Reparatur von beschädigten GFK
Reparatur von beschädigten GFK
Reparatur von beschädigten GFK

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
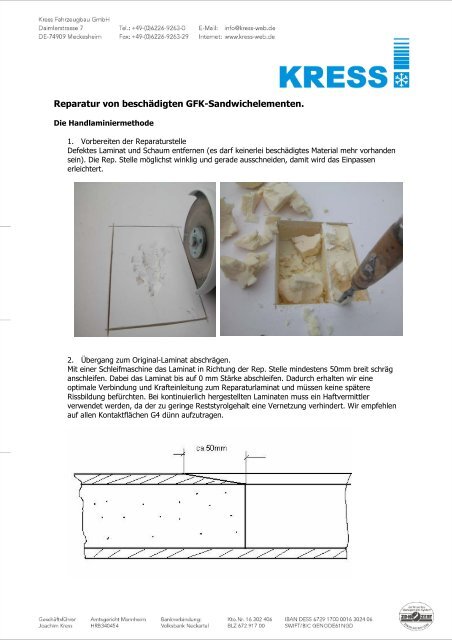
<strong>Reparatur</strong> <strong>von</strong> <strong>beschädigten</strong> <strong>GFK</strong>-Sandwichelementen.<br />
Die Handlaminiermethode<br />
1. Vorbereiten der <strong>Reparatur</strong>stelle<br />
Defektes Laminat und Schaum entfernen (es darf keinerlei beschädigtes Material mehr vorhanden<br />
sein). Die Rep. Stelle möglichst winklig und gerade ausschneiden, damit wird das Einpassen<br />
erleichtert.<br />
2. Übergang zum Original-Laminat abschrägen.<br />
Mit einer Schleifmaschine das Laminat in Richtung der Rep. Stelle mindestens 50mm breit schräg<br />
anschleifen. Dabei das Laminat bis auf 0 mm Stärke abschleifen. Dadurch erhalten wir eine<br />
optimale Verbindung und Krafteinleitung zum <strong>Reparatur</strong>laminat und müssen keine spätere<br />
Rissbildung befürchten. Bei kontinuierlich hergestellten Laminaten muss ein Haftvermittler<br />
verwendet werden, da der zu geringe Reststyrolgehalt eine Vernetzung verhindert. Wir empfehlen<br />
auf allen Kontaktflächen G4 dünn aufzutragen.
3. Schaumkern und Verstärkungen einpassen.<br />
Den Schaumkern unter Berücksichtigung der zu erwarteten Laminatstärken einpassen. Folgende<br />
Laminatstärken lassen sich mit jeweils einer Lage erreichen (ca.-Werte):<br />
Schnittmatte: 125g = 0,5mm; 300g = 0,75mm; 600g = 1,5mm<br />
Gewebe: 160g = 0,3mm; 280g = 0,5mm; 580g = 0,9mm<br />
4. Laminieren<br />
Beim Laminieren auf gut Durchtränkung und Entlüftung achten. Nach jeder Lage mit einem<br />
Entlüfterroller entlüften.<br />
Harzmengenberechnung bei Matten<br />
Das Verhältnis <strong>von</strong> der Harzmenge zu der<br />
Glasmenge sollte etwa 70% Harzanteil und<br />
30% Glasanteil.<br />
Der Multiplikator zum Glasmengengewicht<br />
beträgt 2,35.<br />
Beispiel:<br />
Für 1m²Matte 450gr/m²0,45kg x 2,35 = 1,06<br />
kg Harz<br />
Harzmengenberechnung bei Gewebe<br />
Durch die Gewebestruktur wird ein höherer<br />
Harzanteil erreicht. Hier liegt der Multiplikator<br />
zwischen 1,1 und 1,5.
