Optimierung der Produktivität in der Zeitungsherstellung
Optimierung der Produktivität in der Zeitungsherstellung
Optimierung der Produktivität in der Zeitungsherstellung

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Optimierung</strong> <strong>der</strong> <strong>Produktivität</strong><br />
<strong>in</strong> <strong>der</strong> <strong>Zeitungsherstellung</strong><br />
Ifra Special Report 3.33
02<br />
Vorwort und Impressum<br />
1 Vorwort<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
Im Wettbewerb mit an<strong>der</strong>en Medien setzen Zeitungshäuser<br />
auf mehr Farbe, mehr Ausgaben und mehr Beilagen.<br />
Das macht die Herstellung <strong>der</strong> Zeitungen zunehmend<br />
komplexer. Gleichzeitig wird viel Wert auf Wirtschaftlichkeit<br />
gelegt. E<strong>in</strong>e leistungsstarke Druckmasch<strong>in</strong>e mit<br />
funktionalem Versandraum ist e<strong>in</strong>e große Investition, die<br />
sich nur bei hoher <strong>Produktivität</strong> von Mensch und Masch<strong>in</strong>e<br />
bezahlt macht.<br />
Druckmasch<strong>in</strong>en- und Versandraumhersteller entwickeln<br />
und fertigen Lösungen für verschiedenste Ansprüche.<br />
Zwei Druckereien mit ähnlichen Fertigungsstraßen können<br />
mit unterschiedlicher <strong>Produktivität</strong> arbeiten. Druckauflagen<br />
und Seitenumfänge <strong>der</strong> Produkte unterscheiden sich<br />
ohneh<strong>in</strong>. Doch kann die Druckerei mit <strong>der</strong> „niedrigeren“<br />
<strong>Produktivität</strong> Informationen über die Arbeitsmethoden und<br />
Systeme <strong>in</strong> an<strong>der</strong>en Häusern sammeln, auswerten und von<br />
ihnen profitieren.<br />
Aufgabe des Projekts war die Entwicklung von Richtl<strong>in</strong>ien<br />
für den E<strong>in</strong>richtprozess von Rotationsmasch<strong>in</strong>en –<br />
also Vore<strong>in</strong>stellung, Rollen- und Bahnvorbereitung,<br />
Anfahren, Auswertung <strong>der</strong> Makulatur und Stillstandszeiten.<br />
Ziel ist die <strong>Produktivität</strong>soptimierung <strong>in</strong> <strong>der</strong> <strong>Zeitungsherstellung</strong>.<br />
Die Studie stützt sich auf gesammelte Erfahrungen<br />
und neue Daten von Zeitungsverlagen, die geme<strong>in</strong>sam<br />
mit <strong>der</strong> Arbeitsgruppe ausgewertet wurden.<br />
Im praktischen Ansatz sollten die Erfahrungen von<br />
Druckern, Druckmasch<strong>in</strong>en- und Versandraumherstellern<br />
mit Zeitungsdruckereien gesammelt werden. In e<strong>in</strong>er<br />
Diskussionsrunde besprach die Arbeitsgruppe, welche<br />
personal-, umgebungs-, masch<strong>in</strong>en- und materialbed<strong>in</strong>gten<br />
Faktoren die <strong>Produktivität</strong> beim Anfahren, beim<br />
Ausgabenwechsel, im Drucklauf (nach Ausgabe des ersten<br />
guten Exemplars aus dem Falzapparat) und im Versandraum<br />
bee<strong>in</strong>flussen können. Diese Unterteilung wurde auch<br />
im Fragebogen verwendet. In e<strong>in</strong>igen Zeitungsdruckereien<br />
wurden die produktivitätsbezogenen Faktoren vor Ort<br />
gründlich untersucht. Nach <strong>der</strong> Auswertung wurde e<strong>in</strong><br />
allgeme<strong>in</strong>es Fazit gezogen und spezifische Empfehlungen<br />
erstellt.<br />
Das Projekt wurde von VTT Information Technology,<br />
Pr<strong>in</strong>ted Communications, im Auftrag <strong>der</strong> Ifra durchgeführt.<br />
Projektleiter war Ulf L<strong>in</strong>dqvist (D.Tech.). Olli Nurmi (M.Sc.),<br />
Pertti Moilanen (M.Sc.) und Tatu L<strong>in</strong>dberg (M.Sc.) waren<br />
für die Umfrage zu Technologie und Erfahrungen <strong>der</strong><br />
Drucker zuständig.<br />
Die Studie wurde von e<strong>in</strong>er Arbeitsgruppe erstellt, die<br />
auch das VTT Institut <strong>in</strong> fachlicher H<strong>in</strong>sicht beraten hat.<br />
Mitgearbeitet haben:<br />
Ove Borndalen, IDAB Wamac Int. AB, S<br />
Robert Carlén, Solna Offset AB, S<br />
Jo van Croonenborch, V.U.M., B<br />
Bo Dyrén, DNEX Tryckeriet AB, S<br />
Gerd Faedrich, Frankfurter Societäts-Druckerei, D<br />
Anton Hamm, MAN Roland, D<br />
Denys Kissl<strong>in</strong>g, Ostravské tiskarny a.s., CZ<br />
Hans Jörg Laubscher, Heidelberger Druckmasch<strong>in</strong>en, D<br />
Risto Letho Hels<strong>in</strong>g<strong>in</strong> Sanomat, FIN<br />
Jean-Claude Pautrat, Heidelberg Web Montataire, F<br />
Kurt Sandberg, A/S Dagbladet Politiken, DK<br />
Claes Schönan<strong>der</strong>, Göteborgs Posten, S<br />
Jacques Valembois, Imprimerie Rossel, B<br />
Wolfgang Heil, Ifra, D<br />
Uwe Junglas, Ifra, D<br />
Manfred Werfel, Ifra, D, Mo<strong>der</strong>ator<br />
Die Arbeit <strong>in</strong> diesem Forschungsprojekt wurde im<br />
Februar 2001 abgeschlossen.<br />
Ifra dankt allen Mitglie<strong>der</strong>n <strong>der</strong> Arbeitsgruppe und den<br />
oben genannten Firmen, die durch ihre engagierte Mitarbeit<br />
zum Gel<strong>in</strong>gen des Projekts beigetragen haben.<br />
April 2002<br />
Impressum<br />
Ifra Special Reports, Forschungsberichte, Untersuchungsberichte zu Technik und Organisation sowie Dokumente zur<br />
Standardisierung <strong>der</strong> Verlagstechnik. Herausgeber: Ifra, Wash<strong>in</strong>gtonplatz, 64287 Darmstadt, Deutschland; www.ifra.com;<br />
Telefon +49.6151.733-6; Fax +49.6151.733-800. Chief Executive Officer: Re<strong>in</strong>er Mittelbach. Director of Research and<br />
Consult<strong>in</strong>g: Manfred Werfel. Research Manager: Uwe Junglas. E<strong>in</strong>e Wie<strong>der</strong>veröffentlichung – auch auszugsweise – ist nur<br />
mit ausdrücklicher Genehmigung des Herausgebers und unter Angabe <strong>der</strong> Quelle gestattet. Bezug: Ifra Special Reports<br />
werden zum Preis von 130 EUR* pro Exemplar vertrieben. Für Ifra-Mitglie<strong>der</strong> ist <strong>der</strong> Bezugspreis durch den Mitgliedsbeitrag<br />
im Rahmen e<strong>in</strong>es vere<strong>in</strong>barten Kont<strong>in</strong>gents abgegolten. Ifra-Mitglie<strong>der</strong> erhalten auf Anfrage zusätzliche<br />
Exemplare zu e<strong>in</strong>er Kostenpauschale von 13 EUR* pro Exemplar.<br />
* zuzüglich 7 % MWSt. <strong>in</strong> Deutschland sowie für Unternehmen und Personen <strong>der</strong> EU, die über ke<strong>in</strong>e VAT-Nr. verfügen.
© 2002 Ifra, Darmstadt<br />
Inhalt<br />
Ifra Special Report 3.33<br />
1 Vorwort ................................................................................................................................................................... 02<br />
1.1 Def<strong>in</strong>ition <strong>der</strong> <strong>Produktivität</strong> ...................................................................................................................................... 04<br />
2 Messung <strong>der</strong> <strong>Produktivität</strong> .................................................................................................................................. 05<br />
3 <strong>Produktivität</strong>swirksame Faktoren <strong>in</strong> <strong>der</strong> Zeitungsproduktion ...................................................................... 06<br />
3.1 Makulatur und Störungen ........................................................................................................................................ 07<br />
3.2 Druckmasch<strong>in</strong>envorbereitung .................................................................................................................................. 07<br />
3.3 Automatisierung ....................................................................................................................................................... 07<br />
3.4 Qualität .................................................................................................................................................................... 08<br />
3.5 Drucklauf................................................................................................................................................................... 08<br />
3.6 Instandhaltung ......................................................................................................................................................... 08<br />
3.7 Informationsfluss ..................................................................................................................................................... 08<br />
4 <strong>Produktivität</strong>sfragebogen ................................................................................................................................... 09<br />
4.1 Druckereien .............................................................................................................................................................. 09<br />
4.1.1 Personalbed<strong>in</strong>gte Faktoren ...................................................................................................................................... 09<br />
4.1.2 Umgebungsbed<strong>in</strong>gte Faktoren ................................................................................................................................. 10<br />
4.1.3 Masch<strong>in</strong>enbed<strong>in</strong>gte Faktoren ................................................................................................................................... 12<br />
4.1.4 Materialbed<strong>in</strong>gte Faktoren ....................................................................................................................................... 13<br />
4.1.5 Versandraum ............................................................................................................................................................ 13<br />
4.1.6 Aktionen und E<strong>in</strong>schränkungen ................................................................................................................................ 14<br />
4.2 Druckmasch<strong>in</strong>en- und Versandraumhersteller ......................................................................................................... 15<br />
5 Fallstudien ............................................................................................................................................................. 17<br />
5.1 Alpr<strong>in</strong>t Oy, Tampere, F<strong>in</strong>nland ................................................................................................................................... 17<br />
5.1.1 Personal ................................................................................................................................................................... 17<br />
5.1.2 Umgebung ................................................................................................................................................................ 17<br />
5.1.3 Masch<strong>in</strong>en ................................................................................................................................................................ 17<br />
5.1.4 Materialien ............................................................................................................................................................... 18<br />
5.2 R<strong>in</strong>gier Pr<strong>in</strong>t, Adligenswil, Schweiz .......................................................................................................................... 19<br />
5.2.1 Personal ................................................................................................................................................................... 19<br />
5.2.2 Umgebung ................................................................................................................................................................ 19<br />
5.2.3 Masch<strong>in</strong>en ................................................................................................................................................................ 20<br />
5.2.4 Materialien ............................................................................................................................................................... 20<br />
6 Fazit ......................................................................................................................................................................... 21<br />
7 Empfehlungen ....................................................................................................................................................... 22<br />
Anhang: Die Fragen s<strong>in</strong>d <strong>in</strong> <strong>der</strong> Liste genauso nummeriert wie <strong>in</strong> den Bil<strong>der</strong>n .................................................. 23<br />
Inhalt<br />
03
04<br />
1.1 Def<strong>in</strong>ition <strong>der</strong> <strong>Produktivität</strong><br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
1.1 Def<strong>in</strong>ition <strong>der</strong> <strong>Produktivität</strong><br />
Exemplare/Zeit<br />
Maximalproduktion<br />
<strong>Produktivität</strong> lässt sich def<strong>in</strong>ieren als e<strong>in</strong>e Produktionsmenge<br />
im Vergleich zu dem Aufwand, <strong>der</strong> zu ihrer Produktion<br />
erfor<strong>der</strong>lich ist. Die Produktionsmenge kann Zeit,<br />
Stückzahl, Geld o<strong>der</strong> e<strong>in</strong> an<strong>der</strong>es Maß se<strong>in</strong>, das mit e<strong>in</strong>er<br />
Produktionsmenge vergleichbar ist.<br />
Exemplare<br />
Soll-<br />
Produktion<br />
<strong>Produktivität</strong>sverlust<br />
Soll-<br />
Produktion<br />
Verspätete<br />
Exemplare<br />
Ist-<br />
Produktion<br />
Ist-<br />
Produktion<br />
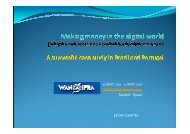
Bild 1. <strong>Produktivität</strong> <strong>in</strong> <strong>der</strong> <strong>Zeitungsherstellung</strong>. Im Idealfall läuft die Produktionsmasch<strong>in</strong>erie mit Rotationsmasch<strong>in</strong>e und nachgeschalteten Abläufen mit<br />
Sollkapazität, die <strong>in</strong> <strong>der</strong> Regel unter <strong>der</strong> Maximalkapazität <strong>der</strong> e<strong>in</strong>zelnen Masch<strong>in</strong>en liegt. In <strong>der</strong> Realität wird jedoch oft mehr Zeit benötigt als geplant. Das<br />
reduziert die <strong>Produktivität</strong> und führt zu verspäteten Exemplaren und Auslieferproblemen.<br />
Zeit<br />
Zeitverlust<br />
Bild 2. Kumulative Produktion. Jede Verzögerung bei <strong>der</strong> E<strong>in</strong>richtung o<strong>der</strong> <strong>der</strong> Produktion führt zu Zeitverlust, <strong>der</strong> später meist nicht mehr aufgeholt werden<br />
kann. Das führt zu verspäteten Exemplaren und Auslieferproblemen.<br />
Zeit
© 2002 Ifra, Darmstadt<br />
2 Messung <strong>der</strong> <strong>Produktivität</strong><br />
<strong>Produktivität</strong>smessungen s<strong>in</strong>d nicht leicht. Es gibt<br />
ke<strong>in</strong>e Variablen, mit denen sich <strong>Produktivität</strong> klar und<br />
e<strong>in</strong>fach messen lässt. Daher muss die Messung <strong>in</strong>direkt mit<br />
Variablen erfolgen, die an<strong>der</strong>e Produktionsfaktoren<br />
messen. Für sich alle<strong>in</strong> bieten die e<strong>in</strong>zelnen Variablen noch<br />
ke<strong>in</strong>en <strong>Produktivität</strong>smaßstab. Die Messung muss sich daher<br />
auf die gleichzeitige Beobachtung mehrerer Variablen<br />
stützen.<br />
Auch gibt es ke<strong>in</strong>e anerkannten Bezugswerte für<br />
<strong>Produktivität</strong>. Für e<strong>in</strong>ige Variablen gibt es ke<strong>in</strong>e Referenzwerte.<br />
Sie richten sich nach <strong>der</strong> Produktionsmasch<strong>in</strong>erie<br />
und dem jeweiligen Produktionsumfeld. Am effizientesten<br />
ist die kont<strong>in</strong>uierliche Aufzeichnung <strong>der</strong> Produktionsvariablen.<br />
Das erlaubt den Vergleich <strong>der</strong> aktuellen Situation<br />
mit früheren Verläufen, um Trends und Spitzenwerte<br />
zu identifizieren. Vergleiche mit an<strong>der</strong>en Druckereien s<strong>in</strong>d<br />
denkbar, aber meist s<strong>in</strong>d Produktion und Produktionsmasch<strong>in</strong>erie<br />
<strong>in</strong> zwei Druckereien hierfür zu unterschiedlich.<br />
Ifra Special Report 3.33<br />
<strong>Produktivität</strong>smessung <strong>in</strong> Produktionssteuerungssystemen<br />
Die geeignetsten Variablen zur Messung <strong>der</strong> <strong>Produktivität</strong><br />
s<strong>in</strong>d:<br />
Produktionsgeschw<strong>in</strong>digkeit: Der nächstliegende Weg<br />
zur Messung <strong>der</strong> <strong>Produktivität</strong> besteht im Vergleich <strong>der</strong><br />
Anzahl produzierter Exemplare und Seiten mit <strong>der</strong> dazu<br />
benötigten Zeit o<strong>der</strong> den dazu benötigten Mann-Stunden.<br />
Das ergibt e<strong>in</strong> e<strong>in</strong>igermaßen genaues Bild e<strong>in</strong>es e<strong>in</strong>zelnen<br />
Drucklaufs. Die Produktionsgeschw<strong>in</strong>digkeit richtet sich<br />
nach <strong>der</strong> Komplexität <strong>der</strong> Ausgabe. Bei <strong>der</strong> Produktion von<br />
Tageszeitungen ist diese Methode zur Messung <strong>der</strong> <strong>Produktivität</strong><br />
gut geeignet.<br />
Makulatur: Das Makulaturaufkommen im Vergleich zur<br />
produzierten Auflage. Es ist e<strong>in</strong> guter Indikator für Betriebsstörungen.<br />
E<strong>in</strong>e hohe Makulaturmenge deutet darauf<br />
h<strong>in</strong>, dass Produktionsstörungen aufgetreten s<strong>in</strong>d und dass<br />
mehr Zeit gebraucht wurde, um die erfor<strong>der</strong>liche Anzahl<br />
e<strong>in</strong>wandfreier Exemplare zu drucken. Die Makulaturmenge<br />
ist <strong>in</strong> Relation zur Druckauflage zu setzen.<br />
Term<strong>in</strong>treue: E<strong>in</strong>e Möglichkeit ist <strong>der</strong> Vergleich zwischen<br />
tatsächlicher und geplanter Produktionszeit. Dabei<br />
wird ermittelt wie viele Jobs mit welchen Verspätungen<br />
abgeschlossen wurden. Auch dies ist e<strong>in</strong> guter Indikator<br />
für Betriebsstörungen.<br />
Störungshäufigkeit: Mo<strong>der</strong>ne Steuerungssysteme können<br />
aufzeichnen, wie viele Störungen während <strong>der</strong><br />
Produktion auftreten. Durch Kategorisierung <strong>der</strong> Störungen<br />
lässt sich ermitteln, welche Störungsarten wie oft auftreten<br />
und wie viel Zeit zu ihrer Behebung erfor<strong>der</strong>lich ist.<br />
Reklamationshäufigkeit: Die Anzahl <strong>der</strong> Reklamationen<br />
durch Kunden (Abonnenten, Leser und Inserenten), beispielsweise<br />
h<strong>in</strong>sichtlich <strong>der</strong> Druckqualität o<strong>der</strong> verspäteter<br />
