Produktionstechnik - HCH. REIMMANN AG, Werkzeugmaschinen
Produktionstechnik - HCH. REIMMANN AG, Werkzeugmaschinen
Produktionstechnik - HCH. REIMMANN AG, Werkzeugmaschinen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
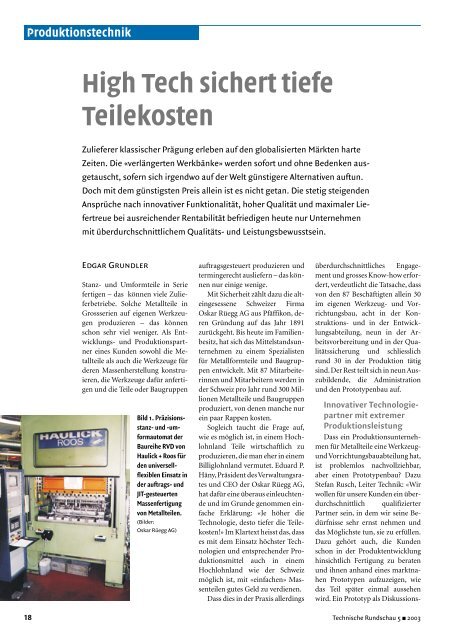
<strong>Produktionstechnik</strong><br />
High Tech sichert tiefe<br />
Teilekosten<br />
Zulieferer klassischer Prägung erleben auf den globalisierten Märkten harte<br />
Zeiten. Die «verlängerten Werkbänke» werden sofort und ohne Bedenken ausgetauscht,<br />
sofern sich irgendwo auf der Welt günstigere Alternativen auftun.<br />
Doch mit dem günstigsten Preis allein ist es nicht getan. Die stetig steigenden<br />
Ansprüche nach innovativer Funktionalität, hoher Qualität und maximaler Liefertreue<br />
bei ausreichender Rentabilität befriedigen heute nur Unternehmen<br />
mit überdurchschnittlichem Qualitäts- und Leistungsbewusstsein.<br />
Edgar Grundler<br />
Stanz- und Umformteile in Serie<br />
fertigen – das können viele Zulieferbetriebe.<br />
Solche Metallteile in<br />
Grossserien auf eigenen Werkzeugen<br />
produzieren – das können<br />
schon sehr viel weniger. Als Entwicklungs-<br />
und Produktionspartner<br />
eines Kunden sowohl die Metallteile<br />
als auch die Werkzeuge für<br />
deren Massenherstellung konstruieren,<br />
die Werkzeuge dafür anfertigen<br />
und die Teile oder Baugruppen<br />
Bild 1. Präzisionsstanz-<br />
und -umformautomat<br />
der<br />
Baureihe RVD von<br />
Haulick + Roos für<br />
den universellflexiblen<br />
Einsatz in<br />
der auftrags- und<br />
JIT-gesteuerten<br />
Massenfertigung<br />
von Metallteilen.<br />
(Bilder:<br />
Oskar Rüegg <strong>AG</strong>)<br />
auftragsgesteuert produzieren und<br />
termingerecht ausliefern – das können<br />
nur einige wenige.<br />
Mit Sicherheit zählt dazu die alteingesessene<br />
Schweizer Firma<br />
Oskar Rüegg <strong>AG</strong> aus Pfäffikon, deren<br />
Gründung auf das Jahr 1891<br />
zurückgeht. Bis heute im Familienbesitz,<br />
hat sich das Mittelstandsunternehmen<br />
zu einem Spezialisten<br />
für Metallformteile und Baugruppen<br />
entwickelt. Mit 87 Mitarbeiterinnen<br />
und Mitarbeitern werden in<br />
der Schweiz pro Jahr rund 300 Millionen<br />
Metallteile und Baugruppen<br />
produziert, von denen manche nur<br />
ein paar Rappen kosten.<br />
Sogleich taucht die Frage auf,<br />
wie es möglich ist, in einem Hochlohnland<br />
Teile wirtschaftlich zu<br />
produzieren, die man eher in einem<br />
Billiglohnland vermutet. Eduard P.<br />
Häny, Präsident des Verwaltungsrates<br />
und CEO der Oskar Rüegg <strong>AG</strong>,<br />
hat dafür eine überaus einleuchtende<br />
und im Grunde genommen einfache<br />
Erklärung: «Je höher die<br />
Technologie, desto tiefer die Teilekosten!»<br />
Im Klartext heisst das, dass<br />
es mit dem Einsatz höchster Technologien<br />
und entsprechender Produktionsmittel<br />
auch in einem<br />
Hochlohnland wie der Schweiz<br />
möglich ist, mit «einfachen» Massenteilen<br />
gutes Geld zu verdienen.<br />
Dass dies in der Praxis allerdings<br />
überdurchschnittliches Engagement<br />
und grosses Know-how erfordert,<br />
verdeutlicht die Tatsache, dass<br />
von den 87 Beschäftigten allein 30<br />
im eigenen Werkzeug- und Vorrichtungsbau,<br />
acht in der Konstruktions-<br />
