Qualitätssicherung in der Spinnfaser-Erzeugung - Lenzing
Qualitätssicherung in der Spinnfaser-Erzeugung - Lenzing
Qualitätssicherung in der Spinnfaser-Erzeugung - Lenzing

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
April 1991 LENZINGER BERICHTE Heft 72<br />
<strong>Qualitätssicherung</strong> <strong>in</strong> <strong>der</strong> Sp<strong>in</strong>nfasergarn-<strong>Erzeugung</strong><br />
(Quality Systems <strong>in</strong> the Production of Spun Fiber Yarns)<br />
Prof. Dr-Ing. Wolfgang Topf, Reutl<strong>in</strong>gen, Bundesrepublik Deutschland<br />
Spezielle Techniken zur Qualitätsbeurteilung und <strong>Qualitätssicherung</strong><br />
gew<strong>in</strong>nen zunehmend an Bedeutung. Die Automobil<strong>in</strong>dustrie über-<br />
nimmt mit ihrer hochrationalisierten Massenfe,rtigung bei extrem redu-<br />
zierter Lagerhaltung hier e<strong>in</strong>e führende Rolle. Uber verschiedene Syste-<br />
me greift <strong>der</strong> Verarbeiter textiler Flächen heute auch bis <strong>in</strong> die<br />
Organisation <strong>der</strong> Sp<strong>in</strong>nerei und den Betriebsablauf <strong>der</strong> Garnherstel-<br />
lung e<strong>in</strong>. Maßnahmen zur Untersuchung <strong>der</strong> Prozeßfähigkeit, statisti-<br />
schen Prozeßregelung (SPC), die Fehler-Möglichkeits- und ,,E<strong>in</strong>fluß-<br />
Analyse (FMEA) und ähnliches mehr werden verlangt. Die Ubertra-<br />
gung an sich bekannter Verfahren auf die Sp<strong>in</strong>nerei erfor<strong>der</strong>t aber ganz<br />
beson<strong>der</strong>e Regeln.<br />
Für den Bereich <strong>der</strong> Garnerzeugung werden <strong>in</strong> Anlehnung an die ge-<br />
nannten Stichworte (SPC, FMEA) Methoden zur <strong>Qualitätssicherung</strong> vor-<br />
gestellt und die organisatorischen und verwaltungstechnischen Änfor-<br />
<strong>der</strong>ungen sowie allgeme<strong>in</strong>es zur Prüftechnik und zur Datenaufbe-<br />
reitung bzw. Datenverarbeitung erörtert.<br />
Special techniques for quality assessment and quality assurance are<br />
ga<strong>in</strong><strong>in</strong>g <strong>in</strong>creas<strong>in</strong>g importante. The automobile <strong>in</strong>dustry takes over a<br />
lead<strong>in</strong>g role with its highly rationalised mass production and an<br />
extremely reduced material storage.<br />
Today the textile manufacturer <strong>in</strong>terferes wrth the Organisation and<br />
process<strong>in</strong>a of spun fiber varn production throuah various svstems.<br />
Measuresfor <strong>in</strong>vestigat<strong>in</strong>g process capability, stati&cal process’control<br />
(SPC), failure mode and effect analvsis (FMEA) and similar subiects are<br />
bei@ demanded. The adaptioi of these’ methods for sp<strong>in</strong>n<strong>in</strong>g<br />
processes needs special regulations.<br />
This Paper will present quality assurance methods for yarn sp<strong>in</strong>n<strong>in</strong>g<br />
processes, based on the kevwords SPC. FMEA, etc. Us<strong>in</strong>a these<br />
fundamentals, it is necessary to discuss the demands placed on<br />
Organisation and adm<strong>in</strong>istration as well as general Problems <strong>in</strong><br />
connection with test<strong>in</strong>g techniques, data preparation and data<br />
process<strong>in</strong>g.<br />
<strong>Qualitätssicherung</strong> gibt es solange <strong>der</strong> Mensch Produkte, z.B.<br />
auch Garne, herstellt!<br />
Wir alle sichern an irgend e<strong>in</strong>er Stelle Qualität“ als Produzent<br />
ebenso wie als Dienstleister o<strong>der</strong> als Qualitäts<strong>in</strong>genieur (übri-<br />
gens e<strong>in</strong> Titel, <strong>der</strong> bisher lei<strong>der</strong> nicht geschützt ist).<br />
Nur durch immer stärkere Arbeitsteilung <strong>in</strong> <strong>der</strong> mo<strong>der</strong>nen Indu-<br />
strie ist die heutige Produktqualität zu vertretbaren Kosten und<br />
<strong>in</strong> ausreichen<strong>der</strong> Menge herstellbar Wenn demnach nicht mehr<br />
e<strong>in</strong> Mensch e<strong>in</strong> Produkt alle<strong>in</strong>verantwortlich herstellt, herstellen<br />
kann, so ist er auf Zulieferer angewiesen.<br />
1. Die Grundlagen e<strong>in</strong>er <strong>Qualitätssicherung</strong><br />
Bei hochrationalisierter Massenfertigung, wie sie beispielsweise<br />
<strong>in</strong> <strong>der</strong> Elektronik o<strong>der</strong> im Automobilbau betrieben wird, ergeben<br />
sich tiefgreifende Abhängigkeiten zwischen Kunden und Liefe-<br />
ranten irgendwelcher Komponenten. Je<strong>der</strong> Lieferant ist im Nor-<br />
malfall auch wie<strong>der</strong> Kunde bei Vorlieferanten u.s.f. E<strong>in</strong>e Kette<br />
von Verflechtungen hat sich da entwickelt. Wenn dieses Bild von<br />
<strong>der</strong> Kette und ihrer Verflechtung stimmt, so kommt sofort <strong>der</strong><br />
Gedanke <strong>in</strong>s Spiel, daß e<strong>in</strong>e Kette bekanntlich nur so stark ist,<br />
wie ihr schwächstes Glied. Die Logik erzw<strong>in</strong>gt, daß somit je<strong>der</strong><br />
Verarbeiter e<strong>in</strong>es Produktes größten Wert auf gesicherte Qualität<br />
des vom Zulieferer gekauften Produktes legen muß, sonst bricht<br />
die Kette.<br />
Im Automobilbau, <strong>in</strong> <strong>der</strong> Elektronik, zum Bau von Industrieanla-<br />
gen usw. s<strong>in</strong>d Systeme entwickelt worden, mit denen die quali-<br />