Zustellung. Mit dieser Methode lässt sich die Produktionsqualität<br />
aus Sicht des Kunden nachvollziehen. Die Anzahl<br />
<strong>der</strong> Beschwerden sollte aufgezeichnet werden.<br />
2 Messung <strong>der</strong> <strong>Produktivität</strong><br />
05
06<br />
3 <strong>Produktivität</strong>swirksame Faktoren <strong>in</strong> <strong>der</strong> Zeitungsproduktion<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
3 <strong>Produktivität</strong>swirksame Faktoren <strong>in</strong> <strong>der</strong> Zeitungsproduktion<br />
Der nächstliegende Weg zur <strong>Produktivität</strong>ssteigerung<br />
ist die Reduzierung <strong>der</strong> zur Produktion benötigten Mann-<br />
Stunden. E<strong>in</strong> Personalabbau ist jedoch nur selten möglich.<br />
Daher gilt es, E<strong>in</strong>sparungsmöglichkeiten bei Materialkosten<br />
und Produktionszeit zu f<strong>in</strong>den.<br />
Die Produktionszeit lässt sich reduzieren, <strong>in</strong>dem entwe<strong>der</strong><br />
die Druckgeschw<strong>in</strong>digkeit erhöht o<strong>der</strong> die Stillstandszeit<br />
<strong>der</strong> Druckmasch<strong>in</strong>en gesenkt wird. E<strong>in</strong>e Erhöhung <strong>der</strong><br />
Druckgeschw<strong>in</strong>digkeit ist nur selten o<strong>der</strong> nur sehr begrenzt<br />
möglich. Mit s<strong>in</strong>kenden Auflagenstärken nehmen auch die<br />
Masch<strong>in</strong>enlaufzeiten ab. Folglich verr<strong>in</strong>gern sich auch die<br />
Vorteile, die sich mit e<strong>in</strong>er Geschw<strong>in</strong>digkeitserhöhung<br />
erzielen lassen. Auch lassen sich die Bediener nur schwer<br />
o<strong>der</strong> nur vorübergehend motivieren, ständig mit höheren<br />
Geschw<strong>in</strong>digkeiten zu drucken. So bleibt als e<strong>in</strong>ziger Weg<br />
zur <strong>Produktivität</strong>ssteigerung oft nur die Verkürzung <strong>der</strong><br />
Stillstandszeiten. Dies ist auf zwei Arten möglich: Durch<br />
schnellere E<strong>in</strong>richtung <strong>der</strong> Druckmasch<strong>in</strong>en und durch<br />
Verr<strong>in</strong>gerung <strong>der</strong> Betriebsstörungen.<br />
Kategorie Ergebnisse<br />
E<strong>in</strong>e Möglichkeit zur Senkung <strong>der</strong> Betriebsunterbrechungen<br />
und Verlangsamungen ist e<strong>in</strong> Puffer zwischen<br />
Druckmasch<strong>in</strong>e und Versandraum. Es gibt zwei Arten von<br />
Puffern: Dynamische Puffer und Überlauf-Puffer. Dynamische<br />
Puffer dienen als kont<strong>in</strong>uierliche Puffer, Überlauf-<br />
Puffer kommen nur <strong>in</strong> Notfällen zum E<strong>in</strong>satz.<br />
So kann die Druckmasch<strong>in</strong>e auch bei Störungen im<br />
Versandraum mit vollem Tempo laufen. Bei Störungen im<br />
Versandraum werden die Exemplare im Puffer gelagert.<br />
Wenn die Druckmasch<strong>in</strong>e auf den nächsten Job umgerüstet<br />
wird, können die gepufferten Exemplare im Versandraum<br />
abgearbeitet werden. Das größte Problem ist dabei die<br />
Ermittlung <strong>der</strong> Anzahl gedruckter Exemplare im Puffer. E<strong>in</strong><br />
weiteres Problem besteht dar<strong>in</strong>, dass die Zeit für den<br />
Ausgabenwechsel bei e<strong>in</strong>er großen Menge gepufferter<br />
Exemplare nicht ausreicht, um den Puffer im Versandraum<br />
abzuarbeiten. Dann muss die Druckmasch<strong>in</strong>e auf den<br />
Versandraum warten, bevor <strong>der</strong> neue Job anlaufen kann.<br />
Allgeme<strong>in</strong> > die Aktivitäten wurden kont<strong>in</strong>uierlich verbessert<br />
> alle Produktionsmitarbeiter wurden <strong>in</strong> die Maßnahmen zur Makulaturverr<strong>in</strong>gerung e<strong>in</strong>gebunden<br />
> die Produktqualität behielt hohe Priorität<br />
> formale Qualitätsprogramme erleichterten die Makulaturverr<strong>in</strong>gerung<br />
Zeitungspapier > die Anfor<strong>der</strong>ungen an das Zeitungspapier wurden spezifiziert und überwacht<br />
und Anliefe- > Bahnrisse und Laufverhalten des Zeitungspapiers wurden statistisch erfasst und ausgewertet<br />
rung (des Zei- > die langfristigen Beziehungen zu Zeitungspapierherstellern wurden gewahrt<br />
tungspapiers) > die Zeitungspapierrollen wurden vorsichtig behandelt<br />
Begrenzung > <strong>der</strong> Weißabriss wurde auf e<strong>in</strong> M<strong>in</strong>imum begrenzt<br />
<strong>der</strong> > <strong>der</strong> Papierverbrauch wurde genau gemessen, gemeldet und ausgewertet<br />
Produktions- > die Druckmasch<strong>in</strong>e wurde vor <strong>der</strong> eigentlichen Produktion e<strong>in</strong>gefahren (Vore<strong>in</strong>färbung ohne<br />
makulatur Papier)<br />
> die besten Arbeitsmethoden wurden dokumentiert und e<strong>in</strong>gehalten<br />
Ausrüstung > Ausrüstung und Material wurden anhand <strong>der</strong> Bahnrissstatistik beurteilt<br />
und Material > vorbeugende Wartung wurde systematisch durchgeführt<br />
> die Materialien wurden optimal auf die Druckmasch<strong>in</strong>enkonfiguration abgestimmt<br />
> die Bestückung mit älteren Masch<strong>in</strong>en stand <strong>der</strong> Reduzierung <strong>der</strong> Makulatur nicht entgegen<br />
Personal- und > Rout<strong>in</strong>en und Gewohnheiten des Personals wurden geän<strong>der</strong>t<br />
Management- > das Management wurde auf Makulaturziele verpflichtet<br />
Faktoren > klare Ziele wurden festgelegt und bekannt gemacht<br />
> anstelle f<strong>in</strong>anzieller Anreize wurde häufig auch die öffentliche Anerkennung als Motivationsmittel<br />
e<strong>in</strong>gesetzt<br />
Tabelle 1. Ergebnisse aus dem Ifra Special Report 1.14. „Makulature<strong>in</strong>sparung: E<strong>in</strong>e Studie bei führenden europäischen und US-amerikanischen Zeitungen“.
© 2002 Ifra, Darmstadt<br />
3.1 Makulatur und Störungen<br />
Makulatur wirkt sich direkt auf die <strong>Produktivität</strong> aus.<br />
Sie erhöht Materialkosten, Produktionszeit und Arbeitsaufwand.<br />
Weniger Makulatur bedeutet mehr <strong>Produktivität</strong>. Die<br />
Verr<strong>in</strong>gerung <strong>der</strong> Makulatur hat mehrere Vorteile. Erstens<br />
ist jedes schlechte Exemplar e<strong>in</strong> verlorenes Exemplar. Mehr<br />
Makulatur erfor<strong>der</strong>t mehr Produktionszeit, um die Ausgabe<br />
fertigzustellen. Zweitens s<strong>in</strong>d viele Makulaturexemplare<br />
durch Störungen bed<strong>in</strong>gt, was oft zu e<strong>in</strong>er Verr<strong>in</strong>gerung<br />
<strong>der</strong> Geschw<strong>in</strong>digkeit o<strong>der</strong> gar zum Anhalten <strong>der</strong> Druckmasch<strong>in</strong>e<br />
führt. Drittens beanspruchen auch Makulaturexemplare<br />
Arbeitskraft und an<strong>der</strong>e Ressourcen. Durch e<strong>in</strong>e<br />
erfolgreiche Makulaturverr<strong>in</strong>gerung erhöht sich die Anzahl<br />
<strong>der</strong> guten Exemplare und verkürzt sich die Laufzeit <strong>der</strong><br />
Druckmasch<strong>in</strong>e. E<strong>in</strong>e Reduzierung <strong>der</strong> Makulatur darf<br />
jedoch nicht zu Lasten <strong>der</strong> Druckqualität gehen. Beispiele<br />
und Richtl<strong>in</strong>ien zur Makulaturverr<strong>in</strong>gerung bei <strong>der</strong><br />
Zeitungsproduktion s<strong>in</strong>d im Ifra Special Report 1.14 aufgeführt.<br />
Störungen verr<strong>in</strong>gern die <strong>Produktivität</strong>, <strong>in</strong>dem sie mehr<br />
Produktionszeit beanspruchen und mehr Makulatur verursachen.<br />
Die meisten Vorfälle lassen sich <strong>in</strong> drei Gruppen<br />
e<strong>in</strong>teilen: Plötzliche Störungen, kumulative Störungen und<br />
Störungen, die die Produktionsgeschw<strong>in</strong>digkeit o<strong>der</strong> die<br />
Druckqualität verm<strong>in</strong><strong>der</strong>n.<br />
Plötzliche Störungen s<strong>in</strong>d unvorhersehbar, und ihre<br />
wahre Ursache ist nicht immer bekannt. Bahnrisse s<strong>in</strong>d<br />
Beispiele für plötzliche Störungen. Die e<strong>in</strong>zige Möglichkeit<br />
zur Verh<strong>in</strong><strong>der</strong>ung solcher Störungen ist e<strong>in</strong>e sorgfältige<br />
Vorbeugung. Daher sollte e<strong>in</strong>e Statistik <strong>der</strong> Bahnrisse<br />
geführt werden. Bei jedem Bahnriss s<strong>in</strong>d die Druckbed<strong>in</strong>gungen<br />
zu notieren. Hierzu gehören Datum, Papierhersteller,<br />
Druckmasch<strong>in</strong>ene<strong>in</strong>heit, Schicht, Produkt, Lage des<br />
Bahnrisses und, wenn möglich, die Ursache und an<strong>der</strong>e<br />
Faktoren, die bei Bahnrissen e<strong>in</strong>e Rolle spielen. Mit dieser<br />
Statistik lassen sich die häufigsten Ursachen für Bahnrisse<br />
ermitteln und beseitigen. An<strong>der</strong>e plötzliche Störungen s<strong>in</strong>d<br />
beispielsweise gebrochene Bauteile und elektronische<br />
Ausfälle.<br />
Stauben und L<strong>in</strong>t<strong>in</strong>g s<strong>in</strong>d Beispiele für kumulative<br />
Störungen. Kumulative Störungen s<strong>in</strong>d Probleme, die im<br />
Lauf <strong>der</strong> Produktion zunehmen. Kumulative Störungen<br />
können zum Anhalten <strong>der</strong> Masch<strong>in</strong>e führen, wobei <strong>der</strong><br />
Drucker den Stopzeitpunkt wählen kann. Die Gründe für<br />
kumulative Störungen s<strong>in</strong>d oft im Material zu suchen.<br />
Fehler bei Farb- und Falzregistern und Feuchtigkeitsschwielen<br />
s<strong>in</strong>d Beispiele für kumulative Störungen, die die<br />
Druckgeschw<strong>in</strong>digkeit o<strong>der</strong> die Druckqualität bee<strong>in</strong>trächtigen.<br />
Zu den Ursachen für ger<strong>in</strong>gere <strong>Produktivität</strong> zählen<br />
Produktionsverzögerungen. Produktionsverzögerungen zu<br />
Beg<strong>in</strong>n des Prozesses lassen sich später nur selten wie<strong>der</strong><br />
aufholen. E<strong>in</strong>e kurze Verzögerung im Prepress-Bereich<br />
kann zur Verspätung <strong>der</strong> gesamten Ausgabe führen (Bil<strong>der</strong><br />
1 und 2).<br />
3 <strong>Produktivität</strong>swirksame Faktoren <strong>in</strong> <strong>der</strong> Zeitungsproduktion<br />
Ifra Special Report 3.33<br />
Hast und Störungen stehen <strong>in</strong> Verb<strong>in</strong>dung. Wenn die<br />
Produktion h<strong>in</strong>ter dem Zeitplan zurückliegt, wird oft<br />
versucht, die Verspätung aufzuholen. Dies kann aufgrund<br />
von Fahrlässigkeit zu weiteren Störungen und Unterbrechungen<br />
führen.<br />
3.2 Druckmasch<strong>in</strong>envorbereitung<br />
Durch effizientes Vorgehen bei Ausgabenwechsel und<br />
Masch<strong>in</strong>ene<strong>in</strong>richtung lässt sich die Stillstandszeit <strong>der</strong><br />
Masch<strong>in</strong>e reduzieren. Hierzu gehören effiziente und zeitgerechte<br />
Handlungen. Wege zur Verbesserung <strong>der</strong> Effizienz<br />
s<strong>in</strong>d unten aufgeführt.<br />
Vore<strong>in</strong>richtung: Die Vore<strong>in</strong>richtung wird vorzugsweise<br />
für die Operationen genutzt, die vor <strong>der</strong> eigentlichen<br />
E<strong>in</strong>richtung erfolgen können. Dabei sollten alle Operationen<br />
durchgeführt werden, die möglich s<strong>in</strong>d, solange die vorige<br />
Ausgabe noch auf <strong>der</strong> Druckmasch<strong>in</strong>e läuft. Hierzu gehört<br />
die Vorbereitung <strong>der</strong> Rollen und das Aufspannen <strong>der</strong><br />
Druckplatten an Druckwerken, die nicht im E<strong>in</strong>satz s<strong>in</strong>d.<br />
Vorlauf vor <strong>der</strong> eigentlichen Produktion: Der Vorlauf<br />
vor <strong>der</strong> eigentlichen Produktion dient zum Überprüfen <strong>der</strong><br />
Gummitücher und Druckplatten sowie zur Kontrolle <strong>der</strong><br />
korrekten Bahnführung, bevor alle Platten e<strong>in</strong>treffen.<br />
Effektive Pflege <strong>der</strong> Arbeitsabläufe: Die besten Arbeitsmethoden<br />
können <strong>in</strong> Checklisten zusammengefasst werden,<br />
die den Mitarbeitern als Richtschnur dienen und nach<br />
Durchführung abgezeichnet werden müssen.<br />
Checklisten sollten e<strong>in</strong>gerichtet werden, um die<br />
Arbeitsabläufe zu standardisieren und zu verbessern, e<strong>in</strong>en<br />
effizienten Masch<strong>in</strong>enanlauf zu sichern, die Makulatur und<br />
die Stillstandszeiten zu verr<strong>in</strong>gern.<br />
Zeitplanung <strong>der</strong> Druckjobs: Der Term<strong>in</strong>plan <strong>der</strong> Druckjobs<br />
ist so zu optimieren, dass möglichst wenige Umstellungen<br />
zwischen den Ausgaben erfor<strong>der</strong>lich s<strong>in</strong>d. Dies ist<br />
ke<strong>in</strong>e leichte Aufgabe. Das beste Ergebnis lässt sich nur bei<br />
Berücksichtigung <strong>der</strong> gesamten Produktion erzielen.<br />
3.3 Automatisierung<br />
Es gibt verschiedene technische Hilfsmittel, mit denen<br />
sich die <strong>Produktivität</strong> verbessern lässt. Hierzu gehören <strong>der</strong><br />
automatische Druckplattenwechsel, automatisches E<strong>in</strong>ziehen<br />
<strong>der</strong> Papierbahn, Gummituch-Waschanlagen und automatische<br />
Farb- und Falzregistersteuerung. Diese Hilfsmittel<br />
sparen Zeit bei <strong>der</strong> E<strong>in</strong>richtung und beim Ausgabenwechsel.<br />
Ausgabenwechsel bei laufen<strong>der</strong> Masch<strong>in</strong>e: Durch automatischen<br />
Ausgabenwechsel während des Drucklaufs lässt<br />
sich die E<strong>in</strong>richtungszeit verkürzen. Der automatische<br />
Ausgabenwechsel erfor<strong>der</strong>t Zusatze<strong>in</strong>heiten, geteilte<br />
Rollentragarme, wellenlosen Antrieb und e<strong>in</strong>e mo<strong>der</strong>ne<br />
Rotationsmasch<strong>in</strong>ensteuerung. Der Ausgabenwechsel bei<br />
laufen<strong>der</strong> Masch<strong>in</strong>e bietet sich an, wenn nur wenige<br />
Druckplatten zu wechseln s<strong>in</strong>d.<br />
Vore<strong>in</strong>stellung: Die Vore<strong>in</strong>stellung <strong>der</strong> Farbschrauben<br />
und Farbregister eignet sich gut zur Verkürzung <strong>der</strong><br />
Anlaufzeit und zur Verr<strong>in</strong>gerung <strong>der</strong> Anfahrmakulatur.<br />
07
08<br />
3 <strong>Produktivität</strong>swirksame Faktoren <strong>in</strong> <strong>der</strong> Zeitungsproduktion<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
3.4 Qualität<br />
Die Qualität kann sich zweifach auf die <strong>Produktivität</strong><br />
auswirken. Qualität ist nicht nur die Druckqualität,<br />
son<strong>der</strong>n auch die Qualität <strong>der</strong> Arbeitsmethoden. Die<br />
<strong>Produktivität</strong> lässt sich unter ke<strong>in</strong>en Umständen durch<br />
Qualitätse<strong>in</strong>schränkungen erhöhen. Daher sollte <strong>der</strong><br />
E<strong>in</strong>fluss <strong>der</strong> Qualität entgegengesetzt gesehen werden. Mit<br />
höherer Qualität ist es möglich, die <strong>Produktivität</strong> zu<br />
steigern, da weniger Reklamationen anfallen und die<br />
Arbeitsmethoden verbessert werden.<br />
Qualitätsprogramme: Die E<strong>in</strong>führung von Qualitätsprogrammen<br />
kann bei <strong>der</strong> Reduzierung <strong>der</strong> Makulatur helfen.<br />
Programme, die nach ISO-9000-Normen o<strong>der</strong> Ifra Special<br />
Reports organisiert s<strong>in</strong>d, verr<strong>in</strong>gern das Risiko von Missverständnissen<br />
und falsch verstandenen Vorgehensweisen.<br />
Gute Qualität führt zu weniger Reklamationen und damit<br />
zu weniger Nachdrucken.<br />
3.5 Drucklauf<br />
Viele <strong>Produktivität</strong>sverbesserungen erfor<strong>der</strong>n Investitionen<br />
<strong>in</strong> die Automatisierung und an<strong>der</strong>e Ausrüstung.<br />
Doch neue Masch<strong>in</strong>en s<strong>in</strong>d nicht <strong>der</strong> e<strong>in</strong>zige Weg zu mehr<br />
<strong>Produktivität</strong>. <strong>Produktivität</strong>sverbesserungen lassen sich<br />
auch durch Schulung <strong>der</strong> Mitarbeiter und <strong>Optimierung</strong> <strong>der</strong><br />
Produktionsbed<strong>in</strong>gungen erreichen.<br />
Checklisten: Die besten Arbeits- und Betriebsmethoden<br />
sollten <strong>in</strong> Checklisten zusammengefasst werden, mit <strong>der</strong>en<br />
Hilfe die Mitarbeiter ihre Aufgaben erfüllen. So kann je<strong>der</strong><br />
Arbeitgeber die Abläufe <strong>in</strong> se<strong>in</strong>em Betrieb optimieren.<br />
Seitenpositionen und Bahnwege: Die Wahl <strong>der</strong> richtigen<br />
Seitenpositionen und Bahnwege ist e<strong>in</strong> Weg zur Verbesserung<br />
<strong>der</strong> <strong>Produktivität</strong>. Die Auswahl kann auf mehrere<br />
Arten erfolgen. So könnte <strong>in</strong> Zusammenarbeit mit Anzeigenabteilung<br />
und Redaktion die Position von Vierfarbseiten<br />
so festgelegt werden, dass sie möglichst konstant bleibt.<br />
Jobs, die schwierige Bahnführungen erfor<strong>der</strong>n, s<strong>in</strong>d nach<br />
Möglichkeit zu reduzieren o<strong>der</strong> zu vermeiden. Bei <strong>der</strong><br />
Auswahl <strong>der</strong> besten Seitenpositionen und Bahnführungen<br />
sollte die gesamte Produktion berücksichtigt werden. Die<br />
Seitenpositionen und Bahnführungen nachfolgen<strong>der</strong> Produktionsläufe<br />
s<strong>in</strong>d so zu wählen, dass Ausgabenwechsel<br />
möglichst reibungslos verlaufen.<br />
3.6 Instandhaltung<br />
Instandhaltung: Für Re<strong>in</strong>igung, Reparatur und vorbeugende<br />
Wartung sollten Zeit und Kapazitäten e<strong>in</strong>geplant<br />
werden. Die genannten Arbeiten s<strong>in</strong>d systematisch mit<br />
Hilfe von Checklisten durchzuführen und zu protokollieren.<br />
Materialoptimierung: Produktionsmaterialien sollten<br />
optimal auf die Masch<strong>in</strong>enkonfiguration und die Qualitätsanfor<strong>der</strong>ungen<br />
abgestimmt werden. Materialwechsel s<strong>in</strong>d<br />
möglichst zu vermeiden, außer wenn neue Materialien<br />
nachweislich zu markanten Verbesserungen führen. Neue<br />
Materialien s<strong>in</strong>d stets e<strong>in</strong>zeln zu testen und sollten nur<br />
e<strong>in</strong>geführt werden, wenn sie sich unter strengen Prüfbed<strong>in</strong>gungen<br />
als zweckdienlich erwiesen haben.<br />
3.7 Informationsfluss<br />
Korrekte Informationen vor und während des Produktionsprozesses<br />
s<strong>in</strong>d e<strong>in</strong> wichtiger Faktor, um Masch<strong>in</strong>enstops<br />
zu vermeiden. Informationen über zusätzliche<br />
Wechsel, Farbwechsel und Verfügbarkeit von Andrucken<br />
s<strong>in</strong>d e<strong>in</strong>ige <strong>der</strong> <strong>in</strong> Frage kommenden Themen.
