

f - Unimeter.net
f - Unimeter.net
f - Unimeter.net

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
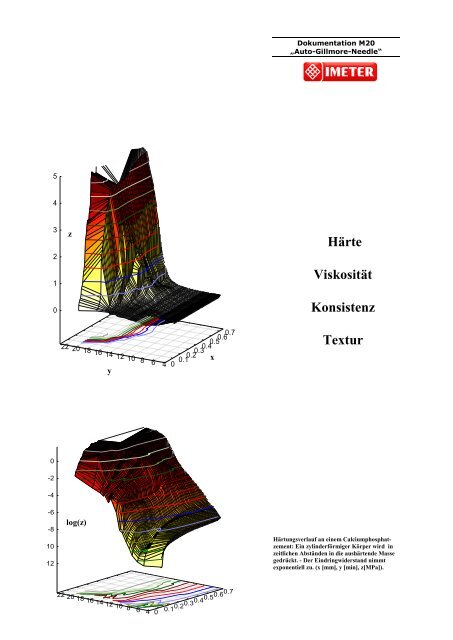
Dokumentation M20<br />
„Auto-Gillmore-Needle“<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
z<br />
Härte<br />
Viskosität<br />
Konsistenz<br />
22<br />
20<br />
18<br />
16<br />
14<br />
y<br />
12<br />
10<br />
8<br />
6<br />
4<br />
x<br />
0 0.10.20.30.40.50.60.7<br />
Textur<br />
0 1 2 3 4 5<br />
0<br />
-2<br />
-4<br />
-6<br />
-8<br />
-10<br />
-12<br />
log(z)<br />
Härtungsverlauf an einem Calciumphosphatzement:<br />
Ein zylinderförmiger Körper wird in<br />
zeitlichen Abständen in die aushärtende Masse<br />
gedrückt. - Der Eindringwiderstand nimmt<br />
exponentiell zu. (x [mm], y [min], z[MPa]).<br />
22 20 18 16 14 12 10<br />
8<br />
6<br />
4<br />
0 0.10.20.30.40.50.60.7
Dokumentation zur Methode Nr. 20<br />
„Auto-Gillmore-Needle―<br />
- Kräfte beim Eindringen zylindrischer Körper -<br />
©2004, 20012 IMETER / MSB Breitwieser MessSysteme<br />
Morellstr.4, 86159 Augsburg<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 2 -
Die IMETER-Methode Nr.20 ermöglicht<br />
die automatisierte Messung der Härte,<br />
hoher Viskositäten und taktiler<br />
Eigenschaften. Sie eig<strong>net</strong> sich insbesondere<br />
für die Messung zeitlicher Veränderungen<br />
(Aushärtung), thermischer Einflüsse sowie<br />
für statistisch gesicherte Härte- und<br />
Konsistenzbestimmungen.<br />
Messaufbau für IMETER-Methode N°20 - mit<br />
temperierter Probenvorlage; unten mit<br />
Messzellenverschluß und Indenterreinigung.<br />
Zur Anbindung an traditionelle Kennzahlen<br />
wurde das empirische Verfahren mit dem<br />
Gillmore-Nadelapparat (gemäß ASTM<br />
C 266) zur Prüfung hydraulischer Zemente<br />
weiterentwickelt. Die darin definierten<br />
Kenngrößen IHZ (initial time of setting,<br />
initiale Aushärtezeit) und FHZ (final time<br />
of setting, finale Aushärtezeit) werden in<br />
vergleichbare Zahlenwerte umgewertet;<br />
das Verfahren kann rückgeführt werden<br />
und ist instrumentiert.<br />
Für weitere Anwendungsbereiche bietet die<br />
Methode die rationelle Ermittlung von<br />
Kenngrößen, die zur vergleichenden<br />
Charakterisierung von Konsistenz, Textur,<br />
Härtezuständen und Aushärtevorgängen<br />
wichtig sind, unter anderem die Härte in<br />
normierten Einheiten sowie Viskosität,<br />
Deformationsarbeit und -leistung.<br />
Bedeutend ist, dass die IMETER-Methode<br />
Nr.20 polymorph anwendbar ist - d.h. sie<br />
ermöglicht werkstoffbezogene Zusammenhänge<br />
und Abhängigkeiten durch frei<br />
formulierbare Mess- und Arbeitsabläufe<br />
unter vielfältigen Bedingungen<br />
darzustellen.<br />
Die Handhabung von IMETER ist einfach<br />
und übersichtlich; Prüfergebnisse werden<br />
automatisch in Berichten zusammengefasst;<br />
zu Grunde liegende Daten sind<br />
transparent, Messergebnisse können z.B.<br />
für Screenings einfach verglichen werden.<br />
Messungen bzw. Prüfungen kommen mit<br />
einem sehr geringen Aufwand an Energie<br />
und Probenmaterial aus.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 3 -
Gegenstand dieser Dokumentation folgende Themen:<br />
Wie entstehen Ergebnisse?<br />
Wie bedient man IMETER dazu?<br />
Welche Variationsmöglichkeiten bietet die Methode?<br />
Wie können Messverfahren spezialisiert auf Gegenstände und Zwecke eingestellt werden?<br />
Den inhaltlichen Schwerpunk bildet die Anwendung zur Bestimmung der Aushärtezeit-Kriterien für<br />
Formmassen. Der Aufbau dieser Schrift entspricht der eines Kompendiums zur Information,<br />
Dokumentation, als technische Referenz und insbesondere zur Anleitung. Aufgrund der Neuheit des<br />
technischen Fundaments sind unübliche Querverbindungen und spekulative Teile enthalten, sodass<br />
beim ersten Lesen manche Abschnitte etwas kryptisch erscheinen mögen. Wir bitten um Verzeihung!<br />
In der Abhandlung werden zahlreiche Kombinationsmöglichkeiten für Messabläufe und –Auswertungen<br />
dargestellt, die das System kompliziert erscheinen lässt, wobei die Handhabung in der Realität<br />
einfach und praxisbezogen ist.<br />
Bevor die inhaltliche Beschäftigung mit den Eigenschaften der IMETER-Methode Nr.20 erfolgt, seien<br />
im Folgenden die Besonderheiten kurz zusammengestellt.<br />
Die Vorzüge dieser neu entwickelten Technik beruhen speziell darauf, dass Härte- und<br />
Kosistenzmessungen in eine metrologisch basierte, instrumentierte und skalierbare Messtechnik integriert<br />
sind. Im Vergleich zu traditionellen Verfahren z.B. mit den Gillmore-Needles (ASTM C 266-99)<br />
bietet die IMETER-Methode Nr.20:<br />
<br />
<br />
<br />
<br />
die IHZ und FHZ-Bestimmung (u.a.) in einem einzigen automatischen Messlauf,<br />
die Bestimmung des Viskositätsverlaufs während der Verarbeitungszeit<br />
die automatische Formulierung zugehöriger Zeitgesetze,<br />
und die Bestimmung von Viskositäts-Verdopplungsraten (bzw. Halbwertszeiten).<br />
Zu den Vorteilen ist die Handhabungsfreiheit der Messungen zu rechnen; beispielsweise<br />
Messungen unter speziellen Umgebungsbedingungen, unter Wasser, unter Schutzgas, bei<br />
bestimmten Luftfeuchten und gleichzeitig<br />
Messungen an temperierten Proben.<br />
Weiterhin sind<br />
Messungen von Härte/Viskosität bzw. Konsistenz für Mittelwertsbestimmungen (inkl. statistischer<br />
Auswertung) anwendbar, wobei die<br />
kontinuierliche und einheitliche Mess-skala (z.B. ab der Härte von flüssigem Schaum)<br />
und der Zusammenhang von Härte und Viskosität, Verformungsarbeit und –Leistung vielfältige<br />
Aspekte des Materialverhaltens enthüllt.<br />
Begünstigt wird effektives Arbeiten indem<br />
ablagefertige Prüfberichte mit Diagrammen, Tabellen und Erläuterungen automatisch generiert<br />
werden, dass<br />
Vergleichsfunktionen für Ergebnissen, Datenexportfunktionen einfach verfügbar sind, und die<br />
Organisation und Verwaltung von Daten / Ergebnissen im IMETER-Framework erledigt werden.<br />
Mit objektiven, rückführbaren und transparenten Messverfahren, und der automatisierten Erledigung<br />
der Aufgaben, die Prüfungen begleiten, insbesondere mit der kompletten Dokumentation im Sinne von<br />
GxP, FDA 21 cfr.11 etc., stellt sich die IMETER-Methode Nr.20 als ein multifunktionales, effektives<br />
und kompaktes Werkzeug dar – mit exakteren und erweiterten Ergebnissen.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 4 -
Gegenüber konventionellen Materialprüfmaschinen und Rheometern erlaubt die IMETER-<br />
Methode ein wesentlich breiteres Verfahrensspektrum auf Fragestellungen in Anwendung zu bringen,<br />
unter Anderem:<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
dynamische, halbdynamische und statische Pe<strong>net</strong>rationsmessungen innerhalb eines Ablaufs,<br />
lernfähige Messverfahren, wobei sich Messweisen, Prüfdauern und Gerätereaktionen an den<br />
Probenzustand selbst anpassen,<br />
Unabhängigkeit des Messprinzips von Oberflächenenergien und Be<strong>net</strong>zungseigenschaften,<br />
Messung der ungestörten Probeneigenschaft durch automatische Wechsel der Prüfstellen,<br />
Managementfunktionen zur Komposition der Proben,<br />
freie gestaltbare Benutzerführungen mit Dialogelementen,<br />
zeitlich sehr weit ausdehnbare, hochvariable und komplexe Messabläufe<br />
extreme Freiheitsgrade und dennoch einfachste Bedienung!<br />
Für die Erstellung oder Änderung von Messabläufen sind keinerlei Kenntnisse einer<br />
Programmier- oder Makrosprache erforderlich. Der Austausch von Ergebnissen und<br />
Messverfahren über die Laborgrenzen hinweg ist zeitlich und räumlich erheblich<br />
begünstigt und nicht branchenspezifisch.<br />
Die IMETER-Methode Nr.20 bietet metrologisch abgeleitete Messergebnisse und<br />
Vergleichsmöglichkeiten über mehrere simultan ermittelte Kennzahlen. Insgesamt<br />
ergibt sich ein erheblicher Qualitätsvorteil im Vergleich zur herkömmlichen<br />
Härtemessung, Konsistenz- oder Texturanalyse.<br />
Die IMETER-Methode Nr.20, „Auto-Gillmore-Needle―, ist eine multifunktionale Mess- und Prüftechnik.<br />
Eine besondere Stärke ist die automatische Bestimmung des Aushärteverhaltens von<br />
Bindemitteln, wie z.B. an mineralisch-keramischen Zementwerkstoffen. Dazu ist eine leicht<br />
einzusetzende Möglichkeit zur physikalischen Modellierung intelligenter Messabläufen gegeben.<br />
Ob einfach nur vordefinierte Abläufe angewendet werden oder ob kreativ mit den Möglichkeiten umgegangen<br />
wird, hängt von den zu realisierenden Aufgaben ab. Je höher die Anforderungen, desto mehr<br />
zeigen sich die spezifischen Fähigkeiten des IMETER-Messverfahrens Nr.20 "Auto-Gillmore-<br />
Needle".<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 5 -
Inhalt<br />
1. Grundlagen, Prinzip und Aufbau ................................... 8<br />
1.1. Abgrenzung und Einordnung ............................................................................................................. 11<br />
1.1.1. Prinzipiell ................................................................................................................................................. 11<br />
1.1.2. Abgrenzung zu anderen Härtemessverfahren ........................................................................................... 11<br />
1.1.3. Kompatibilität zum klassischen Gillmore-Needle-Verfahren ................................................................... 13<br />
1.1.4. Andere Geräte zur Härte- / Viskositäts- / Konsistenz- Prüfung ................................................................ 13<br />
1.2. Beeinflussung der Härtemessung ....................................................................................................... 14<br />
1.3. iimeter i Härte (Hi20)............................................................................................................................ 16<br />
1.3.1. Zusammenhang mit IHZ/FHZ (ASTM C 266) ......................................................................................... 17<br />
1.3.2. Prüfung und Einstellung der IHZ/FHZ-Faktoren ...................................................................................... 19<br />
1.4. Viskositätsangaben ............................................................................................................................ 20<br />
1.4.1. Zur Viskosimetrie ..................................................................................................................................... 20<br />
1.4.2. Gesetz von Stokes ..................................................................................................................................... 21<br />
1.4.3. Herleitung der Viskositätsangabe ............................................................................................................. 22<br />
1.4.4. Ermittlung eines Kalibrierfaktors ............................................................................................................. 25<br />
2. Auswertealgorithmen & Darstellung ............................ 27<br />
2.1. Auswertealgorithmen - Grunddaten ................................................................................................... 27<br />
2.2. Härte, IHZ, FHZ ................................................................................................................................ 29<br />
2.3. Kurvensteigung, Geschwindigkeit, Arbeit ......................................................................................... 31<br />
2.4. Präzision und Regression ................................................................................................................... 35<br />
2.5. Konventionen ..................................................................................................................................... 36<br />
2.5.1. Startzeit (Mischungsalter) ......................................................................................................................... 36<br />
2.5.2. Probenzusammensetzung, Komposition ................................................................................................... 37<br />
2.5.3. Luftfeuchtigkeit ........................................................................................................................................ 38<br />
2.5.4. Temperatur ............................................................................................................................................... 39<br />
2.5.5. Mittelwerts- und Viskositätsausgabe ........................................................................................................ 40<br />
2.5.6. Anfangsviskosität und Verarbeitungszeit ................................................................................................. 40<br />
