ECM - VIKA
ECM - VIKA
ECM - VIKA

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>ECM</strong>-Verfahren – Dienstleistung<br />
<strong>VIKA</strong> Elektrochemische Metallbearbeitung<br />
Wesentliche Kriterien für den Einsatz der<br />
<strong>ECM</strong>-Verfahrenstechnik<br />
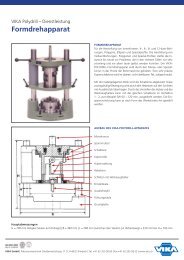
VErFAHrEnSprInzIp<br />
› Das Verfahren arbeitet berührungslos.<br />
› Es ist kein verfahrensbedingter Werkzeugverschleiss vorhanden.<br />
› Die Bearbeitung ist gratfrei.<br />
› Die Bearbeitung aller Metalle erfolgt unabhängig von ihrem Gefügezustand,<br />
d.h. weiches und hartes Material wird etwa gleich<br />
gut abgetragen.<br />
› Die Bearbeitung ist «kalt». Bei Temperaturen bis 40°C findet keine<br />
thermische Beeinflussung des Gefüges statt.<br />
› Das <strong>ECM</strong>-Verfahren erzeugt keine Bearbeitungsspannungen; daher<br />
wird ein Verzug der Werkstücke verhindert.<br />
› Die durch den Elektrolytdruck von bis zu 24 bar auf die Bearbeitungsflächen<br />
wirkenden Kräfte sind vergleichsweise zu den spanabhebenden<br />
Verfahren gering. Es können daher auch filigrane<br />
Werkstücke geringer Stabilität mit hohen Abtragungsraten bearbeitet<br />
werden.<br />
› Die Bearbeitung erfolgt in einem Arbeitsgang. Sie wird nicht in<br />
Schlicht- und Schruppoperationen aufgeteilt. Die Rauhwerte der<br />
bearbeiteten Oberflächen liegen im Bereich der durch Schleifen<br />
bis Polieren erzielbaren Werte.<br />
<strong>ECM</strong>-Technik für die wirtschaftliche Metallbearbeitung<br />
Die <strong>ECM</strong>-Technik findet immer mehr Anwendungen bei der Metallbearbeitung,<br />
z.B.:<br />
› Bei der Herstellung komplizierter Raumformen.<br />
› Bei der Bearbeitung nach dem Härten.<br />
› Bei der Bearbeitung hoher Stückzahlen.<br />
› Zur Vermeidung aufwendiger Entgratarbeiten nach mechanischer<br />
Bearbeitung.<br />
› Bei der Bearbeitung schwer zerspanbarer Werkstücke, oder bei<br />
Werkstücken, die bei der Bearbeitung keiner thermischen Belastung<br />
ausgesetzt, bzw. nur gering mechanisch beansprucht werden<br />
dürfen.<br />
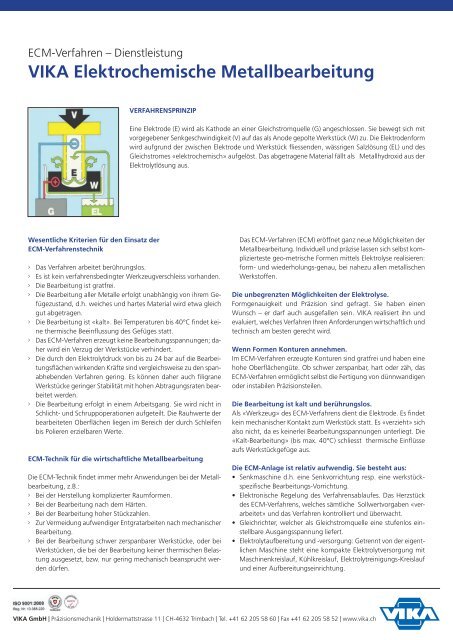
Eine Elektrode (E) wird als Kathode an einer Gleichstromquelle (G) angeschlossen. Sie bewegt sich mit<br />
vorgegebener Senkgeschwindigkeit (V) auf das als Anode gepolte Werkstück (W) zu. Die Elektrodenform<br />
wird aufgrund der zwischen Elektrode und Werkstück fliessenden, wässrigen Salzlösung (EL) und des<br />
Gleichstromes «elektrochemisch» aufgelöst. Das abgetragene Material fällt als Metallhydroxid aus der<br />
Elektrolytlösung aus.<br />
Das <strong>ECM</strong>-Verfahren (<strong>ECM</strong>) eröffnet ganz neue Möglichkeiten der<br />
Metallbearbeitung. Individuell und präzise lassen sich selbst komplizierteste<br />
geo-metrische Formen mittels Elektrolyse realisieren:<br />
form- und wiederholungs-genau, bei nahezu allen metallischen<br />
Werkstoffen.<br />
Die unbegrenzten Möglichkeiten der Elektrolyse.<br />
Formgenauigkeit und Präzision sind gefragt. Sie haben einen<br />
Wunsch – er darf auch ausgefallen sein. <strong>VIKA</strong> realisiert ihn und<br />
evaluiert, welches Verfahren Ihren Anforderungen wirtschaftlich und<br />
technisch am besten gerecht wird.<br />
Wenn Formen Konturen annehmen.<br />
Im <strong>ECM</strong>-Verfahren erzeugte Konturen sind gratfrei und haben eine<br />
hohe Oberflächengüte. Ob schwer zerspanbar, hart oder zäh, das<br />