© 2002 Ifra, Darmstadt<br />
4 <strong>Produktivität</strong>sfragebogen<br />
Es wurde e<strong>in</strong> Fragebogen zur <strong>Produktivität</strong> von<br />
Zeitungsproduktionsstraßen an Druckereien und Druckmasch<strong>in</strong>en-/Versandraumhersteller<br />
geschickt. Damit sollte<br />
ermittelt werden, welche Faktoren E<strong>in</strong>fluss auf die <strong>Produktivität</strong><br />
haben, was zur Verbesserung <strong>der</strong> <strong>Produktivität</strong><br />
unternommen wird und welche H<strong>in</strong><strong>der</strong>nisse dem Erreichen<br />
<strong>der</strong> maximalen <strong>Produktivität</strong> entgegenstehen. Der zehnseitige<br />
Fragebogen wurde an <strong>in</strong>sgesamt 34 Druckereien<br />
und Druckmasch<strong>in</strong>en-/Versandraumhersteller geschickt.<br />
Die Druckmasch<strong>in</strong>en- / Versandraumhersteller wurden<br />
gebeten, nur die beiden letzten Fragen zu <strong>Produktivität</strong>sverbesserungsmaßnahmen<br />
und H<strong>in</strong><strong>der</strong>nissen zu beantworten.<br />
Die Fragen s<strong>in</strong>d im Anhang abgedruckt. Der<br />
ausführliche Fragebogen kann von <strong>der</strong> Ifra-Homepage<br />
(http://www.ifra.com) herunter geladen werden.<br />
4.1 Druckereien<br />
Der Fragebogen wurde an <strong>in</strong>sgesamt 20 Druckereien<br />
geschickt. Zehn schickten den Fragebogen ausgefüllt zurück,<br />
das ergibt e<strong>in</strong>e Beteiligung von 50 %.<br />
Die <strong>in</strong>sgesamt 76 produktivitätswirksamen Faktoren<br />
wurden aufgelistet und <strong>in</strong> vier Kategorien e<strong>in</strong>geteilt. Die<br />
Kategorien waren personal-, umgebungs-, masch<strong>in</strong>en- und<br />
materialbed<strong>in</strong>gte Faktoren. Die Fragen s<strong>in</strong>d <strong>in</strong> Anhang A<br />
zusammengefasst. Die Druckereien sollten die Bedeutung<br />
<strong>der</strong> Faktoren und ihre Wirkung auf Anfahren, Ausgabenwechsel,<br />
Drucklauf und Versandraum auf e<strong>in</strong>er Skala von<br />
null bis fünf angeben. Die verschiedenen Kategorien und<br />
ihre Gesamtbedeutung s<strong>in</strong>d <strong>in</strong> Bild 3 dargestellt. E<strong>in</strong> hoher<br />
Balken bedeutet e<strong>in</strong>e hohe E<strong>in</strong>stufung des jeweiligen Faktors<br />
für die <strong>Produktivität</strong>soptimierung.<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
Bedeutung <strong>der</strong> Faktoren <strong>in</strong> verschiedenen Kategorien<br />
Personal Umgebung Masch<strong>in</strong>en Material<br />
Bild 3. Bedeutung <strong>der</strong> Faktoren <strong>in</strong> verschiedenen Kategorien.<br />
Anfahren<br />
Ausgabenwechsel<br />
Drucklauf<br />
Versandraum<br />
Ifra Special Report 3.33<br />
4.1.1 Personalbed<strong>in</strong>gte Faktoren<br />
Laut Fragebogen s<strong>in</strong>d die Mitarbeiter <strong>in</strong> allen Teilen<br />
des Prozesses <strong>der</strong> wichtigste E<strong>in</strong>flussfaktor. Beim Anfahren<br />
und Ausgabenwechsel war dieses Ergebnis absehbar, beim<br />
Drucklauf und Versandraum war es h<strong>in</strong>gegen e<strong>in</strong>e Überraschung.<br />
Das zeigt, dass trotz fortschreiten<strong>der</strong> Automatisierung<br />
<strong>der</strong> Mensch nach wie vor <strong>der</strong> wichtigste Faktor im<br />
Produktionsprozess ist.<br />
Wird <strong>in</strong> Teams gearbeitet?<br />
Bild 4. Ist die Arbeit <strong>in</strong> Teams organisiert?<br />
Die Anzahl <strong>der</strong> Drucker und Versandraumbeschäftigen<br />
war je nach Größe <strong>der</strong> Druckerei und des Versandraums<br />
unterschiedlich. Die Anzahl <strong>der</strong> Drucker reichte von zwei<br />
bis sieben pro Druckmasch<strong>in</strong>e, die Anzahl <strong>der</strong> Versandraummitarbeiter<br />
reichte von zwei bis sieben. Auch wenn<br />
die Schwankungsbreite bei Druckern und Versandraummitarbeiter<br />
gleich ist, war die Zahl <strong>der</strong> Versandraummitarbeiter<br />
<strong>in</strong> <strong>der</strong> Regel ger<strong>in</strong>ger als die Beschäftigtenzahl<br />
an den Druckmasch<strong>in</strong>en.<br />
Schulung spielte <strong>in</strong> allen Firmen e<strong>in</strong>e große Rolle. Vor-<br />
Ort-Schulungen wurden praktisch <strong>in</strong> allen teilnehmenden<br />
Firmen durchgeführt. Die Qualifikation ihrer Mitarbeiter<br />
bezeichneten die meisten Druckereien als mittel, e<strong>in</strong>ige als<br />
hoch. Schulungen gehören laut Fragebogen zu den wichtigsten<br />
Faktoren im Druckprozess. Trotz <strong>der</strong> genannten<br />
Qualifikationsstufen wurde mangelnde Ausbildung als<br />
e<strong>in</strong>es <strong>der</strong> Haupth<strong>in</strong><strong>der</strong>nisse für die <strong>Produktivität</strong>sverbesserung<br />
angeführt.<br />
E<strong>in</strong> Drittel <strong>der</strong> Firmen antwortete, dass es Unterschiede<br />
zwischen Tag- und Nachtschicht gebe. E<strong>in</strong> Grund hierfür<br />
war, dass <strong>in</strong> e<strong>in</strong>igen Firmen <strong>in</strong> <strong>der</strong> Nachtschicht mehr<br />
Personal e<strong>in</strong>gesetzt wird. Mit e<strong>in</strong>er größeren Arbeitsmannschaft<br />
läuft die Produktion <strong>der</strong> Hauptzeitungen<br />
reibungsloser. In den Tagschichten werden hauptsächlich<br />
an<strong>der</strong>e Aufträge abgewickelt, bei denen <strong>der</strong> Zeitplan weniger<br />
eng ist als bei Tageszeitungen.<br />
Die Hälfte <strong>der</strong> Teilnehmer gab an, dass e<strong>in</strong> Schichtwechsel<br />
während des Drucklaufs die <strong>Produktivität</strong> bee<strong>in</strong>flusst.<br />
Gründe hierfür wurden nicht genannt. Es ist klar,<br />
dass die Rotationsmasch<strong>in</strong>e während des Schichtwechsels<br />
nicht stoppen darf. Schichtwechsel sollten so e<strong>in</strong>gerichtet<br />
se<strong>in</strong>, dass sich die Arbeitszeit <strong>der</strong> verschiedenen Schichten<br />
4 <strong>Produktivität</strong>sfragebogen<br />
Teams<br />
Ke<strong>in</strong>e Teams<br />
09
10<br />
4 <strong>Produktivität</strong>sfragebogen<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
jeweils um e<strong>in</strong>ige M<strong>in</strong>uten überschneidet. Die Zeit sollte<br />
zur Übergabe an die zweite Schicht und e<strong>in</strong>en reibungslosen<br />
Wechsel genutzt werden. Verschiedene D<strong>in</strong>ge können sich<br />
auf die <strong>Produktivität</strong> auswirken, wenn sie während des<br />
Schichtwechsels geschehen. Hierzu gehören Rollenwechsel,<br />
Ausgabenwechsel sowie Registerfehler, Tonen und ähnliche<br />
Probleme während des Drucklaufs. Diese Probleme lassen<br />
sich durch Schichtüberschneidung reduzieren.<br />
Bei je<strong>der</strong> zweiten Firma wird Teamarbeit geleistet. Die<br />
Teamarbeit ist im Versandraum üblicher als an <strong>der</strong> Rotationsmasch<strong>in</strong>e.<br />
Die Teams wurden im Versandraum als sehr<br />
wichtig und im Drucklauf als wichtig e<strong>in</strong>gestuft.<br />
Nur bei e<strong>in</strong>er Firma erhalten die Bediener ke<strong>in</strong> Feedback,<br />
bei e<strong>in</strong>igen Firmen erhalten sie laut Fragebogen zu<br />
wenig Feedback zur <strong>Produktivität</strong>.<br />
Der Zeitdruck wurde <strong>in</strong> fast allen Firmen als problematisch<br />
angeführt. Nur zwei Firmen gaben an, dass Zeitdruck<br />
ke<strong>in</strong>e Probleme verursache. Die Hauptprobleme entstünden<br />
durch Flüchtigkeitsfehler, wenn man versuche, verlorene<br />
Produktionszeit wie<strong>der</strong> aufzuholen.<br />
Nur e<strong>in</strong> Unternehmen gab an, dass die Arbeitsbeschreibungen<br />
nicht immer allen Mitarbeitern klar seien. Auch<br />
dort, wo die Arbeitsbeschreibungen allen klar waren, wurden<br />
sie als e<strong>in</strong>er <strong>der</strong> wichtigsten Faktoren <strong>in</strong> allen Teilen<br />
des Prozesses genannt.<br />
Die Anzahl <strong>der</strong> Mitarbeiter bei verschiedenen Aktionen<br />
im Druckprozess war je nach Masch<strong>in</strong>en- und Produktionsart<br />
unterschiedlich. Die Mitarbeiterzahl für den<br />
Plattenwechsel variierte zwischen zwei und sieben. Die<br />
Mitarbeiterzahl für den Farbwechsel variierte zwischen<br />
null und drei. Zwei Firmen arbeiten mit automatischem<br />
Farbwechsel, bei e<strong>in</strong>igen Firmen wird die Farbe nie<br />
gewechselt. In e<strong>in</strong>igen Fällen beansprucht <strong>der</strong> häufige<br />
Wechsel von Schmuckfarben sehr viel Zeit. Nach Angaben<br />
aus <strong>der</strong> Branche geht <strong>der</strong> Trend e<strong>in</strong>deutig zur Reduzierung<br />
<strong>der</strong> Schmuckfarben; e<strong>in</strong>ige Zeitungen verzichten komplett<br />
auf Schmuckfarben.<br />
Die Mitarbeiterzahl für den Wechsel <strong>der</strong> Bahnführung<br />
rangierte zwischen null und fünf. Bei e<strong>in</strong>igen Firmen wird<br />
die Bahnführung nie gewechselt. Die Mitarbeiterzahl pro<br />
Falzapparat reichte von null bis drei; die häufigste Antwort<br />
war e<strong>in</strong> Bediener. Bei e<strong>in</strong>igen Firmen, bei denen die<br />
Produktion stark standardisiert ist, brauchen we<strong>der</strong> Farbe<br />
noch Bahnführung gewechselt zu werden.<br />
Der typische Makulaturwert beim Rollenwechsel liegt<br />
bei 10 Exemplaren. Die Antworten reichten von 8 bis 30<br />
Exemplare. Der Wert ist so niedrig, dass se<strong>in</strong> E<strong>in</strong>fluss auf<br />
die Gesamtproduktivität äußerst ger<strong>in</strong>g ist.<br />
Nur zwei Firmen gaben an, dass sie die Überproduktion<br />
nicht beobachten. Häufige Gründe für die Überproduktion<br />
s<strong>in</strong>d das Fehlen o<strong>der</strong> die Unzuverlässigkeit <strong>der</strong> Versandraumsteuerung,<br />
Versandraummakulatur und Vertriebsüberproduktion.<br />
Als wichtigste Faktoren beim Anfahren wurden die<br />
Qualifikation <strong>der</strong> Mitarbeiter, die Anzahl <strong>der</strong> Drucker und<br />
die Klarheit <strong>der</strong> Arbeitsbeschreibungen genannt. Die<br />
Gesamtunterschiede zwischen den verschiedenen Faktoren<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
Personalbed<strong>in</strong>gte Faktoren<br />
1 2 3 4 5 6 7 8<br />
Bild 5. Bedeutung personalbed<strong>in</strong>gter Faktoren bei Anfahren, Ausgabenwechsel<br />
und Drucklauf. Die Nummern beziehen sich auf die im Anhang<br />
abgedruckten Fragen.<br />
waren ger<strong>in</strong>g. Alle Faktoren wurden auf <strong>der</strong> Skala von null<br />
bis fünf mit vier o<strong>der</strong> höher bewertet.<br />
Beim Ausgabenwechsel war die Schwankungsbreite <strong>der</strong><br />
Faktoren größer. Die wichtigsten Faktoren waren die<br />
Anzahl <strong>der</strong> Mitarbeiter für den Plattenwechsel, die Mitarbeiterzahl<br />
beim Bahnführungswechsel, die Klarheit <strong>der</strong><br />
Arbeitsbeschreibungen und die Qualifikation <strong>der</strong> Mitarbeiter.<br />
Alle diese Faktoren wurden mit vier o<strong>der</strong> höher e<strong>in</strong>gestuft.<br />
Dies ist <strong>in</strong> Bild 5 dargestellt.<br />
Wichtigste Faktoren für den Drucklauf waren laut<br />
Fragebogen <strong>der</strong> E<strong>in</strong>fluss des Versandraums auf die Druckgeschw<strong>in</strong>digkeit,<br />
die Klarheit <strong>der</strong> Arbeitsbeschreibungen,<br />
Feedback an die Bediener und die Teamarbeit.<br />
4.1.2 Umgebungsbed<strong>in</strong>gte Faktoren<br />
Die Anzahl <strong>der</strong> Bahnen <strong>in</strong> <strong>der</strong> durchschnittlichen Produktion<br />
reichte von e<strong>in</strong>s bis fünf. An<strong>der</strong>e produktionsbezogene<br />
Faktoren zeigten ebenfalls große Schwankungsbreiten.<br />
Die Anzahl <strong>der</strong> Falztrichter reichte von e<strong>in</strong>s bis<br />
vier. Am häufigsten waren zwei o<strong>der</strong> vier. Die Anzahl <strong>der</strong><br />
Wendestangen reichte von zwei bis dreizehn. Die häufigste<br />
Zahl war vier. Die Länge <strong>der</strong> Bahnführung reichte von 20<br />
bis 40 Meter. E<strong>in</strong>e Überprüfung dieser Faktoren war aufgrund<br />
<strong>der</strong> großen Schwankungen nicht möglich.<br />
Feuchtigkeitsregelung im Druckraum<br />
Bild 6. Wird die Feuchtigkeit im Druckmasch<strong>in</strong>enraum geregelt?<br />
Anfahren<br />
Ausgabenw.<br />
Drucklauf<br />
Geregelt<br />
Nicht geregelt
© 2002 Ifra, Darmstadt<br />
Vier Firmen verwenden ke<strong>in</strong>e Feuchtigkeitsregelung an<br />
ihren Standorten. Feuchtigkeit wurde als e<strong>in</strong>er <strong>der</strong> wichtigsten<br />
Faktoren beim Drucklauf genannt. Auch im Versandraum<br />
wurde ihr E<strong>in</strong>fluss sehr hoch e<strong>in</strong>gestuft. Firmen mit<br />
Feuchtigkeitsregelung gaben höhere E<strong>in</strong>stufungen an als<br />
Firmen ohne Feuchtigkeitsregelung.<br />
Die meisten Zeitungen richten sich nur nach e<strong>in</strong>em<br />
Qualitätsstandard. Nur e<strong>in</strong>e Firma gab an, dass man unterschiedliche<br />
Qualitätsanfor<strong>der</strong>ungen für verschiedene<br />
Produkte erfüllt. Beispiel: E<strong>in</strong>e Zeitungsdruckerei, die als<br />
Lohndruckerei arbeitet, ist durch e<strong>in</strong>en Kunden an strenge<br />
Qualitätskriterien gebunden. Für die eigenen Produkte<br />
werden die Qualitätsanfor<strong>der</strong>ungen ger<strong>in</strong>ger angesetzt.<br />
Alle Firmen gaben an, dass Än<strong>der</strong>ungen <strong>in</strong> letzter<br />
M<strong>in</strong>ute auftreten. Kurzfristige Än<strong>der</strong>ungen lassen sich<br />
wahrsche<strong>in</strong>lich nie ganz vermeiden. Sie gehören e<strong>in</strong>fach<br />
zum System. Das heißt jedoch nicht, dass sie gutgeheißen<br />
werden. Kurzfristige Än<strong>der</strong>ungen bee<strong>in</strong>flussen die <strong>Produktivität</strong><br />
