

HSM-Schnittwertempfehlungen, - WEXO
HSM-Schnittwertempfehlungen, - WEXO
HSM-Schnittwertempfehlungen, - WEXO

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
HSC-Fräser<br />
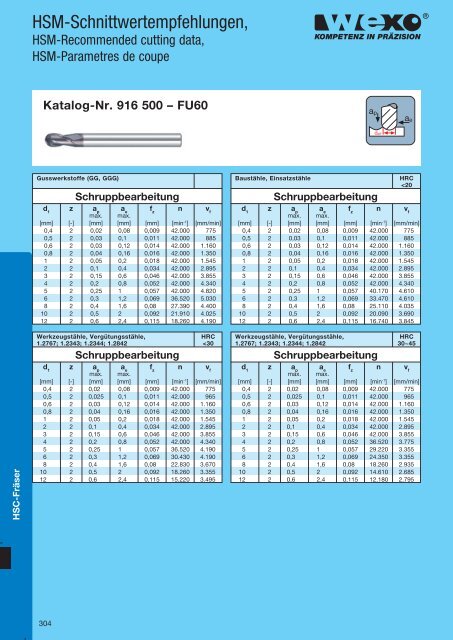
<strong>HSM</strong>-<strong>Schnittwertempfehlungen</strong>,<br />
<strong>HSM</strong>-Recommended cutting data,<br />
<strong>HSM</strong>-Parametres de coupe<br />
Katalog-Nr. 916 500 – FU60<br />
Gusswerkstoffe (GG, GGG)<br />
Schruppbearbeitung<br />
d 1 z a p a e f z n v f<br />
max. max.<br />
[mm] [-] [mm] [mm] [mm] [min -1 ] [mm/min]<br />
0,4 2 0,02 0,08 0,009 42.000 775<br />
0,5 2 0,03 0,1 0,011 42.000 885<br />
0,6 2 0,03 0,12 0,014 42.000 1.160<br />
0,8 2 0,04 0,16 0,016 42.000 1.350<br />
1 2 0,05 0,2 0,018 42.000 1.545<br />
2 2 0,1 0,4 0,034 42.000 2.895<br />
3 2 0,15 0,6 0,046 42.000 3.855<br />
4 2 0,2 0,8 0,052 42.000 4.340<br />
5 2 0,25 1 0,057 42.000 4.820<br />
6 2 0,3 1,2 0,069 36.520 5.030<br />
8 2 0,4 1,6 0,08 27.390 4.400<br />
10 2 0,5 2 0,092 21.910 4.025<br />
12 2 0,6 2,4 0,115 18.260 4.190<br />
Werkzeugstähle, Vergütungsstähle, HRC<br />
1.2767; 1.2343; 1.2344; 1.2842
Katalog-Nr. 916 500 – FU60<br />
Werkzeugstähle, Vergütungsstähle HRC<br />
1.2767; 1.2343; 1.2344; 1.2842 45~55<br />
Schruppbearbeitung<br />
d 1 z a p a e f z n v f<br />
max. max.<br />
[mm] [-] [mm] [mm] [mm] [min -1 ] [mm/min]<br />
0,4 2 0,015 0,04 0,008 42.000 710<br />
0,5 2 0,015 0,05 0,012 42.000 985<br />
0,6 2 0,02 0,06 0,013 42.000 1.125<br />
0,8 2 0,025 0,08 0,016 42.000 1.355<br />
1 2 0,03 0,1 0,019 42.000 1.580<br />
2 2 0,06 0,2 0,035 42.000 2.955<br />
3 2 0,09 0,3 0,047 42.000 3.940<br />
4 2 0,12 0,4 0,053 34.990 3.695<br />
5 2 0,15 0,5 0,059 27.990 3.285<br />
6 2 0,18 0,6 0,070 23.330 3.285<br />
8 2 0,24 0,8 0,082 17.500 2.875<br />
10 2 0,3 1 0,094 14.000 2.630<br />
12 2 0,36 1,2 0,117 11.670 2.740<br />
Rost- u. säurebeständige Stähle HRC<br />
1.4301; 1.4571; 1.4057
HSC-Fräser<br />
<strong>HSM</strong>-<strong>Schnittwertempfehlungen</strong>,<br />
<strong>HSM</strong>-Recommended cutting data,<br />
<strong>HSM</strong>-Parametres de coupe<br />
Katalog-Nr. 916 500 – FU60<br />
Baustähle, Einsatzstähle, HRC<br />
Gusswerkstoffe (GG, GGG)<br />
Katalog-Nr. 916 500 – FU60<br />
<strong>HSM</strong>-<strong>Schnittwertempfehlungen</strong>,<br />
<strong>HSM</strong>-Recommended cutting data,<br />
<strong>HSM</strong>-Parametres de coupe<br />
Werkzeugstähle, Vergütungsstähle HRC<br />
1.2767; 1.2343; 1.2344; 1.2842<br />
30~45<br />
Schlichtbearbeitung<br />