<strong>ECM</strong>-Verfahren ermöglicht selbst die Fertigung von dünnwandigen<br />
oder instabilen Präzisionsteilen.<br />
Die Bearbeitung ist kalt und berührungslos.<br />
Als «Werkzeug» des <strong>ECM</strong>-Verfahrens dient die Elektrode. Es findet<br />
kein mechanischer Kontakt zum Werkstück statt. Es «verzieht» sich<br />
also nicht, da es keinerlei Bearbeitungsspannungen unterliegt. Die<br />
«Kalt-Bearbeitung» (bis max. 40°C) schliesst thermische Einflüsse<br />
aufs Werkstückgefüge aus.<br />
Die <strong>ECM</strong>-Anlage ist relativ aufwendig. Sie besteht aus:<br />
• Senkmaschine d.h. eine Senkvorrichtung resp. eine werkstückspezifische<br />
Bearbeitungs-Vorrichtung.<br />
• Elektronische Regelung des Verfahrensablaufes. Das Herzstück<br />
des <strong>ECM</strong>-Verfahrens, welches sämtliche Sollwertvorgaben «verarbeitet»<br />
und das Verfahren kontrolliert und überwacht.<br />
• Gleichrichter, welcher als Gleichstromquelle eine stufenlos einstellbare<br />
Ausgangsspannung liefert.<br />
• Elektrolytaufbereitung und -versorgung: Getrennt von der eigentlichen<br />
Maschine steht eine kompakte Elektrolytversorgung mit<br />
Maschinenkreislauf, Kühlkreislauf, Elektrolytreinigungs-Kreislauf<br />
und einer Aufbereitungseinrichtung.<br />
<strong>VIKA</strong> GmbH | Präzisionsmechanik | Holdermattstrasse 11 | CH-4632 Trimbach | Tel. +41 62 205 58 60 | Fax +41 62 205 58 52 | www.vika.ch
Arbeitsbeispiele<br />
Elektrochemische<br />
Metall-Bearbeitung<br />
<strong>ECM</strong><br />
Sperre<br />
Medizinaltechnik<br />
Stollenschlüssel<br />
reitsport<br />
Vierkanthülse<br />
Maschinenbau<br />
planetenträger<br />
Medizinaltechnik<br />
Werkstück<br />
Branche<br />
Ø 19 x 25 x 7 mm<br />
1.4021<br />
Ø 20 x 50 mm<br />
1.4301<br />
Ø 21.7 x 35 mm<br />
1.4057<br />
Ø 26 x 51.4 mm<br />
1.4034<br />
Abmessungen<br />
Material<br />
Verzahnung senken<br />
6 x Zähne auf Tiefe 3.06 mm<br />
Losgrösse 350 Stk<br />
Sackloch 2-kt senken<br />
Ø 17 (+0.05) x 12.3 (0.2)<br />
x 12 mm tief<br />
Losgrösse 100 Stk<br />
Durchgang 4-kt senken<br />
SW 10 (+0.03/+0.06)<br />
x 27 mm tief<br />
Eckmass Ø 12.5 mm<br />
Rundlauf 0.1 mm<br />
Losgrösse 50 Stk<br />
Sackloch 6-kt senken<br />
SW 12 (+0.05/+0.15)<br />
x 15 (+0.2) mm<br />
Rundlauf 0.05 mm<br />
Losgrösse 500 Stk<br />
Bearbeitungsaufgabe<br />
Lösung der Bearbeitungsaufgabe<br />
Vorschub 5 mm/Min.<br />
Strom ca. 400 A/Stk<br />
Bearbeitungszeit 0.65 Min./Stk<br />
1-fach gesenkt<br />
Lösung der Bearbeitungsaufgabe<br />
Vorschub 5 mm/Min.<br />
Strom ca. 400 A/Stk<br />
Bearbeitungszeit 2.4 Min./Stk<br />
2-fach gesenkt<br />
Lösung der Bearbeitungsaufgabe<br />
Vorschub 10.5 mm/Min.<br />
Strom ca. 450 A/Stk<br />
Bearbeitungszeit 2.6 Min./Stk<br />
1-fach gesenkt<br />
Lösung der Bearbeitungsaufgabe<br />
Vorschub 8 mm/Min.<br />
Strom ca. 400 A/Stk<br />
Bearbeitungszeit 1.9 Min./Stk<br />
2-fach gesenkt<br />
Arbeitsergebnis<br />
Keine Handentgratung nötig.<br />
Gehärtete Werkstücke bearbeitbar!<br />
Wegen fehlender Bearbeitungskräfte<br />
ist die Herstellung von relativ<br />
dünnwandigen Teilen möglich.<br />
Genaue Toleranzen und Geometrien<br />
bei Serienfertigung (als bisher)<br />
üblich erreicht. Gratfrei!<br />
Genaue Einhaltung sämtlicher<br />
Toleranzen.Gleichmässige Verrundung<br />
aller Kanten. Oberfläche ist<br />
Instrumentenstandart.<br />
Vorteile<br />
<strong>ECM</strong>-Senken