so stark, dass man sie nicht vernachlässigen kann.<br />
E<strong>in</strong> Drittel <strong>der</strong> Firmen verwendet Graustreifen zur Qualitätskontrolle.<br />
Die Graustreifen im Druck dienen zur Kontrolle<br />
von Farbdichte und Graubalance.<br />
E<strong>in</strong>satz von Graustreifen<br />
Bild 7. Werden Graustreifen verwendet?<br />
Graustreifen<br />
Ke<strong>in</strong>e Graustreifen<br />
Nur zwei Firmen gaben an, nicht mit Panoramaplatten<br />
zu arbeiten (Doppelseiten, zwei E<strong>in</strong>zelseiten o<strong>der</strong> e<strong>in</strong> sich<br />
über zwei Seiten erstreckendes Bild auf e<strong>in</strong>er Platte). Bei<br />
Firmen, die mit Panoramaplatten arbeiten, ist <strong>der</strong>en E<strong>in</strong>satz<br />
sehr begrenzt. Die E<strong>in</strong>satzquote schwankte von weniger<br />
als e<strong>in</strong> Prozent bis fünf Prozent.<br />
Jede Firma gab an, dass ihr Plattenidentifizierungssystem<br />
allen Mitarbeitern klar sei. Es galt als e<strong>in</strong>er <strong>der</strong> wichtigsten<br />
Faktoren beim Anfahren und beim Ausgabenwechsel.<br />
Der E<strong>in</strong>fluss e<strong>in</strong>er falschen Plattenaufspannung liegt auf<br />
<strong>der</strong> Hand. Anhalten <strong>der</strong> Masch<strong>in</strong>e bedeutet Makulatur und<br />
Zeitverlust; beim Ausbau kann die Platte beschädigt werden,<br />
so dass neue Platten hergestellt werden müssten.<br />
Die Antworten auf die Fragen, wie oft Bahnführung,<br />
Farbe, Falzapparat und Papiersorte gewechselt werden,<br />
reichten von nie bis zu fast je<strong>der</strong> Ausgabe. Nur die E<strong>in</strong>stellungen<br />
des Falzapparats wurden bei ke<strong>in</strong>er <strong>der</strong> teilnehmenden<br />
Firmen verän<strong>der</strong>t.<br />
Ifra Special Report 3.33<br />
Als häufigster Grund für Bahnrisse wurde <strong>der</strong> Rollenwechsel<br />
genannt. Papierqualität und masch<strong>in</strong>enbezogene<br />
Faktoren wurden ebenfalls angeführt. Die Ausfallzeit pro<br />
Bahnriss lag zwischen 10 und 30 M<strong>in</strong>uten; <strong>der</strong> Durchschnittswert<br />
betrug 15 M<strong>in</strong>uten. Die Durchschnittskosten<br />
pro Bahnriss lagen zwischen 130 und 240 Euro.<br />
Wie<strong>der</strong>herstellungszeit <strong>in</strong> M<strong>in</strong>uten<br />
Bild 8. Wie<strong>der</strong>herstellungszeit bei Bahnrissen.<br />
Die durchschnittliche Zahl verspäteter Exemplare lag<br />
bei 10 %. Die E<strong>in</strong>zelwerte lagen zwischen null und 50 %.<br />
Es gab viele Antworten auf die Frage: „Wer entscheidet,<br />
wann e<strong>in</strong>e Ausgabe gedruckt wird?“. Die häufigste Angabe<br />
war „<strong>der</strong> Drucker“, es wurden aber auch Versandraum<br />
und Redaktion genannt. Die Entscheidung lag nicht immer<br />
beim Drucker. In e<strong>in</strong>igen Firmen s<strong>in</strong>d auch die Geschäftsführer<br />
zuständig.<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
Umgebungsbed<strong>in</strong>gte Faktoren<br />
18 19 20 21 22 23 24 25 26 27 28 29 30<br />
4 <strong>Produktivität</strong>sfragebogen<br />
< 10<br />
10 – 15<br />
15 – 20<br />
Über 20<br />
Anfahren<br />
Bild 9. Bedeutung umgebungsbed<strong>in</strong>gter Faktoren beim Anfahren. Die<br />
Nummern beziehen sich auf die im Anhang abgedruckten Fragen.<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
Umgebungsbed<strong>in</strong>gte Faktoren<br />
18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35<br />
Ausgabenw.<br />
Bild 10. Bedeutung umgebungsbed<strong>in</strong>gter Faktoren beim Ausgabenwechsel.<br />
Die Nummern beziehen sich auf die im Anhang abgedruckten Fragen.<br />
11
12<br />
4 <strong>Produktivität</strong>sfragebogen<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
Umgebungsbed<strong>in</strong>gte Faktoren<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
18 19 20 21 22 23 24 25 26 27 28 29 30 36 37 38 39 40 41 44<br />
Drucklauf<br />
Bild 11. Bedeutung umgebungsbed<strong>in</strong>gter Faktoren beim Drucklauf. Die<br />
Nummern beziehen sich auf die im Anhang abgedruckten Fragen.<br />
4.1.3 Masch<strong>in</strong>enbed<strong>in</strong>gte Faktoren<br />
Es wurde nach <strong>der</strong> Eignung <strong>der</strong> beiden häufigsten<br />
Masch<strong>in</strong>entypen (Satellitendrucke<strong>in</strong>heit und Achterturm)<br />
gefragt. 89 % <strong>der</strong> Firmen betrachten Satellitendrucke<strong>in</strong>heiten<br />
als für ihre Produktion geeignet. 44 % <strong>der</strong> Firmen<br />
halten Achtertürme für geeignet. Mehr als die Hälfte <strong>der</strong><br />
Firmen bezeichneten Achtertürme als für ihre Produktion<br />
ungeeignet.<br />
100%<br />
90%<br />
80%<br />
70%<br />
60%<br />
50%<br />
40%<br />
30%<br />
20%<br />
10%<br />
0%<br />
Eignung <strong>der</strong> Drucke<strong>in</strong>heiten<br />
Satelliten<br />
Achterturm<br />
ungeeignet<br />
geeignet<br />
Bild 12. S<strong>in</strong>d Satellitendrucke<strong>in</strong>heiten/Achtertürme für Ihre Produktion<br />
geeignet?<br />
Laut Fragebogen war die Vore<strong>in</strong>stellung <strong>der</strong> wichtigste<br />
Faktor beim Anfahren und beim Ausgabenwechsel. Die<br />
Vore<strong>in</strong>stellung wurde von allen Firmen mit fünf benotet,<br />
selbst wenn die jeweilige Firma nicht über die Vore<strong>in</strong>stellung<br />
verfügte. Der E<strong>in</strong>fluss <strong>der</strong> Vore<strong>in</strong>stellung auf die<br />
<strong>Produktivität</strong> ist offensichtlich. E<strong>in</strong>e gute Vore<strong>in</strong>stellung<br />
reduziert die Anfahrmakulatur und die Anfahrzeit. Dies<br />
wirkt sich direkt auf die <strong>Produktivität</strong> aus.<br />
Im Durchschnitt wurden drei Bedienkonsolen pro Rotationsmasch<strong>in</strong>e<br />
e<strong>in</strong>gesetzt. Die Anzahl <strong>der</strong> Bedienkonsolen<br />
wurde als e<strong>in</strong>er <strong>der</strong> wichtigsten Faktoren beim Anfahren<br />
und beim Ausgabenwechsel e<strong>in</strong>gestuft.<br />
Die Entfernung zwischen Plattenherstellung und<br />
Rotationsmasch<strong>in</strong>e reichte von 10 bis 50 Meter. Der Durchschnitt<br />
war 15 Meter. Die Schwankung ist hier relativ<br />
Vore<strong>in</strong>stellung<br />
Bild 13. Wird e<strong>in</strong>e Vore<strong>in</strong>stellung vorgenommen?<br />
ger<strong>in</strong>g. Die Entfernung zur Plattenherstellung spielt somit<br />
ke<strong>in</strong>e wesentliche Rolle.<br />
Viele Hilfsgeräte im Bereich <strong>der</strong> Rotationsmasch<strong>in</strong>e<br />
dienen zur Instandhaltung und können daher zur Steigerung<br />
<strong>der</strong> <strong>Produktivität</strong> e<strong>in</strong>gesetzt werden. Im Fragebogen<br />
wurde nach dem Automatisierungsgrad und dem Umfang<br />
des Spezialzubehörs gefragt. Laut Fragebogen hat nur e<strong>in</strong>e<br />
<strong>der</strong> Firmen e<strong>in</strong> Leitwalzen-Re<strong>in</strong>igungssystem. Zwei Firmen<br />
gaben an, e<strong>in</strong> Farbregisterregelungssystem zu besitzen.<br />
E<strong>in</strong>e Schnittregistersteuerung kommt <strong>in</strong> drei <strong>der</strong> Firmen<br />
zum E<strong>in</strong>satz. E<strong>in</strong>e automatische Fan-out-Kompensation<br />
und Gummituch-Waschanlage s<strong>in</strong>d <strong>in</strong> je zwei Firmen<br />
vorhanden. Dieses Zubehör wurde als weniger wichtig e<strong>in</strong>gestuft.<br />
Die hierfür angegebenen Werte lagen <strong>in</strong> <strong>der</strong> Nähe<br />
<strong>der</strong> Durchschnittswerte für masch<strong>in</strong>enbed<strong>in</strong>gte Faktoren.<br />
In allen Firmen werden Rotationsmasch<strong>in</strong>en mit<br />
2 Platten im Umfang und 4 Platten <strong>in</strong> <strong>der</strong> Breite e<strong>in</strong>gesetzt.<br />
Zwei Drittel <strong>der</strong> Firmen arbeiten mit E<strong>in</strong>zugwerken für jede<br />
Bahn. Mit e<strong>in</strong>er Ausnahme wird <strong>in</strong> allen Firmen e<strong>in</strong>e<br />
E<strong>in</strong>ziehvorrichtung verwendet. Geteilte Rollentragarme<br />
wurden von zwei Firmen gemeldet. Ke<strong>in</strong>e Firma arbeitet<br />
mit dynamischem Plattenwechsel. Der Automatisierungsgrad<br />
des Falzapparats wurde als mittel o<strong>der</strong> hoch angegeben.<br />
Nur e<strong>in</strong>e Firma bezeichnete ihn als niedrig.<br />
Masch<strong>in</strong>enbed<strong>in</strong>gte Faktoren<br />
Vore<strong>in</strong>stellung<br />
ke<strong>in</strong>e Vore<strong>in</strong>stellung<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65<br />
Bild 14. Bedeutung masch<strong>in</strong>enbed<strong>in</strong>gter Faktoren beim Anfahren. Die<br />
Nummern beziehen sich auf die im Anhang abgedruckten Fragen.<br />
Anfahren
© 2002 Ifra, Darmstadt<br />
4.1.4 Materialbed<strong>in</strong>gte Faktoren<br />
Die wichtigsten Faktoren beim Anfahren und beim<br />
Ausgabenwechsel waren Gummitücher und Farben. Im<br />
Drucklauf wurde die Auflagenfestigkeit <strong>der</strong> Druckplatte als<br />
wichtig e<strong>in</strong>gestuft. Auch das Laufverhalten des Papiers<br />
wurde für den Drucklauf als wichtig e<strong>in</strong>gestuft, wenn <strong>der</strong><br />
Rollenwechsel bei voller Geschw<strong>in</strong>digkeit erfolgt. E<strong>in</strong>ige<br />
Firmen gaben an, dass die Eigenschaften des Zeitungspapiers<br />
E<strong>in</strong>fluss auf den E<strong>in</strong>zugsvorgang hätten.<br />
Vier <strong>der</strong> Firmen führten Schwankungen <strong>in</strong> <strong>der</strong> Leitungswasserqualität<br />
an. Bei aufbereitetem Wasser wurden<br />
von zwei Firmen Schwankungen gemeldet.<br />
Die Gummitücher werden alle zwei bis sechs Monate<br />
gewechselt.<br />
Die Auflagenfestigkeit <strong>der</strong> Druckplatten reichte von<br />
80 000 bis 300 000 Exemplare. E<strong>in</strong>e Firma gab die Auflagenfestigkeit<br />
konventioneller Platten mit 900 000 und die<br />
von CtP-Platten mit nur 150 000 Umdrehungen an.<br />
4.1.5 Versandraum<br />
Fast alle Firmen gaben an, dass sich <strong>der</strong> Versandraum<br />
auf die e<strong>in</strong>e o<strong>der</strong> an<strong>der</strong>e Weise auf die Druckgeschw<strong>in</strong>digkeit<br />
auswirkt. Nur <strong>in</strong> e<strong>in</strong>em Fall hieß es, <strong>der</strong> Versandraum<br />
habe ke<strong>in</strong>en E<strong>in</strong>fluss auf die Druckgeschw<strong>in</strong>digkeit. In e<strong>in</strong>igen<br />
Fällen war <strong>der</strong> E<strong>in</strong>fluss nur im Zusammenhang mit<br />
Masch<strong>in</strong>enbed<strong>in</strong>gte Faktoren<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65<br />
Ausgabenwechsel<br />
Bild 15. Bedeutung masch<strong>in</strong>enbed<strong>in</strong>gter Faktoren beim Ausgabenwechsel.<br />
Die Nummern beziehen sich auf die im Anhang abgedruckten Fragen.<br />
Masch<strong>in</strong>enbed<strong>in</strong>gte Faktoren<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 68<br />
Drucklauf<br />
Bild 16. Bedeutung masch<strong>in</strong>enbed<strong>in</strong>gter Faktoren beim Drucklauf. Die<br />
Nummern beziehen sich auf die im Anhang abgedruckten Fragen.<br />
Ifra Special Report 3.33<br />
Beilagen zu spüren. Das E<strong>in</strong>stecken <strong>der</strong> Beilagen wurden<br />
als e<strong>in</strong>er <strong>der</strong> Hauptengpässe bei <strong>der</strong> Produktion bezeichnet.<br />
Zwei Drittel <strong>der</strong> Firmen gaben an, dass Mitarbeiter aus<br />
dem Druckraum bei Problemen im Versandraum aushelfen<br />
und umgekehrt. Diese Firmen stuften die gegenseitige Hilfe<br />
höher e<strong>in</strong> als jene Firmen, bei denen die Abteilungen<br />
e<strong>in</strong>an<strong>der</strong> nicht helfen.<br />
Als wichtigste Faktoren im Versandraum erwiesen sich<br />
die Teamarbeit, Feedback an die Bediener, Probleme durch<br />
Zeitdruck und die Klarheit <strong>der</strong> Arbeitsbeschreibungen.<br />
Auflagenfestigkeit <strong>der</strong> Platten<br />
Bild 17. Wie hoch ist die durchschnittliche Auflagenfestigkeit?<br />
Die Häufigkeit von Störungen im Versandraum reichte<br />
von unter e<strong>in</strong>er Stunde bis zu mehreren Monaten. Die<br />
Wie<strong>der</strong>herstellungszeit war konsistenter und lag zwischen<br />
10 und 30 M<strong>in</strong>uten.<br />
Fast jede Firma gab an, dass es Gründe gäbe, wenn die<br />
Druckmasch<strong>in</strong>e auf den Versandraum warten muss.<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
Materialbed<strong>in</strong>gte Faktoren<br />
69 70 71 72 73 74 75 76<br />
Bild 18. Materialbed<strong>in</strong>gte Faktoren. Die Nummern beziehen sich auf die im<br />
Anhang abgedruckten Fragen.<br />
Meistens waren dies Störungen im Versandraum. Nur e<strong>in</strong>e<br />
Firma gab an, dass die Druckmasch<strong>in</strong>e nie wegen irgendwelcher<br />
Störungen im Versandraum warten müsse.<br />
Die Beilagenquote rangierte von null bis 60 % <strong>der</strong><br />
Gesamtzahl aller Druckjobs <strong>in</strong> e<strong>in</strong>em Betrieb. In diesem<br />
Fall wurde das Hauptprodukt mit <strong>der</strong> vorhandenen Rotationsmasch<strong>in</strong>e<br />
gedruckt.<br />
4 <strong>Produktivität</strong>sfragebogen<br />
< 100 000<br />
100 000 – 160 000<br />
160 000 – 220 000<br />
20 000 – 300 000<br />
Anfahren<br />
Ausgabenwechsel<br />
Drucklauf<br />
13
14<br />
4 <strong>Produktivität</strong>sfragebogen<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
Beispiele für Beilagen s<strong>in</strong>d Son<strong>der</strong>teile <strong>der</strong> Zeitung,<br />
Broschüren auf ungestrichenem o<strong>der</strong> gestrichenem Papier,<br />
spezielle gebundene Beilagen, Landkarten, CDs, etc.<br />
Beilagen wurden <strong>in</strong> den genannten Fällen entwe<strong>der</strong> auf<br />