2.5.7. Verdopplungsintervall / Halbwertsintervall .............................................................................................. 41<br />
2.6. Vorgaben zu Auswertung und Berichtsausgabe ................................................................................. 43<br />
2.7. Diagrammdarstellungen ..................................................................................................................... 44<br />
2.7.1. „Temperatur- und Ereignisprofil― ............................................................................................................. 44<br />
2.7.2. „Härte-Zeitverlauf― ................................................................................................................................... 45<br />
2.7.3. „Druckkraft-Eindringtiefe― ....................................................................................................................... 46<br />
2.7.4. „Härte-Eindringtiefe― ............................................................................................................................... 48<br />
2.7.5. „Viskosität―-Zeitverlauf ........................................................................................................................... 49<br />
2.8. Darstellungsoptionen ......................................................................................................................... 51<br />
2.9. Datenexport ........................................................................................................................................ 52<br />
2.10. Änderungen an den Daten .................................................................................................................. 52<br />
3. Messprogramme .............................................................. 54<br />
3.1. Regeln für Hi20 - Messprogramme .................................................................................................... 54<br />
3.2. Entwicklung von Messprogrammen .................................................................................................. 54<br />
3.3. Beispiel eines einfachen Messprogramm ........................................................................................... 55<br />
3.4. Ein komplettes I020 - Messprogramm ............................................................................................... 57<br />
3.5. Anpassung, Maßschneiderung (#CaP-BioZemente) .......................................................................... 67<br />
3.5.1. Geometrieanpassung ................................................................................................................................. 67<br />
3.5.2. Weiterbeförderung / Drehung der Probenvorlage ..................................................................................... 67<br />
3.5.3. Prüfung der Nadel ..................................................................................................................................... 68<br />
3.5.4. Ermittlung der Oberflächenlage ................................................................................................................ 68<br />
3.5.5. Pausenzeiten, um IHZ/FHZ kumulierte Messpunkte ................................................................................ 69<br />
3.5.6. Messmodi-Messkurven ............................................................................................................................. 69<br />
3.5.7. Abbruchbedingungen, Zielwerte prüfen ................................................................................................... 70<br />
3.5.8. (Un)bekanntes Aushärteverhalten prüfen ................................................................................................. 70<br />
3.5.9. Routinearbeiten ......................................................................................................................................... 71<br />
3.5.10. Messkörperverwechslungen ausschließen ................................................................................................ 71<br />
3.5.11. Klimatisierte Messumstände ..................................................................................................................... 71<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 6 -
3.5.12. Unterwasserhärtung, Sedimenthärte ........................................................................................................ 71<br />
3.6. Funktionen zur kyber<strong>net</strong>ischen Steuerung ......................................................................................... 72<br />
3.7. Grundhilfe bei der Programmanpassungen ........................................................................................ 76<br />
4. Ausführen von Messungen / Prüfungen ....................... 77<br />
4.1. Die Zehn Punkte, Kurzfassung .......................................................................................................... 77<br />
4.2. Experten- Funktionen ......................................................................................................................... 80<br />
4.2.1. Optionen während laufender Messprogramme ......................................................................................... 80<br />
4.2.2. Menüprogramme ...................................................................................................................................... 81<br />
4.2.3. Veränderungen am laufenden Messprogramm ......................................................................................... 81<br />
4.2.4. Lange Unterbrechung („Weitermessen am nächsten Tag―) ...................................................................... 82<br />
4.3. Nach der Messung .............................................................................................................................. 83<br />
5. Ein automatischer Prüfbericht ...................................... 84<br />
6. IHZ/FHZ – Konventionen für die Biozementprüfungen<br />
91<br />
6.1. Normierung ........................................................................................................................................ 91<br />
6.2. „Messunsicherheiten―, Praktische Prüfungen .................................................................................... 92<br />
7. Sonderverfahren, Zusätze, Tests ................................... 93<br />
7.1. Viskositätsangabe .............................................................................................................................. 93<br />
7.1.1. Das Messprogramm zur Verifikation der „Viskositätsangabe― ................................................................ 95<br />
7.1.2. Viskosimetrie, Strömungsmechanik ......................................................................................................... 97<br />
7.1.3. Allgemeines zur Interpretation der Viskositätsangabe .............................................................................. 99<br />
7.2. „Thermomechanische― Fragestellungen .......................................................................................... 100<br />
7.3. spezielle Messdatenauswertung ....................................................................................................... 101<br />
7.4. Konsistenzvergleiche ....................................................................................................................... 103<br />
7.5. Bestimmung der Elastizitäts- und Trägheitskorrektur ...................................................................... 104<br />
7.6. Zubehör, Weiterentwicklung, Anregungen ...................................................................................... 104<br />
8. Wichtige Handhabungshinweise ................................. 105<br />
9. Zusammenfassung ......................................................... 107<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 7 -
1. Grundlagen, Prinzip und Aufbau<br />
Eine allgemeine Definition der Härte lautet:<br />
- „Härte ist der Widerstand, den ein Körper dem Eindringen eines anderen entgegensetzt“ 1 -<br />
Bei der IMETER-Methode Nr.20 wird ein gerader zylinderförmiger Eindringkörper verwendet, der<br />
mit einem Gewicht beschwert ist. Die Probe wird gegen den Zylinderkörper angehoben und dieser<br />
kann in die Probe eindringen. Dabei erfährt die Schwere des auf die Probe wirkenden Gewichts eine<br />
entsprechende Entlastung - eben durch die Härte der Probe.<br />
d<br />
Fig.1<br />
F<br />
Aufbau zur IMETER Methode Nr.20<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
Fig.1: Ausführung / Skizze<br />
Der Stempel besteht aus einem<br />
Gewichtsstück (5), das über eine<br />
Halterung (3, 4) mit einem Konus<br />
(1) verbunden ist. Die zylinderförmige<br />
Prüfnadel (7) ist in einer<br />
Fixierung (6) im Schwerpunkt des<br />
rotationssymmetrischen Körpers<br />
senkrecht angebracht: Diese<br />
Anordnung wird im Folgenden als<br />
Stempel oder Härtemesskörper<br />
bezeich<strong>net</strong>. Der Stempel ist über den<br />
Zentrierkonus (2) am Lastträger (1)<br />
der Kraftmesseinrichtung (Waage)<br />
frei eingehängt. Auf dem Paralleltisch<br />
(10), der Positioniervorrichtung,<br />
ist die Probenvorlage (9)<br />
auf einer Drehachse (11)<br />
aufgeschraubt. Die Vorlage (8) hat<br />
(z.B.) eine ringförmige Fuge (9),<br />
worin sich die Probe befindet. Mit<br />
der Bewegung des Tischs (10) nach<br />
oben, wird die Nadel in die Probe<br />
gedrückt. Je nach Festigkeit wird der<br />
Stempel dadurch mehr oder weniger<br />
entlastet und über den Lastträger (1)<br />
wird so eine entsprechend<br />
verringerte Gewichtskraft gemessen.<br />
Um den zeitlichen Verlauf der<br />
Aushärtung exakt darstellen zu<br />
können, wird der Drehteller (8, 9)<br />
nach jeder Pe<strong>net</strong>rierung ein Stück<br />
weiter gedreht, um stets aufs Neue<br />
eine unberührte Stelle zu nutzen So<br />
können, je nach Aufgabe, zeitliche<br />
Verläufe bei veränderlichen Proben<br />
oder Härtemittelwerte gewonnen<br />
werden.<br />
Der programmgesteuerte Messablauf beginnt mit der Ermittlung des Niveaus der Oberfläche. Dazu<br />
hebt sich der Tisch in Mikrometerschritten, bis die Berührung der Nadel auf der Probenoberfläche eine<br />
Änderung der Last bewirkt. Diese Kontaktposition, genannt „Nullniveau―, ist die Oberfläche und<br />
Bezugshöhe Null der anschließenden Härtemessung. Die Härtemessung – also das Vorschieben der<br />
Nadel durch die Probenoberfläche – kann dynamisch mit festgelegter Geschwindigkeit und Endtiefe<br />
8<br />
9<br />
11<br />
10<br />
1 Definition nach: Domke, W., Werkstoffkunde und Werkstoffprüfung, 10. Auflage, Cornelsen Verlagsges. Bielefeld (1987),<br />
S.329<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 8 -
im Messprogramm vorgegeben werden. Auch eine halbdynamische Messweise, die mit vorgegebener<br />
Schrittweite und sofortiger oder auch verzögerter Kraftmessung nach jeder Vordringung charakterisiert<br />
ist, kann eingestellt werden. Zudem kann auch eine statische Härtemessung vereinbart sein, die<br />
nach jedem Vordringen das Abklingen der Kraftänderung abwartet, bevor ein Härte-Gleichgewichtswert<br />
gemessen wird. Die Bestimmung des Nullniveaus, die Eindringtiefe und Geschwindigkeit können<br />
z.B. auch in Abhängigkeit von der Kraft vorgegeben werden. Es stehen alle denkbaren<br />
Verfahrensmöglichkeiten zur Verfügung.<br />
Fig.2 Werte: x (0) , z (x) , y (0) , z (y) - „Lage, Zeit & Kraft―<br />
F<br />
t4<br />
t3<br />
Fig.3 Härte ~ Steilheit<br />
t2<br />
t1<br />
s<br />
In Fig.2 ist ein Ausschnitt aus der<br />
Messwerteansicht einer IMETER- Versuchsdokumentation<br />
gezeigt. Dies ist die Rohdatenbasis<br />
für Schlussfolgerungen. Die<br />
Spalten geben von links nach rechts die<br />
Niveaulage der Prüfspitze, den Zeitpunkt des<br />
Erreichens der Position, den Zeitpunkt des<br />
Kraftmesswertes und den Kraftmesswert<br />
selbst wieder. Die Zahlenwerte der Tabelle<br />
zeigen drei verschiedene Arten von Basisdaten<br />
der Härtemessung. Die ersten fünf Zeilen<br />
gehören zu einer dynamischen Messkurve, der<br />
eine statische Messphase angeschlossen ist.<br />
Dabei ist der Abfall der Kraft über die Zeit<br />
gut zu erkennen ist; genauer gesagt das zunehmend<br />
stärker auf die Waage wirkende<br />
Gewicht des Stempels, bedingt durch den<br />
Spannungsabbau im Probenmaterial. Die<br />
unteren sieben Zeilen der Tabelle zeigen eine<br />
halbdynamische Messung mit einem<br />
Vorschub von 56[µm] je Kurvenpunkt.<br />
Fig.3 zeigt ein Kraft-Wegdiagramm mit<br />
vier eingezeich<strong>net</strong>en Messkurven t1 bis t4.<br />
Der Weg (s) bezeich<strong>net</strong> die Entfernung der<br />
Nadelspitze von der Oberfläche (Nullniveau),<br />
