálneho číslicového kroku použitého pri vytváraní úplného profilu. Menovitý tvar profiluindikovaný na výkrese súčiastky ktorý získame metódou najmenších štvorcov nie je súčasťou primárneho profilua musí sa vylúčiť pred tým, ako sa použije filter. Pre kružnicu musí byť do optimalizácie metódou najmenšíchštvorcov zahrnutý aj polomer, t.j. nemá sa používať jeho menovitá hodnota.Profil drsnosti sa odvodzuje z primárneho profilu potlačením zložiek s dlhou vlnovou dĺžkou filtromprofilu λc. Prenosové pásmo profilu drsnosti je potom definované filtrami profilu λs a λc. Tento profil jezákladom na určenia parametrov profilu drsnosti. Štandartný vzťah medzi λs a λc je uvedený v tab.1. [3]. Oprotipôvodnej norme je tu definovaná medzná dĺžka λs, ktorá obmedzuje profil drsnosti zo strany kratších vlnovýchdĺžok. Táto hranica doteraz nebola určená, čo malo za následok nejasnosti, čo vlastne z tejto strany vlnovýchdĺžok merací prístroj meria a vyhodnocuje. Ďalším zlepšením ktoré sa dosiahlo zavedením tejto medznej dĺžkyje možnosť objektívneho porovnania výsledkov hodnotenia drsnosti jednak medzi rôznymi povrchmi a jednakmedzi rôznymi prístrojmi. V tejto súvislosti je však potrebné rešpektovať aj odporúčanú veľkosť polomerusnímacieho hrotu.Profil <strong>vlnitos</strong>ti dostaneme z primárneho profilu použitím profilových filtrov λf a λc, pričom filter λfpotlačí zložky s dlhými vlnovými dĺžkami a filter λc potlačí zložky s krátkymi vlnovými dĺžkami.
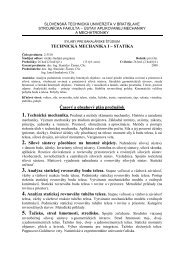
λc[mm]0,080,250,82,58λs[µm]2,52,52,5825λc/λs30100300300300r tipmax.[µm]Maximálny rozstupvzorkovania[µm]20,520,52 *)0,55 **)1,510 **) 5*) Pre povrchy s Ra>0,5 µm alebo Rz>3µm, sa zvyčajne môže použiť r tip =5µm bez zreteľných odlišnostínameraných výsledkov (r tip je polomer guľového zakončenia snímacieho hrotu)**) Pre základné dĺžky λs 2,5µm a 8µm je skoro isté, že potlačenie charakteristík vyplývajúce z mechanickéhofiltrovania dotykom s odporúčaným polomerom hrotu bude mimo definovaného prenosového pásma.S výnimkou tohto prípadu malé zmeny v polomere snímacieho hrotu alebo jeho tvare majú zanedbateľný vplyvna hodnoty parametrov počítaných z meraného profilu.Ak sa pre konkrétny prípad považuje za vhodnú iná hodnota pomeru medzných vlnových dĺžok, tento pomer samusí označiť.Tab.1. Hodnoty medzných vlnových dĺžok λs a λc. [3]Grafická interpretácia prenosových charakteristík pre profily drsnosti a <strong>vlnitos</strong>ti je na obr.2[2]. Oprotipredchádzajúcej norme sa mení aj prenosová charakteristika filtrov, keď sa pre medzné dĺžky prenáša iba 50%amplitúdy a nie 75%, ako to bolo v pôvodnej norme.. Ako je vidieť aj z obr.2., vlnové dĺžky prítomné na profilesa už neoddeľujú iba pri jednej medznej vlnovej dĺžke λc (na profil s kratšími