<strong>der</strong> Zeitungsmasch<strong>in</strong>e o<strong>der</strong> auf e<strong>in</strong>er Akzidenzmasch<strong>in</strong>e<br />
gedruckt. Die häufigste Angabe lautete, dass ke<strong>in</strong>e Beilagen<br />
e<strong>in</strong>gesteckt würden. Bei den meisten Antworten, die<br />
Bild 19. Beilagenquote.<br />
Beilagenquote<br />
Adressiersystem im Versandraum<br />
Bild 20. Wird e<strong>in</strong> Adressiersystem verwendet?<br />
Puffer zwischen Druck- und Versandraum<br />
Ke<strong>in</strong>e Beilagen<br />
Unter 50 %<br />
Über 50 %<br />
Adressierung<br />
Ke<strong>in</strong>e Adressierung<br />
Puffer<br />
Ke<strong>in</strong>e Puffer<br />
Bild 21. Verwendung von Puffern zwischen Druckraum und Versandraum.<br />
Beilagen bestätigten, wurden die Beilagen auch als Engpass<br />
<strong>in</strong> <strong>der</strong> Produktion genannt, da die E<strong>in</strong>steckmasch<strong>in</strong>e<br />
oft langsamer sei als die Rotationsmasch<strong>in</strong>e.<br />
Acht Firmen antworteten auf die Frage „Wird e<strong>in</strong><br />
Adressiersystem verwendet?“. Adressierung bedeutet die<br />
Möglichkeit, e<strong>in</strong>e e<strong>in</strong>zelne Zeitung mit e<strong>in</strong>er Empfängeradresse<br />
zu versehen. Nur 2 dieser 8 gaben an, ke<strong>in</strong> eigenes<br />
Adressiersystem zu verwenden.<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
Personalbed<strong>in</strong>gte Faktoren<br />
1 2 3 4 5 6 7 8 16 17<br />
Versandraum<br />
Bild 22. Bedeutung personalbed<strong>in</strong>gter Faktoren im Versandraum. Die<br />
Nummern beziehen sich auf die im Anhang abgedruckten Fragen.<br />
Die Hälfte <strong>der</strong> Firmen verwendet Puffer zwischen<br />
Druckraum und Versandraum.<br />
Die Versandraummakulatur reichte von 5 % bis 25 %<br />
<strong>der</strong> Gesamtmakulatur. Damit macht sie zwischen 0,5 %<br />
und 1,5 % des gesamten Papierverbrauchs aus. Häufige<br />
Ursachen für Versandraummakulatur waren Beilagen,<br />
Überproduktion und Störungen.<br />
Umgebungsbed<strong>in</strong>gte Faktoren<br />
5,00<br />
4,50<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
18 19 20 21 22 23 24 25 26 27 28 29 30 41 42 43 44<br />
Versandraum<br />
Bild 23. Bedeutung umgebungsbed<strong>in</strong>gter Faktoren im Versandraum. Die<br />
Nummern beziehen sich auf die im Anhang abgedruckten Fragen.<br />
4.1.6 Aktionen und E<strong>in</strong>schränkungen<br />
Die beiden letzten Abschnitte des Fragebogens fragten<br />
nach den effizientesten Aktionen, mit denen die <strong>Produktivität</strong><br />
verbessert wurde, und nach E<strong>in</strong>schränkungen, die das<br />
Erreichen <strong>der</strong> maximalen <strong>Produktivität</strong> verh<strong>in</strong><strong>der</strong>n. Die<br />
meisten Verbesserungen und H<strong>in</strong><strong>der</strong>nisse waren technischer<br />
Art und <strong>in</strong> den Betrieben <strong>in</strong>stalliert. Der E<strong>in</strong>satz von<br />
Spezialzubehör wurde als Verbesserung bezeichnet.<br />
Druckereien ohne Spezialzubehör bezeichneten dies als<br />
E<strong>in</strong>schränkung. Das zeigt, wie hoch die Erwartungen an<br />
neue Technologien s<strong>in</strong>d und wie schwer sich die <strong>Produktivität</strong><br />
verbessern lässt. Die Druckereien antworteten, die
© 2002 Ifra, Darmstadt<br />
<strong>Produktivität</strong> ließe sich am leichtesten durch Mo<strong>der</strong>nisierung<br />
<strong>der</strong> Rotationsmasch<strong>in</strong>en verbessern (Investitionen<br />
<strong>in</strong> neue Masch<strong>in</strong>en und Instrumente). Dieselbe Wirkung<br />
durch <strong>Optimierung</strong> <strong>der</strong> Produktion, Verän<strong>der</strong>ung <strong>der</strong><br />
Arbeitsabläufe und ähnliche Maßnahmen zu erzielen,<br />
sche<strong>in</strong>t schwieriger. Die Liste <strong>der</strong> Aktionen und E<strong>in</strong>schränkungen<br />
ist nicht nach Prioritäten sortiert.<br />
Technische Hilfsmittel, die als Verbesserungen/E<strong>in</strong>schränkungen<br />
genannt wurden:<br />
> Vore<strong>in</strong>stellung<br />
> Registersteuerung<br />
> Bahnspannungs-Regelsystem<br />
> Automatisierungsgrad <strong>der</strong> Rotationsmasch<strong>in</strong>en<br />
> Gummituch-Waschanlage<br />
> Leitwalzen-Re<strong>in</strong>igungssystem<br />
> Schnittregistersteuerung<br />
> Automatische Fan-out-Kompensation<br />
> Automatisches Rollenzufuhr- & Transportsystem<br />
> Puffersystem<br />
> CTP<br />
> Plattentransport zu den Druckmasch<strong>in</strong>en<br />
> Verwendung von Graustreifen<br />
> Sprühfeuchtung<br />
> Dynamischer Plattenwechsel<br />
> E<strong>in</strong>steckmasch<strong>in</strong>e funktioniert nicht<br />
> Wasserloser Offsetdruck<br />
Die Gründe, warum die Druckereien so stark auf<br />
technische Hilfsmittel setzen, s<strong>in</strong>d schwer zu ermitteln. E<strong>in</strong><br />
Grund könnte se<strong>in</strong>, dass sie nicht genügend Personal<br />
haben, um alle denkbaren Maßnahmen zu ermitteln und<br />
umzusetzen. Eventuell gehen die Druckereien aber auch<br />
davon aus, dass bereits alle Möglichkeiten ausgeschöpft<br />
s<strong>in</strong>d.<br />
Zur Verbesserung <strong>der</strong> <strong>Produktivität</strong> wurden folgende<br />
Maßnahmen ergriffen:<br />
> Die Anzahl <strong>der</strong> Bediener wurde verr<strong>in</strong>gert<br />
> Die Makulatur wurde titelbezogen überwacht<br />
> Die Mitarbeiter wurden geschult<br />
> Es wurde e<strong>in</strong>e Total-Quality-Management Philosophie<br />
e<strong>in</strong>geführt<br />
> <strong>Produktivität</strong>sziele wurden vere<strong>in</strong>bart<br />
> M<strong>in</strong>imierung <strong>der</strong> Plattenfehler<br />
> Gut organisierte Prepress-Abteilung<br />
> Standard-Bahnführungen<br />
> Feedback an die Drucker<br />
> Ke<strong>in</strong>e Farb- o<strong>der</strong> Bahnführungswechsel zwischen den<br />
Ausgaben<br />
> Vollständige Produktplanung<br />
> Genügend Kapazität im Versandraum<br />
> Trennung von Druckvorgang und Versandraum durch<br />
Offl<strong>in</strong>e-Produktionsprozess mit dynamischem Puffersystem<br />
> Vere<strong>in</strong>fachung <strong>der</strong> Distributionsstruktur und damit <strong>der</strong><br />
Arbeitsabläufe im Versandraum<br />
Ifra Special Report 3.33<br />
> Qualitätsbewusste Auswahl des Zeitungspapiers mit<br />
Schwerpunkt Verdruckbarkeit<br />
> Ständige Konsultation zwischen Produktions- und<br />
Redaktionsabteilungen über die Komplexität des<br />
Produkts<br />
> Reduzierung <strong>der</strong> Anfahrmakulatur<br />
> Reduzierung <strong>der</strong> Wechsel während des Druckens<br />
Auf die Frage nach E<strong>in</strong>schränkungen, die e<strong>in</strong> Erreichen<br />
<strong>der</strong> maximalen <strong>Produktivität</strong> verh<strong>in</strong><strong>der</strong>n, kamen folgende<br />
Antworten:<br />
> Verspätungen <strong>in</strong> <strong>der</strong> Vor-Produktion, Lieferung <strong>der</strong><br />
Filme, etc.<br />
> Unterdimensionierter Versandraum<br />
> Ungleichmäßige Produktion o<strong>der</strong> Schwankungen im<br />
Produktionsvolumen<br />
> Fehlende Anweisungen und Checklisten <strong>in</strong> <strong>der</strong> Produktion<br />
> Fehlende Produktionsüberwachung – Gesamtkoord<strong>in</strong>ation<br />
> Mangel an hochqualifizierten Fachkräften <strong>in</strong> <strong>der</strong><br />
Produktion<br />
> Falsches Register beim Rollenwechsel<br />
> Farb-/Wasser-Balance<br />
> Ungenauigkeit des Platten-Registersystems im Prepress-Bereich<br />
> Ungenauigkeit des Farbregistersystems <strong>in</strong> <strong>der</strong> Druckmasch<strong>in</strong>e<br />
4.2 Druckmasch<strong>in</strong>en- und Versandraumhersteller<br />
Sieben von 14 angeschriebenen Druckmasch<strong>in</strong>en- und<br />
Versandraumherstellern beantworteten den Fragebogen.<br />
Die Antworten waren denen <strong>der</strong> Druckereien sehr ähnlich.<br />
Technische Hilfsmittel waren die Hauptmerkmale zur<br />
Verbesserung <strong>der</strong> <strong>Produktivität</strong>. Bei den E<strong>in</strong>schränkungen<br />
deuteten die Antworten auf an<strong>der</strong>e Probleme h<strong>in</strong>. Die Liste<br />
ist nicht nach Prioritäten sortiert.<br />
Auf die Frage nach den effizientesten Maßnahmen zur<br />
Verbesserung <strong>der</strong> <strong>Produktivität</strong> antworteten die Hersteller<br />
von Druckmasch<strong>in</strong>en und Versandräumen:<br />
> Analyse aller Arbeitsabläufe und Verfahren<br />
> Entwicklung von Standardverfahren<br />
> Feedback und Benchmark<strong>in</strong>g<br />
> E<strong>in</strong>satz von standardisiertem Verbrauchsmaterial<br />
> Ständige Weiterbildung und Motivation<br />
> Anpassung <strong>der</strong> Produktionsplanung an die vorhandene<br />
Produktionsumgebung<br />
> Integration von Klebestellenrobotern <strong>in</strong> die Produktionse<strong>in</strong>heiten<br />
> Erhöhung <strong>der</strong> Geschw<strong>in</strong>digkeit auf höchstmögliche<br />
Produktionsgeschw<strong>in</strong>digkeit<br />
> Gute Vorbereitung <strong>der</strong> Klebestellen<br />
> Vorbeugende Wartung<br />
> Sorgfältige Prüfung <strong>der</strong> Papierrollen vor dem E<strong>in</strong>achsen<br />
> Effiziente Prepress-Abteilung<br />
> Vollautomatische Rollenlogistik<br />
4 <strong>Produktivität</strong>sfragebogen<br />
15
16<br />
4 <strong>Produktivität</strong>sfragebogen<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
> Vore<strong>in</strong>stellungssysteme verschiedener Arten<br />
> Automatische Farbregistersysteme<br />
> Wellenloser Antrieb<br />
> Bessere Bahnspannungsregelung – vollständiges Regelsystem<br />
> Bessere Falzapparate mit Zyl<strong>in</strong><strong>der</strong>verhältnis 2:5:5<br />
> Automatische Gummituch-Waschanlage<br />
> Automatisches E<strong>in</strong>ziehen <strong>der</strong> Papierbahn<br />
> Fliegen<strong>der</strong> Ausgabenwechsel bei Zehnerturm, möglich<br />
mit separaten Wechselspannungsantrieben<br />
> Deutliche Verkürzung <strong>der</strong> Aufspannzeiten durch Multiantriebe,<br />
die e<strong>in</strong> gleichzeitiges Aufspannen <strong>der</strong> Druckplatten<br />
auf beiden Seiten e<strong>in</strong>er Drucke<strong>in</strong>heit erlauben<br />
> E<strong>in</strong>stellung / Speicherung <strong>der</strong> Bahnführungsparameter<br />
> CTP<br />
Die größten H<strong>in</strong><strong>der</strong>nisse waren nach Angaben <strong>der</strong><br />
Druckmasch<strong>in</strong>en- und Versandraumhersteller:<br />
> Schlechte Rollen, die nicht mit voller Produktionsgeschw<strong>in</strong>digkeit<br />
laufen können<br />
> Manuelle Justierungen, E<strong>in</strong>stellungen und Formatwechsel<br />
> Probleme im Versandraum<br />
> E<strong>in</strong>stellung <strong>der</strong> Drucker – trauen sich nicht, volle<br />
Geschw<strong>in</strong>digkeit zu fahren<br />
> Personalmangel<br />
> Druckmasch<strong>in</strong>enstopps für manuelle Plattenwechsel<br />
> Falsche Farb-/Wasser-Balance<br />
> E<strong>in</strong>fluss von Wasser auf Fan-Out<br />
> Manueller Farbwechsel – Verwendung von Schmuckfarben<br />
statt Prozessfarben<br />
> Zuverlässigkeit elektronischer Steuerungssysteme<br />
> Nicht genügend Kooperation zwischen den Mitarbeitern<br />
im Offset-Prozess<br />
> Nicht genügend Forschung an farbzonenfreien Systemen<br />
Sonstige Faktoren, die angesprochen wurden:<br />
> Computer-to-Press könnte für das Gesamtsystem e<strong>in</strong><br />
entscheiden<strong>der</strong> Schritt zu mehr <strong>Produktivität</strong> se<strong>in</strong>, steht<br />
aber noch vor technischen und wirtschaftlichen H<strong>in</strong><strong>der</strong>nissen.<br />
Diese Technologie dürfte sich erst durchsetzen,<br />
wenn die Herstellung e<strong>in</strong>er „hülsenförmigen<br />
Druckplatte“ möglich ist. Dann ist vorstellbar, dass sich<br />
die Platten wie e<strong>in</strong>e kanallose Gummituchhülse auf die<br />
Masch<strong>in</strong>e aufspannen lassen.<br />
> Computer-to-Plate bei ungesammelter Produktion auf<br />
e<strong>in</strong>er 16-Seiten-Masch<strong>in</strong>e mit zweimal <strong>der</strong>selben Platte<br />
um den Zyl<strong>in</strong><strong>der</strong> ist wenig effektiv. S<strong>in</strong>nvoller ist <strong>der</strong><br />
E<strong>in</strong>satz auf e<strong>in</strong>er Masch<strong>in</strong>e mit e<strong>in</strong>fachem Umfang<br />
o<strong>der</strong> e<strong>in</strong>er Masch<strong>in</strong>e mit doppeltem Zyl<strong>in</strong><strong>der</strong>umfang,<br />
die <strong>in</strong> Sammelproduktion gefahren wird.<br />
> Kurzfarbwerke ersche<strong>in</strong>en <strong>in</strong> <strong>der</strong> Theorie – weniger<br />
E<strong>in</strong>richtmakulatur, e<strong>in</strong>fachere Technologie – als <strong>in</strong>teressante<br />
Option. Allerd<strong>in</strong>gs s<strong>in</strong>d ihre Vorteile im<br />
Industriee<strong>in</strong>satz noch nicht erwiesen, und bei Masch<strong>in</strong>en<br />
mit doppeltem Zyl<strong>in</strong><strong>der</strong>umfang und verschiedenen<br />
Seiten im Umfang ist <strong>der</strong> Farbkompromiss nur schwer<br />
zu f<strong>in</strong>den.<br />
> Technisch s<strong>in</strong>d viele Automatisierungsfunktionen und<br />
Produktionsmöglichkeiten umgesetzt und gerechtfertigt.<br />
E<strong>in</strong>ziehen <strong>der</strong> Papierbahn, E<strong>in</strong>richtung <strong>der</strong> Rotationsmasch<strong>in</strong>e,<br />
Betrieb, E<strong>in</strong>stellung und Instandhaltung<br />
<strong>der</strong> Druckmasch<strong>in</strong>en wurden wesentlich verbessert. Das<br />
Personal ist e<strong>in</strong> wichtiger Parameter für die <strong>Produktivität</strong>ssteigerung<br />
an hochmo<strong>der</strong>nen Masch<strong>in</strong>en.
