

Spitzentechnik für Gewinde - Nabru
Spitzentechnik für Gewinde - Nabru
Spitzentechnik für Gewinde - Nabru

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
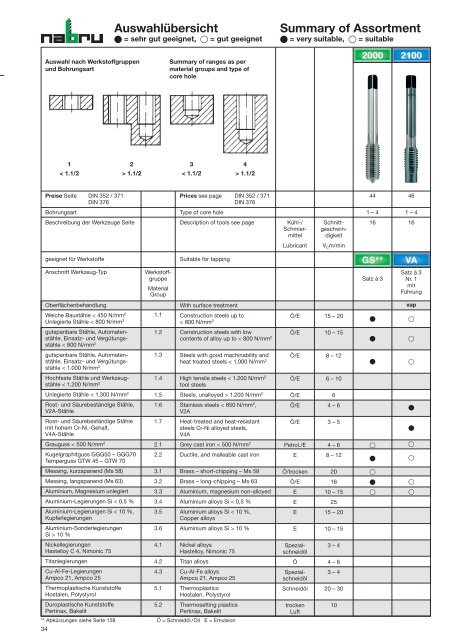
Auswahl nach Werkstoffgruppen<br />
und Bohrungsart<br />
34<br />
1<br />
< 1.1/2<br />
Preise Seite DIN 352 / 371<br />
DIN 376<br />
Bohrungsart<br />
Beschreibung der Werkzeuge Seite<br />
geeignet <strong>für</strong> Werkstoffe<br />
Anschnitt Werkzeug-Typ<br />
Oberflächenbehandlung<br />
Weiche Baustähle < 450 N/mm 2<br />
Unlegierte Stähle < 800 N/mm 2<br />
gutspanbare Stähle, Automatenstähle,<br />
Einsatz- und Vergütungsstähle<br />
< 800 N/mm 2<br />
gutspanbare Stähle, Automatenstähle,<br />
Einsatz- und Vergütungsstähle<br />
< 1.000 N/mm 2<br />
Hochfeste Stähle und Werkzeugstähle<br />
< 1.200 N/mm 2<br />
Unlegierte Stähle < 1.300 N/mm 2<br />
Rost- und Säurebeständige Stähle,<br />
V2A-Stähle<br />
Rost- und Säurebeständige Stähle<br />
mit hohem Cr-Ni.-Gehalt,<br />
V4A-Stähle<br />
Grauguss < 500 N/mm 2<br />
Kugelgraphitguss GGG50 – GGG70<br />
Temperguss GTW 45 – GTW 70<br />
Messing, kurzspanend (Ms 58)<br />
Messing, langspanend (Ms 63)<br />
Aluminium, Magnesium unlegiert<br />
Aluminium-Legierungen Si < 0,5 %<br />
Aluminium-Legierungen Si < 10 %,<br />
Kupferlegierungen<br />
Aluminium-Sonderlegierungen<br />
Si > 10 %<br />
Nickellegierungen<br />
Hastelloy C 4, Nimonic 75<br />
Titanlegierungen<br />
Cu-Al-Fe-Legierungen<br />
Ampco 21, Ampco 25<br />
Thermoplastische Kunststoffe<br />
Hostalen, Polystyrol<br />
Duroplastische Kunststoffe<br />
Pertinax, Bakelit<br />
** Abkürzungen siehe Seite 158<br />
Auswahlübersicht<br />
= sehr gut geeignet, = gut geeignet<br />
2<br />
> 1.1/2<br />
Werkstoffgruppe<br />
Material<br />
Group<br />
1.1<br />
1.2<br />
1.3<br />
1.4<br />
1.5<br />
1.6<br />
1.7<br />
2.1<br />
2.2<br />
3.1<br />
3.2<br />
3.3<br />
3.4<br />
3.5<br />
3.6<br />
4.1<br />
4.2<br />
4.3<br />
5.1<br />
5.2<br />
Summary of ranges as per<br />
material groups and type of<br />
core hole<br />
3<br />
< 1.1/2<br />
4<br />
> 1.1/2<br />
Prices see page DIN 352 / 371<br />
DIN 376<br />
Type of core hole<br />
Description of tools see page<br />
Suitable for tapping<br />
With surface treatment<br />
Construction steels up to<br />
< 800 N/mm 2<br />
Construction steels with low<br />
contents of alloy up to < 800 N/mm 2<br />
Steels with good machinability and<br />
heat treated steels < 1.000 N/mm 2<br />
High tensile steels < 1.200 N/mm 2<br />
tool steels<br />
Steels, unalloyed > 1.200 N/mm 2<br />
Stainless steels < 850 N/mm 2 ,<br />
V2A<br />
Heat-treated and heat-resistant<br />
steels Cr-Ni alloyed steels,<br />
V4A<br />
Grey cast iron < 500 N/mm 2<br />
Ductile, and malleable cast iron<br />
Brass – short-chipping – Ms 58<br />
Brass – long-chipping – Ms 63<br />
Aluminium, magnesium non-alloyed<br />
Aluminium alloys Si < 0,5 %<br />
Aluminium alloys Si < 10 %,<br />
Copper alloys<br />
Aluminium alloys Si > 10 %<br />
Nickel alloys<br />
Hastelloy, Nimonic 75<br />
Titan alloys<br />
Cu-Al-Fe alloys<br />
Ampco 21, Ampco 25<br />
Thermoplastics<br />
Hostalen, Polystyrol<br />
Thermosetting plastics<br />
Pertinax, Bakelit<br />
Ö = Schneidöl /Oil E = Emulsion<br />
Summary of Assortment<br />
= very suitable, = suitable<br />
Kühl-/<br />
Schmiermittel<br />
Lubricant<br />
Ö/E<br />
Ö/E<br />
Ö/E<br />
Ö/E<br />
Ö/E<br />
Ö/E<br />
Ö/E<br />
Petrol./E<br />
E<br />
Ö/trocken<br />
Ö/E<br />
E<br />
E<br />
E<br />
E<br />
Spezialschneidöl<br />
Ö<br />
Spezialschneidöl<br />
Schneidöl<br />
trocken<br />
Luft<br />
Schnittgeschwindigkeit<br />
V C m/min<br />
15 – 20<br />
10 – 15<br />
8 – 12<br />
6 – 10<br />
6<br />
4 – 6<br />
3 – 5<br />
4 – 6<br />
8 – 12<br />
20<br />
16<br />
10 – 15<br />
25<br />
15 – 20<br />
10 – 15<br />
3 – 4<br />
4 – 6<br />
3 – 4<br />
20 – 30<br />
10<br />
2000 2100<br />
44<br />
1 – 4<br />
16<br />
GS** VA<br />
Satz à 3<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
46<br />
1 – 4<br />
16<br />
Satz à 3<br />
Nr. 1<br />
mit<br />
Führung<br />
vap