zu der die Kraft (F) gemessen wird. Diese<br />
schematische Darstellung von Rohdaten zeigt<br />
von t1 bis t4 steiler verlaufende Kurvenzüge.<br />
Je steiler diese verlaufen, desto größer ist der<br />
Eindringwiderstand.<br />
Durch den Fundamentalansatz, den die<br />
IMETER-Methode Nr.20 verwirklicht, kann<br />
eine Messkurve bzw. eine Schar von<br />
Messkurven sehr unterschiedliche Aussagen<br />
über die Konsistenz eines Materials<br />
ermöglichen.<br />
Variabel sind ist der aussagegehalt<br />
eine generelle Klassifizierung in<br />
Archetypen von Spannungs-Dehnungs-<br />
Diagrammen formen--<br />
Ein Taschenrechner beschwert sich nicht<br />
wenn Äpfel und Birnen addiert werden – das<br />
kann manchmal die<br />
Bei geringen Eindringtiefen in ein eher<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 9 -
festes Material erfährt dieses über die<br />
Zylinderstirnfläche der Nadel einen<br />
dreidimensionalen Belastungszustand: Senkrecht<br />
zur Richtung der Pe<strong>net</strong>ration wird das<br />
Material flächig gedehnt, in Bewegungsrichtung<br />
axial gestaucht. Das Probenmaterial<br />
kann auf eine zunehmende Spannung durch<br />
Fließvorgänge, elastischen Spannungsaufbau<br />
und Einbrüche bzw. Abrisse z.B. einer Oberflächenhaut<br />
und/oder einer tiefer liegenden<br />
Binnenstruktur reagieren. Findet ein Fließen<br />
statt, ergibt sich eine Abflachung des<br />
Kraftverlaufs.<br />
Mechanische Einbrüche und das Überschreiten von Fließgrenzen 2 führen zu einem mehr oder weniger<br />
sprunghaften Abfall der Kraft oder zu einem Verlauf mit abnehmender Kurvensteilheit.<br />
Die IMETER-Software analysiert die Kurvenzüge, berech<strong>net</strong> daraus Kennzahlen und gibt<br />
Charakteristika zu Kurvenformen in Zahlenwerten an. Jeder Kurvenpunkt aus Eindringtiefe, Kraft und<br />
Zeit stellt einen interpretierbaren Zustand dar (Fig.2), der die Eigenschaft der Probe an jeweiliger<br />
Stelle wiedergibt. Die materialbezogene Deutung jenseits der extrahierten Kennwerte wird durch die<br />
Wiederholung der Messung der gleichen oder einer anderen Stelle und im Vergleich unterschiedlicher<br />
Materialien ermöglicht. Denn anders als physikalische Größen, wie Dichte und Oberflächenspannung,<br />
die für reine Stoffe und ideale Lösungen definitiv angegeben werden können, ist die Härte mehr die<br />
Bezeichnung einer Erscheinung als eine physikalisch korrekt gefasste Stoffeigenschaft. Sie kommt<br />
durch Überlagerung plastischer und elastischer Eigenschaften zustande. Härtewerte sind darum in der<br />
Regel Geschwindigkeitsabhängig 3 . Elastische Eigenschaften werden, wie die Rückstellkraft einer<br />
Feder, als statische Zustandsgrößen verstanden, die als Gleichgewichtswerte gemessen werden können<br />
– der Auslenkung einer Feder entspricht eine statische Rückstellkraft gemäß der Federhärte 4 .<br />
Plastisch-viskose Eigenschaften agieren demgegenüber als dynamisch relaxierende Kräfte.<br />
Die Einwirkung einer Druckkraft auf einen Körper führt zur Verkleinerung der Teilchenabstände.<br />
Wenn die Spannung ausreichend groß ist, weichen die Teilchen dem Zwang mobil fließend aus. Aus<br />
der Rheologie 5 haben sich verschieden aufgebaute Feder-Dämpfer-Modelle für die mathematisch<br />
modellierte Beschreibung solchen Verhaltens bewährt, die analog für die Modellbildung zum<br />
Härtephänomen übernommen werden könnten. Eine Auseinandersetzung mit rheologischen<br />
Definitionen und Ansätzen soll in dieser Dokumentation nur dort, wo es unvermeidlich ist, besprochen<br />
werden; denn das Augenmerk der präsentierten Messtechnik liegt auf der Erfassung und nicht auf der<br />
Interpretation. Aufgrund der Neuheit der Methodik werden Unterschiede zu traditionellen Verfahrensweisen<br />
ausführlicher behandelt.<br />
Für die Härte gibt es in der Technik verschiedene Einheiten und Skalen. Insgesamt gilt:<br />
„Die Härtebestimmung ist eines der wichtigsten und am meisten angewendeten Verfahren der<br />
Materialprüfung (…), obwohl eine eindeutige Festlegung des Begriffs Härte immer noch fehlt.“<br />
Und auch<br />
„Eine für alle Fälle gültige Definition der Härte zu geben, wird kaum möglich sein.― 6<br />
2 Fließgrenze: ein Schwellwert mechanischer Spannung, oberhalb dessen ein (verstärktes) Fließen beobachtet werden kann.<br />
Mayonnaise und Glycerin mögen gewissermaßen ähnlich zähflüssig sein – Mayonnaise hat, ersichtlich an ihrer<br />
Modellierbarkeit, eine Fließgrenze, die der Wirkung der Schwerkraft und der Oberflächenspannung trotzt.<br />
3 Ein Mineralglas ist für die Härtemessung viel zu weich, wenn die Pe<strong>net</strong>rationsgeschwindigkeit vielleicht bei 1pm<br />
(Pikometer) pro Jahr liegt. Es ist keine Kraft messbar, weil bei einer Viskosität von etwa 10 20 Pa·s das Glas durch die<br />
Schwerkraft bereits schneller davon fließt. Darum gibt es anstatt der unmessbaren „Wahrheit“ Konventionen und man hat<br />
das Dilemma durch die anthropomorphe Betrachtung – Glas ist hart und zugleich eine Newtonische Flüssigkeit.<br />
4 Mit der Federhärte wird oft das Hooksche Gesetz veranschaulicht; Begriffe wie Normalspannung oder E-Modul<br />
beschreiben den gleichen Sachverhalt: nämlich den der reversiblen Verformung.<br />
5 Rheologie: die Lehre vom Fließen der Stoffe. -- Panta rei, „Alles fließt“ (Heraklit)<br />
6 Handbuch der Experimentalphysik Wien W, Harms F (Hg.), Bd.5, Sachs G (Ed.), Plastische Verformung, Akademische<br />
Verlagsgesellschaft m.b.H. Leipzig (1930), S.328-329.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 10 -
In einer Definition nach A. Martens ist die „Härte der Widerstand, den ein Eindringkörper<br />
überwinden muss, um in einem Stoff einen bestimmten bleibenden Eindruck zu erzeugen oder die<br />
Eindringtiefe, die sich bei einer bestimmten Last auf den Eindringkörper ergibt.―<br />
Womit die Aussage über die Schwierigkeit einer allgemeinen Definition in einem Satz untergebracht<br />
ist, da einerseits, mit „bleibendem Eindruck―, plastische Härteeigenschaften rekurriert wird, während<br />
elastische fehlen; außerdem werden mit „Eindringtiefe bei einer Last―, sowohl deformierende als auch<br />
rückbildende Wirkungen gemeinsam erfasst. Die Aufgabe, mit einer Zahlenangabe mindestens zwei<br />
physikalische Erscheinungen darstellen zu wollen, führt zur Definition der Härte nach IMETER-<br />
Methode Nr.20. Dabei wird die Geschwindigkeit der Eindringung, die eine Differenzierung plastischer<br />
und elastischer Härteanteile ermöglicht, als Attribut einer Messung angeben:<br />
Die auf die Fläche des eindringenden, idealen Zylinderkörpers entsprechend der Eindringtiefe<br />
bezogene Kraft wird als die Härte des Stoffes interpretiert. Härtemesswerte sind uneingeschränkt<br />
vergleichbar, wenn Zylinderfläche, Eindringgeschwindigkeit und -tiefe identisch sind.<br />
(Härte = Eindringwiderstand)<br />
1.1. Abgrenzung und Einordnung<br />
1.1.1. Prinzipiell<br />
Eine Härte-Grenze für das Prinzip der IMETER-Methode Nr.20 existiert aufgrund der neutralen<br />
Formulierung eigentlich nicht. Wenn eine Oberfläche (Phasengrenze) durch Laständerung detektiert<br />
werden kann und ein Vordringen in die Phase mit einer Kraftänderung verbunden ist, dann existiert<br />
eine Härte. Ein wirklich hartes Material ist der Messung zugänglich, solange die Härte der Nadel<br />
größer ist, als die des Prüfmaterials und eine Druckkraft (aus Vorlast und Nadelfläche) aufgebracht<br />
werden kann, die zu einer Verformung des Materials bzw. zu einer Eindringung führt. Wenn die Gewichtskraft<br />
des Stempels durch die Probenhärte kompensiert wird, also die Nadel nicht mehr (weiter)<br />
in die Probe eindringt und der Stempeldruck vollständig abgestützt wird, dann ist die Probe zu hart.<br />
Der prinzipielle Messbereich umspannt den gesamten Begriffsraum. -- „Hart― kann ein weicher<br />
Schaum sein – Weichheit ist auch eine Härte und natürlich landläufig hart genannte Stoffe. Die<br />
praktischen Grenzen des Verfahrens sind durch Wägebereich und Wegauflösung 7 und den praktisch<br />
nicht beliebig zur Atomnadel verkleinerbaren Querschnitt gegeben. Des Weiteren sind natürlich<br />
konkrete Anforderungen und Umstände zu beachten, z.B. die Endlichkeit der Probenoberfläche und<br />
der Schichtdicke.<br />
Eine Härtemessung findet auf einer möglicherweise individuellen Stelle der Probenoberfläche statt<br />
und der Gehalt an allgemeiner Aussagekraft über die Härteeigenschaft ist mit der Individualität dieser<br />
Prüfstelle verbunden. Ein relativ kleiner Nadeldurchmesser im Vergleich zu vorliegenden oder sich<br />
bildenden Strukturen (Kristallite, Korngrenzen, Konglomerate, Agglomerate) führt zu regiospezifisch<br />
streuenden Härtemesswerten, weil an, auf oder zwischen solchen Strukturen verschiedene<br />
Eindringwiderstände vorliegen können. Zusätzlich können die Härtewerte in solchermaßen geord<strong>net</strong>en<br />
Bereichen anisotrop sein, so wie bei einigen Kristallkörpern auch andere Eigenschaften (thermische<br />
Leitfähigkeit, Wärmedehnung, Lichtbrechung, Spaltbarkeit) von der kristallographischen<br />
Raumrichtung abhängig sind 8 .<br />
1.1.2. Abgrenzung zu anderen Härtemessverfahren<br />
7 Der Wägebereich von imeter Typ 4 beträgt 220 Gramm - die Steuer- und Auswertesoftware ist nicht an solche durch die<br />
Peripherie vorgegebenen Arbeitsbereiche gebunden (…).<br />
8 Angaben zu mechanischen Anisotropien, zur Veränderlichkeit mechanischer Eigenschaften von Kristallen und anderen<br />
Festkörpern mit der Temperatur, zusammenfassend, nebst Anderem: Encyclopedia of Physics, Flügge S (Hg.), Vol. VI a/1,<br />
Truesdell C (Ed.), Mechanics of solids I, Springer Verlag, Heidelberg (1974).<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 11 -
Zur Charakterisierung der Stoffwirklichkeit sind mannigfache Härteprüfverfahren und spezielle<br />
Skalen in Verwendung. Gegenstand ist fast ausnahmslos die bzw. eine Oberflächenhärte und man<br />
klassifiziert statische (Brinell, Vickers, Rockwell, Knoop, Berkovich, Eindringhärte, Vicat,<br />
Nadelpe<strong>net</strong>rationszahl, Gillmor Nadel) und dynamische Prüfverfahren (Poldistab, Poldihammer,<br />
Rücksprunghärte [Shore, Skleroskop], bzw. Pendelhammer [Duroskop]); ferner Methoden, die wie die<br />
Ritzhärte (Mohs) und Hobel-, Schleif-, Schneid- und Dehnradhärte als Oberflächenverletzungsverfahren<br />
die nicht in eine systematische Klassifikation der Kategorien passen. Der<br />
intermethodische Zahlenvergleich von Werten der diversen Härteskalen ist in der Regel nicht möglich.<br />
Bei den verschiedenen stärker metrologisch basierten Härteprüfverfahren werden als Indenter<br />
(Eindringkörper) drei- oder vierseitig pyramidale Körper, reguläre oder abgeschnittene Kegel sowie<br />
Kugelkalotten verwendet 9 . Es wird allgemein eine Belastungskraft und Dauer vorgegeben und ein<br />
momentaner Eindringwiderstand wird nach der Belastungsdauer abgelesen bzw. es wird die<br />
zurückbleibende plastische Deformation ausgemessen. Mit der Eindringtiefe steigt das Ausmaß bei der<br />
durch die Prüfung betroffenen Oberfläche an; vor und seitlich des Körpers wirken Druckspannungen.<br />
Bei der Verwendung des zylinderförmigen<br />
Indenters, wie bei IMETER Methode Nr.20, bleibt<br />
die durch die Prüfung betroffene Oberflächenregion<br />
konstant. Die minimale seitliche<br />
Beeinflussung der Probenoberfläche erlaubt vergleichsweise<br />
nahe benachbart liegende Prüfstellen<br />
zu verwenden. Die Skizze (Fig.4) verbildlicht die<br />
unterschiedlichen Verhältnisse. Je nach Eindringtiefe<br />
und Materialgegebenheit (spröde oder zäh)<br />
wirken außer den Druckspannungen vor der<br />
Fig.4 Indenterform und Druckwirkung<br />
Kreisfläche, des eindringenden Zylinders, ggf.<br />
(wölbungsbedingte) Zugspannungen, die zu diskontinuierlichen<br />
Kraftwirkungen führen können.<br />
Auch daher können Kraftwirkungen aus Oberflächenhärte und der Materialtiefe gleichermaßen<br />
auftreten. Gegenüber den genannten Methoden erlaubt die IMETER-Methode Nr.20 bei Bedarf<br />
vertikale Variationen der Härte und Schichtungen darzustellen. Weil die durch den – jeweils<br />
momentanen – Pe<strong>net</strong>rationszustand kompensierte Kraft gemessen wird, wird in einer Messung nicht<br />
nur ein einzelner Härtewert, sondern viele (bzw. ein Härteverlaufswert) erfahren. Den Härtewert nicht<br />
aus der Vermessung einer zurückbleibenden Verformung zu bemessen, sondern unmittelbar als<br />
Eindringwiderstand zu erfassen, bringt den Härtemesswert nach der IMETER-Methode Nr.20 näher<br />
an das phänomenologische Härtebild, das auch die elastischen, sich rückverformenden Härteanteile<br />
einschließt. Während nach herkömmlichen Verfahren für relativ eng gefasste Härtebereiche<br />
