

deutsch - Hans Lingl Anlagenbau und Verfahrenstechnik Gmbh ...
deutsch - Hans Lingl Anlagenbau und Verfahrenstechnik Gmbh ...
deutsch - Hans Lingl Anlagenbau und Verfahrenstechnik Gmbh ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
ISDN/Modem<br />
Immer eine gute Anlage<br />
Information<br />
108<br />
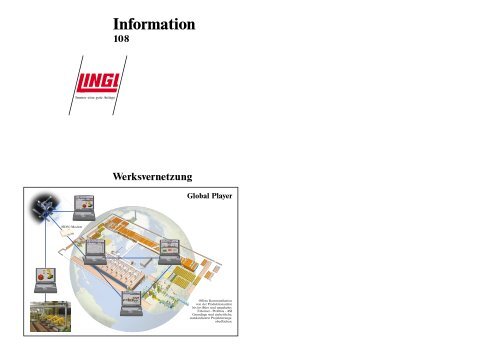
Werksvernetzung<br />
Global Player<br />
Offene Kommunikation<br />
von der Produktionsstätte<br />
bis ins Büro <strong>und</strong> umgekehrt.<br />
Ethernet - Profibus - ASI<br />
Gr<strong>und</strong>lage sind einheitliche,<br />
standardisierte Projektierungsoberflächen.
Werksvernetzung<br />
L2 - BUS<br />
SV S7-<br />
400<br />
Manager-Info-System<br />
2<br />
1<br />
Produktionsdaten<br />
Energiedatenerfassung<br />
Störungsarchivierung<br />
Ofenwagenprotokolle<br />
Wirkungsgrad<br />
Ofen/Trockner<br />
M7<br />
400<br />
L2 - BUS<br />
CP<br />
Steuerung/Regelung<br />
ET200 - M Stationen<br />
3<br />
Produktionsplanung<br />
Energiemanagement<br />
Produktionsplanung, Energiemanagement<br />
Produktionsplanoptimierung<br />
Wärmeverb<strong>und</strong>optimierung<br />
Tunnelofen: Brennkurvenoptimierung<br />
on line <strong>und</strong> off line<br />
Externe Bedienung<br />
Ofen - Trockner - Maschinenanlage Prozessleitsystem PCS7 / WinCC<br />
L2 - BUS Maschinenanlagen<br />
MBV-Systeme<br />
SV S7-<br />
400<br />
2<br />
1<br />
M7<br />
400<br />
Steuerung<br />
L2 - BUS<br />
CP<br />
ET200 - M Stationen<br />
3<br />
Terminalbus (Ethernet)<br />
2 3<br />
SV S7-<br />
400<br />
2<br />
1<br />
Wagenverfolgung<br />
WVS<br />
M7<br />
400<br />
Steuerung<br />
L2 - BUS<br />
CP<br />
ET200 - M Stationen<br />
3<br />
ISDN-<br />
Anschluß<br />
Roboteransteuerung<br />
Grafische Setzlagen-<br />
Programmierung<br />
ISDN-<br />
Modem<br />
ISDN-<br />
Multiplexer
Prozessleitsystem PCS7/WinCC<br />
Client-Server Architektur<br />
PC-Standardbetriebssystem Windows NT<br />
• Multitasking-Funktion • Verwalten mehrerer Fenster<br />
• Client-Server Architektur • Verschieben der Fenster <strong>und</strong> Verändern der Größe<br />
• Vielfältige Betriebssystemfunktionen • Menüs <strong>und</strong> Mausbedienung<br />
(Virenscanner, Festplattentest, Druckertreiber) • Einbinden von grafischen Objekten<br />
Prozessvisualisierungssystem PCS7/WinCC<br />
Mehrplatzsystem<br />
Wartenferne Anlagenbedienung per ISDN oder Ethernet<br />
Online Sprachumschaltung<br />
Komfortable Bildprojektierung (Einbinden von Grafiken, Nutzung von Bibliotheken,...)<br />
Standardschnittstellen (z.B. OLE, OPC, ODBC, offene API-Programmierschnittstelle,<br />
Anbindung an die Betriebsleitebene)<br />
Bedienerführung <strong>und</strong> Bildhierarchie<br />
Multi-Screen-Technologie (eine Maus / Tastatur für mehrere Monitore)<br />
Benutzerberechtigung<br />
• Jede Bedienung mit individueller Berechtigung versehbar<br />
• Benutzerspezifischer Bildaufruf <strong>und</strong> Bildzusammenstellung<br />
