

Tenifer QPQ Prospekt de www 2062 haerteschutzmassen de
Tenifer QPQ Prospekt de www 2062 haerteschutzmassen de
Tenifer QPQ Prospekt de www 2062 haerteschutzmassen de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Da die Regenerierung ohne Volu -<br />
men än<strong>de</strong>rung verläuft, fallen keine<br />
Ausschöpfsalze an. Die beim Aus -<br />
fahren <strong>de</strong>r Behandlungscharge<br />
auftreten<strong>de</strong>n Ausschleppverluste<br />
wer<strong>de</strong>n mit <strong>de</strong>m Nachfüllsalz er -<br />
gänzt (TENIFER ® -Verfahren). Im<br />
Ge gensatz zum Gasnitrieren / Gas -<br />
nitro carburieren ist we<strong>de</strong>r das<br />
Nachfüllsalz für das Nitrocarburierbzw.<br />
das Oxidationsbad (siehe<br />
unten) noch <strong>de</strong>r Regenerator als<br />
giftig o<strong>de</strong>r als umweltgefährlich<br />
eingestuft.<br />
Eine Oxidationsbehandlung wird<br />
nach <strong>de</strong>m Salzbadnitrocarburieren<br />
in einem speziell entwickelten<br />
Abkühlbad bei 370 - 430°C durchgeführt.<br />
Hierbei entsteht an <strong>de</strong>r<br />
Oberfläche <strong>de</strong>r behan<strong>de</strong>lten Teile<br />
eine schwarze Eisenoxidschicht<br />
(Magnetit), die eine wesentliche<br />
Steigerung <strong>de</strong>r Korrosions be stän -<br />
digkeit bewirkt. Neben <strong>de</strong>r oxidieren<strong>de</strong>n<br />
Wirkung wird das Maß -<br />
än<strong>de</strong>rungsverhalten <strong>de</strong>r abge kühl -<br />
ten Bauteile günstig beeinflußt.<br />
Wenn die Korrosionsbeständigkeit<br />
keine entschei<strong>de</strong>n<strong>de</strong> Rolle spielt,<br />
können die Bauteile bzw. Werk -<br />
zeuge abhängig von <strong>de</strong>r Riss- und<br />
Verzugsgefahr entwe<strong>de</strong>r direkt in<br />
Wasser, in einem Luftgebläse -<br />
strom, unter Stickstoff o<strong>de</strong>r im<br />
Vakuum abgekühlt wer<strong>de</strong>n. Eine<br />
auch unter Sicherheitsaspekten<br />
nicht unbe<strong>de</strong>nkliche Ölabschre -<br />
ckung ist heutzutage nicht mehr<br />
erfor<strong>de</strong>rlich.<br />
Anschließend erfolgt die weitere<br />
Abkühlung auf Raumtemperatur<br />
sowie das Reinigen <strong>de</strong>s Behand -<br />
lungsgutes in einer beheizten und<br />
umgewälzten Waschkaska<strong>de</strong>.<br />
Falls nach <strong>de</strong>m Nitrocarburieren<br />
die Oberflächenrauhigkeit zu hoch<br />
sein sollte, können je nach Bau -<br />
teilgröße und Form die verschie<strong>de</strong>nsten<br />
Metho<strong>de</strong>n zum Polieren<br />
eingesetzt wer<strong>de</strong>n.<br />
● Läppen mit Läppleinen <strong>de</strong>r<br />
Körnung 360 o<strong>de</strong>r feiner,<br />
● Polieren o<strong>de</strong>r Feinstschleifen<br />
mit speziellen Polierscheiben<br />
im Durchlaufverfahren, ähnlich<br />
<strong>de</strong>m spitzenlosen Schleifen,<br />
o<strong>de</strong>r auf Drehautomaten<br />
zwischen Spitzen eingespannt,<br />
● Gleitschleifen im Vibrations -<br />
behälter; diese Bearbeitung<br />
wird vorwiegend bei Klein- und<br />
Blechteilen eingesetzt.<br />
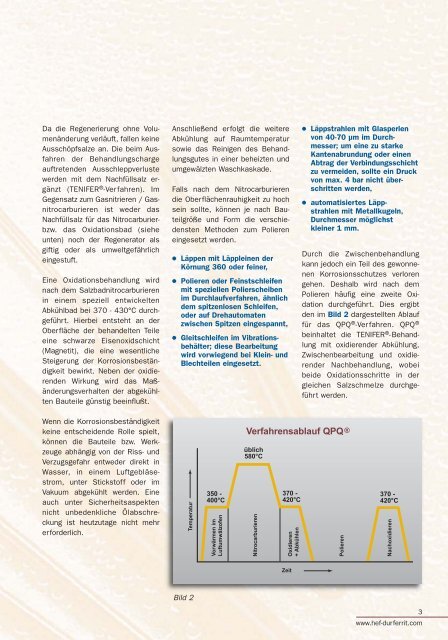
Temperatur<br />
Bild 2<br />
350 -<br />
400°C<br />
Vorwärmen im<br />
Luftumwälzofen<br />
Verfahrensablauf <strong>QPQ</strong> ®<br />
üblich<br />
580°C<br />
Nitrocarburieren<br />
370 -<br />
420°C<br />
Oxidieren<br />
+ Abkühlen<br />
Zeit<br />
● Läppstrahlen mit Glasperlen<br />
von 40-70 µm im Durch -<br />
messer; um eine zu starke<br />
Kanten ab rundung o<strong>de</strong>r einen<br />
Abtrag <strong>de</strong>r Verbindungsschicht<br />
zu vermei<strong>de</strong>n, sollte ein Druck<br />
von max. 4 bar nicht überschritten<br />
wer<strong>de</strong>n,<br />
● automatisiertes Läpp -<br />
strahlen mit Metallkugeln,<br />
Durch messer möglichst<br />
kleiner 1 mm.<br />
Durch die Zwischenbehandlung<br />
kann jedoch ein Teil <strong>de</strong>s gewonnenen<br />
Korrosionsschutzes verloren<br />
gehen. Deshalb wird nach <strong>de</strong>m<br />
Polieren häufig eine zweite Oxi -<br />
dation durchgeführt. Dies ergibt<br />
<strong>de</strong>n im Bild 2 dargestellten Ablauf<br />
für das <strong>QPQ</strong> ® -Verfahren. <strong>QPQ</strong> ®<br />
bein haltet die TENIFER ® - Behand -<br />
lung mit oxidieren<strong>de</strong>r Abkühlung,<br />
Zwischenbearbeitung und oxidieren<strong>de</strong>r<br />
Nachbehandlung, wobei<br />
bei<strong>de</strong> Oxidationsschritte in <strong>de</strong>r<br />
gleichen Salzschmelze durchgeführt<br />
wer<strong>de</strong>n.<br />
Polieren<br />
370 -<br />
420°C<br />
Nachoxidieren<br />
3<br />
<strong>www</strong>.hef-durferrit.com