tätsbezogene Verflechtung <strong>der</strong> ,,Kettenglie<strong>der</strong>“ organisatorisch<br />
erfaßt und gesteuert werden kann.<br />
Über solche Systeme greift <strong>der</strong> Verarbeiter von textilen Flächen<br />
-z.B. Polsterstoffe im Automobil o<strong>der</strong> Glasgewebe bei Leiterplat-<br />
ten - heute über den Weber o<strong>der</strong> den Ausrüster usw. bis auf<br />
den Garnhersteller und gegebenenfalls auch auf den Faserpro-<br />
duzenten zurüclk und nimmt großen Anteil an dessen Organisa-<br />
tion und Arbeitsablauf.<br />
Es ist ke<strong>in</strong>eswegs ungewöhnlich, daß e<strong>in</strong> Garnhersteller von sei-<br />
nem Kunden e<strong>in</strong>en Brief mit Fragebögen bekommt, nach denen<br />
e<strong>in</strong>e sogenannte Lieferantene<strong>in</strong>stufung vorgenommen werden<br />
soll. In den meisten Fällen lehnen sich solche E<strong>in</strong>stufungssyste-<br />
me an DIN ISO 9000 bis 9004 bzw. an die gleichlautende EN<br />
29000 bis EN 29004 an und werden oft mit Punktbewertungen<br />
objektiviert.<br />
E<strong>in</strong>e Problematik solcher Lieferantene<strong>in</strong>stufungen liegt <strong>in</strong> dem<br />
Punktsystem. Danach kann es se<strong>in</strong>, daß e<strong>in</strong> an sich bewährter<br />
Lieferant herabgestuft werden muß, weil er bestimmte gefor<strong>der</strong>-<br />
te Organisations-Strukturen nicht besitzt vielleicht läßt bei-<br />
spielsweise se<strong>in</strong>e Betriebsgröße bestimmte Organisationen<br />
nicht zu. E<strong>in</strong> an<strong>der</strong>er Rückstufungsgrund kann e<strong>in</strong> fehlendes,<br />
formalisiertes Programm zur Mitarbeiterschulung se<strong>in</strong> und ähnli-<br />
ches mehr.<br />
Wesentliche Fragen, die neben <strong>der</strong> Organisation immer wie<strong>der</strong><br />
auftauchen, beziehen sich auf die Prozeßfähigkeit (SPC), die<br />
Fehler-Möglichkeits- und E<strong>in</strong>fluß-Analyse (FMEA) und auf die<br />
Dokumentation <strong>der</strong> <strong>Qualitätssicherung</strong>smaßnahmen.<br />
Im folgenden werden diese Begriffe untersucht und aus <strong>der</strong><br />
Sp<strong>in</strong>nerei mit Beispielen erläutert. Daraus ergeben sich Ansätze,<br />
wie den For<strong>der</strong>ungen des Kunden Genüge getan werden kann,<br />
2. Die Organkation <strong>der</strong> <strong>Qualitätssicherung</strong> <strong>in</strong> <strong>der</strong> Garn-<br />
erzeugung<br />
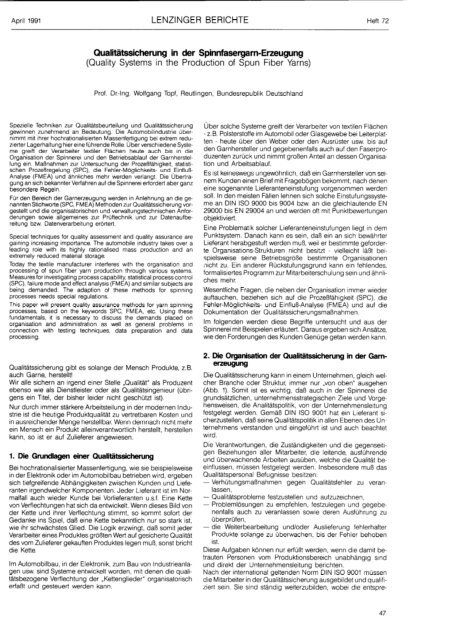
Die <strong>Qualitätssicherung</strong> kann <strong>in</strong> e<strong>in</strong>em Unternehmen, gleich wel-<br />
cher Branche o<strong>der</strong> Struktur, immer nur ,,von oben” ausgehen<br />
(Abb. 1). Somit ist es wichtig, daß auch <strong>in</strong> <strong>der</strong> Sp<strong>in</strong>nerei die<br />
grundsätzlichen, unternehmensstrategischen Ziele und Vorge-<br />
hensweisen, die Analitätspolitik, von <strong>der</strong> Unternehmensleitung<br />
festgelegt werden. Gemäß DIN ISO 9001 hat e<strong>in</strong> Lieferant si-<br />
cherzustellen, daß se<strong>in</strong>e Qualitätspolitik <strong>in</strong> allen Ebenen des Un-<br />
ternehmens verstanden und e<strong>in</strong>geführt ist und auch beachtet<br />
wird.<br />
Die Verantwortungen, die Zuständigkeiten und die gegenseiti-<br />
gen Beziehungen aller Mitarbeiter, die leitende, ausführende<br />
und überwachende Arbeiten ausüben, welche die Qualität be-<br />
e<strong>in</strong>flussen, müssen festgelegt werden. Insbeson<strong>der</strong>e muß das<br />
Qualitätspersonal Befugnisse besitzen:<br />
- Verhütungsmaßnahmen gegen Qualitätsfehler zu veran-<br />
lassen,<br />
- Qualitätsprobleme festzustellen und aufzuzeichnen,<br />
- Problemlösungen zu empfehlen, festzulegen und gegebe-<br />
nenfalls auch zu veranlassen sowie <strong>der</strong>en Ausführung zu<br />
überprüfen,<br />
- die Weiterbearbeitung und/o<strong>der</strong> Auslieferung fehlerhafter<br />
Produkte solange zu überwachen, bis <strong>der</strong> Fehler behoben<br />
ist.<br />
Diese Aufgaben können nur erfüllt werden, wenn die damit be-<br />
trauten Personen vom Produktionsbereich unabhängig s<strong>in</strong>d<br />
und direkt <strong>der</strong> Unternehmensleitung berichten.<br />
Nach <strong>der</strong> <strong>in</strong>ternational geltenden Norm DIN ISO 9001 müssen<br />
die Mitarbeiter <strong>in</strong> <strong>der</strong> <strong>Qualitätssicherung</strong> ausgebildet und qualifi-<br />
ziert se<strong>in</strong>. Sie s<strong>in</strong>d ständig weiterzubilden, wobei die entspre-<br />
47
Steuerunassvstem<br />
Qualitätskosten<br />
Prüfmittelverwaltung<br />
s9tl%cal Process Conlrol<br />
Itistische Prczessregelung Meßtechnik (NC)<br />
Failure Mode and Elfect Anäiys6 Taguchi-Methode<br />
Lleferantenbewertung<br />
Abb. 1: Organisatorische Voraussetzungen und Methoden <strong>der</strong> Quali-<br />
tätsskherurg (Quelk <strong>der</strong> Abbiklungen im Literaturverzeichnis)<br />
chenden Maßnahmen auch zu dokumentieren s<strong>in</strong>d. Darüber<br />
h<strong>in</strong>aus ist vom Unternehmen e<strong>in</strong>e Person zu benennen, die -<br />
unabhängig von an<strong>der</strong>en Aufgaben die <strong>in</strong> aller Regel schriftlich<br />
festgelegte Verantwortung und Befugnis besitzt, um alle Anfor-<br />
<strong>der</strong>ungen <strong>der</strong> <strong>Qualitätssicherung</strong> zu erfüllen.<br />
Das Qualitätssystem e<strong>in</strong>er Sp<strong>in</strong>nerei muß <strong>in</strong> geeigneten Interval-<br />