• Benutzerberechtigung über Chipkarte<br />
Meldesystem<br />
• Das Meldesystem erfasst Störzustände <strong>und</strong> Betriebszustände<br />
• Jede Meldung wird aus frei definierbaren Meldungsblöcken zusammengestellt (Nr., Datum, Uhrzeit,<br />
Ereignis, Dauer,...)<br />
• Die Ausgabe der Meldungen erfolgt in definierten Meldefenstern (Meldezeile in jedem Bild,<br />
Meldeübersichtsbilder)<br />
• Die Meldezustände kommt-geht-quittiert werden farbig unterschiedlich dargestellt<br />
• Jeder Meldung kann ein Hinweistext zugeordnet werden<br />
• Beim Auftreten einer Meldung kann über Funktionstasten in ein zugeordnetes Prozessbild<br />
gewechselt werden (Loop in Alarm)<br />
• Meldeausdruck kontinuierlich oder als Sammelprotokoll möglich<br />
• Tele-Alarm<br />
• Eingabeprotokollierung der Prozessbedienungen<br />
Archivierung<br />
• Prozessdaten- <strong>und</strong> Anwenderarchive<br />
• Zyklische, zyklisch-selektive <strong>und</strong> azyklische Archivierung<br />
• Konfigurierbare Datenablage<br />
• Kurven- <strong>und</strong> Tabellendarstellung<br />
• Zusammenstellen von beliebigen Prozessdatenarchiven<br />
• Import/Export von Anwenderarchiven über csv-Format (Excel)<br />
Videoeinblendung<br />
Lebenszeichenüberwachung<br />
Uhrzeitsynchronisation<br />
STEP7-Systemdiagnose über WinCC aufrufbar<br />
Optionspaket<br />
Funkserver (Störmeldung über SMS)<br />
Technologiepaket Tunnelofen<br />
Das Technologiepaket Tunnelofen umfasst die gesamte Bedienung, Steuerung <strong>und</strong> Regelung<br />
des Tunnelofens <strong>und</strong> des Durchlauftrockners, einschließlich der Protokollierung <strong>und</strong> Archivierung<br />
von Prozessdaten.<br />
Ofeneinschubsteuerung<br />
• Überwachung des Schubvorganges mit Kontrolle der Wagenbereitstellung <strong>und</strong> des<br />
Wagentransportes, Schubvorsignal<br />
• Automatische Schubzeitverlängerung (wahlweise)<br />
• Automatische Schubzeitermittlung bei vorgegebener Wagenanzahl oder Tonnage<br />
• Schubzeitvorschlag, ermittelt aus vorhandenem Wagenbestand <strong>und</strong> vorgegebenem<br />
Datum <strong>und</strong> Uhrzeit<br />
• Automatische Anzeige der Restlaufzeit bis zum nächsten Schub im Bildanwahlbereich<br />
(analog <strong>und</strong> digital)<br />
Aufheizzone<br />
• Lufteindüsungssteuerung: Zeit- <strong>und</strong> Temperatursteuerung (wahlweise)<br />
• Temperaturkurvenführung der Hochgeschwindigkeitsbrenner an der Ofenseite oder in der Decke<br />
• Regelung von Rauchgaszug/Rauchgasmenge zur Energieeinsparung <strong>und</strong> zur Sicherung der Qualität:<br />
Das Rauchgasprogramm besteht aus einer beliebigen Verschaltung von max. 10 Rauchgasreglern,<br />
die über bestimmte Bedingungen (frei konfigurierbar) aktiviert werden.<br />
Der Anwender kann 10 Rauchgasprogramme erstellen.<br />
• Gradientenüberwachung des Temperaturanstieges in der Aufheizzone<br />
Brennzonen<br />
• 1000 Brennkurvenprofile abspeicherbar<br />
• 5 Brennkurven gleichzeitig im Einsatz<br />