gesonderte Eindringkörper, Federvorspannungen bzw. Belastungsverfahren 10 verwendet werden<br />
müssen – ist die Grenzbelastung in die Richtung „weich― bei IMETER (Typ 4) in etwa zwei Millionen<br />
Digits der Kraftmessung aufgeteilt. Zusätzlich wird der Messbereich durch die einstellbare<br />
Geschwindigkeit erweitert, wodurch Unterscheidungen zwischen elastischen und plastisch-viskosen<br />
Härteursachen kenntlich gemacht werden können.<br />
Die IMETER-Methode Nr.20 ist durch die Präzision der Datenbasis und Protokollierung von<br />
Vorgängen und Verfahren bei der Messung eine hochdeterministische Methode. Willkürliche<br />
Einflüsse, wie Ablesefehler und individuelle Werkzeughandhabung im Hinblick auf das Messen<br />
werden durch die Ablaufsteuerung weitgehend eliminiert. Die Methode ist prinzipiell nicht auf<br />
bestimmte Werkstoffklassen oder Härtebereiche beschränkt. In der gebotenen Fassung, d.h. für die<br />
Ausstattung gemäß IMETER 4, ist es zur Zustandsbeschreibung relativ weicher Materialien geeig<strong>net</strong><br />
und erlaubt bei stabilen Proben durch Mehrfachmessung und Mittelwertbildung statistisch gesicherte<br />
9 Methodennamen (Kurzzeichen, Eindringkörperform, Norm): Vickers (HV, Pyramide, DIN 50 133), Brinell (HBW, HBS,<br />
Kugel, DIN EN 10 003), Rockwell (HRA, HRB, HRF, Kegel, DIN EN 10 004), Universalhärte bzw. Maternshärte (HM),<br />
Eindringhärte (HIT, Pyramide, DIN ISO 14577 1 - 3), Shore (Shore A, Shore D, abgeschn. Spitzkegel, DIN 53505),<br />
Kugeldruckhärte (Kugel, DIN 53 456, ISO 2039).<br />
10 Ein wichtiger Unterschied ist, dass bei der imeter-Methode Nr.20 der Weg vorgegeben wird, zu dem eine im momentanen<br />
Zustand im Gleichgewicht befindliche Gegenkraft aus der Probe gemessen wird.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 12 -
Aussagen. Insbesondere ist es dafür ausgelegt, den zeitlichen Härteverlauf an veränderlichen<br />
Materialien darzustellen.<br />
Der mit dieser Dokumentation ausführlich behandelte Fall betrifft die Methodik, das Zubehör<br />
und die Umstände für die Prüfung von Bindemitteln wie hydraulischen Zementen, die bisher nach der<br />
technischen Regel der ASTM C 266 geprüft werden. Aushärtungsprüfungen mit ähnlicher Zielsetzung<br />
sind vor allem die Folgenden 11 :<br />
- Zement, Erstarrungszeiten mit dem Nadelgerät nach Vicat (DIN EN 196 Teil 3):<br />
Nach einem Normmischvorgang wird der Zementleim in eine Form gegossen und glatt gestrichen. In<br />
zeitlichen Abständen wird (auch hier) eine gewichtbeschwerte Nadel auf die Oberfläche aufgesetzt;<br />
der Erstarrungsbeginn ist durch ein Steckenbleiben der Nadel in einer Tiefe von 3-5[mm] über dem<br />
Formboden gekennzeich<strong>net</strong>, und das Erstarrungsende ist erreicht, sobald die Nadel höchstens noch<br />
0.5[mm] tief in die Oberfläche eindringt.<br />
- Baugips, Versteifungsbeginn:<br />
Ein Gipsbrei, der durch Einstreuen von Gipspulver in eine vorgegebene Wassermenge bis zum glatten<br />
Aufsaugen derselben hergestellt wird, wird durch kurzes Umrühren homogenisiert und auf einer<br />
Glasplatte ausgegossen. In Abständen von 1 bis 5 Minuten werden mit einem Messer Schnitte in die<br />
Probe gesetzt. Der Versteifungsbeginn ist die Zeit nach dem Anmischen, nach der die Schnitte nicht<br />
mehr zusammenlaufen.<br />
1.1.3. Kompatibilität zum klassischen Gillmore-Needle-Verfahren<br />
Der Gillmore-Apparat und die in Fig.1 gezeigte Anordnung von Prüflast und Probe sind vergleichbar;<br />
ebenso die Form des Nadel-Indenters.<br />
Die ASTM C266-99 beschreibt das IHZ- und FHZ-Kriterium als die Zeitspanne, nach der die<br />
Prüfbelastung durch die jeweilige Nadel keinen erkennbareren Abdruck mehr hinterlässt. Die<br />
Belastung mit dem Nadelapparat ist statisch, wobei die Belastungsdauer, die einer Ablesung<br />
vorangeht, nicht spezifiziert ist. Die Präzision der Zeitangabe Null – das ist die Start- oder Bezugszeit<br />
des Zements - als auch die Ablesung des jeweiligen Endkriteriums ist unvermeidlich geprägt durch<br />
Erfahrung, Tagesform und Erwartungshaltung des Ausführenden. Damit ist die Vergleichbarkeit der<br />
Resultate, die in verschiedenen Labors oder von verschiedenen Personen ermittelt werden, mit einer<br />
anzunehmenden Messunsicherheit im Bereich einiger Minuten behaftet.<br />
Damit IHZ und FHZ des Gillmore-Apparates nach ASTM C266-99 mit einem einzigen Härtemesskörper<br />
und in einem Messablauf gemessen werden können, muss die durch den Stempel erzeugte<br />
Druckkraft größer als die der FHZ-Nadel sein, sonst könnte die Nadel bei der FHZ-Härte keinen<br />
Eindruck mehr hinterlassen. Die Kompatibilität der entsprechenden IMETER-Härte mit einer<br />
korrespondierend gerech<strong>net</strong>en IHZ/FHZ wird aus einem, über kurze Eindringtiefen, linear<br />
angenommenen Zusammenhang von Druck und Eindringtiefe abgeleitet. Die Berechnung zur<br />
Vergleichbarkeit wird in Kapitel 1.3.1 ab S.17 behandelt.<br />
1.1.4. Andere Geräte zur Härte- / Viskositäts- / Konsistenz- Prüfung<br />
Zahlreiche Apparate wurden entwickelt, um nicht ausschließlich harte Konsistenzeigenschaften in<br />
Zahlen gefasst zu liefern, darunter Geräte wie Viskosimeter, Rheometer, Messextruder, Texturanalyse-,<br />
Schmelzindex- und Schmelzeviskosität-Geräte, Taktilitätstester, Rillbarkeitstester etc. bis hin<br />
zu Universalprüfmaschinen. Diese Apparate sind im Allgemeinen nicht dafür gebaut kontinuierliche,<br />
für Mittelwertsbildungen oder Verlaufsinformationen geeig<strong>net</strong>e Messwerte zu liefern. Es ist ja ein sehr<br />
grundlegendes Problem, dass die Probe durch den mechanischen Messvorgang in der Regel verändert<br />
11 Die klassische Literatur hierzu zeigt, dass binnen der vergangenen hundert Jahre es zu keiner eigentlichen<br />
Weiterentwicklung der Prüftechnik kam. „Deutsche Portland-Cement- und Beton-Industrie auf der Düsseldorfer Ausstellung<br />
1902“, Verein deutscher Portland-Cement-Fabrikanten (Hg.), A. Scherl GmbH (Berlin). – Katalog/Festschrift mit<br />
detaillierten technischen Beschreibungen auch zur Prüftechnik.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 13 -
wird und daher nur einmal im Naturzustand verwendbar ist. Die durch die Messung selbst bedingte<br />
Hysterese im Probenmaterial ist fundamental problematisch. Eine andere Probe zur wiederholten<br />
Messung - ist eine andere (individuelle) Probe. So sind Ergebnisstreuungen im Bereich von 10% bei<br />
mechanischen Messungen, wie Zugversuchen, nicht allzu selten anzutreffen. Die verschiedenen<br />
Messprinzipien der Prüfverfahren selbst, sind bisweilen nicht so ganz universell: Die bekannten<br />
rheologischen Messverfahren bzw. Viskosimeter, die eine Wandreibung zwischen Probe und<br />
Drehmomentsensor bzw. Kugeloberfläche oder Kapillarrohr benötigen oder Differenzdrücke in<br />
Strömungen auswerten, sind auf Substanzen geringerer Oberflächenenergie beschränkt, so dass die<br />
meisten anorganischen Stoffe, mineralische und keramische Massen (Zemente und Geopolymere)<br />
nicht wirklich gemessen werden können 12 . Zudem sind die Geräte für die Messung sehr hoher<br />
Probenzähigkeit nicht ausgelegt. Bei Stoffen, die Nebenevalenz<strong>net</strong>zwerke bilden (Gelatine, Pektin),<br />
trocknen (Klebstoffe), einfrieren oder chemisch ver<strong>net</strong>zen, (Reaktivklebstoffe, Gummi, Duromere,<br />
Zemente) ist es wahrscheinlich, dass permanentes oder zyklisch wiederholtes Messen desselben<br />
Probenteils zur Zerstörung gebildeter Strukturen führt, die Bildung behindert, ggf. Orientierungserscheinungen<br />
bewirkt und durch Sekundärwirkungen der dissipierten mechanischen Energie<br />
(Wärme-) Störungen verursacht, wodurch derartige Messungen kaum das anwendungsnahe Verhalten<br />
der Materialien widerspiegeln können. Verfahren die komplexe Zustände der Probenmaterialien<br />
verursachen, z.B. wenn das Messverfahren selbst eine Hystereseerscheinung erzeugt und diese<br />
wiederum misst sind aus diesem Grund weniger gut für die Kommunikation über Stoffeigenschaften<br />
geeig<strong>net</strong>. Dennoch: Zahlenwerte, auch wenn sie unklar zustande kommen, doch immer ähnlich<br />
auftreten und evtl. mit Phantasieeinheiten versehen sind, können einfacher ausgetauscht werden, als<br />
grafische dargebotene Ergebnisse in Form von (Roh-)Datendiagrammen.<br />
Im Unterschied zu klassischen Geräten ist IMETER ein Software-Framework (das sich einer<br />
Hardware bedient) und mit der Idee von einem Messverfahren arbeitet, nicht also mit absolut<br />
vorgegebenen Abläufen und Zubehören. Von daher stehen vielfältige, methodengemäße Variationsmöglichkeiten<br />
bei Verfahren und Messkörpern zur Verfügung. Ein stoffgerechtes Messen wird<br />
dadurch in weiten Grenzen ermöglicht. Die freie Gestaltbarkeit der Methode birgt die Notwendigkeit<br />
zur lückenlosen Dokumentation der Messungen – was automatisch übernommen wird. Die konkret<br />
festgelegten Messverfahren, die regelbasierte Auswertung und Ableitung der Ergebnisse aus<br />
metrologischen Einheiten zu physikalischen Basisgrößen, verhindern, dass in Willkürlichkeiten<br />
abgedriftet wird und Ergebnisse lediglich temporär-lokale Gültigkeit beanspruchen dürfen.<br />
1.2. Beeinflussung der Härtemessung<br />
Das Ergebnis und die Aussage der Eigenschaftsbemessungen sind Folgen der Umstände von Probe,<br />
Zubereitung, Umgebungsbedingungen und den Eigenschaften der Messmittel. An dieser Stelle sollen<br />
die wesentlichen Faktoren der IMETER-Methode Nr.20 zusammengefasst werden, die in<br />
verschiedenen Abschnitten dieser Dokumentation genauer beleuchtet werden:<br />
Bei gleichbleibend gesetzten Materialeigenschaften, ideal ebenen, breiten Probenoberflächen und<br />
homogener Struktur sind die Verlaufsformen der Pe<strong>net</strong>rationskurven von den folgenden Parametern<br />
abhängig:<br />
- der Fläche der Nadel (Je kleiner die Indenter-Fläche desto größer ist der mögliche<br />
Maximaldruck),<br />
- dem Stempelgewicht (Diese Vorlast limitiert mit der Nadelfläche die Druckobergrenze),<br />
- der Eindringgeschwindigkeit (Die Bildung des Härtephänomens als Überlagerung von<br />
elastischen und plastischen [viskoelastischen] Eigenschaften ist geschwindigkeitsabhängig;<br />
12<br />
Ohne Wandbe<strong>net</strong>zung kommt es zu keiner Haftung der Probe und somit zu keiner Schichtenströmung, allenfalls<br />
erhältliche Messergebnisse zeigen dann teilweise Gleit- oder Reibungseffekte mit der Messvorrichtung an, nicht etwa<br />
Konsistenz-Eigenschaften der Probe. Die betrifft viele Arten von Rotations- Rheometer oder –Viskosimeter (Bauarten:<br />
Zylinder, Kegel-Platte, Platte-Platte, Couhette oder Searl-Typ, gleich ob mit kontrollierter Drehgeschwindigkeit [CR] oder<br />
Drehmoment [CS]).<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 14 -
eine höhere Verformungsleistung<br />
Verhältnisse zusätzlich),<br />
verändert ggf. durch Temperaturerhöhung die<br />
- der Eindringtiefe (Je tiefer desto mehr treten Staudruck und/bzw. Transporteffekte in den<br />
Vordergrund; zudem kann eine Probe in tieferen Schichten durch ihren eigenen<br />
Schweredruck stärker verdichtet sein, als nahe der Oberfläche; die seitliche Reibung des<br />
Nadelkörpers ist für die Härtemessung – bei geringer Eindringtiefe – vernachlässigbar),<br />
- die Tiefe der Prüfschicht (Je geringer die Schichthöhe umso mehr kann eine Stützwirkung am<br />
Boden der Probenvorlage die Vordringkraft [Quetschströmung bzw. Bodeneffekt] 13<br />
vergrößern; doch mit der Mächtigkeit der Schichttiefe kann auch deren elastische Stauchung<br />
auf die Messung einwirken).<br />
Unter den physikalischen Eigenschaften der Probensubstanz wirken beim Messen der Eindringkraft<br />
einander überlagernd:<br />
- E-Modul (Normalspannung) mit<br />
- Kompressibilität (Querkontraktion) und<br />
- innere Reibung (Viskosität).<br />
Zusätzlich können - gewollt oder ungewollt - Effekte aus Porosität, Gaseinschlüssen, Hautbildung und<br />
diverse Wirkungen einer innerstofflichen Inhomogenität hinzukommen sowie individuelle<br />
Mechanismen der Bruchmechanik.<br />
Für die Angabe des allenfalls zu ermittelnden zeitlichen Verlaufs bei reaktiven Prüfgemischen sind für<br />
die Messaussage<br />
- Startzeit,<br />
- Probenzusammensetzung,<br />
- Temperatur und<br />
- Atmosphäre/Luftfeuchtigkeit<br />
von Bedeutung.<br />
Zu den Faktoren, deren Einfluss teilweise umstritten, jedoch kaum quantifizierbar sind, gehören:<br />
Wärmehaushalt, Luft-/Gaseinflüsse, Ansatzgröße, das Mischverfahren, die Technik zum Befüllen der<br />
Probenvorlage, ggf. der Anpressdruck beim Glätten der Oberfläche bzw. die Art des Einrüttelns.<br />
Seitens des Messgeräts haben folgende Eigenschaften in Betracht zu ziehende Auswirkungen auf die<br />
