Vom Baumstamm bis zur fertigen Platte - Agepan
Vom Baumstamm bis zur fertigen Platte - Agepan
Vom Baumstamm bis zur fertigen Platte - Agepan

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
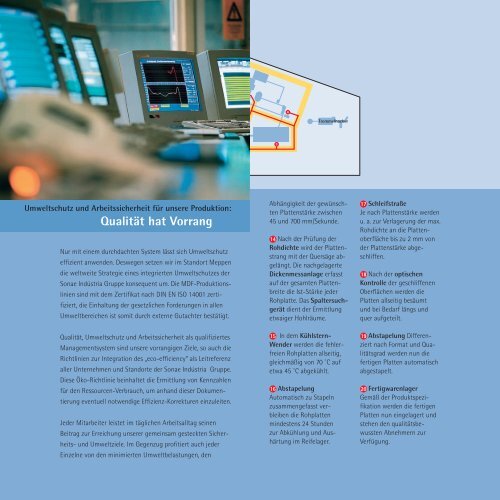
Umweltschutz und Arbeitssicherheit für unsere Produktion:<br />
Qualität hat Vorrang<br />
Nur mit einem durchdachten System lässt sich Umweltschutz<br />
effizient anwenden. Deswegen setzen wir im Standort Meppen<br />
die weltweite Strategie eines integrierten Umweltschutzes der<br />
Sonae Indústria Gruppe konsequent um. Die MDF-Produktionslinien<br />
sind mit dem Zertifikat nach DIN EN ISO 14001 zertifiziert,<br />
die Einhaltung der gesetzlichen Forderungen in allen<br />
Umweltbereichen ist somit durch externe Gutachter bestätigt.<br />
Qualität, Umweltschutz und Arbeitssicherheit als qualifiziertes<br />
Managementsystem sind unsere vorrangigen Ziele, so auch die<br />
Richtlinien <strong>zur</strong> Integration des „eco-efficiency“ als Leitreferenz<br />
aller Unternehmen und Standorte der Sonae Indústria Gruppe.<br />
Diese Öko-Richtlinie beinhaltet die Ermittlung von Kennzahlen<br />
für den Ressourcen-Verbrauch, um anhand dieser Dokumentierung<br />
eventuell notwendige Effizienz-Korrekturen einzuleiten.<br />
Jeder Mitarbeiter leistet im täglichen Arbeitsalltag seinen<br />
Beitrag <strong>zur</strong> Erreichung unserer gemeinsam gesteckten Sicherheits-<br />
und Umweltziele. Im Gegenzug profitiert auch jeder<br />
Einzelne von den minimierten Umweltbelastungen, den<br />
Trommelhacker<br />
Abhängigkeit der gewünschten<br />
<strong>Platte</strong>nstärke zwischen<br />
45 und 700 mm/Sekunde.<br />
14 Nach der Prüfung der<br />
Rohdichte wird der <strong>Platte</strong>nstrang<br />
mit der Quersäge ab -<br />
gelängt. Die nachgelagerte<br />
Dickenmessanlage erfasst<br />
auf der gesamten <strong>Platte</strong>nbreite<br />
die Ist-Stärke jeder<br />
Rohplatte. Das Spaltersuchgerät<br />
dient der Ermittlung<br />
etwaiger Hohlräume.<br />
15 In dem Kühlstern-<br />
Wender werden die fehlerfreien<br />
Rohplatten allseitig,<br />
gleichmäßig von 70 ˚C auf<br />
etwa 45 ˚C abgekühlt.<br />
16 Abstapelung<br />
Automatisch zu Stapeln<br />
zusammengefasst verbleiben<br />
die Rohplatten<br />
mindestens 24 Stunden<br />
<strong>zur</strong> Abkühlung und Aushärtung<br />
im Reifelager.<br />
17 Schleifstraße<br />
Je nach <strong>Platte</strong>nstärke werden<br />
u. a. <strong>zur</strong> Verlagerung der max.<br />
Rohdichte an die <strong>Platte</strong>noberfläche<br />
<strong>bis</strong> zu 2 mm von<br />
der <strong>Platte</strong>nstärke abgeschliffen.<br />
18 Nach der optischen<br />
Kontrolle der geschliffenen<br />
Oberflächen werden die<br />
<strong>Platte</strong>n allseitig besäumt<br />
und bei Bedarf längs und<br />
quer aufgeteilt.<br />
19 Abstapelung Differenziert<br />
nach Format und Qualitätsgrad<br />
werden nun die<br />
<strong>fertigen</strong> <strong>Platte</strong>n automatisch<br />
abgestapelt.<br />
20 Fertigwarenlager<br />
Gemäß der Produktspezifikation<br />
werden die <strong>fertigen</strong><br />
<strong>Platte</strong>n nun eingelagert und<br />
stehen den qualitätsbewussten<br />
Abnehmern <strong>zur</strong><br />
Verfügung.