• Temperaturgeführte Brennkurven<br />
• Dynamische Brennkurve in Abhängigkeit von der Produktion<br />
• Automatische Aufschaltung der neuen Brennkurve in Abhängigkeit vom Wagenfortschritt (Produkt)<br />
im Ofen<br />
• Automatische Brennkurvenvorgabe in Abhängigkeit von einer Ofenwagenverfolgungsanlage oder<br />
von einer eingegebenen Auftragsliste<br />
• Brennkurvenvorschlag durch ein Produktionsplanungs-/Energiemanagementsystem<br />
(optional falls vorhanden)<br />
• Brennkurvendarstellung<br />
• Leistungsbegrenzung der einzelnen Brennzonen durch Sequenzbetrieb<br />
(stufenlose Impuls-/Pausenmodulation)<br />
• Brennzonenbelastungsangaben in %<br />
• Wagenanzeige im Brennkanal mit diversen Informationen<br />
• Automatische Abschaltung von Brenngruppen bei kürzeren Garbrandzeiten<br />
• Brennkurvenanpassung bei „Schub halt” <strong>und</strong> „Schubzeitänderung”<br />
• Gradientenüberwachung des Feuerbereiches<br />
4 5
Kühlzone<br />
• Schnellkühlungsregelung mit temperaturgeführter Sollwertvorgabe <strong>und</strong> überlagerter<br />
Impulssteuerung (Impuls-/Pausenmodulation)<br />
• temperaturgeführte Regelung der oberen Direktabsaugung<br />
• temperaturgeführte Regelung der unteren Direktabsaugung<br />
• Lufteindüsung: Zeit- <strong>und</strong> Temperatursteuerung (wahlweise)<br />
• Das Zuluftprogramm besteht aus einer beliebigen Verschaltung von max. 10 Zuluftreglern,<br />
die über bestimmte Bedingungen (frei konfigurierbar) aktiviert werden.<br />
Der Anwender kann 10 Zuluftprogramme erstellen.<br />
• Gradientenüberwachung des Temperaturabfalls<br />
Regelung<br />
• Betriebsarten:<br />
-Fahren des Stellgliedes von Hand (Regler ausgeschaltet)<br />
-Halbautomatischer Betrieb: Sollwertvorgabe von Hand (Regler aktiv)<br />
-Automatikprogramm intern: Sollwertvorgabe durch die Ofensteuerung/-regelung<br />
-Automatikprogramm extern: Sollwertvorgabe durch das Produktionsplanungs<strong>und</strong><br />
Energiemanagement-System<br />
• Stellgliedbegrenzung mit Zwangssteuerung<br />
• Regelstreckenoptimierung (nur bei PID-Regler)<br />
• Option Fuzzy-Regler<br />
• Grafische Programmierung von Reglereingängen, -ausgängen <strong>und</strong> -verknüpfungen über CFC<br />
(Continuous Function Chart)<br />
• Separate Eingabe von Obergrenze, Untergrenze sowie positiver <strong>und</strong> negativer Regelabweichung<br />
eines jeden Reglers sowie entsprechende Grenzwertsignalisierung<br />
• Separate Eingabe von Obergrenze <strong>und</strong> Untergrenze für jede Messstelle mit<br />
entsprechender Grenzwertsignalisierung.<br />
Grafische Darstellung der Anlage<br />
• Darstellung des Baukörpers mit allen installierten Prozessaggregaten, Anzeige der Betriebsart<br />
Ein/Aus/Störung durch Farbumschlag.<br />
• Sämtliche Messstellen <strong>und</strong> Regler werden mit Soll-/Istwert bzw. Stellungsanzeige sowie mit<br />
Betriebs- <strong>und</strong> Störmeldung eingeblendet.<br />
Prozess- <strong>und</strong> Anlagenbedienung<br />
Die Anlagenanwahl<br />