len bewertet werden, um se<strong>in</strong>e ständige Eignung und Wirksam-<br />
keit sicherzustellen. Aufzeichnungen darüber s<strong>in</strong>d aufzubewah-<br />
ren und wie alle an<strong>der</strong>en Dokumente zur <strong>Qualitätssicherung</strong><br />
Beauftragten des Kunden zur E<strong>in</strong>sichtnahme vorzulegen. - So-<br />
weit s<strong>in</strong>ngemäß DIN ISO 9001. Aus <strong>der</strong> großen Zahl von Forde-<br />
rungen, Anfor<strong>der</strong>ungen und Maßnahmen im Betriebsablauf al-<br />
le<strong>in</strong> auf organisatorischer Ebene konnten hier nur e<strong>in</strong>ige<br />
wichtige herausgegriffen werden. Für jeden Sp<strong>in</strong>nereibetrieb,<br />
<strong>der</strong> e<strong>in</strong> mo<strong>der</strong>nes <strong>Qualitätssicherung</strong>s-Konzept aufbauen will<br />
o<strong>der</strong> muß, ergeben sich spezifische Son<strong>der</strong>formen <strong>der</strong> Organi-<br />
sation und des Ablaufes.<br />
Die PraktischeTätigkeit <strong>der</strong> <strong>Qualitätssicherung</strong> <strong>in</strong> e<strong>in</strong>em Sp<strong>in</strong>ne-<br />
reibetrieb umfaßt alle prüfenden und kontrollierenden Aktivitäten<br />
zwischen Rohstoffauswahl und Rohstoffe<strong>in</strong>kauf auf <strong>der</strong> e<strong>in</strong>en<br />
und Prüfung <strong>der</strong> Garne nach vorgegebenen Regeln auf <strong>der</strong> an-<br />
<strong>der</strong>en Seite.<br />
Langfristig werden alle Garnerzeuger entsprechende Maßnah-<br />
men e<strong>in</strong>führen und Qualitätssysteme aufbauen müssen. Viel-<br />
fach for<strong>der</strong>t heute auch <strong>der</strong> Handel von se<strong>in</strong>en Lieferanten be-<br />
reits Unterlagen, Berichte, Protokolle usw. wie die Automobil-<br />
o<strong>der</strong> Elektronik<strong>in</strong>dustrie. Die e<strong>in</strong>gangs erwähnte Verflechtung<br />
gew<strong>in</strong>nt immer mehr an Boden. Hier e<strong>in</strong> kle<strong>in</strong>es-vielleicht extre-<br />
mes - Beispiel aus dem Handel:<br />
Der Unistoff e<strong>in</strong>er Jacke kommt von e<strong>in</strong>em an<strong>der</strong>en Lieferanten<br />
als <strong>der</strong> <strong>der</strong> Hose, beides wird von verschiedenen Herstellern<br />
konfektioniert aber zusammen wie e<strong>in</strong> Tel verkauft und ge-<br />
tragen.<br />
Wenn da die <strong>Qualitätssicherung</strong> nicht funktioniert, paßt nichts<br />
mehr. Ke<strong>in</strong> Wun<strong>der</strong> also, daß Garnerzeuger Unterlagen zur Lie-<br />
ferantene<strong>in</strong>stufung erhalten und bearbeiten müssen.<br />
Nach diesen organisatorischen Grundlagen e<strong>in</strong>er Qualitätssi-<br />
cherung <strong>in</strong> <strong>der</strong> Sp<strong>in</strong>nfaser-Garnerzeugung werden folgend e<strong>in</strong>i-<br />
ge technische Verfahrensweisen betrachtet.<br />
48<br />
LENZINGER BERIC:HTE April 1991<br />
3. Die Qualitätsfähigkeitsanalyse <strong>in</strong> <strong>der</strong> Sp<strong>in</strong>nerei<br />
Da die Technik <strong>in</strong> <strong>der</strong> Sp<strong>in</strong>nerei zunehmend komplexer gewor-<br />
den ist und gleichzeitig auch die Produktivität zum Erhalt <strong>der</strong><br />
Wettbewerbsfähigkeit ständig steigen mußte, genügt die klassi-<br />
sche Garnprüfung und Fehlerbehebung alle<strong>in</strong> nicht mehr. Die<br />
Aufgaben <strong>der</strong> <strong>Qualitätssicherung</strong> s<strong>in</strong>d durch Verfahren zu er-<br />
gänzen, die <strong>in</strong> e<strong>in</strong>er qualitativ und technisch beherrschten Sp<strong>in</strong>-<br />
nerei zwangsläufiger als bisher zu qualitätsfähigen Konzepten<br />
und zu fertigungsgerechten Garnentwicklungen führen.<br />
Dazu hilft e<strong>in</strong>e Qualitätsfähigkeitsanalyse. Sie beg<strong>in</strong>nt mit e<strong>in</strong>er<br />
Uberprilfung des Konzeptes für e<strong>in</strong> Garn h<strong>in</strong>sichtlich se<strong>in</strong>er<br />
pr<strong>in</strong>zipiellen Eignung für den geplanten E<strong>in</strong>satz, geht über zu<br />
e<strong>in</strong>er Fehler-Möglichkeits- und E<strong>in</strong>flußanalyse (FMEA) und<br />
schließt mit e<strong>in</strong>er Betrachtung <strong>der</strong> Prozeßfähigkeit (statisticai<br />
process control - SPC) ab. Die e<strong>in</strong>zelnen Stufen können sich<br />
<strong>in</strong> Randbereichen überschneiden.<br />
3.1. Das Konzept <strong>der</strong> Garnkonstruktion<br />
Zur Überprüfung <strong>der</strong> pr<strong>in</strong>zipiellen Eignung e<strong>in</strong>es Garnes für ei-<br />
nen vorgegebenen Zweck s<strong>in</strong>d e<strong>in</strong>e Reihe von e<strong>in</strong>fachen oft nur<br />
qualitativ bewertbaren Fragen zu beantworten. E<strong>in</strong>ige Beispiele<br />
sollen das Geme<strong>in</strong>te verdeutlichen:<br />
a) E<strong>in</strong> Garn für e<strong>in</strong>e K<strong>in</strong><strong>der</strong>spielhose sollte pr<strong>in</strong>zipiell reiß- und<br />
scheuerfest, gut waschbar und pflegeleicht, echtfärbbar und<br />
nicht zu teuer se<strong>in</strong>. Damit s<strong>in</strong>d e<strong>in</strong>e Reihe von Faserarten und<br />
Sp<strong>in</strong>nverfahren bereits grundsätzlich ausgeschlossen, z.B.<br />
fe<strong>in</strong>e Wollen, Streichgarne, weichgedrehte R<strong>in</strong>ggarne usw.<br />
b) E<strong>in</strong> Garn für elegante Damenpullover sollte demgegenüber<br />
weich und fließend se<strong>in</strong> im Griff, edlen Glanz und hohe Farb-<br />
