

Tenifer QPQ Prospekt de www 2062 haerteschutzmassen de
Tenifer QPQ Prospekt de www 2062 haerteschutzmassen de
Tenifer QPQ Prospekt de www 2062 haerteschutzmassen de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Aufbau und Dicke<br />
<strong>de</strong>r Nitrocarburierschicht<br />
Beim TENIFER ® -Verfahren wird eine<br />
Nitrocarburierschicht gebil<strong>de</strong>t, die<br />
aus <strong>de</strong>r außenliegen<strong>de</strong>n Verbin -<br />
dungs schicht (ε-Eisencarbonitrid)<br />
und <strong>de</strong>r sich daran anschließen<strong>de</strong>n<br />
Diffusionsschicht besteht.<br />
Ausbildung, Struktur und Eigen -<br />
schaften <strong>de</strong>r Verbindungsschicht<br />
sind erheblich vom verwen<strong>de</strong>ten<br />
Grund material abhängig. Außer<br />
Eisen können einige Legierungs -<br />
elemente wie Cr, Mo, Al, V, Ti o<strong>de</strong>r<br />
W mit Stickstoff eine Verbindung<br />
eingehen (sogenannte Son<strong>de</strong>r -<br />
nitri<strong>de</strong>). Diese bil<strong>de</strong>n sich sowohl<br />
in <strong>de</strong>r Verbindungsschicht als auch<br />
in <strong>de</strong>r Diffusionsschicht.<br />
Verbindungsschicht<br />
Die Verbindungsschicht entsteht<br />
bei <strong>de</strong>r Eindiffusion <strong>de</strong>s atomaren<br />
Stickstoffs. Mit zunehmen<strong>de</strong>r<br />
Stick stoffaufnahme wird die Lös -<br />
lich keits grenze in <strong>de</strong>r Randzone<br />
über schritten und es schei<strong>de</strong>n<br />
sich Eisennitri<strong>de</strong> bzw. bei legierten<br />
Stählen auch sogenannte Son<strong>de</strong>r -<br />
nitri<strong>de</strong> aus, die eine geschlossene<br />
Verbindungsschicht bil<strong>de</strong>n. Ab -<br />
hän gig vom Stickstoffgehalt enthält<br />
diese entwe<strong>de</strong>r ε-Eisennitri<strong>de</strong>,<br />
γ’-Eisennitri<strong>de</strong> o<strong>de</strong>r Gemische aus<br />
bei<strong>de</strong>n. Im Gegensatz zum klassischen<br />
Nitrieren wird beim Nitro -<br />
carburieren auch eine geringe<br />
Menge an Kohlenstoff mit in die<br />
Verbindungsschicht eingelager t<br />
und es entstehen streng genommen<br />
Eisencarbonitri<strong>de</strong>. Da TENIFER ®<br />
im Vergleich zu an<strong>de</strong>ren Nitro -<br />
carburierverfahren das mit Ab -<br />
stand größte Stickstoffangebot<br />
bietet, sind die Verbindungs -<br />
schichten nahezu monophasig aus<br />
4<br />
<strong>www</strong>.hef-durferrit.com<br />
ε-Eisencarbonitrid aufgebaut. Je<br />
nach verwen<strong>de</strong>tem Werkstoff wer<strong>de</strong>n<br />
in <strong>de</strong>r Verbindungsschicht<br />
Vickershärten von rund 800 bis<br />
1500 HV im Querschliff gemessen.<br />
Die Verbindungsschicht unterteilt<br />
sich in einen kompakten und einen<br />
direkt an <strong>de</strong>r Oberfläche befind -<br />
lichen porösen Anteil. Letzterer<br />
wird auch als Porenzone bezeichnet.<br />
Diese dient als Schmier mittel -<br />
reservoir und unterstützt die guten<br />
Notlaufeigenschaften <strong>de</strong>r behan<strong>de</strong>lten<br />
Bauteile. Bei <strong>de</strong>r oxidieren<strong>de</strong>n<br />
Abkühlung wer<strong>de</strong>n die Poren<br />
mit Magnetit nahezu aufgefüllt,<br />
wodurch die schützen<strong>de</strong> Oxid -<br />
schicht optimal verankert wird.<br />
Gleichzeitig erhöhen sich die<br />
Druckeigenspannungen im Rand -<br />
bereich.<br />
Verbindungsschichtdicke in µm<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Bild 3<br />
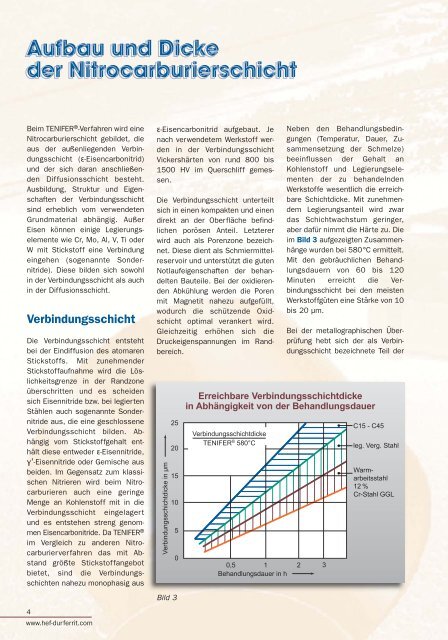
Neben <strong>de</strong>n Behandlungs bedin -<br />
gungen (Temperatur, Dauer, Zu -<br />
sammensetzung <strong>de</strong>r Schmelze)<br />
beeinflussen <strong>de</strong>r Gehalt an<br />
Kohlen stoff und Legierungs ele -<br />
menten <strong>de</strong>r zu behan<strong>de</strong>ln<strong>de</strong>n<br />
Werkstoffe wesentlich die erreichbare<br />
Schichtdicke. Mit zunehmen<strong>de</strong>m<br />
Legierungsanteil wird zwar<br />
das Schichtwachstum geringer,<br />
aber dafür nimmt die Härte zu. Die<br />
im Bild 3 aufgezeigten Zusammen -<br />
hänge wur<strong>de</strong>n bei 580°C ermittelt.<br />
Mit <strong>de</strong>n gebräuch lichen Behand -<br />
lungsdauern von 60 bis 120<br />
Minuten erreicht die Ver -<br />
bindungsschicht bei <strong>de</strong>n meisten<br />
Werkstoffgüten eine Stärke von 10<br />
bis 20 µm.<br />
Bei <strong>de</strong>r metallographischen Überprüfung<br />
hebt sich <strong>de</strong>r als Verbin -<br />
dungsschicht bezeichnete Teil <strong>de</strong>r<br />
Erreichbare Verbindungsschichtdicke<br />
in Abhängigkeit von <strong>de</strong>r Behandlungsdauer<br />
C15 - C45<br />
Verbindungsschichtdicke<br />
TENIFER ® 580°C leg. Verg. Stahl<br />
0,5 1 2 3<br />
Behandlungsdauer in h<br />
Warmarbeitsstahl<br />
12 %<br />
Cr-Stahl GGL