erfolgt in der Werksübersicht<br />
über eingeblendete<br />
Hot Keys oder durch<br />
Anstoß eines Buttons in<br />
der „Anlagen-Ebene”.<br />
Der Bediener findet<br />
eine durchgängige<br />
Bedienoberfläche in<br />
allen Anlageneinheiten<br />
vor.<br />
Die Anlagenbilder<br />
sind in drei Bereiche<br />
aufgeteilt.<br />
Im Übersichtsbereich<br />
erfolgt die Bildanwahl<br />
der 4 Hauptmenüs <strong>und</strong><br />
6 Untermenüs sowie<br />
die Ausgabe allgemeiner<br />
Informationen wie<br />
Anlagenbezeichnung,<br />
K<strong>und</strong>e, Datum, Uhrzeit<br />
(Schubzeit).<br />
Über den Benutzerbutton<br />
erfolgt „Log in”<br />
<strong>und</strong> „Log out”.<br />
Wagenverfolgung<br />
Übersichtsbereich<br />
Hot Key-Tasten<br />
Im Arbeitsbereich wird das eigentliche Prozessbild ausgegeben, hier erfolgt die Bedienung <strong>und</strong> Steuerung<br />
der einzelnen Aggregate. Jedes Bild hat eine Überschriftenzeile, in der das Bild beschrieben wird;<br />
zusätzlich sind in dieser Zeile bis zu 6 Bildanwahl-Buttons angeordnet, so dass jedem Untermenü-Bild<br />
6 weitere Bilder zugeordnet werden können.<br />
Am unteren Bildrand ist eine Zeile mit Hot Key-Tasten angeordnet. Über diesen Tastensatz erfolgt der<br />
schnelle Zugriff zu wichtigen Informationen <strong>und</strong> Bedienungen.<br />
6 7<br />
Trockner<br />
Maschinen<br />
Ofen<br />
Arbeitsbereich
Prozessbilder Tunnelofen<br />
Anlagengrafik mit allen installierten Aggregaten, Messstellen <strong>und</strong> Reglern<br />
mit Soll- <strong>und</strong> Istwerten.<br />
Der Ofenstatus<br />
vermittelt dem Anlagenfahrer<br />
eine Schnellübersicht<br />
der wichtigsten<br />
Aggregate. Betriebsart,<br />
Vorbelüftungszeit, Laufanzeigen,<br />
Freigaben<br />
<strong>und</strong> gestörte Anlagenteile<br />
des Ofens werden<br />
örtlich dargestellt.<br />
Brennzonenregler in<br />
digitaler <strong>und</strong> analoger<br />
Darstellung. Eingabe<br />
von Grenzwerten.<br />
Steuerfunktionen<br />
wählbar. Ausgabe von<br />
zusätzlichen Fenstern<br />
wie Reglerparameter,<br />
Statusanzeige, Sollwertkorrektur<br />
<strong>und</strong> Regler-<br />
Optimierung.<br />
Der Tunnelofen-Graph mit der Wagenpositions-Anzeige <strong>und</strong> allen wichtigen Informationen des<br />
markierten Ofenwagens: Position des Ofenwagens, Farbe unterschiedlicher Produkte, Wagen-, Produkt<strong>und</strong><br />
Artikelnummer sowie Kurzbezeichnung, Tonnage usw.<br />
8 9
ISDN/Modem<br />
Global Player<br />
Immer eine gute Anlage<br />
Offene Kommunikation<br />
von der Produktionsstätte<br />
bis ins Büro <strong>und</strong> umgekehrt.<br />
Ethernet - Profibus - ASI<br />
Gr<strong>und</strong>lage sind einheitliche,<br />
standardisierte Projektierungsoberflächen.<br />
10 11
Technologiepaket Kammertrockner<br />
Das Technologiepaket Kammertrockner umfasst die gesamte Bedienung, Steuerung <strong>und</strong> Regelung des<br />