brillal?z aufweisen, und <strong>der</strong> Garnpreis darf sicher etwas hö-<br />
her se<strong>in</strong>. Hier kommen an<strong>der</strong>e Faserarten <strong>in</strong> Frage, wie Cash-<br />
mere, Lambswool u.ä., verarbeitet im Kammgarn- o<strong>der</strong><br />
Streichgarnsp<strong>in</strong>nverfahren.<br />
Das Konzept <strong>der</strong> Garnkonstruktion hat sich immer nach dem<br />
Artikele<strong>in</strong>satz zu richten und ist darüber h<strong>in</strong>aus auch von modi-<br />
schen Gesichtspunkten geprägt. Die unter dem Aspekt Mode<br />
und pr<strong>in</strong>zipielle Garneignung auftretenden Qualitätsfragen las-<br />
sen sich mit den bekannten Verfahren <strong>der</strong> Anfor<strong>der</strong>ungsprofile<br />
bearbeiten und sollen hier nicht weiter erörtert werden. Richtig<br />
ernst wird es erst bei Garnzulieferungen für den E<strong>in</strong>satz <strong>in</strong> Auto-<br />
mobiltextilien.<br />
c) E<strong>in</strong> Garn z.B. für Polsterstoffe <strong>in</strong> e<strong>in</strong>em Automobil hat neben<br />
den selbstverständlichen ästhetischen Eigenschaften e<strong>in</strong>e<br />
Reihe von technischen Anfor<strong>der</strong>ungen zu erfüllen, die sich<br />
<strong>in</strong> ihren Tendenzen sogar noch wi<strong>der</strong>sprechen können. Bei<br />
Polsterstoffen s<strong>in</strong>d rund 35 E<strong>in</strong>zelfestlegungen getroffen, da-<br />
von je nach Automobilhersteller alle<strong>in</strong> 8 - 10 Posjtionen nur<br />
für das Garn, z.B. wird vom Abnehmer neben so allgeme<strong>in</strong>en<br />
D<strong>in</strong>gen wie Garnfe<strong>in</strong>heit o<strong>der</strong> Garn- und Zwirndrehung auch<br />
sehr genau die Mischung, die zu verwendenden Fasertypen<br />
<strong>in</strong> Fe<strong>in</strong>heit und Länge und bei Chemiefasern auch die spe-<br />
zielle Type vorgeschrieben. Hier gibt es - und das ist die klare<br />
Zielsetzung - ke<strong>in</strong>e Manipulationsmöglichkeit mehr.<br />
Wie sichert nun aber die Sp<strong>in</strong>nerei ihre Qualität, wenn die Anfor-<br />
<strong>der</strong>ungen so eng s<strong>in</strong>d, wie angedeutet und man natürlich trotz-<br />
dem auf se<strong>in</strong>e Kosten kommen will und muß?<br />
3.2. Diie FMEA - <strong>in</strong> <strong>der</strong> Sp<strong>in</strong>nerei<br />
Die Fehler-Möglichkeits- und E<strong>in</strong>flußanalyse ist ganz allgeme<strong>in</strong><br />
e<strong>in</strong>e Methode, um systematisch potentielle Fehler bei <strong>der</strong> Ent-<br />
wicklunlg und Fertigung e<strong>in</strong>es Produktes zu erfassen und durch<br />
geeignete Maßnahmen zu vermeiden. FMEA ist damit auch e<strong>in</strong><br />
Hilfsmittel, um Risiken zu m<strong>in</strong>imieren.<br />
Bei allen Betrachtungen zur FMEA ist beson<strong>der</strong>s wichtig, diese<br />
ständig zu überprüfen und anzupassen und nicht nach Erstel-<br />
lung <strong>in</strong> die Schublade abzulegen. Immer erfor<strong>der</strong>n FMEA-<br />
Maßnahmen e<strong>in</strong> hohes Maß an Vertrauen zwischen Kunden und
April 1991 LENZINGER BERICHTE Heft 72<br />
Lieferanten <strong>in</strong> allen Entwicklungsphasen. Ohne Diskretion geht<br />
es nicht, <strong>in</strong>sbeson<strong>der</strong>e wenn e<strong>in</strong> Verarbeiter für e<strong>in</strong> Produkt ver-<br />
schiedene Lieferanten hat.<br />
Bei e<strong>in</strong>er FMEA werden:<br />
- alle möglichen Fehler systematisch aufgelistet und auf ihre<br />
Folgen für den Kunden bzw. für das Produkt beurteilt,<br />
- die möglichen Fehlerursachen bestimmt,<br />
- die Wahrsche<strong>in</strong>lichkeiten des Auftretens, die Auswirkungen<br />
und die Möglichkeiten e<strong>in</strong>er Entdeckung <strong>der</strong> Fehler beurteilt<br />
und daraus Risiko-Prioritätszahlen gebildet,<br />
- notwendige Fertigungsmaßnahmen und Prüfverfahren fest-<br />
gelegt und<br />
- die Verantwortlichkeiten bestimmt.<br />
Entsprechend dieser Aufgabenstellung unterscheidet man:<br />
- die Konstruktions- bzw. Entwicklungs-FMEA und<br />
- die Prozeß-FMEA.<br />
32.1. Die Konstruktions- bzu! Entwicklungs-FMEA im Sp<strong>in</strong>nerei-<br />
betrieb<br />
Unter diesem Stichwort werden alle denkbaren Ausfälle o<strong>der</strong><br />
Fehler behandelt, wobei man immer davon ausgeht, daß diese<br />
zwar auftreten können, aber nicht auftreten müssen. Im Sp<strong>in</strong>ne-<br />
reibetrieb s<strong>in</strong>d mit Konstruktions- bzw. Entwicklungsfehlern alle<br />
diejenigen Fehler geme<strong>in</strong>t, die im weiteren S<strong>in</strong>n mit dem Mate-<br />
rial, d.h. den Fasern und gegebenenfalls Hilfsmitteln, vielleicht<br />
den Sehmälzen und Avivagen zusammenhängen. E<strong>in</strong>ige Bei-<br />
spiele sollen die Zusammenhänge verdeutlichen, wobei jede<br />
E<strong>in</strong>zelbetrachtung immer nur für e<strong>in</strong>en bestimmten Artikel gilt.<br />
Vom Artikel her, <strong>der</strong> aus dem zu sp<strong>in</strong>nenden Garn gefertigt wer-<br />
den soll, ergeben sich die e<strong>in</strong>gesetzten Rohstoffe und damit<br />
auch meist die denkbaren Sp<strong>in</strong>nprozesse. Betrachten wir e<strong>in</strong>es<br />
<strong>der</strong> drei oben gewählten Beispiele, den<br />
Autopolsterstoff:<br />
Faser PolyesterIWolle-Mischung 55145 010<br />
bei e<strong>in</strong>er bestimmten Farbkomb<strong>in</strong>ation 70/30 %<br />
Wolle 265 +/- 0,5 Pm, 60 mm<br />