Großflächige <strong>Reparatur</strong>en<br />
Es empfiehlt sich, größere Flächen mit einer ebenen, eingetrennten Sperrholzplatte abzuspannen.<br />
Falls notwendig im Fahrzeug zur anderen Seitenwand abstützen und gegebenenfalls weiter zur<br />
nächsten Hallenwand, damit die <strong>Reparatur</strong>stelle plan bleibt.<br />
5. Spachteln und Schleifen.<br />
Nach der Aushärtung des Laminates grob vorschleifen um die klebrige Oberfläche beim offenen<br />
Laminieren, bzw. das Trennmittel <strong>von</strong> der Schalung zu entfernen. Beim Nichtanschleifen kommt es<br />
zu Haftungsproblemen. Achtung: In die Spachtelmasse nicht mehr als die max. vorgeschriebene<br />
Menge Härter, in der Regel ca. 2-3% einrühren, sonst kommt es zu „Ausblutungen“ welche die<br />
spätere Lackierung stören kann. Nicht zu früh schleifen und immer die Stelle wechseln, damit die<br />
<strong>Reparatur</strong>stelle nicht Überhitzt. Gute Polyesterharze haben eine Wärmeformbeständigkeit <strong>von</strong><br />
max. 90°C, darüber wird es zu Schäden kommen.<br />
Harzmischungen (Rezepturen)<br />
Für alle Arbeiten mit Polyesterharzen muss eine Temperatur <strong>von</strong> min. 15°C eingehalten werden.<br />
Darunter besteht die Gefahr, dass man unterhalb des Taupunktes arbeitet, was bedeutet, dass die<br />
Oberflächen und die Glasfasermatten feucht werden.<br />
!!! Wasser ist der größte Feind <strong>von</strong> Polyesterharzen !!!<br />
Wasser inhibiert die Härtung, d.h. es gibt keine oder eine sehr späte und nicht vollständige<br />
Härtung.<br />
Eintrennen <strong>von</strong> Sperrholzplatten<br />
Für das Verpressen der <strong>Reparatur</strong>stellen eignen sich am besten beschichtete Sperrholz- bzw.<br />
Spanplatten. Damit sich diese wieder lösen und um sie mehrfach verwenden zu können, müssen<br />
sie mit Trennmittel behandelt werden. Dazu empfehlen wir PAT 921 A (Wachstrennmittel). Das<br />
Trennmittel muss dick und schnell aufgetragen werden. Nach der Abtrocknung (min 1 Std. bei RT)<br />
muss es kräftig auspoliert werden. Nach jedem Gebrauch wiederholen.
Verarbeitungshinweise für Viapal –Topcoat 960 BE<br />
Beschreibung<br />
Viapal –Topcoat 960 BE ist auf Basis Isophthalsäure/Neopentylglykol, hochthixotrop, vorbeschleunigt,<br />
paraffinhältig, streicheingestellt.<br />
Anwendungsgebiet<br />
Viapal –Topcoat 960 BE hat sehr gute Warmwasser- und Chemikalienbeständigkeit. Eignet sich für<br />
Schlußanstriche <strong>von</strong> GF-UP-Formteilen, die Wasser und Chemikalien auch bei höheren Temperaturen<br />
ausgesetzt sind, z.B. Boote, Beschichtungen, Schwimmbecken, Teiche.<br />
Härtet klebfrei aus.<br />
Verarbeitung<br />
VIAPAL Topcoat 960 BE wird mit Pinsel oder Lammfellroller aufgetragen. Als Härter soll<br />
Methylethylketonperoxid (MEKP) verwendet werden, wobei die Dosierung nicht unter 1% und nicht<br />
über 3% liegen soll. Empfohlene Auftragsmenge: 500 - 850 g/m2 für eine Topcoat-Schichtdicke <strong>von</strong><br />
0,4 - 0,7 mm.<br />
Die Verarbeitungstemperatur (Topcoat, Formteil- und Raumtemperatur) soll mindestens 20°C<br />
betragen.<br />
Beim Auftrag <strong>von</strong> VIAPAL TOPCOAT 960 BE ist direkte Sonneneinstrahlung zu vermeiden, da es<br />
ansonsten zu Störungen des Paraffinaustrittes kommen kann. Dies bewirkt eine Unterhärtung der<br />
Oberfläche und in weiterer Folge bei Einwirkung <strong>von</strong> Chemikalien (z.B. Wasser) einen hydrolytischen<br />
Abbau des UP-Harzes (Bildung eines weißen Belages).<br />
Lagerung<br />
Darf nur in Originalgebinden bei Temperaturen 10–25°C gelagert werden und ist ca. 6 Monate haltbar.<br />
Vorsichtsmaßnahmen<br />
Beachten Sie alle auf der Verpackung aufgedruckten Gefahrenhinweise und Sicherheitsratschläge.