som pdf-fil
som pdf-fil
som pdf-fil

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Savværksværktøjer<br />
Savværksværktøjer<br />
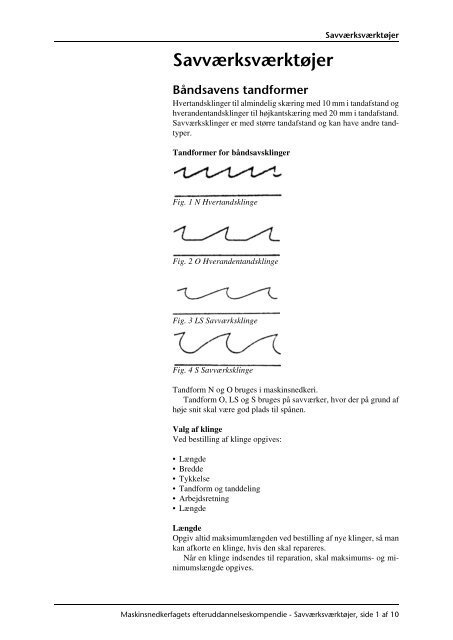
Båndsavens tandformer<br />
Hvertandsklinger til almindelig skæring med 10 mm i tandafstand og<br />
hverandentandsklinger til højkantskæring med 20 mm i tandafstand.<br />
Savværksklinger er med større tandafstand og kan have andre tandtyper.<br />
Tandformer for båndsavsklinger<br />
Fig. 1 N Hvertandsklinge<br />
Fig. 2 O Hverandentandsklinge<br />
Fig. 3 LS Savværksklinge<br />
Fig. 4 S Savværksklinge<br />
Tandform N og O bruges i maskinsnedkeri.<br />
Tandform O, LS og S bruges på savværker, hvor der på grund af<br />
høje snit skal være god plads til spånen.<br />
Valg af klinge<br />
Ved bestilling af klinge opgives:<br />
Længde<br />
Bredde<br />
Tykkelse<br />
Tandform og tanddeling<br />
Arbejdsretning<br />
Længde<br />
Længde<br />
Opgiv altid maksimumlængden ved bestilling af nye klinger, så man<br />
kan afkorte en klinge, hvis den skal repareres.<br />
Når en klinge indsendes til reparation, skal maksimums- og minimumslængde<br />
opgives.<br />
Maskinsnedkerfagets efteruddannelseskompendie - Savværksværktøjer, side 1 af 10
Fig. 5 LS til grove dimensioner,<br />
deling 30 mm og derover<br />
Fig. 6 Til skæring af frisk, frosset<br />
træ anbefales SB-tanding.<br />
Fig. 7 Spånvinkel<br />
Savværksværktøjer<br />
Bredde<br />
Klingens bredde bestemmes af maskinen. Størst mulige bredde = løbehjulets<br />
bredde + tanddybden + 5 mm.<br />
En godt vedligeholdt båndsavsklinge kan bruges, indtil der resterer<br />
35% af udgangsmaterialet.<br />
Tykkelse<br />
Klingetykkelsen bestemmes af løbehjulets diameter.<br />
For klingetykkelser under 1,47 mm skal tykkelsen være højst<br />
1/1000 af løbehjulets diameter. For tykkere klinger ikke over 1/1200<br />
af løbehjulets diameter.<br />
Tandform - tanddeling<br />
Til brede båndsave anbefales tandform LS med en tanddybde på ca.<br />
30% af delingen. LS passer til alle træsorter og grove dimensioner -<br />
tanddeling 30 mm og større.<br />
Til mindre dimensioner fremkommer også tandform S, 20 og 25 mm<br />
deling.<br />
Den hindrer sammenklumpning og fastfrysning af spåner. Spånerne<br />
knækkes, og spånafgangen lettes.<br />
Det er en tommelfingerregel, at tanddybden skal være ca. 10 ×<br />
tykkelsen.<br />
For at få lang levetid på klingen skal alle tandbunde være pænt<br />
rundede.<br />
Man vælger tanddeling efter hvilke trædimensioner, man skal<br />
skære.<br />
Mindst to tænder skal samtidig være i indgreb i træet, ellers vibrerer<br />
klingen. Går man fra udlagte til stukkede tænder, øges delingen<br />
med ca. 40%.<br />
Spånvinkel<br />
Spånvinklen vælges således, at fremføringskraften bliver lille. Til<br />
løse træsorter og stor spånafgang anbefales 25-30. Til hårde træsorter<br />
skal man have 20-25 på stukkede klinger - og en noget mindre<br />
spånvinkel på udlagte klinger.<br />
Maskinsnedkerfagets efteruddannelseskompendie - Savværksværktøjer, side 2 af 10
Fig. 8 Lille tandbundsradius<br />
Fig. 9 Stor tandbundsradius<br />
Fig. 10 Uddeholms tandform<br />
Savværksværktøjer<br />
Klingens levetid<br />
En båndsavsklinges levetid begrænses bl.a. af de revner i tandbundene,<br />
<strong>som</strong> kan opnås ved klingetræthed.<br />
For at undgå farlige spændingskoncentrationer er det vigtigt at<br />