Gesamtsystems <strong>und</strong> jeder einzelnen Kammer, einschließlich der Protokollierung <strong>und</strong> Archivierung von<br />
Prozessdaten.<br />
Funktionen<br />
Trockenkurven<br />
1000 Trocknungsprofile (Programme) sind abspeicherbar.<br />
Die Erstellung der Trockenkurve kann sowohl grafisch als auch in tabellarischer Form erfolgen.<br />
Die Trockenkurven werden in Archiven in der WinCC-Datenbank abgelegt <strong>und</strong> bei Bedarf an die S7<br />
übertragen. Darüber hinaus ist es möglich, die Trockenkurven nach Excel zu exportieren <strong>und</strong> zu<br />
importieren. Die Kühlgrenztemperatur wird aus Temperatur <strong>und</strong> relativer Feuchte berechnet <strong>und</strong><br />
angezeigt. Zusätzlich steht dem Bediener eine Anzeige über den aktuellen Wassergehalt zur Verfügung.<br />
Statusanzeigen<br />
Für jede Kammer können die aktuellen Daten, wie aktuelle Trockenkurve, Trocken- <strong>und</strong> Fertigzeiten,<br />
Start- <strong>und</strong> Stop-Zeitpunkt, aktuelle Ist- <strong>und</strong> Sollwerte <strong>und</strong> Aggregatzustände in einem Bild angezeigt<br />
werden.<br />
Aufschaltungen<br />
Das Ein- <strong>und</strong> Aus-Schalten von Trocknerfunktionen, wie z. B. Zusatzheizung, Laufzeitfaktor <strong>und</strong><br />
Kurvennummer wird mit einer Kalendereintragung realisiert. In diesem Aufschaltkalender ist ein<br />
allgemeingültiger Wochenablauf für jede Funktion abgelegt.<br />
Produktionsanzeige<br />
Im Kammerkalender werden für maximal 40 Kammern für 30 Tage die Produktionsdaten angezeigt.<br />
Kammer Start/Stop<br />
Der Bediener hat die Möglichkeit, für die Programmschritte START, STOP, ENDE, SPRUNG <strong>und</strong><br />
WECHSEL verschiedene Modi anzugeben:<br />
• Programm START<br />
Start manuell<br />
Start nach Programmnummer<br />
Start nach Artikelnummer<br />
Start nach Liste<br />
Start nach Datum/Uhrzeit<br />
Start von extern<br />
Start nach Manager<br />
• Programm ENDE<br />
Ende manuell<br />
Ende nach Grenzwert<br />
Ende automatisch<br />
• Programm SPRUNG<br />
Innerhalb eines Programmes, wenn Bedingung erfüllt ist:<br />
„von Schritt”<br />
„nach Schritt”<br />
12<br />
• Programm WECHSEL<br />
Der Wechsel von einem Trockenprogramm in ein anderes<br />
kann von verschiedenen Kriterien eingeleitet werden:<br />
• schrittabhängig • Produktions- <strong>und</strong> Energiemanager wählen aus<br />
• prozessabhängig vorhandenen Programmen <strong>und</strong> Programmlauf-<br />
• fehlerabhängig (Geberbruch) zeiten ein optimiertes Trockenprogramm<br />
Trendberechnungen des Wasseraustritts<br />
Programmoptimierung innerhalb bestimmter Grenzen<br />
(Programmabbruch, Schrittverlängerung)<br />
Teilweise Ventilatorenabschaltung nach Trocknungsfortschritt<br />
Archivierung der abgelaufenen Trocknungsprogramme<br />
Regelung<br />
• Betriebsarten:<br />
-Fahren des Stellgliedes von Hand (Regler ausgeschaltet)<br />
-Halbautomatischer Betrieb: Sollwertvorgabe von Hand (Regler aktiv)<br />
-Automatikprogramm intern: Sollwertvorgabe durch die Kammertrocknersteuerung/-Regelung.<br />
