- Page 1 and 2:
iTNC 530 NC-software 340 422-xx 340
- Page 5 and 6:
TNC-type, software og funktioner De
- Page 7 and 8:
Nye Funktioner henført til tidlige
- Page 9:
Nye/ændrede beskrivelser i denne h
- Page 13 and 14:
1 Introduktion ..... 35 1.1 iTNC 53
- Page 15 and 16:
3 Positionering med manuel indlæsn
- Page 17 and 18:
4.5 Åbne og inlæse programmer ...
- Page 19 and 20:
5 Programmering: Værktøjer .....
- Page 21 and 22:
6.5 Banebevægelser - Polarkoordina
- Page 23 and 24:
8 Programmering: Cykler ..... 253 8
- Page 25 and 26:
8.8 Cykler for planfræsning .....
- Page 27 and 28:
10 Programmering: Underprogrammer o
- Page 29 and 30:
11.9 Indlæse formel direkte .....
- Page 31 and 32:
13 MOD-funktioner ..... 543 13.1 Va
- Page 33 and 34:
14 Tabeller og oversigter ..... 575
- Page 35 and 36:
Introduktion 1
- Page 37 and 38:
1.2 Billedskærm og betjeningsfelt
- Page 39 and 40:
Betjeningsfelt TNC´en kan leveres
- Page 41 and 42:
Program-indlagring/editering Deres
- Page 43 and 44:
1.4 Status-visning „Generel“ st
- Page 45 and 46:
Positioner og koordinater 1 Positio
- Page 47 and 48:
1.5 Tilbehør: 3D-tastsystemer og e
- Page 49 and 50:
2 Manuel drift og indretning
- Page 51 and 52:
TNC'en er nu funktionsklar og befin
- Page 53 and 54:
Kørsel med det elektroniske håndh
- Page 55 and 56:
2.3 Spindelomdrejningstal S, tilsp
- Page 57 and 58:
Fastlæg henføringspunkt med akset
- Page 59 and 60:
Gemme henføringspunkter i preset-t
- Page 61 and 62:
Aktivere henf.punkt fra preset-tabe
- Page 63 and 64:
2.5 Transformere bearbejdningsplan
- Page 65 and 66:
Henføringspunkt-fastlæggelse i et
- Page 67:
Aktivere manuel transformering Indl
- Page 70 and 71:
3.1 Programmering og afvikling af e
- Page 72 and 73:
3.1 Programmering og afvikling af e
- Page 74 and 75:
4.1 Grundlaget 4.1 Grundlaget Læng
- Page 76 and 77:
4.1 Grundlaget Polarkoordinater Nå
- Page 78 and 79:
4.1 Grundlaget Valg af henføringsp
- Page 80 and 81:
4.2 Fil-styring: Grundlaget Datasik
- Page 82 and 83:
4.3 Standard-fil-styring Valg af fi
- Page 84 and 85:
4.3 Standard-fil-styring Dataoverf
- Page 86 and 87:
4.3 Standard-fil-styring Udvælgels
- Page 88 and 89:
4.4 Udvidet fil-styring 4.4 Udvidet
- Page 90 and 91:
4.4 Udvidet fil-styring Kald af fil
- Page 92 and 93:
4.4 Udvidet fil-styring 3. skridt:
- Page 94 and 95:
4.4 Udvidet fil-styring Kopiering a
- Page 96 and 97:
4.4 Udvidet fil-styring Markere fil
- Page 98 and 99:
4.4 Udvidet fil-styring Dataoverfø
- Page 100 and 101:
4.4 Udvidet fil-styring Kopiering a
- Page 102 and 103:
4.5 Åbne og inlæse programmer 4.5
- Page 104 and 105:
4.5 Åbne og inlæse programmer Eks
- Page 106 and 107:
4.5 Åbne og inlæse programmer Fun
- Page 108 and 109:
4.5 Åbne og inlæse programmer Fun
- Page 110 and 111:
4.5 Åbne og inlæse programmer TNC