und in der Entwicklungsabteilung,<br />
neun in der Arbeitsvorbereitung<br />
und in der Qualitätssicherung<br />
und schliesslich<br />
rund 30 in der Produktion tätig<br />
sind.Der Rest teilt sich in neun Auszubildende,<br />
die Administration<br />
und den Prototypenbau auf.<br />
Innovativer Technologiepartner<br />
mit extremer<br />
Produktionsleistung<br />
Dass ein Produktionsunternehmen<br />
für Metallteile eine Werkzeugund<br />
Vorrichtungsbauabteilung hat,<br />
ist problemlos nachvollziehbar,<br />
aber einen Prototypenbau? Dazu<br />
Stefan Rusch, Leiter Technik: «Wir<br />
wollen für unsere Kunden ein überdurchschnittlich<br />
qualifizierter<br />
Partner sein, in dem wir seine Bedürfnisse<br />
sehr ernst nehmen und<br />
das Möglichste tun, sie zu erfüllen.<br />
Dazu gehört auch, die Kunden<br />
schon in der Produktentwicklung<br />
hinsichtlich Fertigung zu beraten<br />
und ihnen anhand eines marktnahen<br />
Prototypen aufzuzeigen, wie<br />
das Teil später einmal aussehen<br />
wird. Ein Prototyp als Diskussions-<br />
18 Technische Rundschau 5 ■ 2003
grundlage sagt mehr aus als Zeichnungen<br />
und Worte und wir können<br />
dabei sofort unsere Optimierungsvorschläge<br />
einbringen.»<br />
Um die Wünsche der Kunden an<br />
die Technik und die Forderungen<br />
bezüglich minimaler Stückkosten<br />
unter einen Hut zu bringen, ist zuerst<br />
ein Investment in Gestaltung,<br />
Konstruktion und fertigungstechnische<br />
Optimierung eines Produkts<br />
notwendig. Dem folgt das Investment<br />
in ein Hochleistungswerkzeug<br />
sowie in die Produktionseinrichtungen,<br />
sofern diese nicht<br />
schon vorhanden sind. Letztlich<br />
sind die Hochleistungswerkzeuge<br />
und zum Beispiel die Stanzautomaten<br />
die «ausführenden» Organe für<br />
die rationelle Produktion, wobei<br />
die Grundlagen für die Wirtschaftlichkeit<br />
ganz klar schon im Vorfeld<br />
geschaffen werden müssen. Der<br />
schnellen Verfügbarkeit von neuen<br />
oder optimierten Werkzeugen<br />
kommt dabei die gleiche Bedeutung<br />
zu wie der technischen Verfügbarkeit,<br />
der Dauerleistungsfähigkeit<br />
und der gleich bleibend<br />
hohen Präzision der Stanzautomaten.<br />
«Nur im perfekten Zusammenspiel<br />
des Werkzeugs und des Stanzautomaten<br />
ist es möglich, die Metallteile<br />
in grossen Serien ohne<br />
Störungen qualitativ hochwertig<br />
und wirtschaftlich zu produzieren»,<br />
so Stefan Rusch, die Abhängigkeit<br />
der einzelnen Prozessschritte<br />
beim Präzisionsstanzen beschreibend.<br />
Dass sich die Bemühungen um<br />
höchste Qualität und Produktivität<br />
wie ein «Roter Faden» durch das<br />
ganze Unternehmen ziehen müssen,<br />
versteht sich für Eduard Häny<br />
von selbst, denn: «Nur so sind wir<br />
in der Lage, die ständig erweiterten<br />
Anforderungen der Kunden in Bezug<br />
auf Flexibilität in Zeit, Liefermenge<br />
und Leistung, CO-Engineering,<br />
Verbesserung von Abläufen,<br />
maximale Qualität gemäss Null<br />
PPM (Null Fehler Parts per Million),<br />
taggenaue Lieferung und extrem<br />
kurze Werkzeugrealisierungszeiten<br />
zu erfüllen.»<br />
Technische Rundschau 5 ■ 2003<br />
Hochleistungswerkzeuge<br />
und Präzisionsstanzautomaten<br />
Zurückgeführt auf die Anforderungen<br />