Polyester 4,4 dtex/60 mm Kammzug gefärbt<br />
Garn Kette wie Schuß<br />
53 tex x 2 (Nm 18/2)<br />
370 +/- 10 Drehungen pro m im Garn<br />
400 +/- 10 Drehungen im Zwirn<br />
Listen wir die möglichen Fehler im Garn für diesen E<strong>in</strong>satz auf,<br />
so käme vielleicht folgende Aufzählung zustande:<br />
- Garnfestigkeit zu ger<strong>in</strong>g,<br />
- Schwachstellenniveau ungünstig,<br />
- Farbausfall und Gleichmäßigkeit nicht musterkonform,<br />
- Partie Sp<strong>in</strong>nung,<br />
- Garnhaarigkeit zu hoch.<br />
Die genannten Positionen können materialbed<strong>in</strong>gt se<strong>in</strong> und ge-<br />
gebenenfalls durch Auswahl an<strong>der</strong>er Fasern bee<strong>in</strong>flußt werden,<br />
denn we<strong>der</strong> die Wolle noch die Polyesterfaser s<strong>in</strong>d beson<strong>der</strong>s<br />
genau def<strong>in</strong>iert.<br />
E<strong>in</strong>e FMEA kann die Wertigkeit <strong>der</strong> verschiedenen Möglichkei-<br />
ten zue<strong>in</strong>an<strong>der</strong> ausweisen und damit Entscheidungshilfen für<br />
Verän<strong>der</strong>ungen leisten. Aus den berechenbaren Risiko-Priori-<br />
tätszahlen ergibt sich diese Möglichkeit mit ziemlicher Genauig-<br />
keit. Bei konsequenter Anwendung <strong>der</strong> FMEA kann bereits <strong>in</strong><br />
<strong>der</strong> Planungsphase e<strong>in</strong>es Garnes für den E<strong>in</strong>satz <strong>in</strong> e<strong>in</strong>em be-<br />
stimmten Artikel beurteilt werden, ob und welche Fehler mit wel-<br />
chem Risiko auftreten können.<br />
3 2.2. Die Prozeß-FMEA im Sp<strong>in</strong>nereibetrieb<br />
Während sich im Sp<strong>in</strong>nereigeschehen die Konstruktions- bzw.<br />
Entwicklungs-FMEA vornehmlich mit dem Fasermaterial befaßt,<br />
wird mit <strong>der</strong> Prozeß-FMEA <strong>der</strong> Sp<strong>in</strong>nprozeß als solcher unter-<br />
sucht. Dabei ist die Vorgehensweise genau gleich wie oben ge-<br />
schil<strong>der</strong>t, z.B.:<br />
- Auflisten <strong>der</strong> möglichen Fehler,<br />
- Beurteilung <strong>der</strong> Folgen,<br />
- Wahrsche<strong>in</strong>llichkeiten des Auftretens,<br />
- Bewertung <strong>der</strong> Risiken usw.<br />
Auch die verwendeten Formulare, Fragebögen usw. s<strong>in</strong>d gleich.<br />
Im Beispiel mit dem Autopolsterstoff können von <strong>der</strong> Masch<strong>in</strong>en-<br />
seite her vielleicht folgende Fehler auftreten:<br />
- Die Strecke verzieht ungleichmäßig, unter Umständen <strong>in</strong>fol-<br />
ge von Unterschieden <strong>in</strong> <strong>der</strong> Präparation und<br />
- durchmischt damit entsprechend schlecht.<br />
- Der Ablauf des Vorgarnes ist ungleichmäßig, daraus s<strong>in</strong>d<br />
Garnfe<strong>in</strong>heitsschwankungen bed<strong>in</strong>gt.<br />
- Der Olauftrag an <strong>der</strong> Zwirnmasch<strong>in</strong>e sowie <strong>der</strong>en Faden-<br />
Spannung schwanken.<br />
- Die gefor<strong>der</strong>ten Drehungswerte im Garn o<strong>der</strong> Zwirn werden<br />
nicht im Toleranzbereich gehalten u.v.m.<br />
An vielen Stellen wird sich die Entwicklungs- und die Prozeß-<br />
FMEA überschneiden, und oft gel<strong>in</strong>gt es auch nicht, klar von<br />
<strong>der</strong> nachfolgend zu diskutierenden Prozeßfähigkeitsuntersu-<br />
chung zu treniien.<br />
3.3. Die Untersuchung <strong>der</strong> Prozeßfähigkeit <strong>der</strong> Sp<strong>in</strong>nerei<br />
Das ,ziel <strong>der</strong> Prozeßfähigkeitsuntersuchung ist die Beurteilung<br />
<strong>der</strong> Ubere<strong>in</strong>stimmung des (Sp<strong>in</strong>n-)Prozesses mit den vorgege-<br />
benen Qualit&-Anfor<strong>der</strong>ungen unter Anwendung mathema-<br />
tisch-statistischer Auswerteverfahren. Die Methoden, nach de-<br />
nen gearbeitet wird, lassen sich unter dem Stichwort “SPC” (Sta-<br />
tistical Process; Control bzw. statistische Prozeßregelung) zu-<br />
sammenfassen. Die Prozeßfähigkeit wie auch das Verfahren <strong>der</strong><br />
statistischen Prozeßkontrolle s<strong>in</strong>d Aussagen bzw. Methoden, die<br />
sich immer auf e<strong>in</strong> Merkmal, e<strong>in</strong>en Sollwert und evtl. vorgegebe-<br />
ne Toleranzen (Abb. 2) beziehen.<br />
sonvmrl<br />
des Mefkma!s<br />
Verbesserung <strong>der</strong> Prozeßlage<br />
Reduzierung <strong>der</strong> Streuung<br />
Abb. 2: Prozel3lege und Streuung: e<strong>in</strong> Vergleich zwischen ,,Soll“ - und<br />
Otig<strong>in</strong>e~~rozeß (To bzw. Lid bedeutet Toleranz nach oben bzw.<br />
unten)<br />
49
Heft 72 LENZINGER BERICHTE April 1991<br />
Vere<strong>in</strong>facht ausgedrückt wird dabei gefragt:<br />
Kann man tatsächlich diese Ware <strong>in</strong> den Toleranzen produzie-<br />
ren, die gefor<strong>der</strong>t werden?<br />
E<strong>in</strong>e gleichmäßige Garnqualität kann <strong>in</strong> <strong>der</strong> Sp<strong>in</strong>nerei nur durch<br />
e<strong>in</strong>en ,,fähigen” und langfristig ,,stetigen” Prozeß erreicht wer-<br />
den. Nicht ,,fähige” o<strong>der</strong> nicht ,,stetige” Prozesse führen zum Sor-<br />
tieren und Nacharbeiten (z.B. erneutes Umspulen) von Garnen.<br />
Die Prozeßfähigkeit selbst ist dann e<strong>in</strong> Maß für die Streuung ei-<br />
nes Prozesses, sie wird mit e<strong>in</strong>em Prozeßfähigkeits-lndex Cp<br />
bzw. Cpk ausgedrückt.<br />
Der CP-Index mißt die Eignung e<strong>in</strong>es Prozesses, e<strong>in</strong> bestimmtes<br />
