- Page 1 and 2:
Bruger-håndbog MANUALplus 4110 NC-
- Page 3:
Indhold Introduktion og grundlag 1
- Page 6 and 7:
6 2 Anvisninger for betjening 31 2.
- Page 8 and 9:
8 3.9 Grafisk simulering ..... 68 B
- Page 10 and 11:
10 4.6 Gevind- og frigangscykler ..
- Page 12 and 13:
6 DIN-programmering 277 12 6.1 DIN-
- Page 14 and 15:
14 6.16 Frigangscykler ..... 344 Fr
- Page 16 and 17:
7 Driftsart Værktøjsstyring 411 1
- Page 19 and 20:
Introduktion og grundlag
- Page 21 and 22:
1.2 Præstationer Funktionerne i MA
- Page 23 and 24:
Dataindlæsetastatur Symbol Menu Ka
- Page 25 and 26:
1.4 Aksebetegnelser og koordinatsys
- Page 27 and 28:
1.5 Maskinhenføringspunkter Maskin
- Page 29:
Fræserradiuskompensation (FRK) Ved
- Page 32 and 33:
2.1 Manualplus billedskærm 2.1 Man
- Page 34 and 35:
2.2 Betjening, dataindlæsning Data
- Page 36 and 37:
2.3 Fejlmeldinger 2.3 Fejlmeldinger
- Page 38 and 39:
2.3 Fejlmeldinger Advarsler under s
- Page 41 and 42:
Maskin-driftsarter 41 3 Maskin-drif
- Page 43 and 44:
3.2 Ind- og udkobling Indkobling MA
- Page 45 and 46:
Udkobling Udkobling Den reglementer
- Page 47 and 48:
Værktøjs-kald T er kendebogstavet
- Page 49 and 50:
Spindel "S" er kendebogstavet for s
- Page 51 and 52:
Fastlægge beskyttelseszone MANUALp
- Page 53 and 54:
Fastlæg C-akseværdier De kan inds
- Page 55 and 56:
Der findes forskellige måder, til
- Page 57 and 58:
Fremskaffe værktøjsmål med en m
- Page 59 and 60:
Værktøjsbrugstidsovervågning MAN
- Page 61 and 62:
Cykler i manuel drift Indstille sp
- Page 63 and 64:
3.8 Funktion "programafvikling“ I
- Page 65 and 66:
Korrekturer under programudførelse
- Page 67 and 68:
Programafvikling i "Dry Run Modus
- Page 69 and 70:
Bevægelses-simulering fremstiller
- Page 71 and 72:
Fremstillingselementer Under simule
- Page 73 and 74:
Forstørre/formindske Ved cykluspro
- Page 75 and 76:
3.11 Programstyring MANUALplus skel
- Page 77 and 78:
3.12 DIN-konvertering Som "DIN-konv
- Page 79 and 80:
Cyklusprogrammering HEIDENHAIN MANU
- Page 81 and 82:
Hjælpebilleder Hjælpebilleder for
- Page 83 and 84:
Cyklusmenu Hovedmenuen viser cyklus
- Page 85 and 86:
4.2 Råemnecykler Råemnecykler bes
- Page 87 and 88:
ICP-råemnekontur Vælg "definere r
- Page 89 and 90:
Ilgang positionering Vælg "enkelts
- Page 91 and 92:
Lineærbearbejdning - på langs Væ
- Page 93 and 94:
Lineærbearbejdning med vinkel Væl
- Page 95 and 96:
Fase Vælg "enkeltsnit“. Vælg "f
- Page 97 and 98:
M-funktion Maskinkommandoer (M-funk
- Page 99 and 100:
Værktøjsposition Vær opmærksom
- Page 101 and 102:
Afspåning på langs/plan Vælg "af
- Page 103 and 104:
Afspåning på langs/plan - udvidet
- Page 105 and 106:
Afspåner sletter på langs/plan V
- Page 107 and 108:
Afspåne slette på langs/plan - ud
- Page 109 and 110:
Afspåning med indstikning på lang
- Page 111 and 112:
Indstikning på langs/plan - udvide
- Page 113 and 114:
Indstikke slette på langs/plan Væ
- Page 115 and 116:
Indstikning slette på langs/plan -