- Page 112 and 113:
4.6 Programmerings-grafik 4.6 Progr
- Page 114 and 115:
4.7 Inddeling af programmer 4.7 Ind
- Page 116 and 117:
4.9 Fremstilling af tekst-filer 4.9
- Page 118 and 119:
4.9 Fremstilling af tekst-filer Sle
- Page 120 and 121:
4.10 Lommeregneren 4.10 Lommeregner
- Page 122 and 123:
4.12 Palette-styring 4.12 Palette-s
- Page 124 and 125:
4.12 Palette-styring Valg af palett
- Page 126 and 127:
4.13 Palettedrift med værktøjsori
- Page 128 and 129:
4.13 Palettedrift med værktøjsori
- Page 130 and 131:
4.13 Palettedrift med værktøjsori
- Page 132 and 133:
4.13 Palettedrift med værktøjsori
- Page 134 and 135:
4.13 Palettedrift med værktøjsori
- Page 136 and 137:
4.13 Palettedrift med værktøjsori
- Page 139 and 140:
5 Programmering: Værktøjer
- Page 141 and 142:
Spindelomdrejningstal S Spindelomdr
- Page 143 and 144:
Værktøjs-radius R Værktøjs-radi
- Page 145 and 146:
Fork. Indlæsning Dialog TIME2 Maxi
- Page 147 and 148:
Editering af værktøjs-tabeller De
- Page 149 and 150:
Anvisninger for værktøjs-tabeller
- Page 151 and 152:
Plads-tabel for værktøjs-veksler
- Page 153 and 154:
Kald af værktøjs-data Et værktø
- Page 155 and 156:
Forudsætninger for NC-blokke med f
- Page 157 and 158:
Værktøjs-radiuskorrektur Program-
- Page 159 and 160:
Radiuskorrektur: Hjørne bearbejdni
- Page 161 and 162:
Definition af en normeret vektor En
- Page 163 and 164:
Face Milling: 3D-korrektur med og u
- Page 165 and 166:
Peripheral Milling: 3D-radiuskorrek
- Page 167 and 168:
5.5 Arbejde med snitdata-tabeller H
- Page 169 and 170:
Tabeller for værktøjs-skærmateri
- Page 171 and 172:
Aktionsmåde ved arbejde med automa
- Page 173:
Dataoverføring af snitdata-tabelle
- Page 176 and 177:
6.1 Værktøjs-bevægelser 6.1 Vær
- Page 178 and 179:
6.2 Grundlaget for banefunktioner I
- Page 180 and 181:
6.2 Grundlaget for banefunktioner 3
- Page 182 and 183:
6.3 Kontur tilkørsel og frakørsel
- Page 184 and 185:
6.3 Kontur tilkørsel og frakørsel
- Page 186 and 187:
6.3 Kontur tilkørsel og frakørsel
- Page 188 and 189:
6.4 Banebevægelser - retvinklede k
- Page 190 and 191:
6.4 Banebevægelser - retvinklede k
- Page 192 and 193:
6.4 Banebevægelser - retvinklede k
- Page 194 and 195:
6.4 Banebevægelser - retvinklede k
- Page 196 and 197: 6.4 Banebevægelser - retvinklede k
- Page 198 and 199: 6.4 Banebevægelser - retvinklede k
- Page 200 and 201: 6.5 Banebevægelser - Polarkoordina
- Page 202 and 203: 6.5 Banebevægelser - Polarkoordina
- Page 204 and 205: 6.5 Banebevægelser - Polarkoordina
- Page 206 and 207: 6.5 Banebevægelser - Polarkoordina
- Page 208 and 209: 6.6 Banebevægelser - Fri kontur-pr
- Page 210 and 211: 6.6 Banebevægelser - Fri kontur-pr
- Page 212 and 213: 6.6 Banebevægelser - Fri kontur-pr
- Page 214 and 215: 6.6 Banebevægelser - Fri kontur-pr