have en stor tandbundsradius.<br />
Skærehastigheden bestemmes af løbehjulenes diameter og omdrejningstal.<br />
Normal skærehastighed er 30 m/sek.<br />
En højere skærehastighed giver et godt snit eller en højere fremføringshastighed,<br />
men mindsker klingens levetid.<br />
Fremføringshastigheden ligger i Skandinavien omkring 50<br />
m/min.<br />
Tandformen på Uddeholms båndsavsklinger<br />
Ifølge Uddeholm dækker tre grundlæggende tandformer eller tandpro<strong>fil</strong>er<br />
de almene krav til savning af såvel friskt <strong>som</strong> lagret træ.<br />
Den hovedsagelige forskel mellem disse tandformer gælder spånrummet<br />
eller tandafstandene.<br />
De tre tandformer N, O og S<br />
Tandform N anvendes sædvanligvis på smalle båndsavsklinger, dvs.<br />
på klinger op til 50 mm bredde. Det er en stærk tand, ofte meget anvendelig<br />
til meget hårdt træ. Spånrummet er relativt lille, da tandafstanden<br />
er lille.<br />
Tandform O har tandafstande med plan bund og stort spånvolumen.<br />
Den bruges til blødt træ med grov eller fiberagtig struktur. Ifølge<br />
mange savbladsfabrikanter reduceres risikoen for tandbundsrevner<br />
med denne planbundede udførsel.<br />
Tandform S er sædvanligvis på brede båndsavsklinger, fortrinsvis<br />
med stukkede tænder. Gennem den konvekse tandryg reduceres bagkantsvinklen<br />
og tandafstanden (tanddelingen), hvilket er fordelagtigt<br />
for stabiliteten.<br />
Maskinsnedkerfagets efteruddannelseskompendie - Savværksværktøjer, side 3 af 10
Fig. 11 Tre grundlæggende<br />
tandformer til brede båndsavsblade<br />
ifølge SANDVIK<br />
Savværksværktøjer<br />
Tandformer på SANDVIK båndsavsklinger<br />
Også SANDVIK har lanceret tre grundlæggende tandformer og kalder<br />
dem S, LS og SB.<br />
De tre tandformer S, LS og SB gælder for brede båndsavsklinger. Til<br />
smalle båndsavsklinger har SANDVIK tandformen N.<br />
Tandform S er ikke så almindelig, men anvendes til spinkle trædimensioner.<br />
Tandafstanden t bør være 20 eller 25 mm.<br />
Tandform LS anvendes fortrinsvis til brede båndsavsklinger med<br />
en tandhøjde h = ca. 30% af afstanden t. Disse tænder egner sig til<br />
alle træsorter og grove dimensioner. Afstand = 30 mm og opefter.<br />
Tænderne LS får høj sidestabilitet, hvilket er nødvendigt for hårde<br />
træsorter.<br />
Tandform SB er en såkaldt spånbrydertand, <strong>som</strong> anvendes til savning<br />
af friskt, stift træ (frossentræ). Tandhøjden h = ca. 30% af afstand<br />
t.<br />
Tandform<br />
Savtændernes størrelse og form betyder meget for udfaldet af savningen.<br />
Hvilke faktorer man må tage hensyn til ved valget af tandform,<br />
fremgår af følgende opstilling:<br />
Træets beskaffenhed<br />
Hårdt, tørt og stift frossentræ kræver en stabil og kraftig tandform.<br />
Bløde træsorter og friskt træ tillader svagere tænder, <strong>som</strong> giver<br />
større spånrum.<br />
Savsnittets retning og fiberretningen i træet<br />
Afkortning giver større belastninger på tænderne end kløvning.<br />
Bladets skærehastighed<br />
Ved løse træsorter anvender man ofte høj skærehastighed og stor<br />
fremføring. Herved kræves stort spånrum.<br />
Fremføringshastighed<br />
Stor fremføring giver store belastninger på tænderne og kræver<br />
stabil tandform, <strong>som</strong> dog begrænses af kravet om øget spånrum.<br />