-Automatikprogramm extern: Sollwertvorgabe durch das Produktionsplanungs<strong>und</strong><br />
Energiemanagementsystem<br />
• Stellgliedbegrenzung mit Zwangssteuerung<br />
• Regelstreckenoptimierung<br />
• Fuzzy-Regler<br />
• Freie Parametrierung der Kammerlogik<br />
• Grafische Programmierung von Reglereingängen, -ausgängen <strong>und</strong> -verknüpfungen über CFC<br />
(Continuous Function Chart)<br />
• Separate Eingabe von Obergrenze, Untergrenze sowie positiver <strong>und</strong> negativer Regelabweichung<br />
eines jeden Reglers sowie entsprechende Grenzwertsignalisierung.<br />
• Separate Eingabe von Obergrenze <strong>und</strong> Untergrenze für jede Messstelle mit entsprechender<br />
Grenzwertsignalisierung.<br />
Grafische Darstellung der Anlage<br />
• Darstellung des Baukörpers mit allen installierten Prozessaggregaten,<br />
Anzeige der Betriebsart Ein/Aus/Störung durch Farbumschlag.<br />
• Sämtliche Messstellen <strong>und</strong> Regler werden mit Soll-/Istwert bzw. Stellungsanzeige sowie<br />
mit Betriebs- <strong>und</strong> Störmeldung eingeblendet.<br />
• Anzeige der aktiven Reglerverknüpfung jeder Kammer (mit den installierten Aggregaten<br />
<strong>und</strong> Messstellen) im Kammerstatus.<br />
13
Prozessbilder Kammertrockner<br />
Im Anlagenbild Kammer-Graph sind alle relevanten Kurven, Stellgrößen bzw. Steuerspuren<br />
selektiv abrufbar.<br />
Die Ausgabe der Kurven kann als Vollgraph- (kompletter Trockenzyklus) oder Teilgraphdarstellung<br />
(ca. 10 St<strong>und</strong>en) gewählt werden. In jedem Fall ist eine Zoomfunktion mit Lasso möglich.<br />
Mit der Linealfunktion werden alle Werte an dieser Position digital ausgegeben.<br />
14<br />
Übersicht der<br />
Trockneranlage.<br />
Soll- <strong>und</strong> Istwerte<br />
sowie Betriebszustände<br />
der einzelnen Aggregate<br />
werden angezeigt.<br />
Produktions- <strong>und</strong> Energieprotokolle<br />
Durch Anklicken eines<br />
gewünschten Produkts<br />
wird ein Fenster mit<br />
den produktionsrelevanten<br />
Daten (werksübergreifend)eingeblendet.<br />
Hierin werden<br />
sowohl die produzierten<br />
Stückzahlen <strong>und</strong><br />
Einheiten (Trocknerwagen,<br />
Ofenwagen <strong>und</strong><br />
Versandpakete) als<br />
auch die jeweiligen<br />
Tonnagen ausgegeben.<br />
Die Statistik des<br />
Trocken- bzw. Gebranntbruchs<br />
erlaubt<br />
Rückschlüsse auf den<br />
Produktionsverlauf<br />
oder etwa die Materialzusammensetzung.<br />
Im Tagesprotokoll<br />
werden alle produktionsbezogenen<br />
Daten<br />
eines ausgewählten<br />
Anlagenteils (Nassseite,<br />
Setzanlage oder Entladung)<br />
dargestellt.<br />
Durch die Auswahl<br />
des Tages <strong>und</strong> der jeweiligen<br />
Schicht wird<br />
ein detaillierter<br />
Überblick über die<br />
gefahrenen Produkte<br />
innerhalb eines Zeitintervalls<br />
ermöglicht.<br />
Die Darstellung ist in drei Blöcke unterteilt:<br />