- Page 216 and 217: 6.6 Banebevægelser - Fri kontur-pr
- Page 218 and 219: 6.6 Banebevægelser - Fri kontur-pr
- Page 220 and 221: 6.6 Banebevægelser - Fri kontur-pr
- Page 222 and 223: 6.6 Banebevægelser - Fri kontur-pr
- Page 224 and 225: 6.7 Banebevægelser - Spline-interp
- Page 226 and 227: 7.1 Indlæsning af hjælpe-funktion
- Page 228 and 229: 7.3 Hjælpe-funktioner for koordina
- Page 230 and 231: 7.3 Hjælpe-funktioner for koordina
- Page 232 and 233: 7.4 Hjælpe-funktioner for baneforh
- Page 234 and 235: 7.4 Hjælpe-funktioner for baneforh
- Page 236 and 237: 7.4 Hjælpe-funktioner for baneforh
- Page 238 and 239: 7.4 Hjælpe-funktioner for baneforh
- Page 240 and 241: 7.4 Hjælpe-funktioner for baneforh
- Page 242 and 243: 7.4 Hjælpe-funktioner for baneforh
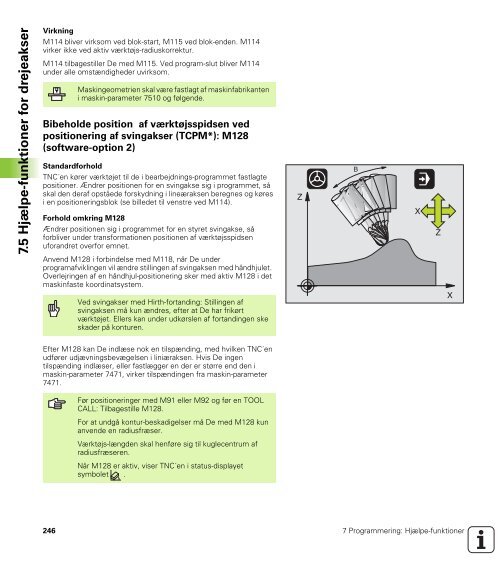
- Page 244 and 245: 7.5 Hjælpe-funktioner for drejeaks
- Page 248 and 249: 7.5 Hjælpe-funktioner for drejeaks
- Page 250 and 251: 7.6 Hjælpe-funktioner for laser-sk
- Page 253 and 254: Programmering: Cykler 8
- Page 255 and 256: NC-blok eksempel 7 CYCL DEF 200 BOR
- Page 257 and 258: Cyklus-kald med CYCL CALL Funktione
- Page 259 and 260: 8.2 Punkt-tabeller Anvendelse Hvis
- Page 261 and 262: Kald af cyklus i forbindelse med pu
- Page 263 and 264: 8.3 Cykler for boring, gevindboring
- Page 265 and 266: DYBDEBORING (cyklus 1) 1 Værktøje
- Page 267 and 268: Sikkerheds-afstand Q200 (inkrementa
- Page 269 and 270: Sikkerheds-afstand Q200 (inkrementa
- Page 271 and 272: Sikkerheds-afstand Q200 (inkrementa
- Page 273 and 274: Sikkerheds-afstand Q200 (inkrementa
- Page 275 and 276: Sikkerheds-afstand Q200 (inkrementa
- Page 277 and 278: UNIVERSAL-DYBDEBORING (cyklus 205)
- Page 279 and 280: Boredybde til spånbrud Q257 (inkre
- Page 281 and 282: Sikkerheds-afstand Q200 (inkrementa
- Page 283 and 284: NY GEVINDBORING med kompenserende p
- Page 285 and 286: GEVINDBORING uden kompenserende pat
- Page 287 and 288: Sikkerheds-afstand Q200 (inkrementa
- Page 289 and 290: GEVINDBORING SPÅNBRUD (cyklus 209)
- Page 291 and 292: Grundlaget for gevindfræsning Foru
- Page 293 and 294: GEVINDFRÆSNIG (cyklus 262) 1 TNC´
- Page 295 and 296: UNDERSÆNK.GEV.FRÆSNING (cyklus 26
- Page 297 and 298:
Soll-diameter Q335: gevindets nomin
- Page 299 and 300:
BORGEVINDFRÆSNING (cyklus 264) 1 T
- Page 301 and 302:
Soll-diameter Q335: gevindets nomin
- Page 303 and 304:
HELIX- BORGEVINDFRÆSNING (cyklus 2
- Page 305 and 306:
Soll-diameter Q335: gevindets nomin
- Page 307 and 308:
UDVENDIG GEVIND-FRÆSNING (cyklus 2
- Page 309 and 310:
Soll-diameter Q335: gevindets nomin
- Page 311 and 312:
Eksempel: Borecykler 0 BEGIN PGM C2
- Page 313 and 314:
Eksempel: Borecykler Program-afvikl
- Page 315 and 316:
Eksempel: Borecykler i forbindelse
- Page 317 and 318:
Punkt-tabel TAB1.PNT TAB1. PNT MM N
