Oberflächenauffälligkeiten PRC
Oberflächenauffälligkeiten PRC
Oberflächenauffälligkeiten PRC

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Rohre aus Polymerbeton von METROMAX in den Nennweiten DN 150 bis DN 400 werden<br />
im Endlos-Strangguss-Verfahren hergestellt. Alle größeren Nennweiten sowie<br />
Schachtprodukte werden in der Schalung erhärtet produziert.<br />
Bei beiden Verfahren kann es – herstellungstechnisch bedingt - zu Auffälligkeiten an der<br />
Oberfläche kommen. Hierbei handelt es sich jedoch nicht um einen technischen Mangel<br />
am Produkt.<br />
Folgende <strong>Oberflächenauffälligkeiten</strong> können entstehen:<br />
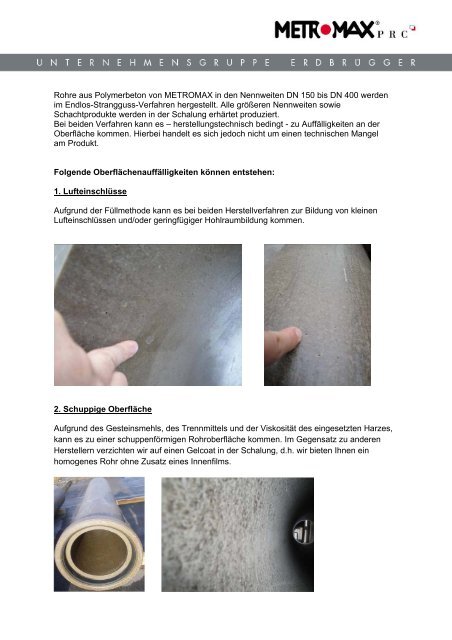
1. Lufteinschlüsse<br />
Aufgrund der Füllmethode kann es bei beiden Herstellverfahren zur Bildung von kleinen<br />
Lufteinschlüssen und/oder geringfügiger Hohlraumbildung kommen.<br />
2. Schuppige Oberfläche<br />
Aufgrund des Gesteinsmehls, des Trennmittels und der Viskosität des eingesetzten Harzes,<br />
kann es zu einer schuppenförmigen Rohroberfläche kommen. Im Gegensatz zu anderen<br />
Herstellern verzichten wir auf einen Gelcoat in der Schalung, d.h. wir bieten Ihnen ein<br />
homogenes Rohr ohne Zusatz eines Innenfilms.
3. Rückstände Trennmittel<br />
Aufgrund des verwendeten Trennmittels zwischen Schalung und Polymerbeton kann es in<br />
einzelnen Fällen zu weißlichen Verfärbungen auf der Oberfläche kommen.<br />
Eher selten kommt es auch zu einer geringfügigen Anhäufung des Trennmittels und somit zu<br />
Einschlüssen von Trennmittel an der Oberfläche.<br />
4. Parallel verlaufende Nähte<br />
Aus Gründen der Materialschwindung von Polymerbeton wird der Kern nach Erhärtung des<br />
Materials eingefahren und gezogen. Oberflächig verbleiben parallel verlaufende Spuren, die<br />
bei Bedarf abgeschliffen werden sollten. Diese optischen „Kanten“ sollten möglichst in<br />
Scheitellage eingebaut werden.
5. Oberflächenglanz<br />
Aufgrund der unterschiedlichen Herstellweisen von Rohren DN 150 bis DN 400 und Rohren<br />
ab DN 500 kommt es zu Unterschieden beim Glanzverhalten der Oberfläche. Rohre DN 150<br />
bis DN 400 Rohre erhalten ihren Glanz durch Harz, welches sich an der mitlaufenden Folie<br />
anhaftet.<br />
6. Nacharbeitungen<br />
Rohroberflächenanomalien werden im Herstellwerk mit dem gleichen Harz, vermengt mit<br />
Gesteinsmehl und Sand, nachgearbeitet. Optisch können hierbei Spuren auf der Oberfläche<br />
verbleiben, die sich im Laufe der Zeit angleichen.<br />
Einige <strong>Oberflächenauffälligkeiten</strong> erscheinen speziell bei Rohren nach dem Endlos-<br />
Strangguss-Verfahren. Hierbei läuft kontinuierlich eine PE-Folie in der Form mit, die von zwei<br />
Seiten eingeführt, an gegenüberliegenden Seiten verklebt wird. Die Folie verhindert eine<br />
Verklebung der Produktionseinheit. Des weiteren dient Sie als temporäre Versiegelung der<br />
Rohroberfläche der Endpolimerisation. Nach Fertigstellung wird die Folie abgezogen.
A. Wellig spiegelnde Oberfläche<br />
Wellenmuster können entstehen durch ungleiche Folienspannungen. Die Folie wird<br />
deswegen in regelmäßigen Zeitintervallen gespannt und neu ausgerichtet.<br />
B. Kleinere Einkerbungen<br />
Einkerbungen können durch Verwerfungen der Folie entstehen. Beim Abzug der inneren<br />
Folie können u.U. kleine Reste im Rohr verbleiben, die sich im Laufe der Nutzungsdauer<br />
ablösen.<br />
C. Größere Einkerbungen<br />
Der unter Punkt 1. beschrieben Prozess der Neuausrichtung der Folie kann zu größeren<br />
Einkerbungen von bis zu 1mm Tiefe führen. Die Neuausrichtung der Folie wird durch einen<br />
regelmäßig agierenden Folienspanner ausgeführt.
D. Kleberückstände<br />
Innen und außen sind jeweils gegenüberliegende Kleberreste der zusammengeführten Folie<br />
erkennbar. Diese perfekt gerade verlaufenden Spuren verwittern im Laufe der ersten<br />
Nutzungsjahre.