CviÄenà ÄÃslo: - VUT UST
CviÄenà ÄÃslo: - VUT UST
CviÄenà ÄÃslo: - VUT UST

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
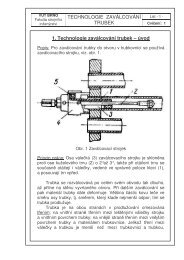
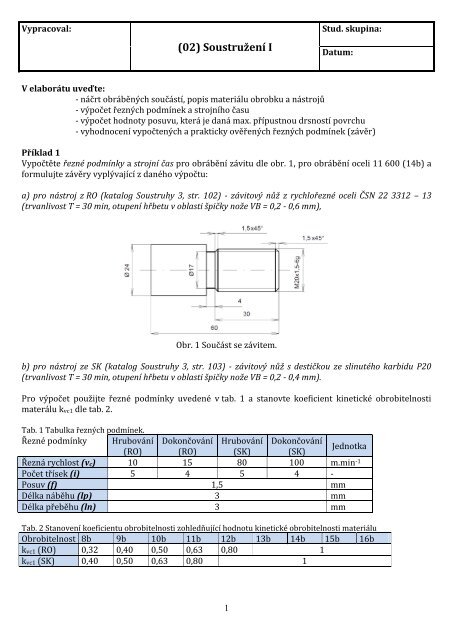
Příklad 2Vypočtěte řezné podmínky a strojní časy pro soustružení válcové plochy hrubováním i dokončováním dlesoučásti na obr. 2 z oceli 11 600 (14b).Obr. 2 Válcový čep.2
Operace č. 2 - hrubování:Nástrojový držák PCLNR 2525M 12VBD CNMG 120408 – PR - povlakovaný SK firmy Sandvik: Coromant GC 4025- povlak: TiCN + Al2O3 + TiN- použití dle ISO: (P25, K20)Řezné podmínky doporučené výrobcem VBD:vc = 310 m.min -1f = 0,20 0,50 mmap = 0,70 7,00 mmD1 = 32 mm D2 = 28 mm (i = 2, ap1 = 2,00 mm, ap2 = 1,75 mm)n = 1120 min -1 f = 0,254 mmln = 3 mm l = 53 mm lp = 0 mmOperace č. 3 - dokončení:Nástrojový držákVBDCTGNR – 2525M16TNGN 160808 T03020- řezná keramika DISAL 310 firmy Saint – Gobain Ceramics,Turnov- povlak: Al2O3 + 15%TiCŘezné podmínky doporučené výrobcem VBD:vc = 400 m.min -1f = 0,05 0,20 mmap = 1,00 5,00 mmD1 = 32 mm (i = 1, ap1 = 0,35 mm)ln = 3 mm l = 47 mm lp = 3 mmn = 2100 min -1 f = 0,20 mmD2 = 24,5 mm (i = 1, ap2 = 0,25 mm)ln = 3 mm l = 53 mm lp = 0 mmn = 2200 min -1 f = 0,20 mm3
Vypočtěte řezné podmínky a strojní časy pro soustružení válcové plochy hrubováním i dokončováním.Informace o používaných nástrojích jsou uvedeny výše.Koeficienty specifikující skutečné podmínky obrábění kvc:kvc1 koeficient materiálu obrobku kvc1 = 1;kvc2 koeficient opotřebení nástroje (trvanlivosti)kvc2 = 1;kvc3 koeficient přerušovaného řezu kvc3 = 1;kvc4 koeficient čelního soustružení kvc4 =1;kvc5 koeficient povrchu s kůrou kvc5 = 1;kvc6 experimentálně ověřené koeficienty specifikující fyzický stav stroje:kvc61 = 0,363; kvc62 = 0,318; kvc63 = 0,528; kv64 = 0,4234
Příklad 3Vypočtěte maximální přípustnou hodnotu posuvu, která umožní dodržet požadované hodnoty drsnostipovrchu obrobené plochy.Tab. 5Poloměr špičky nástrojeMax. přípustná drsnostpovrchu obrobené plochyMax. hodnota posuvur = 0,4 mmRa = 0,6 mr = 0,8 mmRa = 1,6 mr = 1,2 mmRa = 3,2 mr = 1,6 mmRa = 6,3 mPoloměr zaoblení špičky nástroje r a maximální přípustná drsnost povrchu obrobené plochy Ra jsouz katalagu CoroKey pro VBD: CNMG 120408 – PR ze slinutého karbidu. Hodnoty VBD: TNGN 160808 T030 20 z řezné keramiky mají naprosto analogické údaje.5