- Page 319 and 320:
Cyklus Softkey 3 NOTFRÆSNING Skrub
- Page 321 and 322:
Med maskin-parameter 7441 bit 2 ind
- Page 323 and 324:
Dybde Q201 (inkremental): Afstand e
- Page 325 and 326:
RUND LOMME (cyklus 252) Med rund lo
- Page 327 and 328:
Sikkerheds-afstand Q200 (inkrementa
- Page 329 and 330:
Med maskin-parameter 7441 bit 2 ind
- Page 331 and 332:
Sikkerheds-afstand Q200 (inkrementa
- Page 333 and 334:
Med maskin-parameter 7441 bit 2 ind
- Page 335 and 336:
Vinkelskridt Q378 (inkremental): Vi
- Page 337 and 338:
LOMMEFRÆSNING (cyklus 4) 1 Værkt
- Page 339 and 340:
SLETFRÆSE EN LOMME (cyklus 212) 1
- Page 341 and 342:
SLETFRÆSNING AF TAP (cyklus 213) 1
- Page 343 and 344:
CIRKULÆR LOMME (cyklus 5) 1 Værkt
- Page 345 and 346:
SLETFRÆSNING AF CIRKULÆRLOMME (cy
- Page 347 and 348:
SLETFRÆSNING AF RUNDE TAPPE (cyklu
- Page 349 and 350:
NOTFRÆSNING (cyklus 3) Skrubbe 1 T
- Page 351 and 352:
NOT (langt hul) med pendlende indst
- Page 353 and 354:
Drejevinkel Q224 (absolut): Vinklen
- Page 355 and 356:
Med maskin-parameter 7441 bit 2 ind
- Page 357 and 358:
Eksempel: Fræsning af Lommer, tapp
- Page 359 and 360:
12 TOOL CALL 2 Z S5000 Værktøjs-k
- Page 361 and 362:
Cyklus 263 UNDERSÆNK.GEVINDFRÆSNI
- Page 363 and 364:
Vinkelskridt Q247 (inkremental): Vi
- Page 365 and 366:
Startpunkt 1. akse Q225 (absolut):
- Page 367 and 368:
7 CYCL DEF 220 MØNSTER CIRKEL Cykl
- Page 369 and 370:
Målangivelserne for bearbejdninger
- Page 371 and 372:
TNC'en beregner skæringspunkterne
- Page 373 and 374:
KONTUR-DATA (cyklus 20) I cyklus 20
- Page 375 and 376:
SKRUBNING (cyklus 22) 1 TNC´en pos
- Page 377 and 378:
SLETFRÆSNING AF SIDE (cyklus 24) T
- Page 379 and 380:
Fræsedybde Q1 (inkremental): Afsta
- Page 381 and 382:
Pas på før programmeringen Hukomm
- Page 383 and 384:
Fræsedybde Q1 (inkremental): Afsta
- Page 385 and 386:
10 CYCL DEF 22.0 RØMME Cyklus-defi
- Page 387 and 388:
10 CYCL DEF 21.0 FORBORING Cyklus-d
- Page 389 and 390:
Eksempel: Kontur-kæde 0 BEGIN PGM
- Page 391 and 392:
Eksempel: cylinder-flade med cyklus
- Page 393 and 394:
Eksempel: cylinder-flade med cyklus
- Page 395 and 396:
8.7 SL-cykler med konturformel Grun
- Page 397 and 398:
Indlæse konturformel Med softkeys
- Page 399 and 400:
„Differens“-flader Flade A skal
- Page 401 and 402:
Q11=100 ;TILSP. DYBDEFR. Q12=350 ;T
- Page 403 and 404:
8.8 Cykler for planfræsning Oversi
- Page 405 and 406:
PLANFRÆSNING (cyklus 230) 1 TNC´e
- Page 407 and 408:
SKRÅFLADE (cyklus 231) 1 TNC´en p
- Page 409 and 410:
4. Punkt 1. akse Q234 (absolut): Ko
- Page 411 and 412:
7 L X+-25 Y+0 R0 FMAX M3 Forpositio
- Page 413 and 414:
NULPUNKT-forskydning (cyklus 7) Med
- Page 415 and 416:
Tilbagestilling Fra nulpunkt-tabel
- Page 417 and 418:
Konfigurering af nulpunkt-tabel På
