Schweißschnur 4 mm - Raipolen profilwerk gmbh
Schweißschnur 4 mm - Raipolen profilwerk gmbh
Schweißschnur 4 mm - Raipolen profilwerk gmbh

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
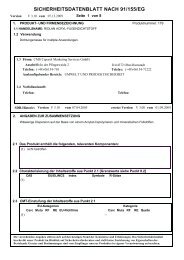
<strong>Schweißschnur</strong> 4 <strong>mm</strong><br />
- Verarbeitungsempfehlungen -<br />
zur thermischen Verschweißung<br />
Beim thermischen Schweißen werden die aneinander stoßenden Kanten des Belages<br />
unter Einwirkung von Heißluft mit einer materialgleichen runden PVC-<strong>Schweißschnur</strong><br />
zu einer homogenen Einheit zusa<strong>mm</strong>engeschweißt.<br />
Auf diese Weise lassen sich Bodenbeläge, Sockelleisten und Sockelstreifen aus<br />
Bodenbelag materialgleich und fugenlos verschweißen. In Objekten mit starken<br />
Belastungen, ist die thermische Schweißung bei allen Kunststoffbelägen generell<br />
vorzunehmen.<br />
Ausschlaggebende Faktoren für eine fachgerechte und dauerhafte Verschweißung<br />
sind:<br />
materialgleiche PVC-<strong>Schweißschnur</strong><br />
richtige Ausfräsung<br />
ausreichende Schweißtemperatur<br />
darauf abgesti<strong>mm</strong>te Schweißgeschwindigkeit und Andruck<br />
stichprobenartiges Prüfen der Schweißfestigkeit<br />
geeignetes Werkzeug<br />
Fräsen:<br />
Die thermische Verschweißung sollte frühestens 24 Stunden nach der Klebung<br />
des Belages erfolgen. Zum Ausfräsen der Nähte ist ein parabelförmiges Fräsblatt<br />
als wesentliche Voraussetzung für eine optimale Verschweißung zu verwenden.<br />
Fräsblattbreite 3,3 <strong>mm</strong> für die <strong>Schweißschnur</strong> mit 4 <strong>mm</strong> Durchmesser<br />
Frästiefe ¾ der homogenen Belagstiefe<br />
Profilwerk GmbH & Co. KG Fon 02271-9847 0 info@raipolen.de<br />
Willy-Messerschmitt-Str. 1 Fax 02271-9847 13 www.raipolen.de<br />
50126 Bergheim<br />
1 / 2
Verschweißen:<br />
Große Flächen werden in der Regel mit Schweißautomaten verschweißt, dabei ist<br />
eine laufende Überwachung der Verschweißung erforderlich, da baustellenabhängige<br />
Einflüsse, wie z.B. Leistungsabfall der Stromzufuhr, Durchzug, verschmutzte<br />
Fräsfugen, sich auf die Qualität der Verschweißung negativ auswirken können.<br />
Einstellung des Schweißautomaten:<br />
Die Temperatur und Geschwindigkeit sollten im richtigen Verhältnis aufeinander<br />
abgesti<strong>mm</strong>t sein, um eine optimale zugfeste Verschweißung zu erreichen.<br />
Richtwerte sind hierbei:<br />
Geschwindigkeit 4 mtr / Minute 6 mtr / Minute<br />
Temperatur 450 °C – 500 °C 550 °C – 600 °C<br />
Nach dem Schweißen der Naht wird die überstehende <strong>Schweißschnur</strong> im warmen<br />
Zustand unter Zuhilfenahme eines <strong>Schweißschnur</strong>-Schlittens abgestoßen, so dass<br />
etwa 1 <strong>mm</strong> <strong>Schweißschnur</strong>material über der Bodenfläche stehen bleibt. Erst nach<br />
vollständigem Erkalten der Naht, wird das überstehende Restmaterial mit einem<br />
scharf geschliffenen Viertelmondmesser plan abgestoßen. Dadurch wird verhindert,<br />
dass die Schweißnähte einfallen und die Ebenflächigkeit des Bodens unterbrochen<br />
wird.<br />
Profilwerk GmbH & Co. KG Fon 02271-9847 0 info@raipolen.de<br />
Willy-Messerschmitt-Str. 1 Fax 02271-9847 13 www.raipolen.de<br />
50126 Bergheim<br />
2 / 2
![Sicherheitsdatenblatt [PDF - 81 kb] - Weicken](https://img.yumpu.com/12613930/1/184x260/sicherheitsdatenblatt-pdf-81-kb-weicken.jpg?quality=85)


![Sicherheitsdatenblatt [PDF - 81 kb]](https://img.yumpu.com/12613917/1/184x260/sicherheitsdatenblatt-pdf-81-kb.jpg?quality=85)