

Kapitel 6 Werkzeuge für stationäre Oberfräsen profiliert (4,04 MB)
Kapitel 6 Werkzeuge für stationäre Oberfräsen profiliert (4,04 MB)
Kapitel 6 Werkzeuge für stationäre Oberfräsen profiliert (4,04 MB)

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
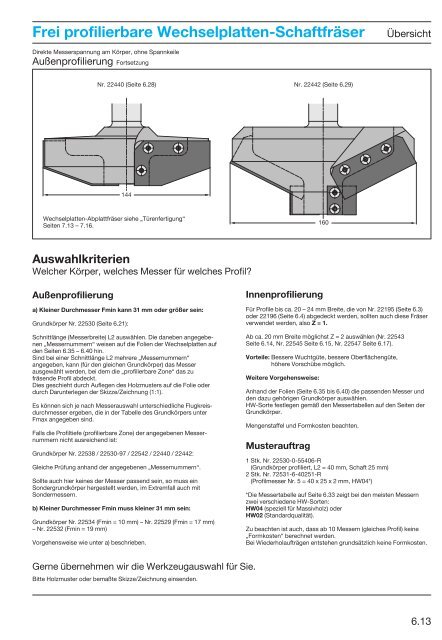
Frei profilierbare Wechselplatten-Schaftfräser Übersicht<br />
Direkte Messerspannung am Körper, ohne Spannkeile<br />
Außenprofilierung Fortsetzung<br />
Nr. 22440 (Seite 6.28) Nr. 22442 (Seite 6.29)<br />
144<br />
Wechselplatten-Abplattfräser siehe „Türenfertigung“<br />
Seiten 7.13 – 7.16.<br />
Auswahlkriterien<br />
Welcher Körper, welches Messer <strong>für</strong> welches Profil?<br />
Außenprofilierung<br />
a) Kleiner Durchmesser Fmin kann 31 mm oder größer sein:<br />
Grundkörper Nr. 22530 (Seite 6.21):<br />
Schnittlänge (Messerbreite) L2 auswählen. Die daneben angegebenen<br />
„Messernummern“ weisen auf die Folien der Wechselplatten auf<br />
den Seiten 6.35 – 6.40 hin.<br />
Sind bei einer Schnittlänge L2 mehrere „Messernummern“<br />
angegeben, kann (<strong>für</strong> den gleichen Grundkörper) das Messer<br />
ausgewählt werden, bei dem die „profilierbare Zone“ das zu<br />
fräsende Profil abdeckt.<br />
Dies geschieht durch Auflegen des Holzmusters auf die Folie oder<br />
durch Darunterlegen der Skizze/Zeichnung (1:1).<br />
Es können sich je nach Messerauswahl unterschiedliche Flugkreisdurchmesser<br />
ergeben, die in der Tabelle des Grundkörpers unter<br />
Fmax angegeben sind.<br />
Falls die Profiltiefe (profilierbare Zone) der angegebenen Messernummern<br />
nicht ausreichend ist:<br />
Grundkörper Nr. 22538 / 22530-97 / 22542 / 22440 / 22442:<br />
Gleiche Prüfung anhand der angegebenen „Messernummern“.<br />
Sollte auch hier keines der Messer passend sein, so muss ein<br />
Sondergrundkörper hergestellt werden, im Extremfall auch mit<br />
Sondermessern.<br />
b) Kleiner Durchmesser Fmin muss kleiner 31 mm sein:<br />
Grundkörper Nr. 22534 (Fmin = 10 mm) – Nr. 22529 (Fmin = 17 mm)<br />
– Nr. 22532 (Fmin = 19 mm)<br />
Vorgehensweise wie unter a) beschrieben.<br />
Gerne übernehmen wir die Werkzeugauswahl <strong>für</strong> Sie.<br />
Bitte Holzmuster oder bemaßte Skizze/Zeichnung einsenden.<br />
Innenprofilierung<br />
160<br />
Für Profile bis ca. 20 – 24 mm Breite, die von Nr. 22195 (Seite 6.3)<br />
oder 22196 (Seite 6.4) abgedeckt werden, sollten auch diese Fräser<br />
verwendet werden, also Z = 1.<br />
Ab ca. 20 mm Breite möglichst Z = 2 auswählen (Nr. 22543<br />
Seite 6.14, Nr. 22545 Seite 6.15, Nr. 22547 Seite 6.17).<br />
Vorteile: Bessere Wuchtgüte, bessere Oberflächengüte,<br />
höhere Vorschübe möglich.<br />
Weitere Vorgehensweise:<br />
Anhand der Folien (Seite 6.35 bis 6.40) die passenden Messer und<br />
den dazu gehörigen Grundkörper auswählen.<br />
HW-Sorte festlegen gemäß den Messertabellen auf den Seiten der<br />
Grundkörper.<br />
Mengenstaffel und Formkosten beachten.<br />
Musterauftrag<br />
1 Stk. Nr. 22530-0-55406-R<br />
(Grundkörper <strong>profiliert</strong>, L2 = 40 mm, Schaft 25 mm)<br />
2 Stk. Nr. 72531-6-40251-R<br />
(Profilmesser Nr. 5 = 40 x 25 x 2 mm, HW<strong>04</strong>*)<br />
*Die Messertabelle auf Seite 6.33 zeigt bei den meisten Messern<br />
zwei verschiedene HW-Sorten:<br />
HW<strong>04</strong> (speziell <strong>für</strong> Massivholz) oder<br />
HW02 (Standardqualität).<br />
Zu beachten ist auch, dass ab 10 Messern (gleiches Profil) keine<br />
„Formkosten“ berechnet werden.<br />
Bei Wiederholaufträgen entstehen grundsätzlich keine Formkosten.<br />
6.13