- Page 419 and 420:
SPEJLING (cyklus 8) TNC'en kan udf
- Page 421 and 422:
DREJNING (cyklus 10) Indenfor et pr
- Page 423 and 424:
AKSESP. DIM.FAKTOR. (cyklus 26) Pas
- Page 425 and 426:
Hvis De har sat funktion TRANSFORME
- Page 427 and 428:
Positions-visning i et transformere
- Page 429 and 430:
5 Henføringspunkt-fastlæggelse M
- Page 431 and 432:
20 L Z+250 R0 FMAX M2 Værktøj fri
- Page 433 and 434:
PROGRAM-KALD (cyklus 12) De kan lig
- Page 435 and 436:
TOLERANCE (cyklus 32, software-opti
- Page 437 and 438:
Programmering: Specialfunktioner 9
- Page 439 and 440:
For at tydeliggøre forskelle melle
- Page 441 and 442:
Tilbagestille PLANE-funktion Vælg
- Page 443 and 444:
Indlæseparameter Anvendte forkorte
- Page 445 and 446:
Indlæseparametre Anvendte forkorte
- Page 447 and 448:
Indlæseparametre NC-blok Drejev.
- Page 449 and 450:
Indlæseparametre NC-blok X-kompon
- Page 451 and 452:
Indlæseparametre NC-blok X-koordi
- Page 453 and 454:
Indlæseparametre Inkremental vink
- Page 455 and 456:
Automatisk indsvingning: MOVE/STAY
- Page 457 and 458:
Valg af alternative sving-mulighede
- Page 459 and 460:
9.9 Dykfræsning i det transformere
- Page 461 and 462:
10 Programmering: Underprogrammer o
- Page 463 and 464:
10.2 Underprogrammer Arbejdsmåde 1
- Page 465 and 466:
10.4 Vilkårligt program som underp
- Page 467 and 468:
10.5 Sammenkædninger Sammenkædnin
- Page 469 and 470:
Underprogram gentagelse NC-blok eks
- Page 471 and 472:
8 LBL 1 Mærke for programdel-genta
- Page 473 and 474:
7 L X+15 Y+10 R0 FMAX M3 Kør til s
- Page 475:
10 L Z+250 R0 FMAX M6 Værktøjs-sk
- Page 478 and 479:
11.1 Princip og funktionsoversigt 1
- Page 480 and 481:
11.2 Delefamilien - Q-parametre ist
- Page 482 and 483:
11.3 Konturer beskrevet med matemat
- Page 484 and 485:
11.4 Vinkelfunktioner (Trigonometri
- Page 486 and 487:
11.6 Betingede spring med Q-paramet
- Page 488 and 489:
11.7 Kontrollere og ændre Q-parame
- Page 490 and 491:
11.8 Øvrige funktioner FN14: ERROR
- Page 492 and 493:
11.8 Øvrige funktioner FN15:PRINT:
- Page 494 and 495:
11.8 Øvrige funktioner For at kunn
- Page 496 and 497:
11.8 Øvrige funktioner FN18: SYS-D
- Page 498 and 499:
11.8 Øvrige funktioner Gruppe-navn
- Page 500 and 501:
11.8 Øvrige funktioner Gruppe-navn
- Page 502 and 503:
11.8 Øvrige funktioner Med funktio
- Page 504 and 505:
11.8 Øvrige funktioner FN25: PRESE
- Page 506 and 507:
11.8 Øvrige funktioner FN28: TABRE
- Page 508 and 509:
11.9 Indlæse formel direkte Forbin
- Page 510 and 511:
11.9 Indlæse formel direkte Indlæ
- Page 512 and 513:
11.10 Forbelagte Q-parametre M-funk
- Page 514 and 515:
11.10 Forbelagte Q-parametre Måler
- Page 516 and 517:
11.11 Programmerings-eksempler Ekse
- Page 518 and 519:
11.11 Programmerings-eksempler Ekse
- Page 520 and 521:
11.11 Programmerings-eksempler Ekse