Merkmal unter E<strong>in</strong>haltung <strong>der</strong> vorgegebenen Toleranzen zu er-<br />
zeugen. E<strong>in</strong> Prozeß ist:<br />
- fähig, wenn Cp größer 1,33,<br />
- bed<strong>in</strong>gt fähig, wenn Cp zwischen 1,0 und 1,33,<br />
- nicht fähig, wenn Cp kle<strong>in</strong>er l,O.<br />
Der Cpk-Index mißt darüber h<strong>in</strong>aus die Zentrierung des Prozes-<br />
ses <strong>in</strong>nerhalb des Toleranzbereiches, wobei die Beurteilung wie<br />
beim CP-Index erfolgt.<br />
Die Prozeßfähigkeit kann bestimmt werden, wenn alle “systema-<br />
tischen Störe<strong>in</strong>flüsse” <strong>in</strong> e<strong>in</strong>em Sp<strong>in</strong>nprozeß weitgehend besei-<br />
tigt s<strong>in</strong>d und nur noch ,,zufallsbed<strong>in</strong>gte Störungse<strong>in</strong>flüsse“ wir-<br />
ken (Abb. 3 u. 4).<br />
Je<strong>der</strong> Sp<strong>in</strong>nprozeß umfaßt die klassischen fünf Hauptgruppen<br />
und e<strong>in</strong>e ganze Vielzahl von E<strong>in</strong>flußgrößen o<strong>der</strong> Teilprozessen,<br />
die pr<strong>in</strong>zipiell alle auch untersucht werden müssen. Die Haupt-<br />
gruppen s<strong>in</strong>d die “fünf M” und bedeuten:<br />
- Mensch,<br />
- Masch<strong>in</strong>e,<br />
- Methode,<br />
- Material,<br />
- Milieu.<br />
-JA-:<br />
’ Vorbereitung. Voraussetzungen<br />
fur die Fahlgkettsunter-<br />
suchung schaffen<br />
Untersuchung durchfuhren.<br />
StIchproben entnehmen.<br />
Daten m p-Regelkarte<br />
elntragen. bzw. weitere<br />
benotlgte Daten errechnen<br />
und darstellen<br />
Ist<br />
<strong>der</strong> Prozeß<br />
beherrscht3<br />
JA<br />
CF<br />
Auswertung durchführen.<br />
&-Index errechnen<br />
/’ ’ M-., _<br />
,’<br />
‘.\*<br />
c,, 22 1.33 ,+NEIN7<br />
\ ’ ‘,_<br />
*<br />
Ermittlung<br />
<strong>der</strong><br />
systematischen<br />
Streuungseln-<br />
flusse<br />
NEIN<br />
“” Prozeß<br />
mcht fähig<br />
Abb. 3: Ablaufplan für e<strong>in</strong>e Prozeßfähigkeitsuntersuchung für quali-<br />
tative (zählbare) Qualitätsmerkmale<br />
50<br />
,/”<br />
/<br />
I<br />
Abb. 4: Ablaufplan für e<strong>in</strong>e Pmzeßfätigkeitsunterwchung für quanti-<br />
iative (meßbare) Qualitätsmerkmale<br />
Von qualifizierten Menschen, werden unter Benutzung sicher<br />
und gleichmäßig arbeiten<strong>der</strong> Masch<strong>in</strong>en, verbunden durch ei-<br />
nen tadellosen Sp<strong>in</strong>nplan (Methode) gut geeignete Fasern (Ma-<br />
terial) bei regelrechten Klimabed<strong>in</strong>gungen (Milieu) Qualitätsgar-<br />
ne gesponnen.<br />
Lei<strong>der</strong> unterliegen die <strong>in</strong> <strong>der</strong> Auflistung genannten ,,fünf M”<br />
immer:<br />
- zufälligen Streuungse<strong>in</strong>flüssen und<br />
- systematischen Streuungse<strong>in</strong>flüssen.<br />
Dabei s<strong>in</strong>d zufällige E<strong>in</strong>flüsse o<strong>der</strong> auch äußere E<strong>in</strong>flüsse auf<br />
die Prozeßfähigkeit Fehler an Masch<strong>in</strong>en o<strong>der</strong> Teilen davon wie<br />
Brüche, Risse usw. an Druckrollern, Ballon-E<strong>in</strong>engungs-R<strong>in</strong>gen,<br />
Läufern, Lagern usf. Pannen, die immer wie<strong>der</strong> vorkommen und<br />
wohl aulch <strong>in</strong> Zukunft vorkommen werden.<br />
Systemaltische Streuungse<strong>in</strong>flüsse o<strong>der</strong> <strong>in</strong>nere Störungen auf<br />
die Prozleßfähigkeit s<strong>in</strong>d demgegenüber eher im Bereich Sp<strong>in</strong>n-<br />
planfehler, Rohstoff-Abweichungen, Informationslücken vom<br />
Meister zur Masch<strong>in</strong>enbedienung u.ä. zu suchen.<br />
Wenn im Sp<strong>in</strong>nprozeß die systematischen Streuungse<strong>in</strong>flüsse<br />
weitestgehend elim<strong>in</strong>iert s<strong>in</strong>d und nur noch zufällige E<strong>in</strong>flüsse<br />
wirken, so ist <strong>der</strong> Prozeß im mathematisch-statistischen S<strong>in</strong>n als<br />
stabil o<strong>der</strong> beherrscht zu bezeichnen.<br />
Zur Überprüfung dieses Zustandes und damit zur Untersu-<br />
chung <strong>der</strong> Prozeßfähigkeit werden bei den quantitativen Quali-<br />
tätsmerkmalen und bei den qualitativen Merkmalen (d.h. meß-<br />
baren o<strong>der</strong> nur zählbaren Merkmalen) sogenannte Regelkarten<br />
verwenclet. Die Funktionsweise solcher Karten kann hier nicht<br />
erörtert werden, dazu muß auf die e<strong>in</strong>schlägige Literatur verwie-<br />
sen werden.<br />
Aus den Ergebnissen <strong>der</strong> Kontrollmessung e<strong>in</strong>es Qualitätsmerk-<br />
males und aus <strong>der</strong> zulässigen Toleranz kann <strong>der</strong> Cp- bzw. <strong>der</strong>
April 1991 LENZINGER BERICHTE<br />
Cpk-Index berechnet werden. Das Verfahren ist hier vere<strong>in</strong>facht<br />
kurz aufgezeigt:<br />
c = ~- OSG - USG<br />
P<br />
6 Sigma<br />
OSG/USG: obere/untere Toleranzgrenze<br />
Sigma : Standardabweichung <strong>der</strong> Kontrollmessung<br />
Verglichen wird also die erlaubte Toleranzbreite (OSG/USG) mit<br />
<strong>der</strong> gemessenen Abweichung. Die DGQ (Deutsche Gesell-<br />
schaft für Qualität) und viele an<strong>der</strong>e Anwen<strong>der</strong> dieser Methoden<br />
gehen davon aus, daß 75 Yo <strong>der</strong> Bandbreite <strong>der</strong> erlaubten Tole-<br />
ranz von <strong>der</strong> Prozeßstreubreite nicht überschritten werden soll-<br />