Wiedergabe der Stoffwirklichkeit:<br />
- die Korrektheit der Wegmessung bzw. – Angabe,<br />
- elastische Wirkungen von Maschinenteilen (Wägesystem, Stempel, Paralleltisch und<br />
Probenvorlage),<br />
- die Trägheit des Wägesystems und<br />
- ggf. der Ort der Temperaturmessung (Messung der Proben- oder Messraumtemperatur).<br />
13<br />
Der strömungsmechanisch korrekte Begriff für den Idealfall ist die „Anstömung aus dem Unendlichen“.<br />
Phänomenologisch kann ein „Rückstau“ durch eine Kompression vor der Nadel mit entsprechender Verdichtung oder<br />
Kaltverfestigung die Wirklichkeit entstellen – oder diese wunschgemäß zeigen. Ist der Effekt unerwünscht, kann durch eine<br />
tiefere Vorlage, durch Verringerung des Nadeldurchmessers, der Vordringgeschwindigkeit, der Eindringtiefe der Effekt<br />
ausgeblendet werden.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 15 -
1.3. IMETER Härte (Hi20)<br />
Definition der IMETER Härte nach Methode Nr.20 (H i20 ):<br />
H<br />
i20<br />
<br />
d<br />
F<br />
max .<br />
F max<br />
A<br />
N<br />
<br />
mmmm<br />
2<br />
<br />
MPa <br />
mm <br />
<br />
F max. : Maximaler Wert der Kraft bei der Eindringung [N]<br />
r² : A Stirnfläche des Stempels [mm²], r Nadelradius, Ludolph’sche Zahl<br />
d Fmax : Eindringtiefe der Nadelspitze bei Höchstlast [mm]<br />
Gleichung 1<br />
Die „Härte IMETER 20―, H i20 , entspricht dem Verhältnis der größten Kraft (F max. ) zur Stirnfläche der<br />
Zylindernadel (A) und der Eindringtiefe (d Fmax ) in derjenigen Tiefe, bei der mit gegebener<br />
Geschwindigkeit, die größte Kraft gemessen wird. Die Größe hat die Dimension Druckkraft pro Länge<br />
(Eindringtiefe). Die Einheit Megapascal pro Millimeter i [MPa/mm] ist die Einheit der H i20 -<br />
Härteskala 14 .<br />
Den Tiefenbezug bei H i20 in der Einheit mitzugeben ist zweckmäßig, da darin eine ggf. auftretende<br />
Fließgrenze im Material ausgedrückt wird. Für rein elastische Stoffe, ist H i20 unabhängig von der<br />
Eindringtiefe konstant. Bei den klassischen Verfahren wird das Ergebnis der Härteprüfung mit Belastungskraft<br />
und Dauer angegeben. H i20 kommt ebenfalls durch variable Umstände zustande, daher<br />
benötigt der Austausch von Messdaten beigeord<strong>net</strong>e Randbedingungen. Das sind die Nadeldicke (b),<br />
die Eindringgeschwindigkeit (v) und die Eindringtiefe(d): H i20 (b|v|d) = Zahlenwert (ggf. unter Anga-<br />
-be von Temperatur, Luftfeuchte und anderen<br />
Umständen). In H i20 können je nach Vordringgeschwindigkeit<br />
und Belastung entweder<br />
mehr elastische oder mehr plastische Probeneigenschaften<br />
dominieren; die gegenseitige<br />
Überlagerung ist die Regel. (Mehr) fest oder<br />
(mehr) flüssig, elastisch oder plastisch, ist ein<br />
Resultat des aufgewendeten Drucks und der<br />
Deformationsgeschwindigkeit.<br />
Fig. 5<br />
Das Diagramm (Fig. 5) zeigt einen Teil der<br />
Rohdaten einer Messung, wie sie neben der<br />
Tabellendarstellung (Fig.2) für IMETER-<br />
Daten aus der Ergebnisdokumentation<br />
unmittelbar zugänglich sind. Die Graphen zeigen<br />
Daten von sechs, unterschiedlich steilen<br />
Messkurven aus halbstatischen Pe<strong>net</strong>rationen.<br />
Da für jeden Kurvenpunkt Position, Zeit und<br />
Kraft bekannt sind, können aus dem Verlauf<br />
zusätzliche Informationen gewonnen werden<br />
wie z.B. Verformungsarbeit und Leistung.<br />
Die zeitliche Zusammenstellung der Härtewerte<br />
wird im Bericht einer Messung in Diagrammform<br />
ausgegeben. So enthält das Diagramm<br />
in Fig. 6 die Daten der Messkurven<br />
aus Fig. 5 mit einzelnen Härtemesswerten.<br />
14 Die Härte als Kraft pro Fläche, Druck, in MPa anzugeben entspricht z.B. der Angabegröße in verschiedenen Härteskalen,<br />
z.B. der Universalhärte (Martens-Härte);dabei ist in der dort verrech<strong>net</strong>en Eindruckfläche, der verwendeten Pyramide, ein<br />
Tiefenbezug bereits implizit mit der Eindruckfläche mitgegeben. Je tiefer die Pyramide (auch Kegel, Kugel) in eine<br />
Oberfläche gedrückt werden, desto größer ist natürlich auch die Kontaktfläche zwischen Indenter und Probe. Insofern<br />
besteht auch ein Zusammenhang von H i20 zu solchen Härteskalen.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 16 -
1000,0<br />
100,0<br />
10,0<br />
1,0<br />
0,1<br />
1 10 100 1000<br />
Hi20[f(t)] = 1,354E-2· t[min]^(2,07343), r² = 0,973<br />
Zeit / Probenalter [min]<br />
Fig. 6 Biozement, Beobachtung der Aushärtung über 12 Stunden.<br />
In diesem Beispiel wurde das Aushärten eines medizinischen Zements über 12 Stunden hinweg durch zahlreiche<br />
Härteprüfungen verfolgt (H i20 (0.35mm|0.2…1E-3mm/s.|0.7…0.05mm); ID6563) 15 . Die Einzel-Härtewerte sind als graue<br />
Kreismarken eingezeich<strong>net</strong>; die kritischen Härtebereiche der initalen Härtezeit (IHZ) werden in Form eines<br />
grünen Winkels und die der finalen Härtezeit (FHZ) als roter Winkel dargestellt. Die Messwerte sind auf<br />
logarithmierten Skalen angetragen. Die Probe verfestigt sich über die ersten 100 Minuten insgesamt stetig. Der<br />
Bereich zwischen Messbeginn und dem Erreichen der FHZ kann dadurch mit einer (blaue Linie) gut<br />
wiedergegeben werden. Die zugehörige Regressionsgleichung stellt eine kompakte, aussagekräftige Zusammenfassung<br />
für das Stoffverhalten dar.<br />
Die Einheit von H i20 kann als „mN― pro „mm³― (=N/cm³), d.h. als Verformungskraft pro Volumen<br />
gedeutet werden. Sie entspricht damit einer spezifischen Eindringkraft.<br />
1.3.1. Zusammenhang mit IHZ/FHZ (ASTM C 266)<br />
Die amerikanische Norm gibt keine Belastungszeiten an und die Entscheidung über die Sichtbarkeit<br />
eines Abdrucks hängt nicht nur von individueller Beurteilung ab – ob Lupe oder Mikroskop auch noch<br />
herangezogen werden – sondern auch vom Material selbst, das möglicherweise durch den Druck an<br />
der Oberfläche nur etwas geglättet wird und je nach Sorgfalt der zuvor erfolgten Vorlagenbefüllung<br />
und Glättung – den Anschein eines Abdrucks wiedergibt. Die Umwertung von initialer und finaler<br />
Härtezeit aus dem empirischen Zusammenhang des Gutdünkens in eine instrumentierte, metrologisch<br />
basierte Messtechnik ist damit nicht wirklich einfach:<br />
Die IHZ-Nadel („initial setting-time needle―) wird als Stempelkörper von 113.4±0.5[g] Gewicht mit<br />
einem Nadeldurchmesser von 2.12±0.05[mm] definiert. Der statische Druck dieser Nadel wird nach<br />
Gleichung 2 berech<strong>net</strong>:<br />
15 An verschiedenen Stellen der Dokumentation werden Messungen zitiert, neben der Angabe „H i20 (b|v|d) = Zahlenwert“<br />
wird eine ID-Nummer angegeben. Diese bezeich<strong>net</strong> eine Referenznummer, unter der die Details der zugehörigen Messung<br />
aufgefunden werden können.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 17 -
F m<br />
g<br />
P <br />
2<br />
A 1 <br />
b <br />
2 <br />
P : Druck [Pa = N/m²]<br />
F : Gewichtskraft [N]<br />
A : Druckfläche [m²]<br />
m : Masse [kg]<br />
g : Ortsfaktor, Fallbeschleunigung [m/s²]<br />
b : Nadeldurchmesser [m]<br />
Gleichung 2<br />
Bezogen auf die IHZ-Nadel und eingesetzt in Gleichung 2 erhält man:<br />
P= 0.1134 · 9.81 / ((0.5 · 2.12E-3)² · 3.142) ≈ 315000 [Pa] = 0.315 [MPa]<br />
Wenn bei einer gegebene Druckkraft von 0.315[MPa] in einem Material eine Eindringtiefe von 1[mm]<br />
erreicht wird, dann beträgt die Härte des Materials, ausgedrückt als H i20 auch 0.315[MPa /mm] (vgl.<br />
Gleichung 1, S.16). Wäre die Marke nur 0.1[mm] tief, ergäbe sich H i20 zu 3.15 [MPa/mm]. Wenn also<br />
geschätzt wird, ein gerade noch erkennbarer Abdruck mit der IHZ-Gillmore-Nadel hätte eine Tiefe<br />
von 0.08[mm], dann ist die korrespondierende H i20 , die diesem Zustand zugeord<strong>net</strong> werden kann,<br />
3.94[MPa/mm] etc.<br />
Die FHZ-Nadel („final setting time needle―) wird als Stempelkörper von 453.6±0.5[g]<br />
Gewicht mit einem Nadeldurchmesser von 1.06±0.05[mm] definiert. Der Druck, den diese Prüfnadel<br />
ausübt, beträgt 5.04[MPa]; ein Eindruck von 0.08[mm] mit dieser Fläche bedeutet nach analoger<br />
Rechnung (Gleichung 3) eine H i20 von 63[MPa/mm].<br />
H<br />
i20(<br />
FHZ , IHZ )<br />
g<br />
Gillm.<br />
<br />
2<br />
f<br />
m<br />
t(<br />
IHZ , FHZ )<br />
1<br />
<br />
b<br />
2<br />
Gillm.<br />
<br />
<br />
<br />
<br />
H i20(IHZ,FHZ) : Härte H i20 bei der IHZ bzw. FHZ [MPa/mm]<br />
m Gillm. : Masse des IHZ- bzw. FHZ- Gillmore-Nadelmesskörpers [kg]<br />
f t(FHZ,FHZ) : „sichtbare“ Eindrucktiefe, IHZ-t- bzw. FHZ-t-Faktor [mm]<br />
b Gillm. : IHZ- bzw. FHZ- Gillmore-Nadeldurchmesser [mm]<br />
Gleichung 3<br />
So wird das Prüfkriterium über eine gewisse Eindringtiefe der originalen Gillmore-Nadel-Messkörper<br />
auf die H i20 -Skala abgebildet. Die Härtemarken, 3.94 und 63[MPa/mm], ihrerseits, können nun, wegen<br />
der metrologischen Verallgemeinerung der Härte, auch mit anderen Nadeldurchmessern erreicht<br />
werden.<br />
Der Nadelmesskörper, dessen Daten in Fig. 7 wiedergegeben sind, bringt einen statischen Druck von<br />
P= 0.2065 · 9.81 / ((0.5 · 6.86E-4)² · 3.142) ≈ 5.48 [MPa]<br />
auf.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 18 -
Die der FHZ zugeord<strong>net</strong>e Härte von 63[MPa/mm] ist bei der gegebenen Nadeldicke durch ein dementsprechend<br />
festgelegtes Verhältnis von Kraft und Eindringtiefe bestimmt, das genau diesen Härtewert<br />
hervorbringt. (H i20 = F/(s · A) z.B. F/s = H i20 · A = 63 · (0.5 · 6.86E-4)² = 7.4 [N/mm])<br />
Wenn der Zusammenhang zwischen H i20 und IHZ/FHZ linear sei, d.h. auch die optische Einschätzung<br />
zur Erkennbarkeit eines dickeren oder dünneren Abdruckes, - würde ein einziger Faktor für beide<br />
Kennzahlen genügen. Da außerdem in der Messung für IHZ und FHZ unterschiedliche<br />
Geschwindigkeiten zur Anwendung kommen, können gesonderte Faktoren zur Anpassung angegeben<br />
werden. Die Zahlenwerte, „IHZ-t-― und „FHZ-t-Faktoren―, werden im Messkörperformular zusammen<br />
mit den anderen Daten des Härtemesskörpers angegeben 16 .<br />
Fig. 7 Messkörperdaten<br />
Fig. 7 zeigt einen Ausschnitt eines Messkörper-<br />
Datenblatts.<br />
Die Gesamtmasse (m MK ) der Pe<strong>net</strong>rationsvorrichtung<br />
„Messkörper“ erzeugt über die Stirnfläche des Zylinder-<br />
Indenters (Kreisscheibendurchmesser d) einen<br />
maximalen Druck. Die IHZ-t- und FHZ-t-Faktoren<br />
besorgen die Umwertung zu den Gillmore-Needles, die<br />
Elastizitätskorrektur (f e ) korrigiert elastische<br />
Auslenkungen des Aufbaus, die Trägheitskorrektur<br />
behebt den zeitlichen Offset der Wägevorrichtung, f-eta<br />
(f h ) kalibriert die Viskositätsangabe zu der der<br />
Gefäßradius und dessen Tiefe gehören (r g , h) und mit<br />
den Verarbeitungszeitkonstanten tV und eta0 (t V , 0)<br />
werden spezifische Probenzustände adressiert. Dort, wo<br />
im Messkörperformular „-1“ steht, können die<br />
betreffenden Angaben direkt zur der Messung im<br />
Datenblatt vorgenommen werden, was günstig ist, wenn<br />
z.B. mit verschiedenen Probengefäßen gearbeitet wird<br />
und dabei die Viskosität genau bestimmt werden soll.<br />
1.3.2. Prüfung und Einstellung der IHZ/FHZ-Faktoren<br />
Die für IMETER 4 bestimmten Einstellungen sind durch Nadelstärken von 0.4 bis 0.7[mm] und den<br />
IHZ-t- und FHZ-t-Faktoren von 0.08[mm] angegeben (vgl. IHZ/FHZ – Konventionen für die<br />
Biozementprüfungen, S.91). Bei anderen Materialien und/oder anderen Zylinderdurchmessern oder<br />
Handhabungsverfahren kann eine Neubestimmung angezeigt sein.<br />
Bestimmung der IHZ- und FHZ-t-Faktoren<br />
Anhand von Erfahrungswerten mit einem gut bekannten Material, können entsprechende Faktoren aus<br />
einer IMETER-Messung, grafisch, dem Härte-Zeit-Diagramm (vgl. Fig. 6) entnommen oder<br />
rechnerisch aus den tabellieren Daten des Prüfberichts bestimmt werden. Bei der grafischen<br />
Ermittlung wird am bekannten IHZ/FHZ-Zeitpunkt (X-Wert) der zugeord<strong>net</strong>e H i20 -Wert (Y-Wert)<br />
abgelesen. Den IHZ-t- und FHZ-t-Faktor erhält man durch Einsetzen in die folgendermaßen<br />
umgestellte Gleichung 3:<br />
f t(IHZ) = m Gillm. · g / (H i20(IHZ) · (0.5 b Gillm.)² ·)<br />
f t(FHZ) = m Gillm. · g / (H i20(FHZ) · (0.5 b Gillm.)² ·)<br />
Um bei der Umwertung exakt vorzugehen, sind vergleichbare IHZ/FHZ-Bestimmungen mit dem<br />
Gillmore- Apparat heranzuziehen. Dabei sind Hilfsmittel (Misch- und Vorlagegefäß) und Techniken<br />
16 Es kann eine unbegrenzte Anzahl an Messkörpern über das Formular angelegt und verwendet werden. Mit der Auswahl des<br />
Messkörpernamens im Datenblatt, werden immer dessen gesamte Eigenschaften mitgeteilt.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 19 -
(Misch- und Befülltechnik) natürlich gleich zu handhaben und gleiche Bedingungen zu Schaffen<br />
