Precision Grinding - Polski

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SZLIFOWANIE PŁASZCZYZN 25<br />
Zalecane zastosowania<br />
Specyfikacja<br />
Aluminium<br />
Stal niestopowa<br />
i niskostopowa<br />
Niehartowane | Hartowane<br />
Stal wysokostopowa HSS Stal<br />
nierdzewna<br />
Niehartowane | Hartowane<br />
Węglik<br />
spiekany<br />
Żeliwo<br />
Ceramika<br />
przemysłowa<br />
Szlifowanie<br />
na sucho<br />
Szlifowanie<br />
na<br />
Strony<br />
mokro<br />
89A, SD33A 26, 27, 28,<br />
29, 32<br />
SD56A 27, 28, 29<br />
F13A 27, 28<br />
454A, SD83A,<br />
SD78A<br />
SD46A 34<br />
454A, SD83A 34<br />
C 35<br />
B 36<br />
D 37<br />
30, 31, 32,<br />
33, 34<br />
Spełnia zadanie bardzo dobrze<br />
Spełnia zadanie warunkowo<br />
Wskazówki dotyczące zastosowania<br />
Tarcze konwencjonalne<br />
– Zalecana maksymalna prędkość pracy: 20–30 m / s<br />
– Prędkość posuwu stołu: 10–20 m / min<br />
– Dosuw przy obróbce zgrubnej: 0,01–0,03 mm / przejście<br />
– Dosuw przy obróbce wykańczającej:<br />
0,002–0,004 mm / przejście<br />
– Posuw poprzeczny (szerokość przyporu w %): 30–40 %<br />
szerokości tarczy<br />
– Wyiskrzanie: 1–3 przejścia (bez dosuwu)<br />
CBN i diament – spoiwo żywiczne<br />
– Prędkość posuwu stołu: 10–20 m / min<br />
– Posuw poprzeczny/stopień pokrycia: 30–40 % szerokości<br />
powierzchni<br />
– Wskaźnik dosuwu: 1/10 wielkości ziarna ściernicy<br />
(np. D126 à dosuw 12 μm)<br />
– Zalecane prędkości skrawania stali szybkotnącej HSS<br />
i wysokostopowej stali narzędziowej z użyciem tarcz<br />
szlifierskich CBN 20–25 m / s<br />
– Zalecane prędkości skrawania węglików spiekanych i<br />
ceramiki przemysłowej z użyciem ściernic diamentowych<br />
15–25 m / s<br />
– Wyrównywanie obwodowe i ostrzenie tarczy przed<br />
pierwszym użyciem:<br />
– wałkiem niehartowanym ze stali konstrukcyjnej<br />
– przyrządem do obciągania ściernic AV500 z tarczą z<br />
węglika krzemu (patrz rozdział Wyrównywanie ściernic<br />
i ostrzenie, strona 143)<br />
– Należy zwracać uwagę na właściwe chłodzenie<br />
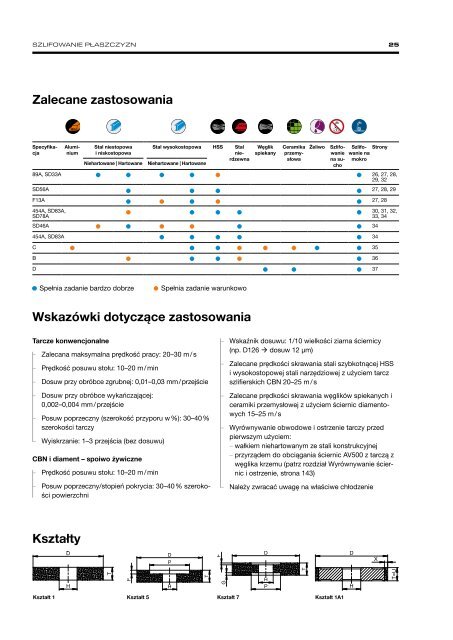
Kształty<br />
Kształt 1 Kształt 5 Kształt 7 Kształt 1A1