- Page 117 and 118:
ICP-konturparallel på langs/plan V
- Page 119 and 120:
ICP-konturparallel sletning på lan
- Page 121 and 122:
ICP-afspåning på langs/plan Vælg
- Page 123 and 124:
ICP-sletning på langs eller plan V
- Page 125 and 126:
Eksempler afspåningscykler Skrubbe
- Page 127 and 128:
Skrubning ved anvendelse af cyklus
- Page 129 and 130:
4.5 Stikcykler Gruppen stikcykler i
- Page 131 and 132:
Indstikning radial/aksial Vælg "st
- Page 133 and 134:
Indstikning radial/aksial - udvidet
- Page 135 and 136:
Indstikning radial/aksial slette V
- Page 137 and 138:
Indstikning radial/aksial slette -
- Page 139 and 140:
ICP-indstikcykler Vælg "stikcykler
- Page 141 and 142:
ICP-indstikning slette radial/axial
- Page 143 and 144:
Stikdrejning Stikdrejecyklerne afsp
- Page 145 and 146:
Cyklusudførelse 1 udregner snitopd
- Page 147 and 148:
Med følgende valgfri parametre def
- Page 149 and 150:
Cyklusudførelse 1 fremrykker fra "
- Page 151 and 152:
Med følgende valgfri parametre def
- Page 153 and 154:
Cyklusudførelse 1 udregner snitopd
- Page 155 and 156:
Cyklusudførelse 1 fremrykker ud fr
- Page 157 and 158:
Frigang form K Vælg "stikcykler“
- Page 159 and 160:
Afstikning Vælg "stikcykler“ Væ
- Page 161 and 162:
Indstikning indvendig Bearbejdninge
- Page 163 and 164:
Fremrykvinkel (flankevinkel) Ved no
- Page 165 and 166:
Gevindcyklus (på langs) Vælg "gev
- Page 167 and 168:
Cyklusudførelse 1 udregner snitopd
- Page 169 and 170:
Parameterkombinationer for keglevin
- Page 171 and 172:
Cyklusudførelse 1 udregner snitopd
- Page 173 and 174:
Cyklusudførelse 1 Stil gevindværk
- Page 175 and 176:
Cyklusudførelse 1 Stil gevindværk
- Page 177 and 178:
Cyklusudførelse 1 Stil gevindværk
- Page 179 and 180:
Cyklusudførelse 1 Stil gevindværk
- Page 181 and 182:
Parametre som De angiver, bliver ub
- Page 183 and 184:
Cyklusudførelse 1 fremrykker fra "
- Page 185 and 186:
Cyklusudførelse 1 fremrykker ud fr
- Page 187 and 188:
2. skridt: "Gevindcyklus (på langs
- Page 189 and 190:
2. skridt: "Gevindcyklus (på langs
- Page 191 and 192:
Boring radial/axial Vælg "boring
- Page 193 and 194:
Dybhulboring aksial/radial Vælg "b
- Page 195 and 196:
Gevindboring aksial/radial Vælg "b
- Page 197 and 198:
Gevindfræsning aksial Vælg "borin
- Page 199 and 200:
Eksempler borecykler Centrisk borin
- Page 201 and 202:
4.8 Fræsecykler Fræsecykler for a
- Page 203 and 204:
Not aksial Vælg "fræse“ Vælg "
- Page 205 and 206:
Cyklusparameter (første indlæsevi
- Page 207 and 208:
Cyklusudførelse 1 indkobler C-akse
- Page 209 and 210:
Cyklusparameter (første indlæsevi
- Page 211 and 212:
Endefladefræsning Vælg "fræse“
- Page 213 and 214:
Cyklusparameter (andet indlæsevind
- Page 215 and 216:
Not radial Vælg "fræse“ Vælg "
- Page 217 and 218:
Cyklusparameter (første indlæsevi
- Page 219 and 220:
Cyklusudførelse 1 indkobler C-akse
- Page 221 and 222:
Cyklusparameter (første indlæsevi
- Page 223 and 224:
Fræse spiralnot radial Vælg "fræ
- Page 225 and 226:
Fræseomløbsretning ved konturfræ
- Page 227 and 228:
4.9 Bore- og fræsemønstre Anvisni
- Page 229 and 230:
Cyklusparameter X, Z startpunkt C
- Page 231 and 232:
Cyklusparameter X, Z startpunkt C
- Page 233 and 234:
Cyklusparameter X, Z startpunkt C
- Page 235 and 236:
Cyklusparameter X, Z startpunkt C
- Page 237 and 238:
Cirkulært boremønster på endefla
- Page 239:
4.10 DIN-cykler „Vælg "DIN-cyklu
- Page 242 and 243:
5.1 ICP-konturer 5.1 ICP-konturer D
- Page 244 and 245:
5.2 Editering af ICP-konturer Frems
- Page 246 and 247:
5.2 Editering af ICP-konturer Kontu
- Page 248 and 249:
5.2 Editering af ICP-konturer Løsn
- Page 250 and 251:
5.3 Importere DXF-konturer 5.3 Impo
- Page 252 and 253:
5.3 Importere DXF-konturer Konfigur
- Page 254 and 255:
5.4 ICP-ændringsprogrammering 5.4
- Page 256 and 257:
5.4 ICP-ændringsprogrammering Fors
- Page 258 and 259:
5.4 ICP-ændringsprogrammering "Spa
- Page 260 and 261:
5.5 ICP-konturelementer drejekontur
- Page 262 and 263:
5.5 ICP-konturelementer drejekontur
- Page 264 and 265:
5.5 ICP-konturelementer drejekontur
- Page 266 and 267:
5.5 ICP-konturelementer drejekontur
- Page 268 and 269:
5.6 ICP-konturelementer endeflade 5
- Page 270 and 271: 5.6 ICP-konturelementer endeflade B
- Page 272 and 273: 5.7 ICP-konturelementer cylinderfla
- Page 274 and 275: 5.7 ICP-konturelementer cylinderfla
- Page 277 and 278: DIN-programmering HEIDENHAIN MANUAL
- Page 279 and 280: Program- og blokopbygning Programop
- Page 281 and 282: 6.2 Editering af DIN-programmer Ind
- Page 283 and 284: Ord-funktioner Funktionerne (slette
- Page 285 and 286: Blok-funktioner De markerer flere p
- Page 287 and 288: Programmere G-funktion Programmere
- Page 289 and 290: Råemnekontur G21 G21 beskriver ops
- Page 291 and 292: Værktøjsvekselpunkt G14 Slæden k
- Page 293 and 294: Cirkulærbevægelse G2, G3 - inkrem
- Page 295 and 296: Cirkulærbevægelse G12, G13 - abso
- Page 297 and 298: 6.6 Tilspænding, omdr.tal Omdr.tal
- Page 299 and 300: Konstant snithastighed G96/G196 G96
- Page 301 and 302: G40: SRK, FRK udkoble SRK/FRK er v
- Page 303 and 304: Additiv korrektur G149 MANUALplus s
- Page 305 and 306: 6.9 Nulpunkt-forskydninger Nulpunkt
- Page 307 and 308: Nulpunkt-forskydning absolut G59 G5
- Page 309 and 310: Sletspån konturparallel (ækvidist
- Page 311 and 312: Konturskrubning på langs G817/G818
- Page 313 and 314: Konturskrubning på langs med indst
- Page 315 and 316: Anvisninger for cyklusudførelse:
- Page 317 and 318: Konturparallel-skrubning G836 G836
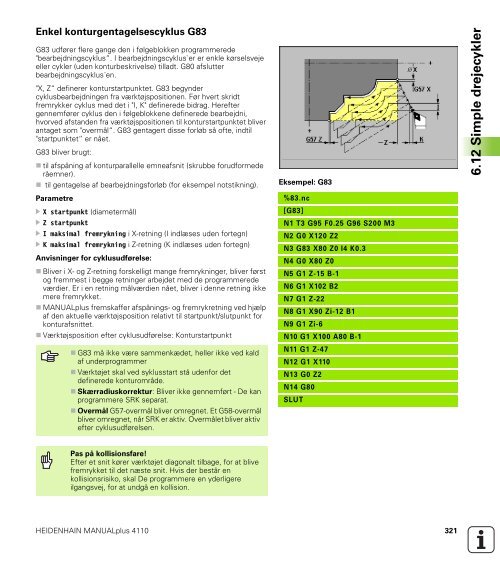
- Page 319: 6.12 Simple drejecykler Skrubning p
- Page 323 and 324: Strækning med fase G88 G88 generer
- Page 325 and 326: Anvisninger for cyklusudførelse:
- Page 327 and 328: Anvisninger for cyklusudførelse:
- Page 329 and 330: Stiksletning aksial G867/radial G86
- Page 331 and 332: 6.14 Stikdrejecykler Arbejdsmåde v