© 2002 Ifra, Darmstadt<br />
5 Fallstudien<br />
5.1 Alpr<strong>in</strong>t Oy, Tampere, F<strong>in</strong>nland<br />
Alpr<strong>in</strong>t Oy gehört zur Mediengruppe Alma, e<strong>in</strong>em <strong>der</strong><br />
größten Zeitungsverlage F<strong>in</strong>nlands. Alpr<strong>in</strong>t Oy druckt<br />
mehr als 350 Zeitungen und Magaz<strong>in</strong>e und betreibt elf<br />
Druckzentren <strong>in</strong> F<strong>in</strong>nland. Alpr<strong>in</strong>t Tampere ist das größte<br />
Druckzentrum <strong>der</strong> Gruppe und bef<strong>in</strong>det sich <strong>in</strong> Tampere,<br />
200 km nördlich von Hels<strong>in</strong>ki. Im Druckzentrum Alpr<strong>in</strong>t<br />
Tampere werden pro Woche 2 500 000 Zeitungsexemplare<br />
gedruckt. Hauptprodukte s<strong>in</strong>d die Morgenzeitung „Aamulehti“<br />
und die Abendzeitung „Iltalehti“. Alpr<strong>in</strong>t Tampere<br />
besitzt zwei MAN Colorman A Zeitungsdruckmasch<strong>in</strong>en<br />
mit <strong>in</strong>sgesamt acht Achtertürmen. Die Drucke<strong>in</strong>heiten<br />
arbeiten mit farbzonenfreien Anilox-Farbwerken. Der<br />
Versandraum besteht aus drei L<strong>in</strong>ien. Zwei dienen zum<br />
Versand und zur Adressierung, e<strong>in</strong>e zur automatischen<br />
Stapelung von Bündeln auf Paletten.<br />
5.1.1 Personal<br />
E<strong>in</strong>e <strong>der</strong> effektivsten Methoden zur <strong>Produktivität</strong>ssteigerung<br />
bestand <strong>in</strong> <strong>der</strong> Flexibilisierung <strong>der</strong> Personale<strong>in</strong>teilung.<br />
Die Anzahl <strong>der</strong> Druckereimitarbeiter <strong>in</strong> Alpr<strong>in</strong>t Tampere<br />
schwankt je nach Job zwischen drei und sechs pro<br />
Druckmasch<strong>in</strong>e. In <strong>der</strong> Tagschicht besteht die normale<br />
Besetzung aus drei, <strong>in</strong> <strong>der</strong> Nachtschicht aus sechs Mitarbeitern.<br />
Die Flexibilität beruht auf e<strong>in</strong>er sorgfältigen Produktionsplanung<br />
und dem E<strong>in</strong>satz von Teilzeitarbeitern.<br />
Zusätzliches Personal kann <strong>in</strong> e<strong>in</strong> bis zwei Tagen mobilisiert<br />
werden. Durch sorgfältige Produktionsplanung lässt<br />
sich rechtzeitig feststellen, wann zusätzliches Personal<br />
gebraucht wird. Zur weiteren Erhöhung <strong>der</strong> Flexibilität<br />
wurde <strong>der</strong> E<strong>in</strong>satz von Zeitarbeitern untersucht.<br />
In Alpr<strong>in</strong>t haben sich Schulungsmaßnahmen als Mittel<br />
zur <strong>Produktivität</strong>ssteigerung bewährt. Sie f<strong>in</strong>den hauptsächlich<br />
<strong>in</strong>tern, gelegentlich aber auch extern statt. Den<br />
größten E<strong>in</strong>fluss haben die Schulungen im Bereich <strong>der</strong><br />
Druckmasch<strong>in</strong>e, bei <strong>der</strong> E<strong>in</strong>richtung und beim Ausgabenwechsel.<br />
Auch <strong>in</strong> an<strong>der</strong>en Bereichen wie dem Versandraum<br />
erwiesen sich die Schulungen als sehr hilfreich. Derzeit<br />
stellt sich die Qualifikationssituation wie folgt dar: E<strong>in</strong><br />
Drittel <strong>der</strong> Belegschaft ist hoch qualifiziert, e<strong>in</strong> Drittel gilt<br />
als ger<strong>in</strong>g qualifiziert, <strong>der</strong> Rest liegt dazwischen.<br />
E<strong>in</strong>e effektive Maßnahme bestand <strong>in</strong> <strong>der</strong> Übergabe<br />
e<strong>in</strong>iger Instandhaltungsarbeiten an e<strong>in</strong>e externe Firma. Die<br />
Wartungsfirma ist mit Arbeiten betraut, die bei abgeschalteter<br />
Druckmasch<strong>in</strong>e erfolgen müssen und früher von den<br />
Druckern erledigt wurden. Heute s<strong>in</strong>d sie <strong>der</strong>selben Firma<br />
zugewiesen, die auch die Masch<strong>in</strong>enre<strong>in</strong>igung übernimmt.<br />
Die Zeit <strong>der</strong> Drucker kann damit für produktivere Aufgaben<br />
genutzt werden.<br />
Klare Arbeitsbeschreibungen und effektive Kommunikation<br />
s<strong>in</strong>d entscheidende Faktoren für die E<strong>in</strong>haltung <strong>der</strong><br />
engen Zeitpläne. Je<strong>der</strong> Druckjob hat e<strong>in</strong>en Zeitplan, <strong>in</strong> dem<br />
folgende Zielzeiten festgesetzt s<strong>in</strong>d: Letzte/r Datei/Film <strong>in</strong><br />
<strong>der</strong> Druckerei, Druckbeg<strong>in</strong>n und Ende <strong>der</strong> Versandraumarbeiten.<br />
Die <strong>Produktivität</strong> lässt sich an e<strong>in</strong>er Grafik ablesen,<br />
<strong>in</strong> <strong>der</strong> die tatsächliche Länge <strong>der</strong> ausgewählten Druckjobs<br />
im Vergleich zu den Zielzeiten aufgetragen ist. Diese Infor-<br />
Ifra Special Report 3.33<br />
mationen können auch zum Feedback an die Drucker genutzt<br />
werden. Die Gründe für Zeitüberschreitungen werden<br />
geme<strong>in</strong>sam mit den Druckern analysiert.<br />
5.1.2 Umgebung<br />
Von großer Bedeutung für die <strong>Produktivität</strong>ssteigerung<br />
war die Sortierung <strong>der</strong> Papierrollen. Alpr<strong>in</strong>t Tampere<br />
bearbeitet mehrere Jobs mit sehr hohen Anfor<strong>der</strong>ungen an<br />
die Druckqualität. Also suchte man nach Wegen zur<br />
Verbesserung <strong>der</strong> Druckqualität. Das größte Problem waren<br />
die Farbregisterschwankungen nach Rollenwechseln. Beim<br />
Drucken auf vier Bahnen verursachten die Registerschwankungen<br />
nach jedem Rollenwechsel große Makulaturmengen.<br />
Die Lösung lag <strong>in</strong> <strong>der</strong> Sortierung <strong>der</strong> Papierrollen. Die<br />
Rollen werden im Rollenkeller anhand von Positionsmarkierungen<br />
sortiert. Position bezeichnet dabei die Lage <strong>der</strong><br />
Rolle <strong>in</strong>nerhalb <strong>der</strong> Mutterrolle (auch Tambour genannt)<br />
im Papierwerk. In e<strong>in</strong>em Druckjob werden auf jedem<br />
Rollenwechsler immer nur Rollen aus <strong>der</strong>selben Position<br />
verwendet. Damit wurde die Makulatur während des<br />
Drucklaufs auf e<strong>in</strong> Sechstel reduziert.<br />
Auch kle<strong>in</strong>e Verbesserungen können zu mehr <strong>Produktivität</strong><br />
beitragen. Bei Alpr<strong>in</strong>t ist es die Art des<br />
Papiersortenwechsels. Wenn beim Ausgabenwechsel die<br />
Papierqualität geän<strong>der</strong>t werden muss, wird die neue Rolle<br />
noch während des Drucklaufs <strong>in</strong> den Rollenwechsler e<strong>in</strong>geachst.<br />
Am Ende <strong>der</strong> laufenden Ausgabe wird das neue<br />
Papier angeklebt und vor dem Stop durch die Masch<strong>in</strong>e<br />
gezogen. Das verursacht zwar e<strong>in</strong>ige hun<strong>der</strong>t Makulaturexemplare<br />
<strong>der</strong> laufenden Ausgabe, doch die Zeitersparnis<br />
für die nächste Ausgabe ist größer. Da ke<strong>in</strong>e geteilten<br />
Rollentragarme vorhanden s<strong>in</strong>d, ist <strong>der</strong> Vorgang nur möglich,<br />
wenn beide Rollen gleiche Breite haben. Auch muss<br />
<strong>der</strong> Durchmesser <strong>der</strong> alten Rolle kle<strong>in</strong> genug se<strong>in</strong>, um den<br />
Vorgang durchführen zu können.<br />
Bee<strong>in</strong>trächtigt war die <strong>Produktivität</strong> bei Alpr<strong>in</strong>t unter<br />
an<strong>der</strong>em durch unzuverlässige Rollenwechsel. Nachdem<br />
e<strong>in</strong>e steigende Anzahl Rollenwechsel misslungen war, haben<br />
die Drucker bei jedem Rollenwechsel die Geschw<strong>in</strong>digkeit<br />
gedrosselt, um Bahnrisse zu vermeiden. Die Drucker<br />
wollten das Risiko von Bahnrissen <strong>in</strong> <strong>der</strong> Produktion nicht<br />
e<strong>in</strong>gehen, da diese Probleme schwer zu lösen s<strong>in</strong>d. Die<br />
ger<strong>in</strong>gere Geschw<strong>in</strong>digkeit beim Rollenwechsel ist nur e<strong>in</strong>e<br />
vorübergehende Lösung bis zur Reparatur des Rollenwechslers.<br />
Die Zuverlässigkeit <strong>der</strong> Rollenwechsel sollte<br />
erhöht werden. Das ist nicht leicht. Und selbst bei e<strong>in</strong>er<br />
höheren Zuverlässigkeit müssen die Arbeitsgewohnheiten<br />
<strong>der</strong> Drucker verän<strong>der</strong>t werden. Das lässt sich nicht über<br />
Nacht durchführen. Die durchschnittliche Gesamtbahnrissquote<br />
beträgt ca. 1,7 %, und ca. 1,4 % aller Brüche ereignen<br />
sich beim Rollenwechsel. Die Bahnrissquote sollte laut<br />
e<strong>in</strong>er Empfehlung im Ifra Special Report 3.16.2 unter<br />
e<strong>in</strong>em Prozent liegen.<br />
5.1.3 Masch<strong>in</strong>en<br />
Alpr<strong>in</strong>t hat zwei Investitionen getätigt, die die <strong>Produktivität</strong><br />
erheblich verbessert haben. Die e<strong>in</strong>e war e<strong>in</strong>e<br />
5 Fallstudien<br />
17
18<br />
5 Fallstudien<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
Investition <strong>in</strong> CTP-Technologie, die an<strong>der</strong>e die Anschaffung<br />
e<strong>in</strong>es neuen Bündelpalettierers im Versandraum.<br />
Durch die CTP-Technologie reduzierte sich die Mitarbeiterzahl<br />
im Prepress-Bereich um e<strong>in</strong>e Person pro Schicht. Die<br />
Gesamtproduktion <strong>der</strong> Prepress-Abteilung ist gleich geblieben,<br />
allerd<strong>in</strong>gs bei niedrigeren Kosten. CTP-Platten haben<br />
e<strong>in</strong>e ger<strong>in</strong>gere Auflagefestigkeit als konventionelle Platten,<br />
aber bei Alpr<strong>in</strong>t s<strong>in</strong>d die meisten Produktionsjobs nicht zu<br />
lang für CTP. Die alte Filmproduktionsstraße existiert noch<br />
und wird weiterh<strong>in</strong> verwendet.<br />
Im Vergleich zu konventionellen Offset-Druckmasch<strong>in</strong>en<br />
besitzt die Anilox-Masch<strong>in</strong>e spezielle Komponenten<br />
wie Anilox-Zyl<strong>in</strong><strong>der</strong> und Rakel. Der Austausch von<br />
Anilox-Zyl<strong>in</strong><strong>der</strong>n ist sehr aufwändig. Die Eigenschaften<br />
<strong>der</strong> Zyl<strong>in</strong><strong>der</strong>oberfläche müssen an den bestehenden<br />
Prozess angepasst werden. Glücklicherweise passiert dies<br />
recht selten. Die Zyl<strong>in</strong><strong>der</strong> haben <strong>in</strong> <strong>der</strong> Regel e<strong>in</strong>e Lebensdauer<br />
von fünf Jahren. Um e<strong>in</strong>e gleichbleibende Druckqualität<br />
zu sichern, ist e<strong>in</strong>e gleichmäßige Kühlung <strong>der</strong><br />
Anilox-Zyl<strong>in</strong><strong>der</strong> erfor<strong>der</strong>lich. Rakelverschleiß ist bei<br />
Anilox-Masch<strong>in</strong>en h<strong>in</strong>gegen e<strong>in</strong>e alltägliche Ersche<strong>in</strong>ung.<br />
Meist ist nach ca. 800 000 Drucken e<strong>in</strong> Wechsel erfor<strong>der</strong>lich.<br />
Die Masch<strong>in</strong>e hat e<strong>in</strong> Registersteuerungssystem, um e<strong>in</strong><br />
gutes Umfangsregister zu gewährleisten.<br />
Die Erhöhung des Automatisierungsgrades im Versandraum<br />
führte zu e<strong>in</strong>er signifikanten <strong>Produktivität</strong>sverbesserung.<br />
Der automatische Bündelpalettierer war dabei e<strong>in</strong>e<br />
<strong>der</strong> größten E<strong>in</strong>zel<strong>in</strong>vestitionen. In <strong>der</strong> Folge konnten zwei<br />
bis drei Mitarbeiter auf an<strong>der</strong>e Positionen umbesetzt<br />
werden. Der Palettierer kann für externe Aufträge und für<br />
e<strong>in</strong>en von Alpr<strong>in</strong>ts Hauptjobs e<strong>in</strong>gesetzt werden.<br />
Zu den Schwachpunkten bei Alpr<strong>in</strong>t gehören die<br />
Versandraumstraßen. Die Arbeitsgeschw<strong>in</strong>digkeit ist zu<br />
niedrig. Daher muss sich die Druckgeschw<strong>in</strong>digkeit nach<br />
dem Versandraum richten. Die Kapazität <strong>der</strong> Versandsysteme<br />
ist niedriger als die maximale Geschw<strong>in</strong>digkeit <strong>der</strong> Druckmasch<strong>in</strong>e.<br />
Die e<strong>in</strong>zige Lösung ist die Integration mehrerer<br />
Module <strong>in</strong> das Versandsystem, da ke<strong>in</strong>e schnelleren Module<br />
erhältlich s<strong>in</strong>d. Insbeson<strong>der</strong>e die E<strong>in</strong>steckmasch<strong>in</strong>en s<strong>in</strong>d<br />
zu langsam.<br />
5.1.4 Materialien<br />
Zu den grundlegenden Parametern für die <strong>Produktivität</strong><br />
gehört die Wahl <strong>der</strong> richtigen Druckmaterialien (Farbe,<br />
Wasser und Zeitungspapier). Bei Alpr<strong>in</strong>t wird kont<strong>in</strong>uierlich<br />
nach besseren Druckmaterialien gesucht. Der E<strong>in</strong>fluss<br />
<strong>der</strong> Materialien hat sich als zu stark erwiesen. Das Unternehmen<br />
erprobt <strong>in</strong> enger Zusammenarbeit mit den<br />
Materialherstellern neue Materialien.<br />
Da die Anilox-Masch<strong>in</strong>e ke<strong>in</strong>e verstellbaren Farbzonen<br />
hat, muss die Farb/Wasserbalance ausschließlich über das<br />
Feuchtmittel geregelt werden. Das stellt hohe Anfor<strong>der</strong>ungen<br />
an die Qualität des Feuchtwassers. Es wurde festgestellt,<br />
dass die Qualität des aufbereiteten Wassers<br />
schwanken kann, da die Leitungswasserqualität gelegentlich<br />
schwankt.<br />
Da die Papierrollen nach Positionsmarkierungen<br />
sortiert werden, müssen die Papierhersteller auf den<br />
Rollenverpackungen e<strong>in</strong>deutige Markierungen anbr<strong>in</strong>gen.