Für die Schlichtbearbeitung von relativ flachen Gesenken sollten die Schnittdaten für<br />
ebene bzw. schwach geneigte Flächen (0°~20°) verwendet werden.<br />
Für die Schlichtbearbeitung von relativ steilen Gesenken sollten die Schnittdaten für<br />
stärker geneigte Flächen (45°~80°) angewendet werden.<br />
β = 0° β = 20° β = 45° β = 80°<br />
d 1 z a p a e f z n v f n v f n v f n v f<br />
max. max.<br />
[mm] [-] [mm] [mm] [mm] [min -1 ] [mm/min] [min -1 ] [mm/min] [min -1 ] [mm/min] [min -1 ] [mm/min]<br />
0,4 2 0,01 0,012 0,012 42.000 1.010 42.000 1.010 42.000 1.010 42.000 1.010<br />
0,5 2 0,01 0,015 0,015 42.000 1.260 42.000 1.260 42.000 1.260 42.000 1.260<br />
0,6 2 0,01 0,017 0,017 42.000 1.465 42.000 1.465 42.000 1.465 42.000 1.465<br />
0,8 2 0,02 0,022 0,022 42.000 1.815 42.000 1.815 42.000 1.815 42.000 1.815<br />
1 2 0,02 0,025 0,025 42.000 2.100 42.000 2.100 42.000 2.100 42.000 2.100<br />
2 2 0,03 0,04 0,04 42.000 3.360 42.000 3.360 42.000 3.360 42.000 3.360<br />
3 2 0,05 0,045 0,045 42.000 3.780 42.000 3.780 42.000 3.780 42.000 3.780<br />
4 2 0,06 0,048 0,048 42.000 4.035 42.000 4.035 37.110 3.565 31.920 3.065<br />
5 2 0,08 0,05 0,05 42.000 4.200 42.000 4.200 29.550 2.955 25.550 2.555<br />
6 2 0,09 0,06 0,06 42.000 5.040 37.890 4.550 24.740 2.970 21.280 2.555<br />
8 2 0,12 0,072 0,072 42.000 6.050 28.420 4.095 18.560 2.675 15.960 2.300<br />
10 2 0,15 0,08 0,08 42.000 6.720 22.730 3.640 14.850 2.380 12.770 2.045<br />
12 2 0,18 0,096 0,096 42.000 8.065 18.950 3.640 12.370 2.380 10.640 2.045<br />
Werkzeugstähle, Vergütungsstähle, HRC<br />
1.2767; 1.2343; 1.2344; 1.2842 45~55<br />
Schlichtbearbeitung<br />
β = 0° β = 20° β = 45° β = 80°<br />
d 1 z a p a e f z n v f n v f n v f n v f<br />
max. max.<br />
[mm] [-] [mm] [mm] [mm] [min -1 ] [mm/min] [min -1 ] [mm/min] [min -1 ] [mm/min] [min -1 ] [mm/min]<br />
0,4 2 0,01 0,012 0,012 42.000 1.010 42.000 1.010 42.000 1.010 42.000 1.010<br />
0,5 2 0,01 0,015 0,015 42.000 1.260 42.000 1.260 42.000 1.260 42.000 1.260<br />
0,6 2 0,01 0,017 0,017 42.000 1.465 42.000 1.465 42.000 1.465 42.000 1.465<br />
0,8 2 0,02 0,022 0,022 42.000 1.815 42.000 1.815 42.000 1.815 42.000 1.815<br />
1 2 0,02 0,025 0,025 42.000 2.100 42.000 2.100 42.000 2.100 42.000 2.100<br />
2 2 0,03 0,04 0,04 42.000 3.360 42.000 3.360 42.000 3.360 42.000 3.360<br />
3 2 0,05 0,045 0,045 42.000 3.780 42.000 3.780 36.820 3.315 31.950 2.880<br />
4 2 0,06 0,048 0,048 42.000 4.035 42.000 4.035 27.840 2.675 23.940 2.300<br />
5 2 0,08 0,05 0,05 42.000 4.200 33.700 3.370 22.160 2.220 19.160 1.920<br />