- Page 333 and 334: Stikdrejecyklus på langs G815/plan
- Page 335 and 336: 6.15 Gevindcykler Universalgevindcy
- Page 337 and 338: Simpel gevindcyklus G32 G32 fremsti
- Page 339 and 340: Metrisk ISO-gevind G35 G35 fremstil
- Page 341 and 342: Udvidet, flerløbede længdegevind
- Page 343 and 344: Keglegevind G353 G353 fremstiller
- Page 345 and 346: Frigangscyklus G85 G85 fremstiller
- Page 347 and 348: Frigang DIN 509 E med cylinderbearb
- Page 349 and 350: Frigang DIN 76 E med cylinderbearbe
- Page 351 and 352: Frigang form H G857 G857 fremstille
- Page 353 and 354: 6.17 Afstikkecyklus Afstikkecyklus
- Page 355 and 356: Dybhulborecyklus G74 G74 fremstille
- Page 357 and 358: Gevindboring G36 G36 skærer aksial
- Page 359 and 360: 6.19 C-akse-kommandoer Nulpunkt-for
- Page 361 and 362: Linear Stirnfläche G101 Geometriko
- Page 363 and 364: Lineær not endeflade G791 G791 fr
- Page 365 and 366: Q cyklustype (default: 0): Betydnin
- Page 367 and 368: J fræseretning: Har definereret ve
- Page 369 and 370: Figurdefinition firkant endeflade G
- Page 371 and 372:
6.21 Cylinderfladebearbejdning Refe
- Page 373 and 374:
Lineær cylinderflade G111 Geometri
- Page 375 and 376:
De definerer slutpunkt/midtpunkt en
- Page 377 and 378:
Kontur- og figurfræsecyklus cylind
- Page 379 and 380:
Spiralnot fræsning G798 G798 fræs
- Page 381 and 382:
Figurdefinition firkant cylinderfla
- Page 383 and 384:
6.22 Mønsterbearbejdning Mønster
- Page 385 and 386:
Mønster cirkulært endeflade G745
- Page 387 and 388:
Mønster lineær cylinder G744 G744
- Page 389 and 390:
Mønster cirkulær cylinder G746 G7
- Page 391 and 392:
6.23 Specielle G-funktioner Dvælet
- Page 393 and 394:
6.25 Dataindlæsning, dataudlæsnin
- Page 395 and 396:
PRINT PRINT (udlæse informationer)
- Page 397 and 398:
#-Variable MANUALplus skelner melle
- Page 399 and 400:
V-variable Die MANUALplus skelner p
- Page 401 and 402:
6.27 Programforgrening, programgent
- Page 403 and 404:
6.28 Variable som adresseparameter
- Page 405 and 406:
De kan anlægge NC-blokke, i hvilke
- Page 407 and 408:
De kan medgive et underprogram indt
- Page 409:
Maskinkommandoer Virkningen af mask
- Page 412 and 413:
7.1 Driftsart værktøjsstyring 7.1
- Page 414 and 415:
7.2 Værktøjsorganisation 7.2 Vær
- Page 416 and 417:
7.3 Værktøjstekster 7.3 Værktøj
- Page 418 and 419:
7.4 Værktøjsdata 7.4 Værktøjsda
- Page 420 and 421:
7.4 Værktøjsdata Neutrale værkt
- Page 422 and 423:
7.4 Værktøjsdata Gevindværktøje
- Page 424 and 425:
7.4 Værktøjsdata Gevindboreværkt
- Page 426 and 427:
7.5 Værktøjsdata - øvrige parame
- Page 429 and 430:
Driftsart organisation
- Page 431 and 432:
8.2 Parametre Parametre, som er af
- Page 433 and 434:
Aktuelle parametre Omdr.tal [2] For
- Page 435 and 436:
Konfigurerings-parametre Menupunkte
- Page 437 and 438:
Maskin-parametre (MP) Værktøjs-op
- Page 439 and 440:
Styrings-parametre (SP) Simulering:
- Page 441 and 442:
8.3 Transfer "Transfer“ bliver in