ten Damit errechnete sich e<strong>in</strong> M<strong>in</strong>destwert für Cp von 1,33 als<br />
zulässig.<br />
Der Cpk-Index berücksichtigt neben <strong>der</strong> Standardabweichung<br />
<strong>der</strong> Kontrollmessung auch noch die Lage des Mittelwertes im<br />
Vergleich zum Zentrum zwischen OSG und USG.<br />
Cpk =<br />
A krit A krit = F - USG<br />
3 Sigma bzw.<br />
A krit = OSG - 7<br />
A krit: kritischer Abstand des Gesamtmittelwertes<br />
zur Spezifikationsgrenze<br />
Unterscheiden sich Cp und Cpk, so wird nicht <strong>in</strong> <strong>der</strong> Mitte <strong>der</strong><br />
vorgegebenen Toleranz produziert. Wenn dennoch e<strong>in</strong>e <strong>der</strong> To-<br />
leranzgrenzen nicht überschritten werden darf, so ist mit kle<strong>in</strong>e-<br />
rer Standardabweichung zu produzieren, um den gleicherma-<br />
ßen geltenden Grenzwert Cpk = 1,33 nicht zu unterschreiten.<br />
Bei ,,Ford” s<strong>in</strong>d beispielsweise die <strong>in</strong> <strong>der</strong> Tabelle 1 dargestellten<br />
Regeln zur Bedeutung <strong>der</strong> Cp- bzw. <strong>der</strong> Cpk-Indizes e<strong>in</strong>geführt.<br />
Tabelle 1: E<strong>in</strong>ordnung <strong>der</strong> Proze8fähigkeits-Indizes bei Ford<br />
Nach diesen im ersten Moment vielleicht etwas theoretisch an-<br />
mutenden Ausführungen soll das Augenmerk wie<strong>der</strong> auf kon-<br />
krete D<strong>in</strong>ge <strong>der</strong> Sp<strong>in</strong>nerei gelenkt werden.<br />
Die Stichworte s<strong>in</strong>d noch e<strong>in</strong>mal:<br />
Mensch/Masch<strong>in</strong>e/Methode/Materia//Mi/ieu<br />
Zu allen fünf Punkten sollen e<strong>in</strong>ige Beispiele aus dem Sp<strong>in</strong>nerei-<br />
bereich vorgestellt werden.<br />
Der Mensch<br />
muß qualifiziert, d.h. für se<strong>in</strong>e Aufgabe <strong>in</strong> <strong>der</strong> Sp<strong>in</strong>nerei genü-<br />
gend gut geschult se<strong>in</strong>. Beispiel: Immer wie<strong>der</strong> stimmte die Fa-<br />
sermischung <strong>in</strong> e<strong>in</strong>em Betrieb nicht. Der Staplerfahrer, <strong>der</strong> die<br />
Ballen laut Auftragszettel aus dem Lager holte und auspackte,<br />
konnte nicht lesen.<br />
Die Masch<strong>in</strong>e<br />
muß sicher und gleichmäßig arbeiten. Beispiel: Die Bandfe<strong>in</strong>heit<br />
<strong>der</strong> Regulierstrecke triftete im Laufe des Tages. Ursache war<br />
e<strong>in</strong>e fehlerhafte Temperaturkompensation <strong>in</strong> <strong>der</strong> Elektronik. Ver-<br />
schleißteile, wie Garnituren, Druckroller, Riemchen, Läufer, R<strong>in</strong>-<br />
ge, Fadenführer usf., werden nicht pünktlich und nicht systema-<br />
tisch gewechselt.<br />
Die Methode<br />
o<strong>der</strong> <strong>der</strong> Sp<strong>in</strong>nplan muß sorgfältig aufgestellt se<strong>in</strong>. Bei <strong>der</strong> Pla-<br />
nung von Sp<strong>in</strong>nerei-Anlagen wird versäumt, die Masch<strong>in</strong>en-<br />
Zuordnung zu systematisieren. Systematisch wäre z.B., wenn<br />
e<strong>in</strong>e bestimmte Strecke zwei Flyer bedient und e<strong>in</strong>e Sp<strong>in</strong>nstelle<br />
des Flyers e<strong>in</strong>e bestimmte Anzahl (vielleicht 8 o<strong>der</strong> 10) festge-<br />
legte Sp<strong>in</strong>nstellen auf <strong>der</strong> R<strong>in</strong>gsp<strong>in</strong>nmasch<strong>in</strong>e versorgt, o<strong>der</strong> bei<br />
<strong>der</strong> Kontrolle <strong>der</strong> Garndaten ist es wenig zweckmäßig, immer<br />
nur volle Kopse heranzuziehen, denn während des Kopsauf-<br />
baus än<strong>der</strong>n sich bekanntlich die Garnwerte.<br />
Das Material<br />
den zu sp<strong>in</strong>nenden Garnen anzupassen, kl<strong>in</strong>gt selbstverständ-<br />
lich, ist es aber nicht, denn sehr oft werden wohlfeile Posten<br />
mit abweichenden Faserdaten e<strong>in</strong>gemischt, und nachher ist die<br />
Verwun<strong>der</strong>ung groß wegen mangelhafter Re<strong>in</strong>heit, zu vieler Nis-<br />
sen usw.<br />
Das Milieu<br />
o<strong>der</strong> das Klima kann von zwei Seiten her betrachtet werden,<br />
beide s<strong>in</strong>d wichtig:<br />
Das Klima als Temperatur und Feuchte, weil bestimmte Fasern<br />
hier bestimmte Bed<strong>in</strong>gungen erfor<strong>der</strong>n, um optimale Ergebnis-<br />
se zu ermöglichen und vor allem ,,das Betriebsklima”. Die Moti-<br />
vation - eigentlich e<strong>in</strong> sechstes ,,M” - ist <strong>in</strong> <strong>der</strong> mo<strong>der</strong>nen Indu-<br />
strie fast wichtiger als alles an<strong>der</strong>e. Mitdenken und Mitarbeiten<br />
muß nach Kräften geför<strong>der</strong>t werden. Weil das so wichtig ist, fragt<br />
die Lieferanten-E<strong>in</strong>stufung sehr detailliert nach diesen D<strong>in</strong>gen,<br />
z.B. ihre Struktur, Planung, Organisation und Uberwachung. All<br />
dieses ist im übrigen bis <strong>in</strong>s e<strong>in</strong>zelne auch zu belegen,<br />
4. Die Dokumentation <strong>der</strong> <strong>Qualitätssicherung</strong> <strong>in</strong> <strong>der</strong><br />
Sp<strong>in</strong>nerei<br />
Für e<strong>in</strong>en Sp<strong>in</strong>nereibetrieb mit geprüfter Prozeßfähigkeit ist es<br />
unabd<strong>in</strong>gbar, die anfallenden Meßdaten aus <strong>der</strong> Produktion<br />
auch zu dokumentieren und vor allem auch aufzubewahren.<br />
DIN ISO 9000 9004 schreibt Verfahrensweisen direkt vor, von<br />