- Page 522 and 523:
11.11 Programmerings-eksempler 40 L
- Page 524 and 525:
12.1 Grafik 12.1 Grafik Anvendelse
- Page 526 and 527:
12.1 Grafik Fremstilling i 3 planer
- Page 528 and 529:
12.1 Grafik Udsnits-forstørrelse U
- Page 530 and 531:
12.1 Grafik Fremskaffelse af bearbe
- Page 532 and 533:
12.3 Program-test 12.3 Program-test
- Page 534 and 535:
12.4 Programafvikling 12.4 Programa
- Page 536 and 537:
12.4 Programafvikling Kørsel med m
- Page 538 and 539:
12.4 Programafvikling Vilkårlig in
- Page 540 and 541:
12.5 Automatisk programstart 12.5 A
- Page 542 and 543:
12.7 Valgfrit programmerings-stop 1
- Page 544 and 545:
13.1 Valg af MOD-funktioner 13.1 Va
- Page 546 and 547:
13.2 Software- og options-numre 13.
- Page 548 and 549:
13.4 Indretning af datainterface 13
- Page 550 and 551:
13.4 Indretning af datainterface So
- Page 552 and 553:
13.5 Ethernet-interface 13.5 Ethern
- Page 554 and 555:
13.5 Ethernet-interface Indstilling
- Page 556 and 557:
13.5 Ethernet-interface Apparatspec
- Page 558 and 559:
13.5 Ethernet-interface Kontrollere
- Page 560 and 561:
13.6 Konfigurere PGM MGT Ændre ind
- Page 562 and 563:
13.8 Fremstille et råemne i arbejd
- Page 564 and 565:
13.9 Vælg positions-visning 13.9 V
- Page 566 and 567:
13.11 Vælg programmeringssprog for
- Page 568 and 569:
13.13 Indlæsning af kørselsområd
- Page 570 and 571:
13.14 Vise HJÆLPE-filer 13.14 Vise
- Page 572 and 573:
13.16 Teleservice 13.16 Teleservice
- Page 575 and 576:
14 Tabeller og oversigter
- Page 577 and 578:
Ekstern dataoverførsel TNC-interfa
- Page 579 and 580:
3D-tastsystemer Maximal tilladelig
- Page 581 and 582:
TNC-displays, TNC-editor Cyklus 17,
- Page 583 and 584:
TNC-displays, TNC-editor Konfigurer
- Page 585 and 586:
TNC-displays, TNC-editor Konfigurer
- Page 587 and 588:
TNC-displays, TNC-editor Grafisk si
- Page 589 and 590:
Bearbejdning og programafvikling Fe
- Page 591 and 592:
Fremmed udstyr Stikforbindelserne p
- Page 593 and 594:
14.3 Tekniske informationer Symbolf
- Page 595 and 596:
Bruger-funktioner Test-grafik Frems
- Page 597 and 598:
Software-option 1 Rundbord-bearbejd
- Page 599:
14.4 Skifte buffer-batterier Når s
- Page 602 and 603:
15.1 Introduktion 15.1 Introduktion
- Page 604 and 605:
15.2 Start iTNC 530-anvendelsen 15.
- Page 606 and 607:
15.3 Udkoble iTNC 530 15.3 Udkoble
- Page 608 and 609:
15.3 Udkoble iTNC 530 Afslutning af
- Page 610 and 611:
15.4 Netværk-indstillinger Adgangs
- Page 612 and 613:
15.5 Detaljer ved fil-styringen Dat
- Page 614 and 615:
Index F Fil-styring Afhængige file
- Page 616 and 617:
Index Q Q-Paramete-Programmering Vi
- Page 619 and 620:
Oversigtstabeller: Cykler Cyklusnum
- Page 621 and 622:
Cyklusnummer Cyklus-betegnelse DEFa
- Page 623 and 624:
M Virkning Virkung på blok - Start