Stukkede tænder kan sædvanligvis arbejde med højere skærehastighed<br />
og større fremføring end udlagte.<br />
Klingens tykkelse<br />
Et tyndt savblad må i reglen have mere stabil tandform end et tykt.<br />
Maskinsnedkerfagets efteruddannelseskompendie - Savværksværktøjer, side 4 af 10
Fig. 12 Fejlsøgningsskema<br />
Savværksværktøjer<br />
Skæredybden pr. tand<br />
En forøgelse af skæredybden pr. tand, mens øvrige faktorer holdes<br />
konstante, indebærer, at spånrummet må være større. Samtidig<br />
øges skærekraften og belastningerne på klingen, hvilket der må<br />
kompenseres for gennem en fremføring.<br />
Vi har tidligere vist de tre tandformer S, LS og SB fra SANDVIK og<br />
de tre tandformer, N, O og S fra Uddeholm (UHB).<br />
Canada-tanden har spånbrydertænder, <strong>som</strong> er gunstige til savning<br />
i råt, stivfrossent træ. Disse tænder knækker spånerne og hindrer<br />
dem i at fryse fast ved ydervedens snitflade.<br />
Fejltyper Årsag<br />
Revner i tandbunden Al fejlagtig slibning og tandbundsudformning, der medfører øgede<br />
spændinger i tandbunden.<br />
Fejlagtig stukning, udlægning og/eller strækning, hvilket medfører<br />
øgede spændinger i tandbunden.<br />
For tyk klinge i forhold til løbehjulenes diameter.<br />
For hård klingestrækning i forhold til bomberingen (hvælvningen).<br />
Tandbunden for langt uden for hjulbane.<br />
Revner i liv og ryg For hårdt spændt i klingestyr.<br />
Glidning over løbehjulene.<br />
Belægning (harpiks, savspåner etc.) på klingen eller løbehjulene.<br />
For lille krumning i ryggen. Ryggen er blevet brændt og hærdet<br />
gennem kontakt med maskinstativ og fundament.<br />
Klingen løber stabilt, men for<br />
langt fremme trods mindre hældning<br />
Klingen løber stabilt, men for<br />
langt tilbage trods maksimal<br />
hældning<br />
Klingen løber ustabilt og flytter<br />
sig ved belastning<br />
Klingen løber stabilt, men skærer<br />
skævt<br />
Klingen flytter sig hurtigt frem<br />
og tilbage på hjulene<br />
Klingens bagkant er for lang.<br />
For stor spånvinkel.<br />
Fejlagtig hjulbane.<br />
Klingens tandkant for lang.<br />
For lille spånvinkel.<br />
Fejlagtig hjulbane.<br />
Ujævn eller for lille strækning i forhold til bomberingen (hvælvningen).<br />
Forkert spånvinkel. Hjulbanerne passer ikke indbyrdes.<br />
Klingen er rilleformet eller skråslebet eller har udlægnings-/stukkeafvigelser.<br />
Forkert indstilling eller dårlig vedligeholdelse af klingestyr.<br />
Dårlig retning, ujævn strækning eller slidte løbehjul.<br />
Maskinsnedkerfagets efteruddannelseskompendie - Savværksværktøjer, side 5 af 10
Fig. 13 Kontrol og retning af klingeryg<br />
Savværksværktøjer<br />
Retning<br />
Af visse hensyn skal klingeryggen være en anelse længere end tandkanten.<br />
Når klingen er lagt op på bænken, skal ryggen vise en let<br />
konveks bue over hele klingelængden.<br />
Ved kontrol med en lineal på 1500 mm skal ryggen på denne<br />
strækning vise en krumning eller såkaldt pilhøjde på 0,4 mm. Den<br />
lille krumning af klingen gør, at tandkanten får størst mulig spænding<br />
og heraf stivhed og stabilitet under skæringen.<br />
Hvis tandkanten ikke er tilstrækkelig spændt og urokkelig, vil<br />
klingen løbe skævt og forårsage ujævne dimensioner på det materiale,<br />
der er skåret.<br />