(Temperatur, Luftfeuchte).<br />
Zur Nadelstärke<br />
Da die Nadelfläche mit dem Durchmesser im Quadrat zunimmt, der Umfang aber nur proportional<br />
wächst, die Fläche mit der Materialkompression und der Umfang (ggf.) mit Dehnungsbeanspruchungen<br />
zusammenhängt, ist keine verlässliche Skalierbarkeit der Faktoren bei einer Änderung<br />
des Nadeldurchmessers gegeben. Grenzfälle – abseits der originären IHZ/FHZ-Aufgaben - sind<br />
Härtemessungen an Pulvern, bei denen ausschließlich Kompressionskräfte wirksam werden, sowie<br />
unterlagenfrei angebrachte Membranen, die (ein Stück weit) reine Dehnungskräfte hervorbringen.<br />
Diese Modelle ermöglichten eine verallgemeinernde Klärung der Verhältnisse.<br />
1.4. Viskositätsangaben<br />
Die Härte (H i20 ) ist eine Konsistenz-Angabe ohne Zeit- bzw. Geschwindigkeitsbezug. Sie ist außerdem<br />
sehr mit den Umständen der Probenmessung verbunden (Schichtdicke, Vorlage, Eindringgeschwindigkeit).<br />
Die Viskosität ist demgegenüber bei definierten Strömungsvariablen eine eindeutige<br />
physikalische Stoffmaßzahl und für Vergleiche universell geeig<strong>net</strong>. – Aus dem geometrischen<br />
Verhältnis von Eindringkraft zu Geschwindigkeit kann die Viskosität angegeben werden:<br />
1.4.1. Zur Viskosimetrie<br />
Die Zähigkeit von Flüssigkeiten nennt man Viskosität (). Dieser Fliesswiderstand kommt durch die<br />
innere Reibung zustande. Eine Platte, die auf einer Flüssigkeit liegt und gleichmäßig gezogen wird,<br />
zieht die anhaftende Flüssigkeit mit sich. Der Zug wird in die Tiefe der Flüssigkeit schichtweise<br />
übertragen. Wenn die Schichten stark aneinander haften, so dass die Geschwindigkeit, die oben an das<br />
Fluid mitgeteilt wird in kaum vermindertem Ausmaß an darunter liegende Schichten übertragen wird,<br />
ist die Deformation (D, Schergefälle, Schergeschwindigkeit) von Schicht zu Schicht in der Flüssigkeit<br />
gering, die Kraft (, Zug- oder Schubspannung), um die Platte zu ziehen ist jedoch relativ groß, da<br />
eine größere Menge der fest aneinander haftenden Flüssigkeitsfilme bewegt wird. (D). Im<br />
entgegengesetzten Fall, da bei gleicher Geschwindigkeit weniger Kraft von Schicht zu Schicht<br />
übertragen wird (und die Deformation groß ist), ist die Viskosität gering.<br />
Newtonische Flüssigkeiten sind solche, die dieser Gesetzmäßigkeit in der Weise folgen, dass für die<br />
doppelte Zuggeschwindigkeit die doppelte Kraft benötigt wird. Wird mit zunehmender<br />
Geschwindigkeit überproportional mehr Kraft benötigt, nennt man die Flüssigkeit pseudoplastisch, bei<br />
weniger: dilatant; lässt die Kraft mit der Zeit (Scherzeit) nach, wird sie zusätzlich thixotrop genannt,<br />
nimmt sie zu, dann wird das Viskositäts-Zeitverhalten rheopex genannt. 17<br />
Die Viskosität kann durch Drehmomentmessungen, aus Durchflusszeiten (durch eine Kapillare), der<br />
Fallgeschwindigkeit (einer Kugel) oder ungefähr durch eine zum Rühren benötigte Kraft bestimmt<br />
werden. Eine korrekte Viskositätsmessung ist gekennzeich<strong>net</strong> durch definierte, berechenbare<br />
Strömungsverhältnisse (Angabe der Schergeschwindigkeit), denn newtonisches Verhalten, also die<br />
Proportionalität „D―, bei allen möglichen Verhältnissen von zu D ist unter den technischen<br />
Fluiden eher die Ausnahme. Weiterhin ist eine laminare Strömung (Schichtenströmung) und dass die<br />
Flüssigkeit an der festen Oberfläche der Messgeometrie anhaftet Voraussetzung für die Messbarkeit.<br />
17 Die äußerst geraffte Darstellung, hier, bitte ich zu entschuldigen - zahlreiche einfach zugängliche Informationsquellen<br />
bieten ausführlichere Information zur Viskosimetrie bzw. Rheologie. Die Wikipedia bietet eine ausführlichere Beschreibung<br />
und Erläuterung zu den in diesem Abschnitt kursiv gesetzten Begriffen:<br />
http://de.wikipedia.org/w/index.php?title=Viskosit%C3%A4t&oldid=29724346.<br />
Zu empfehlen ist auch die Site www.rheologe.de.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 20 -
1.4.2. Gesetz von Stokes<br />
„Eine Kugel vom Radius r erfährt bei einer Bewegungsgeschwindigkeit v in einer Flüssigkeit mit der<br />
Viskosität die Reibung F R ― - Das Stokessche Gesetz 18 lautet in der geläufigen Form:<br />
F R<br />
6 <br />
r<br />
<br />
v<br />
Gleichung 4<br />
Im Kugelfallviskosimeter findet das Stokesche Gesetz Anwendung; die Kugel fällt kraftfrei, wobei der<br />
Auftriebskraft F G (Dichteunterschied von Kugel und Fluid unter Fallbeschleunigung) der<br />
proportional abbremsenden Reibung F R entspricht: F G - F R = 0<br />
Das Gesetz von Stokes gilt für Kugeln, die in einem unendlich breiten und tiefen Gefäß nicht allzu<br />
schnell fallen. Für Messungen im Labormassstab werden in der Regel Korrekturen berech<strong>net</strong> 19 , doch<br />
ist eine genaue Angabe der Strömungsvariablen ( Schubspannung, D Schergefälle) nicht möglich,<br />
weshalb der Kugelfall für rheologische Fragestellungen kaum geeig<strong>net</strong> ist.<br />
Das Stokes’sche Gesetz gilt bei Strömungsverhältnissen, die mit der Reynoldszahl (Re) zu „Re < 0.1―<br />
beschrieben werden.<br />
v 2r<br />
<br />
Re <br />
<br />
Gleichung 5<br />
Die Reynoldszahl gibt das Verhältnis von Trägheits- zu Reibungskräften in einer Strömung an. Kleine<br />
Zahlenwerte bedeuten in Übereinstimmung mit Bedingungen der Navier-Stokes-Gleichung, dass<br />
Trägheitsglieder in Strömungsberechnungen vernachlässigt werden dürfen.<br />
Das Eindringen des zylindrischen Körpers in eine hochviskose Probe kann strömungstechnisch<br />
behandelt werden. Die allgemeine Formel für den Strömungswiderstand (F W ) lautet:<br />
F<br />
W<br />
<br />
W<br />
Av<br />
<br />
2 <br />
2<br />
Gleichung 6<br />
Die auf einen Körper mit dem Querschnitt A in Strömungsrichtung ausgeübte Kraft F W ist<br />
proportional der ki<strong>net</strong>ischen Energie der Strömung (½v²) und dem Widerstandsbeiwert der<br />
Körperform W . Der Widerstandsbeiwert selbst hängt von der Geschwindigkeit ab; für eine Kugel<br />
wird im Bereich kleiner Reynoldszahlen:<br />
<br />
W<br />
( Kugel ) <br />
24<br />
Re<br />
Gleichung 7<br />
angegeben 20 . Der Ausdruck stellt sich (mit „A = r²―) nach Einsetzen und Kürzen als eine<br />
Schreibweise des Stokes’schen Gesetzes dar:<br />
18<br />
„p = ·v“ Stokessche Gleichung, die ausschließliche Abhängigkeit der Druckverteilung von der Viskosität im<br />
Geschwindigkeitsfeld.<br />
19 Anleitung (z.B.) J. Schurz, „Viskositätsmessungen an Hochpolymeren“, Kohlhammer, Stuttgart (1972), S.30ff..<br />
20 Wille, R.: Strömungslehre (8.Aufl., 2005) www.hfi.tu-berlin.de/lehre/wille/kap13.pdf - Kap.13-10: Für höhere<br />
Werte von Re gilt nach Oseen W =24/Re(1+3/16Re) und nach Abraham W =24/Re(1+0.110Re 0.5 )<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 21 -
F<br />
24<br />
A<br />
v<br />
Re<br />
<br />
<br />
2<br />
2<br />
24 <br />
A<br />
v <br />
<br />
<br />
2<br />
v 2 r <br />
6 <br />
r <br />
v <br />
2<br />
W<br />
F R ( Kugel)<br />
Gleichung 8<br />
Für eine Kreisscheibe wird der Widerstandswert mit<br />
<br />
W<br />
( Kreisscheibe)<br />
<br />
16<br />
Re<br />
angegeben. Analog zu Gleichung 8 ergibt sich daraus 21 :<br />
F<br />
R(<br />
Kreisscheibe)<br />
4<br />
r <br />
v<br />
Gleichung 9<br />
Gleichung 10<br />
1.4.3. Herleitung der Viskositätsangabe<br />
Eine Kreisscheibe hat im Gegensatz zur Kugel kein Volumen. Indem in beiden Fällen eine analoge<br />
Gesetzmäßigkeit gilt, nehmen wir für den Zylinder, d.h. eine Kreisscheibe mit Volumen, im<br />
Analogieschluss für den Strömungswiderstand des Zylinderindenters einen festen Faktor f z an.<br />
Während Kugel und Scheibe durch den Radius festgelegt sind benötigt der axial angeströmte, endlich<br />
lange Zylinder zusätzlich die Angabe der Länge bzw. Höhe. Analog kann formuliert werden:<br />
F<br />
R(<br />
Zylinder)<br />
F<br />
e<br />
<br />
f<br />
<br />
r <br />
v <br />
f<br />
sL<br />
<br />
v<br />
Gleichung 11<br />
22 Dabei beinhaltet der dimensionslose Faktor f das Verhältnis von Zylinderhöhe bzw. Eindringtiefe zu<br />
Radius und ist durch Kalibrierung zu ermitteln. Weiterhin wird der Radius und die Kreiszahl als<br />
Konstante in den Faktor f sL aufgenommen (f sL hat die Dimension einer Länge).<br />
Die implizierten Randbedingungen für die Anwendbarkeit sind:<br />
(1) Anströmung aus dem Unendlichen, eine<br />
(2) laminare Strömung (keine Turbulenz, keine Wirbel), dass<br />
(3) Wandhaftung gilt und eine<br />
(4) stationäre Strömungsform vorliegt.<br />
(5) Das Fluid sei inkompressibel.<br />
Die Bedingung (1) kann bei Messungen mit der IMETER Methode Nr.20 durch sehr große, tiefe<br />
Vorlagebehälter bzw. relativ sehr dünne Eindringkörper näherungsweise erfüllt werden 23 ; (2) ist<br />
unkritisch; (3) kann durch sehr geringe Eindringgeschwindigkeiten und ggf. mit speziellen<br />
Zylinderoberflächen erfüllt werden; (4) kann aus dem zeitlichen Verlauf der Kraft bei der Pe<strong>net</strong>ration<br />
beurteilt werden.<br />
21 Gemäß Literatur wird in Messungen der Wert W = 20.4/Re gefunden, der Faktor würde also „5.1“ betragen.<br />
22 Symbole: Die Kraft Fe ist die der Viskosität zugeord<strong>net</strong>e, gemessene Endkraft bei tiefster Eindringung, v entspricht der<br />
mittleren Eindringgeschwindigkeit v M . r ist der halbe Indenter- bzw. Nadel- d.h. Zylinderdurchmesser.<br />
23 Auch mit „div v = 0“ gibt es Probleme, da mit dem Eindringen das Volumen vergrößert wird.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 22 -
Die Ermittlung des Faktors f nach Gleichung 11, wäre aufwändig, kaum bezahlbar und überdies noch<br />
wahrscheinlich unmöglich, da große Mengen eines nicht vorhandenen Referenzmaterials notwendig<br />
wären. Entscheidend ist, dass bei der Methodenanwendung strömungsmechanisch ideale Verhältnisse<br />
eher nicht auftreten. Wir müssen zur Klärung des Zusammenhangs von Messkraft, gegebener<br />
Geometrie und gesuchter Viskosität eine andere Strategie wählen, insbesondere, um ein plausibles f sL<br />
für das Realmaß zu erhalten.<br />
Die Skizze unterhalb zeigt links den Anwendungsfall und rechts eine Annäherungsform, die im<br />
Folgenden genauer untersucht wird.<br />
F<br />
F<br />
l d<br />
r<br />
r<br />
r<br />
l<br />
l<br />
v<br />
h<br />
<br />
v<br />
h<br />
<br />
r G<br />
r G<br />
Fig. 8<br />
Anwendungssituation der IMETER-Methode Nr.20,<br />
„auto Gillmore Nadel―. Bei geringer Härte wird die<br />
Kraft durch Viskosität () mit Effekten der Dichte ()<br />
und Oberflächenspannung () überlagert.<br />
Fig. 9<br />
Prüfsituation zum Nachweis, dass die Messkraft (F)<br />
linear mit Geschwindigkeit, Viskosität (v, und den<br />
geometrischen Verhältnissen zusammenhängt.<br />
In Fig. 9 befindet sich der Zylinder mit der Länge l, und dem Radius r, axialsenkrecht und koaxial in<br />
einem zylindrischen Behälter. Mit der Bewegung mit der Geschwindigkeit v tritt an der Stirnseite des<br />
Zylinders ein Strömungswiderstand (F z ) auf, seitlich wird die Flüssigkeit durch den Spalt zwischen<br />
Zylinder und Gefäßwand befördert, womit eine zusätzlich Reibungskraft im Ringspalt (F RSP ) zustande<br />
kommt. Nähert sich der Zylinder dem Boden an kommt es zu einer Quetschströmung (F Q ), wobei die<br />
Flüssigkeit radial ausweicht. Die übrigen Kraftwirkungen (Effekt der Ein- und Auslaufströmung am<br />
Ringsspalt, der Kanten, der Oberfläche und der Bodenwinkel) werden in einem Beitrag F So<br />
zusammengefasst. – Unter Anwendung des Superpositionsprinzips werden die Teilkräfte addiert.<br />
(ein Niveauanstieg durch das Eindringende Volumen wird nicht berücksichtigt)<br />
F<br />
e<br />
F<br />
Z<br />
F<br />
RSP<br />
F<br />
Q<br />
F<br />
So<br />
Gleichung 12<br />
Die gemessene Gesamtkraft F e (ohne Effekte der Phasengrenzen, der Oberflächenspannung und der<br />
Dichte, wie in Fig. 8) setzt sich aus vier Komponenten zusammen: Dem Strömungswiderstand (F Z ),<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 23 -
der seitlichen Reibung der Mantelfläche (F RSP ), der Kraft bei Bodenannäherung (F Q ) und sonstigen<br />
Beiträgen (F So ).<br />
Für F Z setzen wir den Strömungswiderstand der Kreisscheibe an:<br />
F Z<br />
v 4 <br />
r<br />
Die Kraftwirkung im Ringspalt (F RSP ) wird analytisch exakt berech<strong>net</strong> nach:<br />
F<br />
RSP<br />
v<br />
<br />
r<br />
2<br />
G<br />
<br />
<br />
r<br />
ln<br />
r<br />
<br />
2l<br />
<br />
r<br />
G<br />
2<br />
G<br />
<br />
1<br />
r<br />
<br />
r<br />
2<br />
2<br />
<br />
<br />
<br />
r<br />
ln<br />
r<br />
G<br />
<br />
1<br />
<br />
Gleichung 13<br />
Gleichung 14<br />
In der Gleichung 14 24 bedeutet l die (jeweils eingedrungene) Länge des Zylinders, r G ist der<br />
Gefäßradius in dem sich der Zylinder koaxial befindet. Die F RSP fällt bei großem r G stark ab, bei<br />
