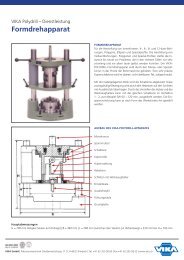
Vielkant + Sonderformen - VIKA
Vielkant + Sonderformen - VIKA
Vielkant + Sonderformen - VIKA

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
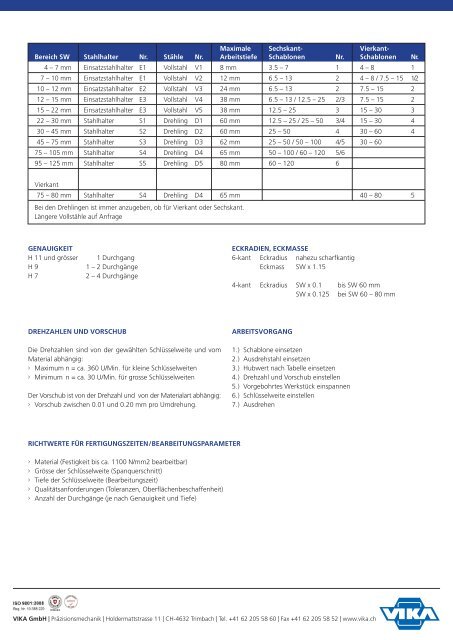
maximale Sechskant- Vierkantbereich<br />
SW Stahlhalter nr. Stähle nr. Arbeitstiefe Schablonen nr. Schablonen nr.<br />
4 – 7 mm Einsatzstahlhalter E1 Vollstahl V1 8 mm 3.5 – 7 1 4 – 8 1<br />
7 – 10 mm Einsatzstahlhalter E1 Vollstahl V2 12 mm 6.5 – 13 2 4 – 8 / 7.5 – 15 1/2<br />
10 – 12 mm Einsatzstahlhalter E2 Vollstahl V3 24 mm 6.5 – 13 2 7.5 – 15 2<br />
12 – 15 mm Einsatzstahlhalter E3 Vollstahl V4 38 mm 6.5 – 13 / 12.5 – 25 2/3 7.5 – 15 2<br />
15 – 22 mm Einsatzstahlhalter E3 Vollstahl V5 38 mm 12.5 – 25 3 15 – 30 3<br />
22 – 30 mm Stahlhalter S1 Drehling D1 60 mm 12.5 – 25 / 25 – 50 3/4 15 – 30 4<br />
30 – 45 mm Stahlhalter S2 Drehling D2 60 mm 25 – 50 4 30 – 60 4<br />
45 – 75 mm Stahlhalter S3 Drehling D3 62 mm 25 – 50 / 50 – 100 4/5 30 – 60<br />
75 – 105 mm Stahlhalter S4 Drehling D4 65 mm 50 – 100 / 60 – 120 5/6<br />
95 – 125 mm Stahlhalter S5 Drehling D5 80 mm 60 – 120 6<br />
Vierkant<br />
75 – 80 mm Stahlhalter S4 Drehling D4 65 mm 40 – 80 5<br />
Bei den Drehlingen ist immer anzugeben, ob für Vierkant oder Sechskant.<br />
Längere Vollstähle auf Anfrage<br />
GenAuIGKeIt<br />
H 11 und grösser 1 Durchgang<br />
H 9 1 – 2 Durchgänge<br />
H 7 2 – 4 Durchgänge<br />
dreHzAHLen und VorScHub<br />
Die Drehzahlen sind von der gewählten Schlüsselweite und vom<br />
Material abhängig:<br />
› Maximum n = ca. 360 U/Min. für kleine Schlüsselweiten<br />
› Minimum n = ca. 30 U/Min. für grosse Schlüsselweiten<br />
Der Vorschub ist von der Drehzahl und von der Materialart abhängig:<br />
› Vorschub zwischen 0.01 und 0.20 mm pro Umdrehung.<br />
rIcHtWerte Für FertIGunGSzeIten/beArbeItunGSpArAmeter<br />
› Material (Festigkeit bis ca. 1100 N/mm2 bearbeitbar)<br />
› Grösse der Schlüsselweite (Spanquerschnitt)<br />
› Tiefe der Schlüsselweite (Bearbeitungszeit)<br />
› Qualitätsanforderungen (Toleranzen, Oberflächenbeschaffenheit)<br />
› Anzahl der Durchgänge (je nach Genauigkeit und Tiefe)<br />
ecKrAdIen, ecKmASSe<br />
6-kant Eckradius nahezu scharfkantig<br />
Eckmass SW x 1.15<br />
4-kant Eckradius SW x 0.1 bis SW 60 mm<br />
SW x 0.125 bei SW 60 – 80 mm<br />
ArbeItSVorGAnG<br />
1.) Schablone einsetzen<br />
2.) Ausdrehstahl einsetzen<br />
3.) Hubwert nach Tabelle einsetzen<br />
4.) Drehzahl und Vorschub einstellen<br />
5.) Vorgebohrtes Werkstück einspannen<br />
6.) Schlüsselweite einstellen<br />
7.) Ausdrehen<br />
<strong>VIKA</strong> GmbH | Präzisionsmechanik | Holdermattstrasse 11 | CH-4632 Trimbach | Tel. +41 62 205 58 60 | Fax +41 62 205 58 52 | www.vika.ch