in der Praxis kommt den<br />
Produktionsbausteinen Hochleistungswerkzeuge<br />
und Präzisionsstanzautomaten<br />
elementare Bedeutung<br />
zu.Bei den Hochleistungswerkzeugen<br />
setzt man auf den so<br />
genannten «intelligenten Werkzeugbau»,<br />
der sich vor allem in zukunftsorientiertenKombiwerkzeugen<br />
widerspiegelt. Diese Kombiwerkzeuge<br />
sind segmentartig aufgebaut<br />
und vereinen pro Segment<br />
eine oder mehrere Stanz-, Biege-,<br />
Umform-, Tiefzieh- oder Pressfunktionen<br />
in sich. Darüber hinaus<br />
ist es möglich, weitere Bearbeitungstechnologien<br />
wie Gewindeformen<br />
und Fügen oder Verbinden<br />
zu integrieren, sodass ab Coil die<br />
Massenherstellung von einbaufertigen<br />
Metallteilen machbar ist.<br />
Für diese Serienfertigung, die<br />
bei rund 100 000 Stück pro Jahr<br />
und Produkt beginnt, setzt die<br />
Oskar Rüegg <strong>AG</strong> auf die Hochleistungsstanzautomaten<br />
von zwei<br />
Lieferanten. Einer ist die Haulick +<br />
Roos GmbH Stanz- und Umformtechnik<br />
aus Pforzheim.Aktuell sind<br />
bei Oskar Rüegg vier Präzisions-<br />
Hochleistungsstanz- und Umformautomaten<br />
von Haulick + Roos<br />
der Baureihen RSH, RVD und RXL<br />
mit 40 bis 125 t Presskraft im<br />
Einsatz. Während die Präzisionsstanzautomaten<br />
RSH (40 t, Tischlänge<br />
1000 mm) sowie RVD (100<br />
und 125 t mit Tischlängen von 1400<br />
mm) mit Folgeverbundwerkzeugen<br />
ausgerüstet werden und somit<br />
universell für alle möglichen Produktionsaufgaben<br />
zum Einsatz<br />
kommen, gelangen auf dem Präzisionsstanzautomat<br />
RXL (100 t<br />
Presskraft, Tischlänge 1600 mm)<br />
vor allem die speziellen Kombi-<br />
Transferwerkzeuge zur Anwendung.<br />
Diese Stanzautomatenbaureihe<br />
eignet sich mit ihren grossen<br />
Inserat<br />
<strong>Produktionstechnik</strong><br />
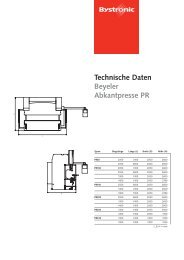
Bild 2. Ausgabe<br />
von fertigen<br />
hochwertigen<br />
Metallteilen, die<br />
mittels Scara-<br />
Roboter beschädigungsfrei<br />
sowie<br />
vollautomatisch<br />
palettiert und<br />
verpackt werden.<br />
TR 47<br />
19
<strong>Produktionstechnik</strong><br />
Bild 3. Präzisions-Schnellstanzautomat des Typs RXL von<br />
Haulick + Roos, der sich durch den grossen Werkzeugeinbauraum<br />
und seine Leistungsmerkmale sehr gut für den Einsatz<br />
der Kombiwerkzeuge eignet.<br />
Bild 4. Innovatives Kombi-/Transferwerkzeug von Oskar<br />
Rüegg, das aus mehreren Segmenten besteht und eine hohe<br />
Anzahl an integrierten Stanz-, Biege-, Umform- und Pressoperationen<br />
aufweist.<br />
Bild 5. Auswahl an komplexen Metallteilen und Baugruppen,<br />
die bei Oskar Rüegg in Serien gefertigt werden und für die<br />
komplette Engineering-, Werkzeubau- und Serviceleistungen<br />
erbracht werden.<br />
Werkzeugeinbauräumen von 760<br />
bis 2000 mm und mit Hubfrequenzen<br />
bis 400 min-1 ideal für die, je<br />
nach Anzahl der Segmente länger<br />
bauenden Kombi-Transferwerkzeuge.<br />
Die beiden Präzisionsstanzautomaten<br />
RVD weisen ebenfalls<br />
eine Hubfrequenz von 400 min-1<br />
auf, und beim Präzisions-Hochleistungs-Stanzautomat<br />
RSH, der mit<br />
einem vollkommenen Massenausgleich<br />
ausgerüstst ist, sind es bei Bedarf<br />
bis zu 1200 min-1.<br />
Kreativität, Flexibilität,<br />