- Page 443 and 444:
Adgangsstyring for netværk Kommuni
- Page 445 and 446:
Indstillinger i funktion "seriel“
- Page 447 and 448:
Valg af programgruppen Tryk program
- Page 449 and 450:
Programoverførsel (funktion seriel
- Page 451 and 452:
Parameteroverførsel Tryk parameter
- Page 453 and 454:
8.4 Service og diagnose Efter valg
- Page 455:
System service I "system-service“
- Page 458 and 459:
9.1 Arbejde med MANUALplus 9.1 Arbe
- Page 460 and 461:
9.1 Arbejde med MANUALplus Vælge c
- Page 462 and 463:
9.1 Arbejde med MANUALplus Anden sk
- Page 464 and 465:
9.1 Arbejde med MANUALplus Fremstil
- Page 466 and 467:
9.1 Arbejde med MANUALplus Tredie s
- Page 468 and 469:
9.1 Arbejde med MANUALplus Programl
- Page 470 and 471:
9.2 ICP-eksempel "Gevindtappe" 9.2
- Page 472 and 473:
9.2 ICP-eksempel "Gevindtappe" Kont
- Page 474 and 475:
9.2 ICP-eksempel "Gevindtappe" Kont
- Page 476 and 477:
9.2 ICP-eksempel "Gevindtappe" Kont
- Page 478 and 479:
9.2 ICP-eksempel "Gevindtappe" Kont
- Page 480 and 481:
9.2 ICP-eksempel "Gevindtappe" Kont
- Page 482 and 483:
9.2 ICP-eksempel "Gevindtappe" Kont
- Page 484 and 485:
9.3 ICP-eksempel "matrice" ICP-afsp
- Page 486 and 487:
9.3 ICP-eksempel "matrice" Konturel
- Page 488 and 489:
9.3 ICP-eksempel "matrice" Konturel
- Page 490 and 491:
9.3 ICP-eksempel "matrice" Afrundin
- Page 492 and 493:
9.3 ICP-eksempel "matrice" Indlæsn
- Page 494 and 495:
9.3 ICP-eksempel "matrice" Cykluspr
- Page 496 and 497:
9.4 ICP-eksempel "stikcyklus" ICP-s
- Page 498 and 499:
9.4 ICP-eksempel "stikcyklus" Kontu
- Page 500 and 501:
9.4 ICP-eksempel "stikcyklus" Kontu
- Page 502 and 503:
9.4 ICP-eksempel "stikcyklus" Kontu
- Page 504 and 505:
9.4 ICP-eksempel "stikcyklus" Afrun
- Page 506 and 507:
9.4 ICP-eksempel "stikcyklus" Kontr
- Page 508 and 509:
9.5 ICP-eksempel "Fræse" Fræsecyk
- Page 510 and 511:
9.5 ICP-eksempel "Fræse" Konturele
- Page 512 and 513:
9.5 ICP-eksempel "Fræse" Konturele
- Page 514 and 515:
9.5 ICP-eksempel "Fræse" Fræsecyk
- Page 516 and 517:
9.6 Eksempel DIN-programmering "gev
- Page 518 and 519:
9.6 Eksempel DIN-programmering "gev
- Page 520 and 521:
9.7 Eksempel DIN-programmering "Fr
- Page 523 and 524:
Tabeller og oversigter HEIDENHAIN M
- Page 525 and 526:
10.2 Frigangsparameter DIN 76 - Fri
- Page 527 and 528:
DIN 509 E, DIN 509 F - Frigangspara
- Page 529 and 530:
Bruger-funktioner Driftsart manual
- Page 531 and 532:
Tilbehør Elektroniske håndhjul F
- Page 533 and 534:
Index Symbols "Spalte" kontur (ICP)
- Page 535 and 536:
E Editere adresseparameter ... 283
- Page 537 and 538:
G21 råemnekontur ... 289 G25 friga
- Page 539 and 540:
Konturbeskrivelse (DIN-programmerin
- Page 541 and 542:
Referencekørsel ... 43 Referencepu
- Page 543 and 544:
Oversigt over G-funktioner Råemne-
- Page 545:
Endefladebearbejdning Side G100 Ilg
- Page 548 and 549:
Stikcykler Side Frigang H 156 Friga
- Page 550:
DR. JOHANNES HEIDENHAIN GmbH Dr.-Jo