engem Ringspalt (r G -r) ist sie die dominierende Kraft. Exzentrizität verkleinert F RSP .<br />
Die Strömungsvariablen können für die den Ringspalt angegeben werden.<br />
Für den Bodeneffekt 25 liegt im Falle der Quetschströmung ebenfalls eine exakte Formel 26 vor:<br />
F Q<br />
3<br />
r<br />
<br />
v <br />
2 <br />
4<br />
h<br />
l 3<br />
Gleichung 15<br />
Die F Q ist unbedeutend, solange der Boden noch mehrere Zylinderradien entfernt ist. Sobald der<br />
Abstand zum festen Boden die Länge des Radius unterschreitet, steigt dieser Kraftbeitrag sehr steil an.<br />
Die übrigen Kräfte werden in einer empirischen Gleichung beschrieben:<br />
F<br />
So<br />
<br />
v<br />
<br />
24<br />
r<br />
r<br />
r<br />
rh<br />
l<br />
G<br />
2<br />
G<br />
Gleichung 16<br />
Bei genügend weiten und tiefen Gefäßen fällt auch F So weg, so dass im strömungstechnisch idealen<br />
Fall, dem unendlich ausgedehnten Flüssigkeitsvolumen, nur noch F Z zur Viskositätsangabe übrig<br />
bleibt.<br />
In allen Gleichungen sind Viskosität und Geschwindigkeit der Kraft linear proportional. Die Faktoren<br />
ergeben sich aus geometrischen Verhältnissen. Also genügt bei einem MessSystem (Probenbehälter<br />
und Indenter) und bei konstanter Eindringtiefe ein Kalibrierfaktor f sL (mit der Dimension einer<br />
spezifischen Länge) für die Viskositätsberechnung:<br />
24 Diese unerhört wichtige Beziehung stammt aus dem Kontext der imeter-Methoden Nr.5 (DiVA) und Nr.6 (OViD). In diesen<br />
Methoden werden Ringspaltkapillaren eingesetzt. (Die Herleitung ist analog zur Hagen-Poiseuille’schen Gleichung.)<br />
25 Den Effekt kennt man, z.B. wenn man unter Wasser die Hände zusammenzuklatschen versucht an der starken<br />
Bremswirkung.<br />
26 vgl. http://www.fachwissen-dichtungstechnik.de/PDF%20Stand%2004_05/Kapitel04_04_05.pdf<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 24 -
Fe<br />
v f<br />
sL<br />
Gleichung 17<br />
Im Zirkelschluss entspricht Gleichung 17 wieder der Gleichung 11. - Der Faktor f sL ist nach<br />
folgendem Ausdruck berechenbar:<br />
<br />
<br />
<br />
2 2<br />
4<br />
2<br />
<br />
2 l<br />
rG<br />
r <br />
3<br />
r 24 r rG<br />
f<br />
<br />
<br />
<br />
sL<br />
4 r <br />
3<br />
2 rG<br />
2 rG<br />
2 h l rG<br />
r h l<br />
rG<br />
ln<br />
1 r ln<br />
1<br />
<br />
r r <br />
<br />
Gleichung 18<br />
Wenn im Messkörperformular oder im Datenblatt einer Messung h und r g angegeben sind wird f sL<br />
gemäß der Formel berech<strong>net</strong>. Die Länge l ist gleich der jeweils tiefsten Eindringung der Nadel bei<br />
einer Pe<strong>net</strong>rationsmessung.<br />
1.4.4. Ermittlung eines Kalibrierfaktors<br />
Auch physikalisch exakte Verhältnisse sind an der Schnittstelle zur Apparatewirklichkeit zu<br />
kalibrieren. Das liegt bereits darin begründet, dass Radien und Durchmesser nur in endlicher<br />
Genauigkeit bestimmbar sind. Und dem Grade der Nicht-Idealität des konkreten Aufbaus ist mit einem<br />
Kalibrierfaktor zu entsprechen. Der Kalibrierfaktor wird aus dem Zahlenverhältnis von gemessener<br />
Viskosität (’) zur wirklichen Viskosität einer Referenzprobe () bestimmt.<br />
f<br />
<br />
'<br />
<br />
<br />
<br />
Gleichung 19<br />
In Betracht ziehend, dass Anwendungsmöglichkeiten sehr verschiedene Stoffarten umfassen können<br />
sollten Referenzmaterialien sich in möglichst allen Eigenschaften (Be<strong>net</strong>zung, Viskosität, Sämigkeit,<br />
Konsistenz …) so verhalten, wie die Proben, die zu messen sind.<br />
Für die Messung von (’) darf den Messkörperdaten kein Kalibrierfaktor zugewiesen sein – bzw. er<br />
sei zu „1― angegeben (Jeder von „0―, „1― und „-1― verschiedene Zahlenwert wirkt als Kalibrierfaktor).<br />
Man führt eine Mittelwertsmessung durch und entnimmt dem Prüfbericht das ’. Der sich ergebende<br />
Wert von f sollte von 1 nicht sehr verschieden sein, wenn Gefäßradius (r G ) und Tiefe (h) angegeben<br />
wurden. Sind r G und h nicht angegeben, kann der Faktor andere Werte annehmen. Zum Messen ist<br />
dann immer genau gleich vorzugehen (Pe<strong>net</strong>rationsverfahren im Messprogramm, Probenvorlage).<br />
Die Viskosität wird somit berech<strong>net</strong> nach:<br />
<br />
v<br />
F<br />
e<br />
M<br />
<br />
<br />
f<br />
f<br />
<br />
sL<br />
Gleichung 20<br />
Bzw. als Zusammenfassung in einer Formel:<br />
<br />
<br />
F <br />
e<br />
f<br />
4<br />
r <br />
vM<br />
<br />
<br />
r<br />
<br />
2<br />
G<br />
<br />
2 2<br />
2 l<br />
rG<br />
r<br />
rG<br />
2 rG<br />
ln<br />
1 r ln<br />
r r<br />
<br />
3<br />
r<br />
<br />
2 <br />
1<br />
<br />
4<br />
<br />
24 r<br />
3<br />
h<br />
l r<br />
r<br />
h<br />
l<br />
G<br />
2<br />
r<br />
G<br />
1<br />
<br />
<br />
<br />
<br />
<br />
<br />
Gleichung 21<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 25 -
Noch einmal: Sind r G und h nicht angegeben, berech<strong>net</strong> die Software nur den „4*r―-Teil<br />
(Strömungswiderstand der Kreisscheibe). Die übrigen Glieder werden nicht berech<strong>net</strong> - f beinhaltet<br />
dann die geometrischen Effekte. Ist nur h angegeben wird zusätzlich die Quetschströmung<br />
ausgewertet. Wenn f nicht angegeben ist (gleichbedeutend mit „0―, „1― oder „-1―), wird mit dem<br />
Wert 1 für f gerech<strong>net</strong>; die Berechnung erfolgt so, rein auf den gegebenen metrologischen Angaben.<br />
(Verifikation und weitere Details vgl. 7.1 Viskositätsangabe ab S. 93)<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 26 -
2. Auswertealgorithmen & Darstellung<br />
Ein wichtiger Punkt bei Messgeräten der IMETER-Klasse ist die Transparenz der Datenbasis und des<br />
Regelwerks, das zu Schlussfolgerungen in Zahlen und Diagrammen führt. Das Zustandekommen der<br />
Daten, die Gesamtheit der Daten selbst und die Bewertung ist durchgängig, d.h. Punkt für Punkt<br />
überprüfbar. Ein Messablauf ist ein definitives Verfahren. Die Ausführung kommt der Anwendung<br />
einer Norm gleich. In diesem Abschnitt wird beschrieben, wie aus Daten, die in verschiedenen Formen<br />
vorliegen, Ergebnisse berech<strong>net</strong> werden.<br />
2.1. Auswertealgorithmen - Grunddaten<br />
Grundoperationen<br />
Die Rohdaten der Kraftwerte (y (0) , vgl. Fig.2, S.9) werden durch die Messanordnung invertiert<br />
aufgenommen und durch y (s) richtig gestellt:<br />
( ) (0)<br />
y s y<br />
y (s) : invertierter Rohmesswert der Kraft [mN]<br />
Gleichung 22<br />
In der Auswertung werden die Daten der Messkurven 27 nach variablen Schemata analysiert. Der wirkliche<br />
Anfang und das Ende eines Kurvenzugs wird aus den Kraft-Weg-Daten ermittelt: Der Kurvenzug<br />
gilt als begonnen, sobald bei einer Eindringposition größer oder gleich Null, ein positiver<br />
Kraftanstieg auftritt und ein Kraftmesswert von mindestens 1% der in der Gruppe auftretenden<br />
Maximalkraft erreicht wird. Dieses Vorgehen filtert Störungen aus, die bei relativ flüssigen<br />
Probenzuständen durch die Bildung eines Flüssigkeitsmeniskus an der Nadel entstehen (= ziehende<br />
Kraft beim Berühren der Oberfläche) oder durch eine evtl. nicht ganz glatte Oberfläche am Messort<br />
hervorgerufen werden. Mit einer entsprechenden Steuerung des Messablaufs, d.h. mit passenden<br />
Verfahren im Messprogramm, kann das Eingreifen dieser Sicherheitskorrekturen verhindert werden.<br />
Der Kurvenzug wird ggf. gekappt, wenn 97.5% der durch den Messkörper höchstens aufbringbaren<br />
Maximallast erreicht werden. Dieser Filter verhindert die Analyse von bezugslosen Daten,<br />
die auftreten, wenn die Nadel sich ohne weiteres<br />
F, y<br />
Eindringen auf der Probe abstützt und der Messkörper<br />
F max.<br />
aus dem Haltekonus gelupft wird.<br />
Fig. 10<br />
d Fmax.<br />
F<br />
F e<br />
d, x<br />
Die Fig. 10 zeigt schematisch die Ermittlung von Kraft<br />
(F, y) und Eindringweg (d, x) aus einer Messkurve.<br />
Dabei wird die Eindringtiefe mit dem Ort der<br />
Höchstkraft bestimmt – dieses Wertepaar (d Fmax. , F max )<br />
wird zur Härteberechnung verwendet und markiert<br />
zugleich die Wertegruppe, bis zu welcher weitere<br />
Berechnungen mit den Messdaten durchgeführt werden<br />
(Geschwindigkeit, Kurvensteigung, Pe<strong>net</strong>rationsarbeit<br />
und -leistung). „F e ― ist die letzte gemessene Kraft, d.h.<br />
der Wert bei tiefster Eindingung. Dieser Wert wird für<br />
die Viskositätsangabe verwendet.<br />
Korrekturrechnungen / Auswertealgorithmen<br />
27 Messkurve, Pe<strong>net</strong>rationskurve: Eine Sequenz aus geord<strong>net</strong>en Punkten (x, y, z), die eine Wertegruppe beschreibt, aus der<br />
sich eine Pe<strong>net</strong>rations- oder Weg-Kraft-(Zeit-)Kurve zusammensetzt.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 27 -
Im Datenblatt des Akquisitions- und Auswerteprogramms kann mit der Eingabe der Probeninformationen<br />
zur gewünschten Berechnung zwischen vier<br />
Optionen gewählt werden. 28<br />
Außer mit der Auswertung gemäß der „Rohdatenverwendung/Gillmore―<br />
wird eine rechnerische Korrektur<br />
an den Rohdaten angewandt.<br />
Mit den Korrekturverfahren werden die Rohdaten entsprechend der elastischen und trägen<br />
Eigenschaften des Wägesystems und teilweise des Messaufbaus mit Berichtigungen versehen 29 . In Fig.<br />
7, S.19, sind die hierfür einschlägigen Parameter mit der Bezeichnung Elastische Korr. (f e ) und<br />
Trägheitskorr. (f t ) im Messkörperdatenblatt gezeigt. 30 Die Korrekturverfahren bewirken Folgendes:<br />
- Die Positionen (x i ) aller Punkte einer Messkurve werden mit der Elastizitätskorrektur (f e )<br />
entsprechend der Momentanlast (y i ) nach links 31 verschoben:<br />
x<br />
( e)<br />
i<br />
<br />
x<br />
(0')<br />
i<br />
<br />
y<br />
( s)<br />
i<br />
<br />
f<br />
e<br />
x (0’) : Roh-Positionswert (ggf. mit Offsetkorrektur) [mm]<br />
i : Index aller gültig geprüften Werte eines Kurvenzugs<br />
f e : Elastizitätsfaktor [mm/mN]<br />
Gleichung 23<br />
- Die Positionen (x i ) der dynamischen Messkurven werden um die Strecke, die aus der<br />
jeweiligen Bewegungsgeschwindigkeit (v D ) und der Trägheitskonstanten (f t ) berech<strong>net</strong> wird,<br />
örtlich versetzt:<br />
( e,<br />
t)<br />
( e)<br />
xi<br />
xi<br />
vD<br />
ft<br />
x (e,t) : korrigierter Positionswert [mm]<br />
v D : mittlere Geschwindigkeit [mm/s]<br />
f t : Trägheitskonstante [s]<br />
v<br />
D<br />
x<br />
<br />
z<br />
( e)<br />
n<br />
( y)<br />
n<br />
<br />
<br />
x<br />
z<br />
( e)<br />
1<br />
( y)<br />
1<br />
1, n : Index für ersten (1) und letzten (n) gültigen Wert<br />
z (y) : Zeitpunkt des Messwertes [s]<br />
Auch die Zeitmarke des Kraftmesswertes wird um den Betrag von f t korrigiert:<br />
( y)<br />
( y)<br />
zi<br />
zi<br />
ft<br />
Gleichung 24<br />
Gleichung 25<br />
Gleichung 26<br />
- Statische Messzüge werden dieser Korrektur nicht unterzogen und bleiben von f t unverändert 32<br />
- Kurvenanfang und -ende werden ermittelt, nachdem alle Korrekturen an den Basisdaten<br />
durchgeführt wurden. Ebenso werden H i20 -Werte, die Geschwindigkeiten (mittlere<br />
28 Im Auswerteprogramm kann immer auch nachträglich zwischen den Optionen umgeschaltet werden.<br />
29 Die gespeicherten Rohdaten werden durch die Berechnungen nie verändert.<br />
30 Angabe, vgl. Kap. 7.5, „Bestimmung der Elastizitäts- und Trägheitskorrektur , S.105<br />
31 d.h. in die Richtung der Aufwärtsbewegung des Paralleltisches. Die tatsächliche Eindringstrecke ist durch die<br />
lastproportional zurückgehende, elastische Auslenkung verkürzt.<br />
32 Es ist auf der Ebene des Messprogramms dafür zu sorgen, dass - wo nötig - die Trägheit beachtet wird.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 28 -
Momentangeschwindigkeit), die Kurvensteigungen und die Ermittlung der Verformungsarbeit<br />
und -leistung aus entsprechend korrigierten Grunddaten berech<strong>net</strong>.<br />
Aufgrund der stets real begrenzten Wegauflösung/Ansteuerbarkeit ist die Ermittlung der Oberflächenlage<br />
mit einem Fehler in der Größe dieser Wegauflösung behaftet (bei IMETER 4 beträgt sie 4µm).<br />
Eine Messkurve wird dann nochmals von vorn berech<strong>net</strong> 33 ,<br />
wenn sie durch eine maximale Eindringung von höchstens der 30- fachen Wegauflösung (mit<br />
bereits korrigierten x-Werten) gekennzeich<strong>net</strong> ist,<br />
wenn ihre lineare Steigung mit einem Korrelationskoeffizienten (r²) besser als 0.89<br />
charakterisiert ist,<br />
wenn ihr Achsenabschnitt sich bei positiver Kraft befindet sowie<br />
wenn ihre Steigung ein Drittel der durch die Elastizität gegebenen Maximalsteifheit erreicht.<br />
Die x-Werte der Kurve werden zuvor noch um den Betrag zu höheren x-Werten verschoben, der<br />