vlnovými dĺžkami, na ktorých savyhodnocovala drsnosť), ale sú tu tri medzné dĺžky, ktoré pre drsnosť a novo zavedenú <strong>vlnitos</strong>ť vytvárajúdefinované pásma vlnových dĺžok. Tým je jednoznačne dané z akých vlnových dĺžok vyhodnocujeme drsnosť,z akých <strong>vlnitos</strong>ť a ktoré už vytvárajú odchýlky tvaru. Zmeny prenosových charakteristík filtrov majú aj ďalšídôsledok, ktorý spočíva v tom, že pri ich použití sa na profile dosiahne také oddelenie krátkych a dlhýchvlnových dĺžok, že tieto sa môžu znova zlúčiť bez toho, aby sa zmenil východzí profil.S komentovanou normou STN EN ISO 4287 úzko súvisia aj ďalšie normy, v ktorých sú určenéprenosové charakteristiky filtrov (STN EN ISO 11562) a menovité charakteristiky dotykového prístroja (STNEN ISO 3274). Pôvodná prenosová charakteristika filtra spôsobovala značný fázový posun pri prenose profilu atým k asymetrickému skresleniu profilu. Pri vyhodnotení parametrov Ra a Rz tieto skreslenia nie su význačné,ale pri zvyšných už môžu byť. Preto analógové prístroje používajúce 2CR filtre je možné použiť iba navyhodnotenie Ra a Rz. Navyše nové normy už neobsahujú použitie klznej lišty, t.j. relatívnych snímačov. Ak sapredsa použije snímač s klznou lištou, môže sa použiť iba na meranie parametrov drsnosti. Pritom polomerklznej lišty v smere snímania nesmie byť menší ako 50 krát použitá nominálna hodnota medznej dĺžky.Možnosti hodnotenia povrchu rozširuje STN EN ISO 4287 tým, že skoro všetky parametre v nejdefinované je možné aplikovať na primárny profil, profil drsnosti a profil <strong>vlnitos</strong>ti. Vzťahy pre ich výpočet súrovnaké, iba sa aplikujú na iný profil. Pri označovaní sa potom tieto parametre odlišujú prvým znakom, napr.stredná aritmetická odchýlka profilu drsnosti je Ra, primárneho profilu Pa a profilu <strong>vlnitos</strong>ti Wa. Pre ktoréparametre uvedené platí, je spolu s porovnaním s parametrami pôvodnej normy v tab.2 [2].Ako už bolo uvedené, základom pre vyhodnotenie parametrov charakteru povrchu je primárny profil.Tento je výstupom meracej a predspracujúcej časti meracieho prístroja. Postup ďalšieho spracovania primárnehoprofilu je znázornený na obr.3 [2].Veľmi často sa pri hodnotení povrchu používa aj grafická interpretácia priebehu krivky materiálovéhopodielu (pôvodná „nosná krivka povrchu“, alebo Abbott-Firestonova krivka). V pôvodných normách nebolikvantifikované parametre tejto krivky. V súčasnosti sú tejto oblasti venované tri normy STN EN ISO 13565 –1,2,3. Posledná je ako STN zatiaľ iba v pláne. Pre kvantitatívne hodnotenie krivky materiálového podielu(príklad takéhoto hodnotenia je na obr.4) sa však profil filtruje iným spôsobom (STN EN ISO 13565 – 2), ktorýpotláča vplyv miestnych prehĺbenín na polohu strednej čiary profilu.