© 2002 Ifra, Darmstadt<br />
5.2 R<strong>in</strong>gier Pr<strong>in</strong>t, Adligenswil, Schweiz<br />
R<strong>in</strong>gier Pr<strong>in</strong>t Adligenswil AG ist e<strong>in</strong> Zeitungsdruckzentrum<br />
nahe Luzern, Schweiz. Muttergesellschaft ist die<br />
R<strong>in</strong>gier AG, die mehrere Druckzentren <strong>in</strong> verschiedenen<br />
europäischen Län<strong>der</strong>n betreibt. Die R<strong>in</strong>gier AG beschäftigt<br />
4477 Mitarbeiter (1999), von denen 2800 <strong>in</strong> <strong>der</strong> Schweiz<br />
arbeiten. Die Druckerei Adligenswil beschäftigt 471 Mitarbeiter.<br />
Die Masch<strong>in</strong>en <strong>in</strong> Adligenswil drucken, verteilt auf<br />
95 verschiedene Druckjobs, mehr als 9 200 000 Zeitungsexemplare<br />
pro Woche. Hauptprodukte s<strong>in</strong>d die Zeitung<br />
„Blick“, die Sonntagszeitung „Sonntags Blick“ und die<br />
Morgenzeitung „Neue Luzerner Zeitung“. Die Druckkapazität<br />
besteht aus <strong>in</strong>sgesamt sieben Zeitungsdruckmasch<strong>in</strong>en.<br />
Zwei Wifag OF 790 Masch<strong>in</strong>en s<strong>in</strong>d mit Satellitendrucke<strong>in</strong>heiten,<br />
zwei Wifag OF 370 mit Achtertürmen<br />
ausgerüstet. E<strong>in</strong>e ältere MAN Uniman mit Y-Drucke<strong>in</strong>heiten<br />
ist ebenfalls vorhanden. Der Versandraum<br />
besteht aus sieben Straßen mit hoher E<strong>in</strong>steckleistung.<br />
5.2.1 Personal<br />
Jede Masch<strong>in</strong>e wird von zwei bis drei Druckern und<br />
zwei Gehilfen bedient. Die Mitarbeiterzahl im Versandraum<br />
variiert je nach Druckjob und Beilagenaufkommen. Die<br />
Firma führt laufende Schulungen durch und stuft das<br />
Qualifikationsniveau ihrer Mitarbeiter als sehr hoch e<strong>in</strong>.<br />
Die Arbeit ist <strong>in</strong> Teams organisiert, und jedes Team hat<br />
e<strong>in</strong>en Teamleiter. Nach e<strong>in</strong>er Nachschicht kann <strong>der</strong> Betrieb<br />
<strong>in</strong> e<strong>in</strong>er Früh- und e<strong>in</strong>er Spätschicht fortgesetzt werden. Es<br />
gibt ke<strong>in</strong>e Unterschiede zwischen Tag- und Nachtschichten.<br />
Feedback über die geleistete Arbeit ist sehr<br />
wichtig und wird kont<strong>in</strong>uierlich durchgeführt. Druckraum<br />
und Versandraum s<strong>in</strong>d jeweils mit großen Anschlagtafeln<br />
ausgestattet. Dort werden Informationen über Produktionsplanung<br />
und Zeitpläne für die e<strong>in</strong>zelnen Masch<strong>in</strong>en<br />
aufgehängt. Wichtige Produktionszahlen s<strong>in</strong>d <strong>in</strong> farbigen<br />
Charts dargestellt. Mit Hilfe dieser Charts können die<br />
Mitarbeiter die Trends bei <strong>der</strong> <strong>Produktivität</strong> über verschiedene<br />
Zeiträume e<strong>in</strong>fach vergleichen. Vergleiche mit<br />
<strong>Produktivität</strong>szielen s<strong>in</strong>d ebenfalls möglich.<br />
Die Klarheit <strong>der</strong> Arbeitsbeschreibungen ist von höchster<br />
Wichtigkeit. Schlichtheit ist <strong>der</strong> entscheidende Vorteil.<br />
Die Mitarbeiter wissen, wie sie ihre alltäglichen Aufgaben<br />
erfüllen müssen. Daher werden nur die wichtigsten Aktionen<br />
<strong>in</strong> die Ckecklisten für e<strong>in</strong>en bestimmten Job aufgenommen.<br />
Checklisten s<strong>in</strong>d <strong>in</strong> <strong>der</strong> Arbeitsumgebung gut<br />
sichtbar angebracht. Falls weitere Instruktionen erfor<strong>der</strong>lich<br />
s<strong>in</strong>d, s<strong>in</strong>d diese <strong>in</strong> e<strong>in</strong>em Ordner im Leitstand zu f<strong>in</strong>den.<br />
Heute s<strong>in</strong>d die Mitarbeiter im Druckraum und im<br />
Versandraum getrennt und können e<strong>in</strong>an<strong>der</strong> bei Problemen<br />
nicht helfen. Die Pufferkapazität zwischen Druckmasch<strong>in</strong>e<br />
und Versandraum beträgt 140 000 Exemplare pro L<strong>in</strong>ie.<br />
Dieser Puffer wird gelegentlich genutzt, Ziel ist jedoch e<strong>in</strong><br />
störungsfreier Onl<strong>in</strong>e-Betrieb – direkt von <strong>der</strong> Druckmasch<strong>in</strong>e<br />
<strong>in</strong> den Versandraum. Wenn <strong>der</strong> Puffer zum<br />
E<strong>in</strong>satz kommt, dauert es e<strong>in</strong>e gewisse Zeit, bis er wie<strong>der</strong><br />
leer ist. Hierdurch können geplante Versandraumabläufe<br />
und damit <strong>der</strong> Beg<strong>in</strong>n des nächsten Jobs verzögert werden.<br />
Ifra Special Report 3.33<br />
Das Unternehmen setzt seit vielen Jahren auf Qualitätspr<strong>in</strong>zipien<br />
<strong>in</strong> <strong>der</strong> Produktion. Heute arbeiten alle<br />
Produktionsabteilungen mit e<strong>in</strong>em TQM-System (Total<br />
Quality Management). Die Anschlagtafeln sollen künftig<br />
durch e<strong>in</strong> Produktionsplanungs- und Managementsystem<br />
auf Intranet-Basis ersetzt werden. Konferenzen werden<br />
ebenfalls regelmäßig organisiert. Die wichtigsten <strong>Produktivität</strong>szahlen<br />
<strong>der</strong> e<strong>in</strong>zelnen Produktionsläufe s<strong>in</strong>d die<br />
Durchschnittsgeschw<strong>in</strong>digkeit <strong>der</strong> Druckmasch<strong>in</strong>e, die<br />
Versandraumgeschw<strong>in</strong>digkeit und das Makulaturaufkommen<br />
<strong>in</strong> verschiedenen Kategorien.<br />
Um die Ziele des Total Quality Management zu erreichen,<br />
müssen alle Mitarbeiter die Pr<strong>in</strong>zipien des Systems<br />
ver<strong>in</strong>nerlichen. Das erfor<strong>der</strong>t kont<strong>in</strong>uierliche Verbesserungen.<br />
Die ISO-9000-Bestimmungen alle<strong>in</strong> reichen nicht aus,<br />
denn sie def<strong>in</strong>ieren nur, dass die Arbeit nach dokumentierten<br />
Pr<strong>in</strong>zipien erfolgen muss. Besser ist die Verwendung<br />
des EFQM Excellence-Models, das sowohl die „Enabler“<br />
(was das Unternehmen tut) als auch die „Results“ (was es<br />
erreicht) abdeckt. Weitere Informationen zu den Pr<strong>in</strong>zipien<br />
dieses Modells s<strong>in</strong>d unter www.efqm.org zu f<strong>in</strong>den.<br />
5.2.2 Umgebung<br />
Allgeme<strong>in</strong> wurden umgebungsbed<strong>in</strong>gte Faktoren auf<br />
dem Weg zu mehr <strong>Produktivität</strong> niedriger e<strong>in</strong>gestuft als<br />
Personalfaktoren. Die Klarheit des Plattenidentifizierungssystems<br />
wurde als sehr wichtig gewertet. Alle Seiten<strong>in</strong>formationen<br />
kommen aus Zürich. Der Hauptarbeitsfluss läuft<br />
durch vier CTP-L<strong>in</strong>ien. Im CTP-System wird ke<strong>in</strong> Balkencode<br />
verwendet. Jobname, Jobnummer, Prozessfarbe, Plattenzyl<strong>in</strong><strong>der</strong>identifikation<br />
<strong>in</strong> <strong>der</strong> Masch<strong>in</strong>e und Plattenposition<br />
auf dem Zyl<strong>in</strong><strong>der</strong> werden auf die Platte geschrieben.<br />
Früher wurden e<strong>in</strong> Plattenför<strong>der</strong>band zwischen<br />
Platten- und Druckraum verwendet, heute werden die Platten<br />
auf e<strong>in</strong>e fahrbare Palette gehoben. Im Normalfall<br />
schiebt <strong>der</strong> Drucker die Plattenpalette <strong>in</strong> den Druckraum<br />
und spannt die Platten <strong>in</strong> die Masch<strong>in</strong>e e<strong>in</strong>. Meist wartet<br />
e<strong>in</strong> Drucker im Plattenraum, bis die letzten Platten fertig<br />
s<strong>in</strong>d, und trägt sie dann direkt zur Drucke<strong>in</strong>heit.<br />
E<strong>in</strong> wichtiger lokaler Faktor ist e<strong>in</strong>e Notstromversorgung,<br />
die e<strong>in</strong>e kont<strong>in</strong>uierliche Plattenproduktion garantiert.<br />
In den Bergregionen <strong>der</strong> Schweiz kommt es oft zu<br />
Gewittern. Die unterbrechungsfreie Stromversorgung<br />
(USV) gestattet außerdem e<strong>in</strong>en kontrollierten Stop (ohne<br />
Bahnriss) <strong>der</strong> Druckmasch<strong>in</strong>e, falls die Netzstromversorgung<br />
bei Gewitter ausfällt.<br />
Im Keller s<strong>in</strong>d alle Rollenwechsler mit eigenen Rollenvorbereitungsstationen<br />
und automatischen För<strong>der</strong>systemen<br />
ausgerüstet. So kann e<strong>in</strong> Bediener die Klebemuster für vier<br />
Rollen pro Rollenwechsler vorbereiten. Während des<br />
Drucklaufs werden die Rollen automatisch gewechselt.<br />
Beim Rollenwechsel fällt die leere Rollenhülse auf e<strong>in</strong>en<br />
Wagen, <strong>der</strong> dann wie<strong>der</strong> <strong>in</strong> Warteposition fährt. Dann wird<br />
e<strong>in</strong>e neue Rolle – mit vorbereiteter Klebestelle nach oben –<br />
<strong>in</strong> den Rollenwechsler e<strong>in</strong>geachst. Der ganze Vorgang<br />
erfolgt automatisch. Das bietet e<strong>in</strong> hohes Maß an Flexibilität<br />
und erlaubt e<strong>in</strong>e optimale Personalbesetzung.<br />
5 Fallstudien<br />
19
20<br />
5 Fallstudien<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
Zur konstanten Aufzeichnung <strong>der</strong> Druckqualität wird<br />
e<strong>in</strong> M<strong>in</strong>i-Target-System verwendet. Das M<strong>in</strong>i-Target bef<strong>in</strong>det<br />
sich auf <strong>der</strong> Zeitungsseite und die Proben werden nach<br />
je 5000 o<strong>der</strong> 10 000 Drucken entnommen. Am nächsten<br />
Tag wird die Druckqualität mit e<strong>in</strong>em CCD-Kamerasystem<br />
untersucht. Dabei werden die Druckdichte und Registerfehler<br />
analysiert.<br />
5.2.3 Masch<strong>in</strong>en<br />
In <strong>der</strong> Plattenherstellung erwies sich die E<strong>in</strong>führung<br />
<strong>der</strong> CTP-L<strong>in</strong>ien als wichtigste Verän<strong>der</strong>ung. Danach konnte<br />
die Anzahl <strong>der</strong> Prepress-Mitarbeiter deutlich reduziert<br />
werden. Bei <strong>der</strong> CTP-Produktion wird ke<strong>in</strong>e FM-Rasterung<br />
durchgeführt, weil die Auflagenfestigkeit <strong>der</strong> Druckplatte<br />
bei sehr kle<strong>in</strong>en Rasterpunkten nicht ausreicht. Außerdem<br />
s<strong>in</strong>d zwei verschiedene Plattenformate im E<strong>in</strong>satz, was die<br />
optimale Nutzung <strong>der</strong> verschiedenen Plattenproduktionskapazitäten<br />
gelegentlich erschwert.<br />
Früher gab es e<strong>in</strong> För<strong>der</strong>band zwischen Rollenkeller<br />
und Rollenvorbereitungsraum. Das System war sehr anfällig<br />
und konnte im schlimmsten Fall genau dann ausfallen,<br />
wenn mehr Papier gebraucht wurde. Um diese Anfälligkeit<br />
(<strong>in</strong>sbeson<strong>der</strong>e <strong>in</strong> <strong>der</strong> Nachschicht) auszumerzen, wurde die<br />
Anlage abgebaut. Heute werden die Rollen mit Gabelstaplern<br />
<strong>in</strong> den Vorbereitungsraum gebracht.<br />
R<strong>in</strong>gier arbeitet mit Satellitendrucke<strong>in</strong>heiten und Achtertürmen.<br />
Beide Typen werden für die aktuelle Produktion<br />
als geeignet angesehen. Die Masch<strong>in</strong>en s<strong>in</strong>d mit E<strong>in</strong>zugwerken<br />
für jede Bahn und Bürstenfeuchtwerken versehen.<br />
Die Falzapparate s<strong>in</strong>d hoch automatisiert. Danach wurden<br />
bei beiden Masch<strong>in</strong>entypen Gummituch-Waschanlagen<br />
e<strong>in</strong>gebaut. Im Achterturm werden zwei Gummitücher<br />
gleichzeitig von e<strong>in</strong>er großen Bürste gere<strong>in</strong>igt. In <strong>der</strong><br />
Satellitendrucke<strong>in</strong>heit ist die Anlage etwas komplexer.<br />
Es gibt ke<strong>in</strong>e automatische Farb- und Schnittregistersteuerung.<br />
Das Antriebssystem des Achterturms ist wellenlos<br />
und ermöglicht damit e<strong>in</strong> gutes Umfangsregister. In<br />
Seitenrichtung sorgt die Justierung <strong>der</strong> Platten für e<strong>in</strong>e<br />
Fan-Out-Kompensation.<br />
Drei Bedienkonsolen pro Masch<strong>in</strong>e gewährleisten e<strong>in</strong><br />
schnelles Anfahren und gestatten die kont<strong>in</strong>uierliche Überwachung<br />
<strong>der</strong> Druckqualität während des Drucklaufs.<br />
Etwa 20 % <strong>der</strong> Produktion werden mit Beilagen versehen.<br />
Die Beilagen wurden zuvor auf e<strong>in</strong>er Zeitungsdruckmasch<strong>in</strong>e<br />
o<strong>der</strong> e<strong>in</strong>er Akzidenzmasch<strong>in</strong>e (an e<strong>in</strong>em an<strong>der</strong>en<br />
Standort) gedruckt. Der Versandraum ist sehr mo<strong>der</strong>n, so<br />
dass <strong>der</strong> Produktionsfluss zwischen den Versandraum-<br />
Modulen von e<strong>in</strong>em e<strong>in</strong>zigen Mitarbeiter gesteuert werden<br />
kann. Durch das Puffersystem brauchen die Druckmasch<strong>in</strong>en<br />
nie aufgrund des Versandraums angehalten zu werden.<br />
5.2.4 Materialien<br />
Die Maßtoleranzen <strong>der</strong> Platten müssen unbed<strong>in</strong>gt festgestellt<br />
und dokumentiert werden, da an<strong>der</strong>nfalls Probleme<br />
im Plattenregister auftreten können. Auf <strong>der</strong> Rückseite <strong>der</strong><br />
Platte ist e<strong>in</strong>e Batch-Nummer erfor<strong>der</strong>lich, um Probleme zu<br />
klären. R<strong>in</strong>gier hat sich <strong>in</strong> enger Zusammenarbeit mit dem<br />
Plattenhersteller auf neue Plattentoleranzen für beide<br />
Druckmasch<strong>in</strong>entypen gee<strong>in</strong>igt.<br />
Im Rollenkeller wird e<strong>in</strong>e Rollenreserve für 3 – 5<br />
Produktionstage vorgehalten. E<strong>in</strong> Papierwerk liegt dicht <strong>in</strong><br />
<strong>der</strong> Nähe <strong>der</strong> Druckerei, so dass neue Rollen kurzfristig<br />
verfügbar s<strong>in</strong>d. In <strong>der</strong> Praxis zeigen sich die Unterschiede<br />
zwischen den Zeitungspapierqualitäten im Verhalten des<br />
Seitenregisters. Wenn e<strong>in</strong>e neue Papiersorte <strong>in</strong> die Produktion<br />
aufgenommen wird, muss sie zuerst mit e<strong>in</strong>er kle<strong>in</strong>en<br />
Rollenanzahl sorgfältig erprobt werden. Nach <strong>der</strong> Freigabe<br />
können größeren Mengen bestellt und verdruckt werden.<br />
Im Normalbetrieb werden gängige Zeitungspapiersorten,<br />
Farben und Feuchtmittel verwendet, die ke<strong>in</strong>en<br />
nennenswerten E<strong>in</strong>fluss auf die <strong>Produktivität</strong> haben.<br />
Wichtiger s<strong>in</strong>d die Ausführung <strong>der</strong> Gummitücher und die<br />
Auflagenfestigkeit <strong>der</strong> Druckplatten.
© 2002 Ifra, Darmstadt<br />
6 Fazit<br />
Die <strong>Produktivität</strong>soptimierung <strong>in</strong> <strong>der</strong> <strong>Zeitungsherstellung</strong><br />
ist ke<strong>in</strong>e leichte Aufgabe. Zeitungsproduktion ist ke<strong>in</strong><br />
kont<strong>in</strong>uierlicher Prozess, son<strong>der</strong>n umfasst e<strong>in</strong>ige personal<strong>in</strong>tensive<br />
Schritte. In manchen Phasen wie dem Drucklauf<br />
ist weniger Personal erfor<strong>der</strong>lich. Allerd<strong>in</strong>gs s<strong>in</strong>d die zeitliche<br />
Genauigkeit des gesamten Prozesses und die Zuverlässigkeit<br />
<strong>der</strong> Masch<strong>in</strong>en nicht hoch genug, um e<strong>in</strong>e volle<br />
<strong>Optimierung</strong> aller Ressourcen zu erzielen. Auch kurzfristige<br />
Än<strong>der</strong>ungen können die <strong>Optimierung</strong> gefährden.<br />
Trotz des gestiegenen Automatisierungsgrades ist <strong>der</strong><br />
Mensch noch immer e<strong>in</strong>e wichtige E<strong>in</strong>flussgröße im<br />
Produktionsprozess. Die Ausrüstung wird zunehmend<br />
komplexer. Masch<strong>in</strong>en und Betriebssysteme verlangen<br />
mehr Kenntnisse vom Bediener. Schulungen dürften daher<br />
künftig noch mehr Gewicht bekommen. An<strong>der</strong>erseits<br />
werden nicht nur hochqualifizierte Fachkräfte, son<strong>der</strong>n<br />
auch benutzerfreundlichere Masch<strong>in</strong>en gebraucht.<br />
Die Ausbildung <strong>der</strong> Mitarbeiter hat sich laut Fragebogen<br />
als kritischster Faktor herausgestellt. Mangelnde Ausbildung<br />
gehört zu den Hauptgründen für zu niedrige <strong>Produktivität</strong>.<br />
Schulungen spielen auch bei <strong>der</strong> Flexibilisierung<br />
<strong>der</strong> Arbeitse<strong>in</strong>teilung e<strong>in</strong>e große Rolle. Bessere Ausbildung<br />
ermöglicht es, e<strong>in</strong>e Person mit mehreren verschiedenen<br />
Aufgaben zu betrauen.<br />
Fast alle Firmen gaben an, das Feedback an die Bediener<br />
sei zwar organisiert, aber nicht ausreichend. Das zeugt<br />
vom Bemühen um e<strong>in</strong>e offenere Arbeitsumgebung. Allerd<strong>in</strong>gs<br />
ist das Berichtswesen nicht auf die Arbeiter, son<strong>der</strong>n<br />
auf das Management ausgerichtet.<br />
Die Investition <strong>in</strong> e<strong>in</strong>e neue Druckmasch<strong>in</strong>e ist so groß,<br />
dass die Masch<strong>in</strong>e möglichst Tag und Nacht laufen muss.<br />