Efter hver omslibning bliver klingen smallere, og klingeryggen forskydes<br />
i tilsvarende grad mod løbehjulenes midterbane. Da disse er<br />
hvælvede og dermed højere mod midten, bliver også afstanden noget<br />
større mellem øverste hjuls højeste og nederste hjuls laveste punkt<br />
end samme hjuls forkanter.<br />
For at klingen ikke skal få sin største spænding i ryggen, må den<br />
altså forlænges i tilsvarende grad.<br />
Først kontrollerer man dog, om hele klingen er lige eller har samme<br />
jævne kurve. Dette gør man bedst med klingen placeret med tænderne<br />
mod retteren.<br />
Hvis ryggen på en vis strækning ikke når frem til linealen, mærkes<br />
denne strækning. Derpå anbringes klingen mellem valserne på<br />
valseværket således, at valserne presser nogle cm fra ryggen.<br />
Strækning<br />
Strækning af klingen, dvs. forlængelse af klingemidten gennem<br />
valsning, har til opgave at få klingen til under skæring ved normal<br />
friktion og opvarmning samt med fornuftig maskinspænding at slutte<br />
godt til om løbehjulets bane over hele sin bredde.<br />
Fig. 14 For lidt strækning Rigtig strækning<br />
Maskinsnedkerfagets efteruddannelseskompendie - Savværksværktøjer, side 6 af 10
Fig. 15 Stukningsforløb<br />
Savværksværktøjer<br />
Hjulbanerne er højere mod midten, og dette har til opgave at hindre<br />
klingen i at vandre frem og tilbage over disse.<br />
Har klingen ikke den midterforlængelse, <strong>som</strong> kræves, ligger den<br />
kun an mod løbehjulets højeste punkt og har stor mulighed for at<br />
løbe til siderne. Tandkanten får ingen stivhed, og klingen skærer<br />
skævt.<br />
Ved at tand- og rygkanterne er kortere end klingemidten, kan<br />
klingen ved god maskinspænding ikke passere over hjulbanernes højeste<br />
partier, efter<strong>som</strong> maskinspændingen råder over de kræfter, <strong>som</strong><br />
for det meste søger at presse klingen bagud på løbehjulet.<br />
En klinge, <strong>som</strong> længe har skåret normalt og ikke har været udsat<br />
for nogen større overbelastning, får <strong>som</strong> regel en jævn, men utilstrækkelig<br />
strækning. En sådan klinge skal valses forsigtigt i hele sin<br />
længde en eller flere gange på midterpartiet.<br />
Husk at kontrollere klingen efter hvert valsespor. Vær forsigtig<br />
ved samlingen og lad valserne passere med et mindre tryk.<br />
Stukning<br />
Stukning af tandspidserne sker med håndapparat eller maskine. Begge<br />
hjælpemidler er lige gode, men maskinen gør arbejdet mindre<br />
krævende, og den indtjener en hel del tid, da den arbejder automatisk,<br />
når den er indstillet.<br />
Ved stukningen presses materialet på tandens øverste forkant ind<br />
mod ryggen og op mod stukkestedet, hvorved det presses ud til siderne.<br />
Dette sker ved, at en specielt slebet stukkepind sættes mod<br />
forkanten på tanden.<br />
Pinden drejes ca. 1/3 omgang. Stukkeambolten skal ligge an helt<br />
ud mod tandspidsen. Før stukningen skal man smøre tandkanten<br />
med vokskridt.<br />
Ved helt ustukkede tænder bør man foretage stukningen i mindst<br />
2 omgange.<br />
I stukningsøjeblikket fastholdes tanden på det højeste punkt støttet<br />
af stukkeambolten, <strong>som</strong> skal ligge plan mod tandryggen fra spidsen<br />
og nedefter uden mellemrum.<br />
Maskinsnedkerfagets efteruddannelseskompendie - Savværksværktøjer, side 7 af 10