Určované naParameter, vydanie 1996Vydanie1984Vydanie1996vyhodnocovanejdĺžkelnzákladnejdĺžke 1)lvýška najväčšieho výstupku R p Rp 2) Xhĺbka najväčšej priehlbiny R m Rv 2) Xnajväčšia výška profilu R y Rz 2) Xstredná výška prvku profilu R c Rc 2) Xcelková výška profilu - Rt 2)stredná aritmetická odchýlka profilu R a Ra 2) Xstredná kvadratická odchýlka profilu R q Rq 2) Xkoeficient asymetrie povrchu S k Rsk 2) Xkoeficient špicatosti profilu - Rku 2) Xstredná šírka prvku profilu S m RSm 2) Xstredný kvadratický sklon profilu ∆ Q R∆q 2) Xrelatívny podiel materiáluRmr(c) 2)Xvýškový rozdiel rezov profilu - Rδc 2) Xvýška nerovností profilu z desiatichbodov (ako ISO parameter zrušené)Rz -1) Týmito základnými dĺžkami sú lr, lw a lp pre R- ,W-, a P-parametre; lp je rovné ln.2) Parametre, ktoré sú definované pre profily: primárny profil, profil <strong>vlnitos</strong>ti a profil drsnosti.V tabuľke sú uvedené iba parametre drsnosti profilu. Napr. pre všetky profily sa stredná aritmetickáodchýlka profilu postupne označuje Pa (primárny profil), Ra (profil drsnosti) a Wa (profil <strong>vlnitos</strong>ti).Tab.2. Porovnanie parametrov charakteru povrchu podľa ISO noriem z roku 1984 a 1996V praxi sa často využívajú povrchy, na ktorých je kombinácia nerovností z dvoch posledných procesovktoré sa na vytvorení povrchu podieľali. V súčasnosti preberaná norma EN ISO 13565 – 3 definujekvantifikované parametre, ktoré umožňujú relatívne jednoduchú identifikáciu týchto procesov na meranompovrchu.
Poloha priese čníkačiaryRpkA1Mr1Mr2A2Rvk0 20 40 60 80 % 100RpkRkEkvivalentnápriamkaRvk0 20 40 60 80 % 100Mr1Mr2Materiálový podielMrObr.4 Výpočet Rpk a RvkObr.5 Tvarové motívy pri drsnosti a <strong>vlnitos</strong>ti
• k pôvodnému, stále platnému profilu drsnosti (R – profil) sú definované dva nové profily, primárnyprofil (P – profil) a profil <strong>vlnitos</strong>ti (W – profil). Ale aj profil drsnosti sa teraz získava odlišnýmpostupom. V zásade pre všetky tri profily existujú rovnaké parametre, (rovnaké vzťahy pre ichvýpočet) ale pre každý z vlastného profilu. Napr. najviac používaný parameter Ra máodpovedajúce parametre Pa, resp. Wa:Pa,Ra,Wa = 1ll∫0Z(x)dxkde Z(x) sú absolútne odchýlky profilu od referenčnej čiary.• oproti pôvodnému hodnoteniu drsnosti, pri ktorom sa používal iba jeden filter na oddelenie drsnostia odchýlok tvaru, súčasná úprava definuje pre každý profil prenosové pásmo, t.j. filter s krátkouvlnovou dĺžkou a filter s dlhou vlnovou dĺžkou.• pri kontrole parametrov je potrebné vedieť, z ktorého obdobia je dané označenie parametra, pretožetu došlo k viacerým zmenám. Napr. parameter Rz podľa starých noriem ISO, JIS, GOST a tiežČSN značil priemernú hodnotu vzdialeností medzi piatimi najvyššími vyvýšeninami a piatiminajnižšími prehĺbeninami na vyhodnocovanej dĺžke. V súčasnej norme ISO a samozrejme aj STNsa Rz používa už na označenie pôvodného parametra Ry.