Precision Grinding - Polski

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SZLIFOWANIE OTWORÓW 53<br />
Zalecane zastosowania<br />
Specyfikacja<br />
Aluminium<br />
Stal niestopowa<br />
i niskostopowa<br />
Niehartowane | Hartowane<br />
Stal wysokostopowa HSS Stal<br />
nierdzewna<br />
Niehartowane | Hartowane<br />
Węglik<br />
spiekany<br />
Żeliwo<br />
Ceramika<br />
przemysłowa<br />
Szlifowanie<br />
na sucho<br />
Szlifowanie<br />
na<br />
Strony<br />
mokro<br />
89A 54<br />
97A, AT 55, 56<br />
B 57, 58<br />
D 58, 59<br />
Spełnia zadanie bardzo dobrze<br />
Spełnia zadanie warunkowo<br />
Wskazówki dotyczące zastosowania<br />
Konwencjonalne narzędzia ścierne<br />
– Zalecana prędkość pracy 30–50 m / s<br />
– Dosuw przy szlifowaniu zgrubnym:<br />
0,02–0,05 mm / przejście<br />
– Dosuw przy szlifowaniu pośrednim:<br />
0,01–0,005 mm / przejście<br />
CBN i diament – spoiwo żywiczne<br />
– Zalecana prędkość skrawania dla stali szybkotnących<br />
(HSS) i wysokostopowej stali narzędziowej 15–35 m / s<br />
– Zalecana prędkość skrawania dla węglików spiekanych<br />
i ceramiki przemysłowej 15–25 m / s<br />
– Zalecane chłodzenie emulsją<br />
– Dosuw przy szlifowaniu wykańczającym<br />
0,001–0,0052 mm / przejście<br />
– Dosuw wyiskrzania: 5 przejść<br />
– Należy zwracać uwagę na właściwe chłodzenie<br />
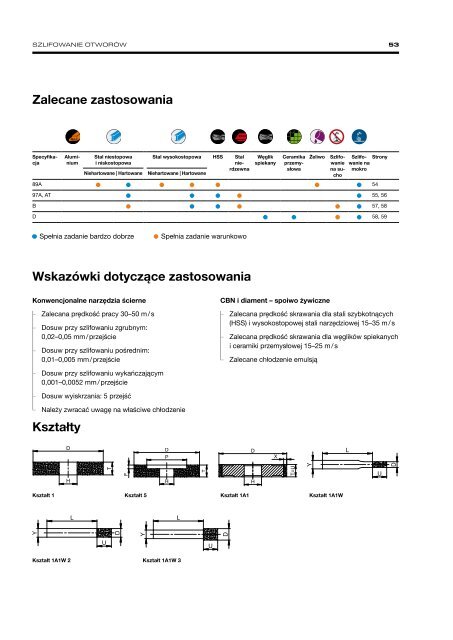
Kształty<br />
Kształt 1 Kształt 5 Kształt 1A1<br />
Kształt 1A1W<br />
Kształt 1A1W 2 Kształt 1A1W 3