denen nur auszugsweise e<strong>in</strong>ige diskutiert werden sollen:<br />
- Der Rohstoff (das Fasermaterial) ist e<strong>in</strong>er E<strong>in</strong>gangsprüfung<br />
zu unterziehen, und vor allem se<strong>in</strong>e Rückverfolgbarkeit muß<br />
gesichert werden.<br />
- Der Produzent (die Sp<strong>in</strong>nerei) ist verpflichtet, Verfahren zur<br />
Uberwachung aller qualitätsrelevanten Daten und Unterla-<br />
gen e<strong>in</strong>zuführen und aufrechtzuerhalten, die ihrer Identifizie-<br />
rung, Sammlung, Registrierung, Archivierung, Pflege, Prü-<br />
fung und Verteilung dienen. Diese Dokumente s<strong>in</strong>d dem<br />
Kunden (dem Garnverarbeiter) und auf Verlangen auch<br />
nachgelagerten Stufen (z.B. dem Konfektronär) vorzulegen.<br />
- Der Betrieb (die Sp<strong>in</strong>nerei) hat e<strong>in</strong> <strong>Qualitätssicherung</strong>s-<br />
Handbuch aufzustellen, <strong>in</strong> dem alle wichtigen, qualitätsrele-<br />
vanten Verfahren <strong>der</strong> Organisation, <strong>der</strong> Technik und des Prü-<br />
fens im S<strong>in</strong>ne e<strong>in</strong>es Regelwerkes dokumentiert s<strong>in</strong>d.<br />
5. Schlußbetrachtungen<br />
E<strong>in</strong> mo<strong>der</strong>ner Sp<strong>in</strong>nereibetrieb mit e<strong>in</strong>er qualitativ und vielleicht<br />
auch modisch hochwertigen Garnpalette kommt ohne e<strong>in</strong> aus-<br />
gefeiltes QualitätsSicherungs-System nicht mehr aus. Anfangs<br />
51
Heft 72 LENZINGER BERICHTE April 1991<br />
mag es die Betriebsleitung ziemlich abschrecken, wenn sie sich 8)<br />
vor Augen hält, welche enorme Arbeit mit <strong>der</strong> E<strong>in</strong>richtung e<strong>in</strong>es<br />
solchen Qualitäts-SicherungsSystems verbunden ist. Nach<br />
dem Durchleiden dieser E<strong>in</strong>führungsphase leuchtet aber e<strong>in</strong>e 9)<br />
qualitätsgesicherte Zukunft.<br />
Me<strong>in</strong>en Mitarbeitern am Staatlichen Prüfamt für Textilstoffe <strong>in</strong><br />
Reutl<strong>in</strong>gen danke ich für die Unterstützung bei dieser Arbeit.<br />
10)<br />
E<strong>in</strong> ganz beson<strong>der</strong>er Dank gebührt me<strong>in</strong>em Kollegen Prof. Tau-<br />
tenhahn, dessen Anregungen und Gedanken <strong>in</strong> diese Arbeit<br />
e<strong>in</strong>geflossen s<strong>in</strong>d.<br />
Liiratur 13)<br />
1)<br />
2)<br />
3)<br />
4)<br />
5)<br />
6)<br />
7)<br />
52<br />
Mas<strong>in</strong>g, W.; Handbuch <strong>der</strong> <strong>Qualitätssicherung</strong>, 2. Auflage,<br />
1988, Carl Hanser Verlag, München<br />
VDA; Qualitätskontrolle <strong>in</strong> <strong>der</strong> Automobil<strong>in</strong>dustrie, Band 1<br />
bis 5, VDA - Frankfurt 1986<br />
DGQ; <strong>Qualitätssicherung</strong> <strong>in</strong> <strong>der</strong> Fertigung, DGQ, 15 - 44,<br />
Beuth-Verlag GmbH, Berl<strong>in</strong>, 1983<br />
Ford; Qualitätssystem-Richtl<strong>in</strong>ien, Q-101, Mai 1988, Ford<br />
AG, Köln<br />
Ford; Leitfaden Statistische Prozeßregelung, EU 880 b,<br />
April 1985. Ford AG., Köln 17)<br />
DIN ISO; 9000,9001,9002,9003,9004, Leitfaden zur Quali-<br />
tätssicherung, Beuth Verlag GmbH., Berl<strong>in</strong> 1987<br />
DIN; 55 350; Teil 21, 22, 23, 24, Begriffe <strong>der</strong> Qualitätssiche- 18)<br />
rung und Statistik, Beuth Verlag GmbH., Berl<strong>in</strong> 1982/1983<br />
12)<br />
14)<br />
15)<br />
16)<br />
Oestreich, B.-S.; Prozeßregelkarten - Praktische Anwendun-<br />
gen <strong>der</strong> Statistik, Sem<strong>in</strong>ar Deutsches Industrieforum, Kem-<br />
pen, März 1990<br />
Oestreich, B.-S.; Prozeßregelkarten - E<strong>in</strong> Werkzeug zur steti-<br />
gen Verbesserung <strong>der</strong> QS, Sem<strong>in</strong>ar Deutsches Industriefo-<br />
rum, Kempen, März 1990<br />
Tautenhahn, K.; FMEA als SPC Element, Sem<strong>in</strong>ar-Unter-<br />
lagen 1990, Fachhochschule für Technik und Wirtschaft<br />
Reutl<strong>in</strong>gen<br />
Me<strong>in</strong>dl, H.; Total Quality Management; Melliand TextBer. 70<br />
(1989) 803<br />
Schmidt, G.F; Automobil- und Textil<strong>in</strong>dustrie, Partner <strong>in</strong> <strong>der</strong><br />
Entwicklung zur Qualität; Vortrag VDI-Arbeitskreis, Reutl<strong>in</strong>-<br />
gen, 07.06.1990<br />
Egbers, G.; Anfor<strong>der</strong>ungen an die Rohstoffprüfung aus <strong>der</strong><br />
Sicht <strong>der</strong> Textil<strong>in</strong>dustrie; Textil-Praxis 45 (1990) 345<br />
Gallitzendörfer, J.; Anwendung des Materials .Textil” im Au-<br />
tomobilsektor und se<strong>in</strong>e Bewertung und Prüfung, Vortrag<br />
26. Tagung Deutsche Wallforschung, Aachen 30.09.1982<br />
N.N.; div. Mitteilungen und Unterlagen aus den Häusern<br />
BMW, Daimler Benz, Ford, VW u.a.<br />
Bär, H.P., Furter, R., Harzenmoser, J.; E<strong>in</strong>fluß <strong>der</strong> Regulie-<br />
rung und Onl<strong>in</strong>e-Qualitätsüberwachung auf die Qualität<br />
von R<strong>in</strong>ggarnen, Vortrag 4. RSM Kolloquium, Reutl<strong>in</strong>gen,<br />
24.l25.10.1989<br />
Topf, W.; <strong>Qualitätssicherung</strong> im Betrieb, Sem<strong>in</strong>ar: Berufliche<br />
Bildung, Fachhochschule für Technik und Wirtschaft,<br />
14.02.1990, Reutl<strong>in</strong>gen<br />
Chance or Threat for Sp<strong>in</strong>n<strong>in</strong>g Mills; Chemiefasern Text.<br />
Ind.; Sp<strong>in</strong>n<strong>in</strong>gTwist<strong>in</strong>g-W<strong>in</strong>d<strong>in</strong>g Year Book 1990