E<strong>in</strong>e Nachtschicht unterscheidet sich stark vom Akzidenzdruck<br />
<strong>in</strong> Tagschichten. Die Zeitpläne s<strong>in</strong>d eng, und es<br />
besteht ke<strong>in</strong>e Möglichkeit zur Term<strong>in</strong>verschiebung. Daher<br />
muss die <strong>Produktivität</strong>smessung <strong>in</strong> Tag- und Nachschichten<br />
nach verschiedenen Maßstäben erfolgen. Nachts ist die<br />
E<strong>in</strong>haltung des Zeitplans das beste Maß für <strong>Produktivität</strong>,<br />
am Tag ist es die durchschnittliche Produktionsgeschw<strong>in</strong>digkeit.<br />
Die <strong>Produktivität</strong> wird durch viele D<strong>in</strong>ge bee<strong>in</strong>flusst.<br />
E<strong>in</strong> kle<strong>in</strong>er Fehler im Prepress-Bereich kann die Produktion<br />
komplett zurückwerfen. Bei <strong>der</strong> Erstellung <strong>der</strong> Zeitpläne ist<br />
es praktisch unmöglich, alles zu berücksichtigen. Folglich<br />
müssen Zeitreserven e<strong>in</strong>gebaut werden. Wenn e<strong>in</strong>e Investition<br />
<strong>in</strong> Prepress-Ausrüstung (beispielsweise CTP) die<br />
Arbeitsabläufe verän<strong>der</strong>t, kann sich dies <strong>in</strong>direkt auch<br />
positiv auf die <strong>Produktivität</strong> des Druckbetriebs auswirken.<br />
Ifra Special Report 3.33<br />
Die Auswertung des Fragebogens zeigt, dass die Produktion<br />
<strong>in</strong>sbeson<strong>der</strong>e <strong>in</strong> Nachtschichten oft verspätet ist.<br />
Daher kommt es vor allem bei Ausgabenwechseln auf e<strong>in</strong>e<br />
effiziente Arbeitsweise an. Je<strong>der</strong> Schritt muss klar beschrieben<br />
se<strong>in</strong>, um die Produktion schnellstmöglich fortsetzen zu<br />
können. Die wichtigsten Aspekte s<strong>in</strong>d klare Arbeitsbeschreibungen<br />
und e<strong>in</strong>e leichte Erkennung <strong>der</strong> Platten.<br />
Der E<strong>in</strong>fluss von Bahnrissen auf die <strong>Produktivität</strong> ist<br />
hoch. Je<strong>der</strong> Bahnriss bedeutet 15 bis 30 M<strong>in</strong>uten Zeitverlust,<br />
<strong>der</strong> sich später nicht mehr aufholen lässt. Daher s<strong>in</strong>d<br />
Maßnahmen erfor<strong>der</strong>lich, die verh<strong>in</strong><strong>der</strong>n, dass Bahnrisse<br />
direkt auf die <strong>Produktivität</strong> durchschlagen.<br />
Auch Beilagen haben e<strong>in</strong>en erheblichen E<strong>in</strong>fluss auf<br />
die <strong>Produktivität</strong> und erwiesen sich bei <strong>der</strong> Auswertung als<br />
e<strong>in</strong>er <strong>der</strong> kritischsten Engpässe im Versandraum. Größe<br />
und Material <strong>der</strong> Beilagen wirken sich direkt auf die<br />
E<strong>in</strong>steckgeschw<strong>in</strong>digkeit aus. Hier liegt erhebliches Potenzial.<br />
Erst nach e<strong>in</strong>er deutlichen Verbesserung <strong>der</strong> E<strong>in</strong>steckmasch<strong>in</strong>en<br />
können Beilagejobs ohne Risiko für die<br />
Gesamtproduktivität durchgeführt werden. Generell sollte<br />
die Versandraumkapazität deutlich höher se<strong>in</strong> als die<br />
Druckmasch<strong>in</strong>enkapazität.<br />
Der Ersatz von Schmuckfarben durch Prozessfarben<br />
und <strong>der</strong> E<strong>in</strong>satz von Standard-Bahnführungen für Achtertürme<br />
können den Zeitverlust beim Ausgabenwechsel<br />
deutlich verr<strong>in</strong>gern. Die Wirkung kann, je nach Produktion<br />
und Druckmasch<strong>in</strong>e, signifikant se<strong>in</strong>.<br />
Die Farbzonen-Vore<strong>in</strong>stellung wurde als e<strong>in</strong>es <strong>der</strong><br />
wichtigsten technischen Hilfsmittel identifiziert. Die<br />
Anfahrmakulatur lässt sich um mehrere hun<strong>der</strong>t Exemplare<br />
verr<strong>in</strong>gern, und bei jedem Ausgabenwechsel ergeben sich<br />
e<strong>in</strong>ige M<strong>in</strong>uten Zeitersparnis. Der E<strong>in</strong>fluss <strong>der</strong> Vore<strong>in</strong>stellungen<br />
steigt mit <strong>der</strong> Anzahl <strong>der</strong> Vierfarbseiten. Die Daten<br />
für die Vore<strong>in</strong>stellung kommen immer häufiger vom RIP,<br />
stellen jedoch unter Steuerungsgesichtspunkten immer<br />
noch e<strong>in</strong>en kritischen Faktor dar.<br />
Die durchschnittliche Anzahl <strong>der</strong> Bedienkonsolen lag<br />
bei drei. Das heißt, dass es nicht für jeden Drucker e<strong>in</strong>e<br />
eigene Bedienkonsole gibt. Mit zusätzlichen Konsolen ließe<br />
sich die Effizienz beim Anfahrprozess verbessern. Wenn<br />
die Technologie besser und kostengünstiger wird, kann die<br />
Anzahl <strong>der</strong> Konsolen erhöht werden.<br />
Laut Fragebogen s<strong>in</strong>d die häufigsten Maßnahmen zur<br />
<strong>Produktivität</strong>ssteigerung <strong>in</strong> <strong>der</strong> Zeitungsproduktion die Installation<br />
technischer Hilfsmittel, e<strong>in</strong>e bessere Organisation<br />
und Standardisierung <strong>der</strong> Jobs, Personalschulungen und<br />
genauere Überwachung.<br />
6 Fazit<br />
21
22<br />
7 Empfehlungen<br />
7 Empfehlungen<br />
Ifra Special Report 3.33 © 2002 Ifra, Darmstadt<br />
Das Projekt hat gezeigt, dass die <strong>Optimierung</strong> <strong>der</strong><br />
<strong>Produktivität</strong> von zahlreichen Faktoren abhängt. In e<strong>in</strong>em<br />
Druckzentrum kommt es nicht immer auf die maximale<br />
Geschw<strong>in</strong>digkeit o<strong>der</strong> den maximalen Ausstoß e<strong>in</strong>er<br />
Masch<strong>in</strong>e an. Wichtiger ist die Handhabung aller Faktoren,<br />
die sich auf den Produktionsfluss auswirken. Die Arbeitsabläufe<br />
<strong>in</strong> den verschiedenen Produktionsstadien s<strong>in</strong>d<br />
unter Berücksichtigung aller Faktoren zu optimieren.<br />
Daraus ergibt sich die folgende Empfehlungsliste:<br />
Empfehlungen – Das sollte gemacht werden:<br />
> Arbeitsbeschreibungen müssen an allen Arbeitsplätzen<br />
klar und <strong>in</strong>formativ se<strong>in</strong>.<br />
> Die Organisation ist so zu verän<strong>der</strong>n, dass sich die<br />
Mitarbeiter stärker engagieren.<br />
> Sofortige Rückmeldung <strong>der</strong> Produktionsdaten an die<br />
Mitarbeiter; alle Abteilungen müssen <strong>in</strong> e<strong>in</strong> TQM-<br />
System e<strong>in</strong>gebunden se<strong>in</strong>.<br />
> Konstante und zuverlässige Ursachenforschung bei<br />
hohem Makulaturaufkommen und Bahnrissen -><br />
Sofortmaßnahmen bei Überschreitung <strong>der</strong> Sollwerte.<br />
> Die Überproduktion muss überwacht und begrenzt<br />
werden.<br />
> Druckjobs nach Möglichkeit standardisieren (Bahnführungen,<br />
Farbwerke, …).<br />
> Beim Wechsel von Druckmaterialien immer nur e<strong>in</strong><br />
neues Material testen.<br />
> Die Kapazität des Versandraums muss gesichert se<strong>in</strong> –<br />
sie muss ausreichen, um <strong>in</strong> verschiedenen Produktionssituationen<br />
mit <strong>der</strong> Druckmasch<strong>in</strong>e mitzuhalten.<br />
Empfehlungen - Das sollte vermieden werden:<br />
> Die Reduzierung <strong>der</strong> Makulatur darf nicht zu Lasten<br />
<strong>der</strong> Druckqualität gehen.<br />
> Der Wert von Schulungen darf beim Bemühen um<br />
gleichbleibende Qualität nicht unterschätzt werden.<br />
> Die Produktionsgeschw<strong>in</strong>digkeit darf (ohne stichhaltigen<br />
Grund) nie unter <strong>der</strong> Sollgeschw<strong>in</strong>digkeit liegen.<br />
> Die Anzahl <strong>der</strong> Mitarbeiter soll nicht m<strong>in</strong>imiert, son<strong>der</strong>n<br />
optimiert werden. Zu wenig Personal und häufige<br />
Störungen s<strong>in</strong>d e<strong>in</strong>e riskante Komb<strong>in</strong>ation.<br />
> Mangelnde Instandhaltung führt zur Unzuverlässigkeit<br />
<strong>der</strong> Ausrüstung und hat damit starke Auswirkungen<br />
auf die <strong>Produktivität</strong>.<br />
> Investitionen <strong>in</strong> technische Hilfsmittel bestehen nicht<br />
nur aus <strong>der</strong> Anschaffung <strong>der</strong> Geräte – Schulung <strong>der</strong><br />
Mitarbeiter und Instandhaltung dürfen nicht vergessen<br />
werden.
© 2002 Ifra, Darmstadt<br />
Anhang: Die Fragen s<strong>in</strong>d <strong>in</strong> <strong>der</strong> Liste genauso nummeriert wie <strong>in</strong> den Bil<strong>der</strong>n<br />
Ifra Special Report 3.33<br />
Anhang: Die Fragen s<strong>in</strong>d <strong>in</strong> <strong>der</strong> Liste<br />
genauso nummeriert wie <strong>in</strong> den Bil<strong>der</strong>n<br />
11<br />
Personalbed<strong>in</strong>gte Faktoren<br />
Wieviele Drucker/Versandraummitarbeiter beschäftigen Sie?<br />
12 Wie hoch ist die Qualifikation <strong>der</strong> Mitarbeiter (niedrig, …,<br />
hoch?<br />
13 Werden Schulungen vor Ort durchgeführt?<br />
14 Gibt es Unterschiede zwischen Tag- und Nachtschichten?<br />
15 Ist die Arbeit <strong>in</strong> Teams organisiert?<br />
16 Erhalten die Bediener regelmäßig Feedback?<br />
17 Werden Störungen durch Zeitdruck verursacht?<br />
18 S<strong>in</strong>d die Arbeitsbeschreibungen für die Mitarbeiter klar?<br />
19 Wie viele Mitarbeiter wechseln die Platten?<br />
10 Wie viele Mitarbeiter wechseln die Farbe?<br />
11 Wie viele Mitarbeiter än<strong>der</strong>n die Bahnführung?<br />
12 Wie viele Mitarbeiter arbeiten am Falzapparat?<br />
13 Wie hoch ist das Makulaturaufkommen beim Rollenwechsel?<br />
14 Wird die Überproduktion überwacht?<br />
15 Wirken sich Schichtwechsel während des Drucklaufs auf<br />
die <strong>Produktivität</strong> aus?<br />
16 Wirkt sich <strong>der</strong> Versandraumbetrieb auf die <strong>Produktivität</strong><br />
aus?<br />
17 Helfen die Drucker bei Problemen im Versandraum und umgekehrt?<br />
18<br />
Umgebungsbed<strong>in</strong>gte Faktoren<br />
Wie viele Bahnen verwenden Sie normalerweise?<br />
19 Wie viele Farben verwenden Sie normalerweise?<br />
20 Wie viele Falztrichter verwenden Sie normalerweise?<br />
21 Wie hoch s<strong>in</strong>d die Anteile von Doppel- und Sammelproduktion?<br />
22 Wie viele Wendestangen verwenden Sie normalerweise?<br />
23 Wie lang s<strong>in</strong>d die Bahnwege im Durchschnitt?<br />
24 Wie viele Farbwerke verwenden Sie normalerweise?<br />
25 Wird die Feuchtigkeit im Druckmasch<strong>in</strong>enraum geregelt?<br />
26 Verwenden Sie verschiedene Qualitätsstufen?<br />
27 Treten kurzfristige Än<strong>der</strong>ungen auf?<br />
28 Verwenden Sie Graustreifen im Druck?<br />
29 Verwenden Sie Panoramaplatten? Wie viele?<br />
30 Ist das Plattenidentifizierungessystem allen klar?<br />
31 Wie viele Platten s<strong>in</strong>d <strong>in</strong> <strong>der</strong> Regel zu wechseln?<br />
32 Wie oft wird die Bahnführung gewechselt?<br />
33 Wie oft wird die Farbe gewechselt?<br />
34 Wie oft wird <strong>der</strong> Falzapparat gewechselt?<br />
35 Wie oft wird die Papiersorte gewechselt?<br />
36 Was s<strong>in</strong>d die häufigsten Gründe für Bahnrisse? Wie hoch ist<br />
<strong>der</strong> prozentuale Anteil?<br />
37 Wie lange dauert die Reparatur e<strong>in</strong>es Bahnrisses?<br />
38 Wie hoch s<strong>in</strong>d Kosten pro Bahnriss?<br />
39 Wieviel Prozent e<strong>in</strong>es Drucklaufs s<strong>in</strong>d verspätete Exemplare?<br />
40 Wie hoch s<strong>in</strong>d die Durchschnittskosten für verspätete<br />
Exemplare?<br />
41 Wer entscheidet, wann e<strong>in</strong>e Ausgabe gedruckt wird?<br />
42 Wie hoch ist die durchschittliche Störungshäufigkeit im<br />
Versandraum?<br />
43 Wie lange dauert es durchschnittlich, Störungen im Versandraum<br />
zu beheben?<br />
44 Gibt es Gründe, dass die Druckmasch<strong>in</strong>en auf den Versandraum<br />
warten müssen?<br />
45<br />
Masch<strong>in</strong>enbed<strong>in</strong>gte Faktoren<br />
Eignen sich Achtertürme für Ihre Produktion?<br />
46 Eignen sich Satellitendrucke<strong>in</strong>heiten für Ihre Produktion?<br />
47 Welche Art von Farbwerk verwenden Sie?<br />
48 Werden Vore<strong>in</strong>stellungen verwendet?<br />
49 Welche Art von Feuchtwerk verwenden Sie?<br />
50 Arbeiten Sie mit Nach- o<strong>der</strong> Vorfeuchtung?<br />
51 Wird das Feuchtmittel gekühlt?<br />
52 Wie viele Bedienkonsolen verwenden Sie?<br />
53 Wie weit ist die Plattenherstellung von <strong>der</strong> Druckmasch<strong>in</strong>e<br />
entfernt?<br />
54 Hat die Druckmasch<strong>in</strong>e e<strong>in</strong> Leitwalzen-Re<strong>in</strong>igungssystem?<br />
55 Hat die Druckmasch<strong>in</strong>e e<strong>in</strong>e automatische Registersteuerung?<br />
56 Hat die Druckmasch<strong>in</strong>e e<strong>in</strong>e automatische Schnittregistersteuerung?<br />
57 Werden Bildregler-Rollen verwendet?<br />
58 Hat die Druckmasch<strong>in</strong>e e<strong>in</strong>e Gummituch-Waschanlage?<br />
59 Verwenden Sie Masch<strong>in</strong>en mit e<strong>in</strong>fachem o<strong>der</strong> doppelten<br />
Zyl<strong>in</strong><strong>der</strong>umfang?<br />
60 S<strong>in</strong>d E<strong>in</strong>zugwerke für die e<strong>in</strong>zelnen Bahnen vorhanden?<br />
61 Hat die Druckmasch<strong>in</strong>e e<strong>in</strong>e E<strong>in</strong>ziehvorrichtung?<br />
62 Welche Art von Falzapparat verwenden Sie?<br />
63 Hat <strong>der</strong> Rollenwechsler geteilte Rollentragarme?<br />
64 Wie hoch ist <strong>der</strong> Automatisierungsgrad des Falzapparates<br />
(niedrig, …, hoch)?<br />
65 Arbeiten Sie mit dynamischem Plattenwechsel?<br />
66 Welcher Anteil <strong>der</strong> Produktion wird mit Beilagen versehen?<br />
67 Wird e<strong>in</strong> Adressiersystem verwendet?<br />
68 S<strong>in</strong>d Puffer zwischen Druckmasch<strong>in</strong>e und Versandraum<br />
vorhanden?<br />
69<br />
Materialbed<strong>in</strong>gte Faktoren<br />
Schwankt die Qualität des Leitungswassers?<br />
70 Schwankt die Qualität des aufbereiteten Wassers?<br />
71 Beschreiben Sie die wichtigsten Zeitungspapiersorten<br />
(Flächengewicht, Weißgrad, etc).<br />
72 Beschreiben Sie die Farbsorten.<br />
73 Beschreiben Sie die Plattenarten (negativ, positiv, CTP).<br />
74 Beschreiben Sie die Gummitucharten.<br />
75 Wie oft werden die Gummitücher gewechselt?<br />
76 Wie hoch ist die durchschnittliche Auflagenfestigkeit <strong>der</strong><br />
Druckplatte?<br />
23
Weitere Ifra Special Reports zum Bereich:<br />
3 Rotationsmasch<strong>in</strong>en<br />
(Stand März 2002)<br />
3.10 Bessere Auslastung <strong>der</strong> Zeitungsrotation (Teil 2)<br />
3.11 Das Mehrfarben-Passerverhalten von Zeitungspapier im Gummi/Gummi- und Satelliten-Druck<br />
3.12 Welche Entwicklungsdefizite bestehen noch bei Anilox-Offset?<br />
3.13 Die Produktion von Schmuckfarben <strong>in</strong> <strong>der</strong> Zeitung mit Skalenfarben<br />
3.14 Wie lassen sich Vorraussetzungen für den 4 + 4 Druck schaffen?<br />
3.15 Das Vermeiden von Emulgier-Problemen <strong>in</strong> farbzonenfreien Offset-Druckwerken<br />
3.16.2 Richtl<strong>in</strong>ien für die Spezifizierung, Inbetriebnahme und Abnahme e<strong>in</strong>er Zeitungs-Offset-Rotation<br />
3.17 Der Trend zu <strong>in</strong>tegrierten Druckmasch<strong>in</strong>en- und Versandraumsteuerungen.<br />
Wie stehen die Hersteller dazu?<br />
3.18 Feuchtwerke für Zeitungsrotationsmasch<strong>in</strong>en<br />
3.19 Qualitätspotential im Vierfarbendruck und Wirtschaftlichkeit von Anilox-Offset<br />
<strong>in</strong> <strong>der</strong> Zeitungsproduktion im Vergleich zu konventionellem Offsetdruck<br />
3.20 Farbabweichungen und Farbstreuungen im Zeitungsdruck<br />
3.21 Wirtschaftlicher E<strong>in</strong>satz von Bl<strong>in</strong>dplatten<br />
3.22 Offsetgummitücher und ihr E<strong>in</strong>fluß auf die Druckqualität<br />
3.23 Die Leistungsfähigkeit von elektronischen Registerregelungen im Zeitungsdruck<br />
3.24 Schaffen bessere Zeitungsdruckfarben und -papiere Abhilfe bei Abreiben, Abschmieren und Abliegen?<br />
3.25 Ursachen für das Abschmieren, Abliegen und Abreiben von Offset-Zeitungsdruckfarbe<br />
auf Zeitungsdruckpapier<br />
3.27 Verbesserung <strong>der</strong> Druckqualität mit Trocknern und höherwertigen Papieren<br />
3.28 Die <strong>in</strong> <strong>der</strong> Praxis erreichte Längs-Passergenauigkeit im Vierfarb-Zeitungsdruck<br />
3.29 Praktibilität von Papierrollenauspack- und Klebestellenvorbereitungsrobotern <strong>in</strong> Zeitungsbetrieben<br />
3.30 Die im Zeitungsoffsetdruck <strong>in</strong> <strong>der</strong> Praxis auftretenden Farbabweichungen und Farbstreuung<br />
3.31 Qualitätskontrolle mit Hilfe von „M<strong>in</strong>i Targets“<br />
3.32 Digitaldruck für Zeitungen? Möglichkeiten und Perspektiven<br />
Alle Ifra Special Report-Bereiche<br />
1 Materialien 2 Prepress 3 Rotationsmasch<strong>in</strong>en 4 Versandraum und Vertrieb 5 Kommunikation 6 Allgeme<strong>in</strong>es<br />
Falls Sie an diesen Ifra Special Reports <strong>in</strong>teressiert s<strong>in</strong>d, wenden Sie sich bitte an:<br />
Ifra · Wash<strong>in</strong>gtonplatz · 64287 Darmstadt · Germany<br />
Telefon +49.6151.733-762 · Telefax +49.6151.733-800 · www.ifra.com