• produktspezifische Daten (Produkt-, Format- <strong>und</strong> Rezepturnummer,<br />
Produktbezeichnungen <strong>und</strong> Abmessungen)<br />
• produzierte Mengen (Steinanzahl, Trocknerwagen, Tonnagen usw.)<br />
• Produktionszeiten (Laufzeit, Rüstzeit <strong>und</strong> Stillstand)<br />
15
Wagenverfolgung in dreidimensionaler Darstellungsweise<br />
Die Wagenverfolgung visualisiert die gesamte Wagentransportanlage mit Ofen oder Trockner, Be- <strong>und</strong><br />
Entladeanlagen sowie den Fahrbühnen. Die Bewegungen <strong>und</strong> Ereignisse des Produktionsablaufs werden<br />
direkt aus dem Prozess übernommen <strong>und</strong> in der Wagenverfolgung aktuell dargestellt.<br />
Detailierte Informationen zu den jeweiligen Anlagenteilen können auf Wunsch abgerufen werden.<br />
Dazu zählen unter anderem sämtliche Informationen über Ofenwagen <strong>und</strong> Trocknerwagen, Status- <strong>und</strong><br />
Betriebsanzeigen der Bühnen oder Produktnummer <strong>und</strong> Produktbezeichnungen der Beladeanlagen.<br />
Um die Wagendaten wie Wagennummer, Produkt, Kassettentyp (bei Dachziegelwerken), Setzzeit oder<br />
Typ der geladenen Ware (nass, trocken, gebrannt) eines bestimmten Wagens zur Anzeige zu bringen,<br />
wird mit Hilfe eines Cursors ein Wagen selektiert, <strong>und</strong> die gewünschten Informationen stehen zur Verfügung.<br />
Zur optischen Unterscheidung werden verschiedene Produkte auf den Wagen durch unterschiedliche<br />
Farben dargestellt. Dies gestattet eine schnelle Erfassung der produzierten Ware.<br />
Störungen der Transportanlage werden angezeigt <strong>und</strong> protokolliert.<br />
16<br />
Die Steuerung koordiniert <strong>und</strong> steuert die Bewegungsabläufe des Wagentransports durch die Fahrbühnen.<br />
Dadurch wird eine kontinuierliche Beschickung des Ofens, des Trockners <strong>und</strong> der Entladeanlagen sowie<br />
eine produktgerechte Entsorgung von Ofen <strong>und</strong> Trockner sowie der Beladeanlagen erreicht.<br />
Dies geschieht mittels einer Vollautomatik, die individuell den Anforderungen des Produktionsablaufes<br />
angepasst ist <strong>und</strong> in der Regel ohne Eingriff durch das Personal die Steuerung der Fahrbühnen übernimmt.<br />
Dabei wird der Ofen je nach Anforderung kontinuierlich mit dem vorhandenen Produkt gefüllt<br />
oder über ein frei wählbares Mischungsverhältnis mit Ware beschickt. Die Beladeanlagen werden entsorgt<br />
<strong>und</strong> die dort gesetzten Wagen produktrein in die vorhandenen Speichergleise verfahren.<br />
Entladeanlagen werden mit Material beschickt, das frei durch den Maschinenfahrer vorgewählt werden<br />
kann.<br />
Zusätzlich verfügt die Steuerung über eine so genannte Listenvorgabe, wodurch die Möglichkeit gegeben<br />
ist, manuell in den Steuerungsablauf einzugreifen.<br />
Außerdem kann mit Hilfe des Wegeplans jedem Wagen separat ein Fahrziel (Route) vorgegeben werden.<br />
Dies ist z.B. sinnvoll, um einen defekten Wagen zur Reparaturgrube zu fahren.<br />