6 2 0,09 0,06 0,06 42.000 5.040 28.420 3.415 18.560 2.230 15.960 1.920<br />
8 2 0,12 0,072 0,072 42.000 6.050 21.310 3.070 13.920 2.005 11.970 1.725<br />
10 2 0,15 0,08 0,08 39.290 6.290 17.050 2.730 11.140 1.785 9.580 1.535<br />
12 2 0,18 0,096 0,096 32.740 6.290 14.210 2.730 9.280 1.785 7.980 1.535<br />
307<br />
HSC-Fräser
HSC-Fräser<br />
<strong>HSM</strong>-<strong>Schnittwertempfehlungen</strong>,<br />
<strong>HSM</strong>-Recommended cutting data,<br />
<strong>HSM</strong>-Parametres de coupe<br />
Katalog-Nr. 916 500 – FU60<br />
Werkzeugstähle, Vergütungsstähle HRC<br />
1.2767; 1.2343; 1.2344; 1.2842<br />
55~60<br />
308<br />
Schlichtbearbeitung<br />
Für die Schlichtbearbeitung von relativ flachen Gesenken sollten die Schnittdaten für<br />
ebene bzw. schwach geneigte Flächen (0°~20°) verwendet werden.<br />
Für die Schlichtbearbeitung von relativ steilen Gesenken sollten die Schnittdaten für<br />
stärker geneigte Flächen (45°~80°) angewendet werden.<br />
β = 0° β = 20° β = 45° β = 80°<br />
d 1 z a p a e f z n v f n v f n v f n v f<br />
max. max.<br />
[mm] [-] [mm] [mm] [mm] [min -1 ] [mm/min] [min -1 ] [mm/min] [min -1 ] [mm/min] [min -1 ] [mm/min]<br />
0,4 2 0,01 0,012 0,012 42.000 1.010 42.000 1.010 42.000 1.010 42.000 1.010<br />
0,5 2 0,01 0,015 0,015 42.000 1.260 42.000 1.260 42.000 1.260 42.000 1.260<br />
0,6 2 0,01 0,017 0,017 42.000 1.465 42.000 1.465 42.000 1.465 42.000 1.465<br />
0,8 2 0,02 0,022 0,022 42.000 1.815 42.000 1.815 42.000 1.815 42.000 1.815<br />
1 2 0,02 0,025 0,025 42.000 2.100 42.000 2.100 42.000 2.100 42.000 2.100<br />
2 2 0,03 0,04 0,04 42.000 3.360 42.000 3.360 37.110 2.970 31.920 2.555<br />
3 2 0,05 0,045 0,045 42.000 3.780 37.150 3.345 24.550 2.210 21.300 1.920<br />
4 2 0,06 0,048 0,048 42.000 4.035 28.420 2.730 18.560 1.785 15.960 1.535<br />
5 2 0,08 0,05 0,05 42.000 4.200 22.470 2.250 14.780 1.480 12.780 1.280<br />
6 2 0,09 0,06 0,06 42.000 5.040 18.950 2.275 12.370 1.485 10.640 1.280<br />
8 2 0,12 0,072 0,072 32.740 4.715 14.210 2.050 9.280 1.340 7.980 1.150<br />
10 2 0,15 0,08 0,08 26.190 4.195 11.370 1.820 7.430 1.190 6.390 1.025<br />
12 2 0,18 0,096 0,096 21.830 4.195 9.480 1.825 6.190 1.190 5.320 1.025<br />
Aluminium-Knetlegierungen, Al-Guss
Katalog-Nr. 916 500 – FU60<br />
<strong>HSM</strong>-<strong>Schnittwertempfehlungen</strong>,<br />
<strong>HSM</strong>-Recommended cutting data,<br />
<strong>HSM</strong>-Parametres de coupe<br />
Rost- u. säurebeständige Stähle HRC<br />
1.4301; 1.4571; 1.4057<br />