Motivation, zuverlässige<br />
Stanzautomaten<br />
Die vier Präzisionsstanzautomaten<br />
bieten eine hohe Nutzungsund<br />
Leistungsflexibilität und passen<br />
genau in die Philosophie der<br />
Oskar Rüegg <strong>AG</strong>, durch höchste<br />
Flexibilität und schnelle Durchlaufzeiten<br />
die Kunden jederzeit mit<br />
den gewünschten Produkten in der<br />
geforderten Stückzahl zu beliefern.<br />
Solche Leistungen haben zwar<br />
ihren Preis, doch wird nicht zuletzt<br />
mit der Kombination Hochleistungswerkzeuge<br />
und Präzisionsstanzautomaten<br />
die Wirtschaftlichkeit<br />
erreicht. Ganz offensichtlich<br />
sind die Kunden mit dem Lieferanten<br />
Oskar Rüegg <strong>AG</strong> in jeder Hinsicht<br />
zufrieden,denn zum einen bestehen<br />
schon sehr lange Geschäftsbeziehungen<br />
und zum anderen erfahren<br />
die Stanz- und Umformspezialisten<br />
immer wieder namhafte<br />
Ehrungen. Beispielhaft ist der Philips<br />
Quality Award oder der erste<br />
Platz beim Benchmarking Report<br />
von Automotive Lighting, bei dem<br />
Oskar Rüegg <strong>AG</strong> von 83 bewerteten<br />
Lieferanten den ersten Rang belegte,<br />
zu nennen.<br />
Die Leistungsfähigkeit des Unternehmens<br />
und der Produktionsmittel<br />
Stanzautomaten sind aber<br />
weitgehend auch an den folgenden<br />
Verbrauchsdaten abzulesen: Pro<br />
Jahr werden etwa 1200 t Material zu<br />
rund 300 Mio Teilen verarbeitet. Es<br />
handelt sich dabei um Bandmaterial<br />
der Dicken 0,1 bis 3,0 mm, Drähte<br />
der Stärken 0,1 bis 8 mm, zu 70%<br />
Mail-box<br />
Oskar Rüegg <strong>AG</strong><br />
Churer Strasse 89, 8808 Pfäffikon<br />
Tel. 055 415 60 30<br />
Fax 055 415 60 10<br />
www.oskar-ruegg.ch<br />
eduard.haeny@oskar-ruegg.ch<br />
Haulick & Roos GmbH<br />
Eutinger Strasse 115<br />
D-75175 Pforzheim<br />
Tel. +49 (0)7231 5 80 50<br />
Fax +49 (0)7231 58 05 10<br />
www.haulick-roos.de<br />
haulick-roos@t-online.de<br />
Hch. Reimmann <strong>AG</strong><br />
Mettlenbachstrasse 27<br />
8617 Mönchaltorf<br />
Tel. 01 948 11 11, Fax 01 948 02 22<br />
info@reimmann.ch<br />
www.reimmann.ch<br />
um rostbeständige Stähle, zu 15%<br />
um C-Stähle und zu 15% um NE-<br />
Metalle. Es gibt einige Hundert «lebende»<br />
Teile, die immer wieder<br />
chargenweise und JIT-orientiert<br />
produziert werden müssen, was sowohl<br />
vom Personal als auch von<br />
den Produktionsmitteln sehr grosse<br />
Flexibilität – gepaart mit einer<br />
hohen Motivation bzw. Verfügbarkeit<br />
– verlangt.<br />
Besonders das Mitarbeiterpotenzial<br />
ist nach einer Vision des<br />
CEO Eduard P. Häny für die Zukunft<br />
entscheidend, «denn in 10 bis<br />
15 Jahren werden sich die Wettbewerber<br />
der relevanten Zulieferbetriebe<br />
nur noch durch die Qualifikation<br />
und Motivation der Mitarbeiter/innen<br />
unterscheiden,weil im<br />
Prinzip alle ein und dieselben<br />
hochwertigen Produktionsmittel<br />
einsetzen können. Dieser Trend<br />
wird mehr und mehr in Richtung<br />
hoch integrierter Baugruppen gehen,und<br />
dabei wird es vor allem auf<br />
umfassende Engineering- und Serviceleistungen<br />
ankommen. Hier ist<br />
der hoch motivierte Mensch bis auf<br />
weiteres durch nichts zu ersetzen.»<br />
20 Technische Rundschau 5 ■ 2003