• pre možnosť lepšieho geometrického opisu povrchu sú zavedené tri nové skupiny parametrovprostredníctvom noriem [5,6,7]. Tieto normy oproti norme [4] ktorá uvádza metrologickécharakteristiky fázovo korektných filtrov pre základnú normu [2], používajú vlastný systémfiltrovania, ktorý je odlišný. Tento odlišný postup filtrovanie je uvedený v norme [5].Staršie prístroje s relatívnym snímačom, tým že snímajú profil povrchu vzhľadom na kĺzajúcu sa pätku,snímajú iba odchýlky s vyššími frekvenciami, ako sú frekvencie, ktoré sleduje oporná pätka. Pretože polomertejto pätky musí byť minimálne 50x väčší ako použitá medzná dĺžka, polomer máva zvyčajne hodnotu 40mm atak sa pätka kĺže po výstupkoch povrchu, ktoré tvoria tvar a relatívny snímač potom sníma iba drsnosť. Zistenéhodnoty parametrov drsnosti sa však môžu dosť zreteľne odlišovať od hodnôt zistených prístrojom s absolútnymsnímačom. Pre bežné povrchy a parametre Ra a Rz sa odchýlky medzi oboma spôsobmi pohybuje v rámciprirodzeného rozptylu nameraných hodnôt, ale pri ostatných parametroch môže byť rozdiel už značný.Na charakteristiku povrchov ktoré sú určené pre vysoké tlakové namáhanie sa s výhodou používakrivka nosného podielu profilu (Abbot Firestone curve). Takéto povrchy majú zvyčajne hlboké prehĺbeniny apritom kvalitný rovinný povrch s relatívne malým podielom <strong>vlnitos</strong>ti. Pri štandartnom filtrovaní podľa [4] savytvára nepriaznivá referenčná čiara, ktorá spôsobuje niektoré nežiaduce skreslenia pri meraní. Preto pre takétopovrchy sa používa odlišný spôsob filtrovania, ktorý potlačí vplyv lokálnych prehĺbenín na tvar a polohureferenčnej čiary. Rozšírenie súboru normalizovaných parametrov povrchu uvádza norma [7], ktorá je určená nacharakteristiku povrchov, na ktorých sú stopy po dvoch procesoch použitých na ich získanie, tzv. dvojprocesovépovrchy. Parametre povrchu podľa ostatných noriem neumožňujú relatívne jednoduchú identifikáciu podielutýchto procesov na meranom povrchu, ako práve spomenutá norma prostredníctvom parametrov Rpq, Rmq aRvq.Zásady <strong>kontroly</strong>Aby bola kontrola parametrov povrchu jednoznačná, je nevyhnutné, aby technická dokumentáciaobsahovala:• indikáciu, či sa jedná o hornú alebo dolnú prípustnú medzu,• typ filtra. Môže to byť v súčasnosti definovaný – Gaussov filter, alebo pôvodný 2CR(s obmedzeniami ktoré z jeho použitia vyplývajú),• prenosové pásmo indikované filtrom na krátke vlny a filtrom na dlhé vlny,• profil – R, P alebo W,• konkrétny parameter,• vyhodnocovanú dĺžku ako násobok základnej dĺžky,• interpretáciu špecifikovanej medznej hodnoty („16% - pravidlo“, alebo „max. – pravidlo“),
• medznú hodnota v µm,• typ procesu na získanie povrchu (návrh normy [9] rozlišuje medzi možnosťami; je prípustnýľubovolný proces, materiál sa nesmie odobrať a materiál sa bude odoberať),• orientáciu stôp na povrchu,• v prípade odoberania materiálu sa udáva konkrétny spôsob, napr. sústruženie, frézovanie, atd.Tento a predošlý údaj sú veľmi dôležité, pretože je zistené, že povrchy, ktoré majú vykazovať túistú funkčnosť, môžu sa hodnotami tých istých parametrov pre dve rôzne technológie líšiť aj o viacako 100%.Skúsenosť hovorí, že všetky spomenuté informácie sú potrebné, aby bolo možné jednoznačneformulovať vzťah medzi funkčnosťou povrchu a parametrami povrchu. Väčšina parametrov je potrebná aj prenastavenie meracieho prístroja.Nie všetky parametre povrchu majú tesnú a univerzálnu koreláciu s funkčnosťou povrchu. Niektoréz nich sú do určitej miery viazané na typ povrchu, alebo na funkčnosť povrchu. V zásade môžeme parametrecharakteristiky povrchu rozdeliť do dvoch hlavných skupín, odpovedajúcich dvom typom povrchov:• povrchy vytvorené jediným procesom; sú to povrchy, na ktorých sú identifikovateľné stopy ibajedného technologického procesu. Parametre vhodné na charakteristiku takýchto povrchov súdefinované v normách [2,3]. V niektorých prípadoch má zmysel použiť aj parametre z normy [4].Parametre určené na charakteristiku „jednoprocesových povrchov“ zväčša nemajú dostatočnúvypovedaciu schopnosť pre charakteristiku „dvojprocesových povrchov“.