In der Vollautomatik ist ergänzend noch ein Notprogramm implementiert, das eine Unterbrechung des<br />
Produktionsablaufs, z.B. durch einen Ofenstillstand, verhindert. Es tritt jedoch nur in Aktion, wenn<br />
weder Vollautomatik oder Listenvorgabe noch Wegeplan Informationen zur Aufrechterhaltung des<br />
Wagentransports zur Verfügung stellen.<br />
17
Vereinfachte Roboterbedienung mit neuartigem Interface<br />
„Eigentlich will ich nur Ziegel machen!“<br />
Diesem frustrierten Ziegler <strong>und</strong> seinen Kollegen,<br />
die sich vom bisher üblichen Programmiervorgang<br />
überfordert fühlen, kann jetzt geholfen werden.<br />
Grafische Setzlagenprogrammierung<br />
Mit diesem Programm auf dem Betriebssystem<br />
Windows NT lassen sich komplexe Setzschemas auf<br />
einfache Weise erzeugen. Dabei wird jede einzelne<br />
Lage des Pakets oder Ofenwagenbesatzes konstruiert.<br />
Die verschiedenen Lagen sind beliebig kombinierbar.<br />
Jeder Stein einer Lage kann dabei auf der Palette<br />
oder dem Ofenwagen platziert <strong>und</strong> positioniert<br />
werden.<br />
Die Setzschemas mit allen Positionen<br />
(X-, Y-, Z- Koordinaten) für die einzelnen<br />
Packstücke werden in Files gespeichert.<br />
Roboteransteuerung<br />
18<br />
Roboter-Server<br />
Die vom grafischen Setzschema-Editor erzeugten Positionsdaten jedes Steins werden<br />
um weitere Informationen ergänzt. So entsteht eine Liste, die vom Roboter satzweise<br />
abzuarbeiten ist. Ferner können bei Formatumstellung formatspezifische Daten (Steinmaße,<br />
Geschwindigkeiten, usw.) abgerufen werden, die auf der Datenbank MS-Access hinterlegt<br />
sind. Die Daten (Positionen <strong>und</strong> Zusatzinformation) für den aktuellen Stein werden auf<br />
Anforderung an den Roboter übertragen.<br />
Industrial Ethernet<br />
TCP/IP<br />
Die für jeden Stein eines Setzschemas benötigten Positionsangaben werden zusammen mit weiteren<br />
Daten, wie Anfahrrichtung <strong>und</strong> Orientierung in einer Liste gespeichert. Jede Zeile kann um eine 16-Bit<br />
Matrix für binäre Ansteuerungen ergänzt werden.<br />
Alle Informationen eines Verfahrsatzes werden zum Roboter übertragen <strong>und</strong> von diesem abgearbeitet.<br />
Bei Formatumstellung<br />
muss dem Roboter<br />
vorgegeben werden,<br />
welches Setzschema<br />
erzeugt, bzw. entladen<br />
werden muss.<br />
Eine Statusinformation<br />
zeigt an, welcher<br />
Schritt gerade<br />
abgearbeitet wird.<br />
Der Bediener kann<br />
diesen Schritt innerhalb<br />
der vom Setzschema<br />
vorgegebenen<br />
Grenzen verändern.<br />
19
Immer eine gute Anlage<br />
<strong>Hans</strong> <strong>Lingl</strong> <strong>Anlagenbau</strong> <strong>und</strong> <strong>Verfahrenstechnik</strong><br />
GmbH & Co. KG<br />
A.-Berblinger-Straße 6 · D-89231 Neu-Ulm<br />
Postfach 1629 · D-89206 Neu-Ulm<br />
Telefon +49 (0)731 9751-0 · Telefax -210<br />
http://www.lingl.com · e-mail: lingl@lingl.com 09.00