• povrchy vytvorené dvomi procesmi; sú to povrchy, na ktorých sú identifikovateľné stopy po dvochtechnologických procesoch. Na týchto povrchov existujú spoločne charakteristické textúry obochprocesov a ovplyvňujú funkčnosť výsledného povrchu (napr. brúsený povrch, ktorý je čiastočnelapovaný, superfinišovaný alebo honovaný). Parametre ktoré umožňujú charakterizovať takétopovrchy sú v normách [4,5].ZáverUvedený príspevok sa venuje iba časti hodnotenia povrchu prostredníctvom profilových čiar.Pochopiteľne, sú v ňom uvedené iba základné informácie z tejto oblasti. Pre podrobnejší opis je potrebné použiťpríslušné normy. Je potrebné uviesť, že v ďalších normách sú zahrnuté aj spôsoby hodnotenia povrchovprostredníctvom chýb a vád povrchu. V súčasnosti sa pripravuje aj séria noriem z oblasti plošného, t.j. 3Dhodnotenia povrchu.Pre veľmi kvalitné povrchy, ktorých parametre profilových čiar sú v oblasti zreteľne pod hodnotami λs,sa zvyknú aplikovať parametre tak ako ich poznáme pre profil drsnosti, t.j. medzi vlnovými dĺžkami λs a λcalebo pripravovaných noriem pre 3D hodnotenie.Literatúra[1] TS CR ISO 14638:1999 Geometrické špecifikácie výrobkov GPS. Hlavný plán[2] STN EN ISO 4287: 1999 Geometrické špecifikácie výrobkov (GPS) Charakter povrchu: Profilová metóda –Termíny, definície a parametre charakteru povrchu[3] STN EN ISO 3274:2000 Geometrické špecifikácie výrobkov (GPS) Charakter povrchu: Profilová metóda –Menovité charakteristiky dotykového prístroja so snímacím hrotom[4] STN EN ISO 11562:2000 Geometrické špecifikácie výrobkov (GPS) Charakter povrchu: Profilová metóda –Metrologické charakteristiky fázovo korektných filtrov[5] STN EN ISO 12085:2000 Geometrické špecifikácie výrobkov (GPS) Charakter povrchu: Profilová metóda –Motívové parametre[5] STN EN ISO 13565-1:2000 Geometrické špecifikácie výrobkov (GPS) Charakter povrchu: Profilová metóda– Povrchy, ktoré majú funkčné vlastnosti závislé od úrovne Časť 1: Filtrovanie a všeobecné podmienky merania
[6] STN EN ISO 13565-2:2000 Geometrické špecifikácie výrobkov (GPS) Charakter povrchu: Profilová metóda– Povrchy, ktoré majú funkčné vlastnosti závislé od úrovne Časť 2: Výšková charakterizácia pomocou lineárnejčasti krivky materiálového podielu[7] ISO 13565-3:1998 Geometrical product specifications (GPS). Surface method; surfaces having stratifiedfunctional properties – Part 3: Height characterization using the material probability curve[8] ISO 14253-1:1998 Geometrical product specifications (GPS) – Inspection by measurement of workpiecesand measurement equipment – Part 1: Decision rules for proving conformance or non-conformance withspecifications[9] ISO/FDIS 1302:2000 Geometrical product specifications (GPS) – Indication of surface texture in technicalproduct documentation