notwendig ist, dass die Regressionsgerade durch den Ursprung geht; maximal jedoch nur um den<br />
Betrag der Wegauflösung. Diese Korrektur findet also nur dann statt, wenn die Messkurve zu einer<br />
relativ harten und gleichmäßig harten Probeneigenschaft gehört.<br />
x<br />
(0')<br />
i<br />
x<br />
(0)<br />
i<br />
a<br />
a : Offsetkorrektur { a | 0 < a
IHZ<br />
<br />
<br />
<br />
t<br />
t<br />
n1<br />
n<br />
, FHZ tn<br />
<br />
Hi20(<br />
FHZ , IHZ )<br />
H<br />
<br />
i20(<br />
n)<br />
Hi20(<br />
n 1)<br />
H <br />
<br />
<br />
i20(<br />
n)<br />
<br />
<br />
<br />
<br />
<br />
Gleichung 28<br />
t n<br />
: letzter H i20 -Zeitpunkt vor Erreichen der IHZ- bzw. FHZ-Härte [min]<br />
t n+1 : erster H i20 -Zeitpunkt mit dem die IHZ- bzw. FHZ-Härte erreicht oder übertroffen<br />
wird [min]<br />
H i20(n) : letzter Härtewert vor dem Erreichen der IHZ- bzw. FHZ-Härte [MPa/mm]<br />
H i20(n+1) : erster Härtewert nach dem Erreichen der IHZ- bzw. FHZ-Härte [MPa/mm]<br />
H i20(IHZ,FHZ) : Härte H i20 bei IHZ bzw. FHZ [MPa/mm], vgl. Gleichung 3<br />
Die Interpolation, in obiger Gleichung, ist für den linearen Fall angegeben, kann jedoch logarithmisch<br />
oder exponentiell erfolgen. Je nach Verlauf der Werte, die eher einem linearen, logarithmischen oder<br />
exponentiellen Gesetz folgen ( vgl. Ende des Abschnitts), wird die Interpolation dementsprechend<br />
vorgenommen (im Bericht wird angegeben, welche Variante ausgewählt wird).<br />
Zeitangaben<br />
Die Bezugszeiten der Angaben von IHZ, FHZ und der Tabellenangaben werden fallweise berech<strong>net</strong>:<br />
t i<br />
z i,0<br />
z i,Fmax.<br />
t DBV<br />
t Trig.<br />
t<br />
i<br />
<br />
z<br />
( x)<br />
i,0<br />
z<br />
60<br />
( y)<br />
i,<br />
F max<br />
t<br />
DBV<br />
t<br />
Trig.<br />
: H i20 -Zeit, Tabellen und Diagrammzeitangabe [min]<br />
: Startzeit einer Pe<strong>net</strong>ration nach der Startzeit des Messprogramms [sec]<br />
: Dauer der Pe<strong>net</strong>ration bis zum Erreichen von Fmax [sec]<br />
: Startzeitvorgabe im Datenblatt [min] (optional)<br />
: Im Messprogramm ausgelöste Bezugszeit [min] (optional)<br />
(Wenn t DBV < > 0 ist, wird automatisch t Trig. = 0 gesetzt.)<br />
Gleichung 29<br />
Andere Zeitangaben, z.B. bei Sondermeldungen in den Berichten, geben ihren jeweiligen temporären<br />
Bezug in Sekunden in Form von z i,0 bzw. in Minuten als z i,0 /60 aus.<br />
Messbereich: Größte Härte, kleinste Härte<br />
Die höchste darstellbare Härte (H-max.) ist durch die maximale Druckkraft und die mindest mögliche<br />
Eindringtiefe gegeben:<br />
H<br />
max .<br />
g m<br />
<br />
d A<br />
m MK : Masse des Messkörpers [kg]<br />
d min : Mindesteindringtiefe = 4 x Wegauflösung [mm]<br />
Die größte Härte für eine 20mm Nadel auf IMETER 4 beträgt: 0.4 [MPa/mm],<br />
für eine 0.15mm Nadel beträgt sie: 7600 [MPa/mm].<br />
min<br />
MK<br />
MK<br />
Gleichung 30<br />
Die kleinste Härte wird in der Auswertung nicht betrachtet. Der Wert kann über Gleichung 31<br />
abgeschätzt werden:<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 30 -
H<br />
min .<br />
F min<br />
<br />
d <br />
max<br />
A MK<br />
F min : Kleinste mögliche Kraft in einer Kurve [N]<br />
d max : Größte Eindringtiefe [mm]<br />
Gleichung 31<br />
Die kleinste mögliche Kraft wird etwa durch den vierfachen Wert der Kraftauflösung der Wägezelle<br />
beschrieben; die größte Eindringtiefe ist theoretisch der Hubbereich des Paralleltischs mit passender<br />
Nadellänge. Für eine 20-mm-Nadel auf IMETER 4 beträgt Hmin theoretisch 10 -11 [MPa/mm].<br />
Die praktische Härteuntergrenze ist weit vorher bereits durch das Wirksamwerden des Auftriebs der Nadel in<br />
der Flüssigkeit und der Oberflächenspannung gegeben. Für „Härtemessungen“ – d.h. dann Viskositätsmessungen<br />
– noch weit vor diesem Bereich ist die IMETER-Methode Nr.6 (OViD) oder Nr.5 (Kugel/Zylinderzug)<br />
geeig<strong>net</strong>.<br />
2.3. Kurvensteigung, Geschwindigkeit, Arbeit<br />
Kurvenformen , Steigungswerte<br />
Im Verlauf einer Aushärtung kann ein Spektrum unterschiedlich verlaufender Pe<strong>net</strong>rationskurven<br />
entstehen; Fig. 12 zeigt Archetypen von möglichen, teilweise auch nicht-idealen Eindringverläufen in<br />
der Darstellung von Eindringstrecke (d) gegen Kraft (F) bzw. Druck (P), so wie diese auch im<br />
Ergebnisdiagramm „Druck-Eindringtiefe― ― (vgl. Kap. 2.7.3, S.46) dargestellt sind.<br />
In Kurve a steigt die Kraft auf einen stationären Wert an, was als Fließvorgang gedeutet werden kann;<br />
bei b und c bricht die Messkraft ein, evtl. bedingt durch einen Strukturabbruch, etwa das Einreißen<br />
einer Oberflächenhaut, das Erreichen einer<br />
Fließgrenze oder durch Materialinhomogenität.<br />
F, P<br />
F e ist im Fall der Kurve c kleiner als F max . Kurven<br />
d Fmax.<br />
mit durchweg ansteigender Steilheit, d, entstehen,<br />
wenn die Härte mit der Eindringtiefe<br />
H-max<br />
f<br />
zunimmt, die Probe eine Kaltverfestigung erfährt<br />
e d<br />
oder auch wenn die gemessene Schichtstärke zu<br />
c<br />
gering ist und sich über den Boden der Vorlage<br />
eine Stützwirkung ergibt (Bodeneffekt). Der<br />
F e Verlauf entspricht aber auch dem regulären<br />
Verhalten, wie es bei Schaumstoffen gefunden<br />
b<br />
werden kann. Die Kurve e ist typisch für<br />
halbstatische Messungen, wenn die Probe zu<br />
d Fmax.<br />
flüssig ist und zwischen den zu schnell und/oder<br />
zu kurz eingestellten Vordringbewegungen<br />
a Spannungen abgebaut werden. Der Fall der<br />
Messkurve f zeigt die Überschreitung der<br />
d<br />
Maximalkraft an. Im entsprechenden<br />
Berichtsdiagramm „Druck-Eindringtiefe― wird<br />
ein evtl. aufgezeich<strong>net</strong>er, weitere Kurvenverlauf<br />
Fig. 12 Kurvenformen<br />
nach erstmaligem Erreichen von H-max. gekappt;<br />
der weitere Werteverlauf nach Erreichen von<br />
d Fmax. wird, wie bei Kurve c, aber eingezeich<strong>net</strong>.<br />
Die Software bestimmt die Eindringtiefe (d Fmax. ) zur Messwertbildung von H i20 bis höchstens zu der<br />
Tiefe, in der ertsmals 97.5% der maximalen Messkraft (F max ) erreicht werden. Die Wertepaare F max<br />
und d Fmax. sind im Schaubild durch gestrichelte Kreuze markiert. Die Verlaufsformen erinnern an<br />
Spannungs-Dehnungs-Diagramme bei Zugversuchen an Kunststoffen. Dort klassifiziert man a als<br />
weich-elastisch, c mit zäh-elastisch und f als hart. Der Wert d Fmax. entspricht im Zugversuch der<br />
Dehnung bei Höchstkraft, hier also der Eindringtiefe bei größtem Druck.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 31 -
Welche Bewertungen stattfinden, wird durch Verfahrensweisen im Messprogramm bewirkt. 34<br />
Das Informationsübermaß, das durch eine grafische Reproduktion jeder einzelnen Pe<strong>net</strong>rationskurve<br />
bei der Prüfung der Aushärtezeit entstünde, wäre in der Regel kontraproduktiv. Jeweils interessante<br />
Verläufe können stets im Fenster zur Datengrafik eingesehen und extrahiert werden. Zur Beschreibung<br />
jeder einzelnen Messkurve in Zahlenwerten wird deshalb jeder Verlauf durch ein Bewertungsschema<br />
analysiert und in einen Zusammenhang mit physikalischen Eigenschaften gebracht. Neben dem<br />
Hauptergebnis (Härte) werden somit die Steilheit der Kurven und die durch den Verlauf<br />
eingeschlossenen Flächen weiter analysiert.<br />
Eine Tabellenspalte im Bericht, den die Auswertesoftware zu den Messungen erzeugt, gibt die über<br />
alle Kurvenpunkte gemittelten Steigungswerte (Stg.) aus; die mittlere Kurvensteigung wird nach<br />
Gleichung 32 berech<strong>net</strong>:<br />
n<br />
y<br />
1<br />
<br />
i1<br />
x<br />
Stg <br />
<br />
.<br />
( s)<br />
i1<br />
( e,<br />
t)<br />
i 1<br />
<br />
<br />
y<br />
x<br />
( s)<br />
i<br />
( e,<br />
t)<br />
i<br />
n<br />
1<br />
AMK<br />
Stg. : Mittlere Kurvensteigung (Druckanstieg) [MPa/mm]<br />
y (s) : Kraft [N]<br />
x (e,t) : Eindringtiefe (ggf. korrigiert) [mm]<br />
n : Anzahl Werte bis d Fmax.<br />
A MK : Stirnfläche der Nadel des Messkörpers, (½d)² [mm²]<br />
<br />
<br />
<br />
Gleichung 32<br />
Im Bericht (ausführliche Fassung) werden Anomalien anhand der Angabe des Prozentsatzes an Punkten<br />
mit negativer Kurvensteigung (Einbrüche) und dem Anteil diskreter Steigungen, die unter dem<br />
Steigungsmittelwert (Stg.) für jede Kurve liegen, in Tabellenwerten dargestellt. Diese Spalten sind mit<br />
„N
Die Steigung spiegelt somit den Verlauf der Werte wider; das Koordinatenpaar (F max , d Fmax. )hingegen,<br />
das bei der Maximalkraft den H i20 -Wert bildet, enthält demgegenüber keine Weginformation, d.h.<br />
keine Information über den Kurvenverlauf bis zu diesem Wert.<br />
Eindringgeschwindigkeit, Messkurvenkennzeichnung<br />
Die tatsächliche Eindringtiefe ist nicht identisch mit der durch die Steuerung vorgegebenen Bewegung<br />
– das wurde bereits bei der Korrekturberechnung beschrieben. Elastische Eigenschaften, vornehmliche<br />
der Wägezelle, führen zu einer geringeren Eindringung, da mit zunehmender Entlastung des<br />
Stempelgewichts eine Rückstellbewegung auftritt. Diese wirkt sich auch auf die effektive<br />
Eindringgeschwindigkeit aus. Die Eindringgeschwindigkeit in die Probe ist Teil der<br />
charakterisierenden Angaben, d.h. des jeweiligen Härtewertes, und sie wird für die Viskositätsschätzung<br />
benötigt.<br />
Die Eindringgeschwindigkeit (v M ) wird als mittlere Momentangeschwindigkeit bestimmt, indem der<br />
Mittelwert aller diskreten Verhältnisse von Weg (d = x i+1 -x i ) zur Bewegungsdauer (z= z i+1 -z i ) aus<br />
den Daten – und ggf. mit Korrekturen – ermittelt werden: 35<br />
v<br />
M<br />
n 1 ( , ) (<br />
<br />
1<br />
<br />
e t<br />
xi<br />
xi<br />
<br />
( y)<br />
(<br />
i1<br />
zi<br />
1<br />
zi<br />
<br />
n 1<br />
e,<br />
t)<br />
v M : Mittlere Momentangeschwindigkeit [mm/s]<br />
z (y) : Zeitpunkt des Messwertes [s]<br />
y)<br />
<br />
<br />
<br />
Gleichung 33<br />
Pe<strong>net</strong>rationen in die Probe können im Messprogramm verschieden ausgeführt werden. Das IMETER-<br />
System erlaubt die folgenden Modi:<br />
<br />
<br />
<br />
dynamisch, also bei vorgegebener Konstantgeschwindigkeit der Plattform,<br />
halbdynamisch, wobei die Eindringung in gleichen Bewegungsstufen und mit festen<br />
Zeitintervallen vor sich geht, sowie<br />
statisch, durch Vorgabe eines Abklingkriteriums für die nach einer Deformation zur Ruhe<br />
kommende Kraftänderung,<br />
Halbstatisch, durch gleichzeitige Vorgabe eines Abklingkriterium und einer<br />
Zeitbegrenzung für die Verfolgung.<br />
Bei dynamischen und halbdynamischen Messweisen ist bei geringer Laständerung die<br />
Eindringgeschwindigkeit stationär. Bei den statischen Verfahren wird die mittlere Geschwindigkeit<br />
durch das Probenverhalten gelenkt. Fig. 14 zeigt für einen statisch gemessenen Kurvenzug, wie die<br />
Geschwindigkeit ermittelt wird, wobei die Vorschübe eben nicht in gleichen Zeitabständen abfolgen.<br />
Auf die Geschwindigkeit wirkt sich bei höherer Härte die Elastizitätskorrektur ( x (e,t) ) teilweise<br />
maßgeblich aus.<br />
35 Die Berechung der „mittleren Momentangeschwindigkeit― ist aufwendiger, ermöglicht jedoch über die Auswertung der<br />
auftretenden Standardabweichung eine zahlenmäßige Qualifizierung der Eindringung, die auf Besonderheiten der<br />
Probenstruktur hinweist – zusätzlich zur graphischen Darstellung.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 33 -
z<br />
d<br />
z<br />
Im Bericht werden zu den jeweils ausgewiesenen<br />
Geschwindigkeiten Zusatzsymbole gedruckt, die<br />
die Art der Pe<strong>net</strong>rationskurve kennzeichnen und<br />
die Standardabweichung der Geschwindigkeitsangabe<br />
klassifizieren:<br />
Für dynamische Eindringungen findet die Kennzeichnung<br />
mit ¨ statt, für die anderen mit · .<br />
Zur Angabe der relativen Standardabweichung<br />
(s v ) der Geschwindigkeit werden folgende<br />
Zeichen angehängt:<br />
7.5 - 15%: '<br />
Mittlere Dauer<br />
d<br />
15-30%: °<br />
30 - 60%: ¹<br />
60-120%: ²<br />
> 120%: ³<br />
Fig. 14<br />
Arbeit, Leistung<br />
Aus den vorhandenen Daten können weitere physikalische Zusammenhänge hergestellt werden.<br />
Die Arbeit (W) ist das Wegintegral der Kraft (F)<br />
– die Arbeit, die an der Probe durch deren<br />
y, F<br />
Deformation/Pe<strong>net</strong>ration verrichtet wird, kann<br />
d Fmax.<br />
durch numerische Summation über die diskreten<br />
Einzelpunkte von Kraft und Eindringtiefe<br />
angenähert werden.<br />
x· (y + ½<br />
y)<br />
In Fig. 15 wird geometrisch verdeutlicht, was mit<br />
Gleichung 34 formal ausgedrückt wird.<br />
0<br />
x, d<br />
Fig. 15 Fd-Integration, Trapezannäherung<br />
Bei (halb-)statischen Kurven entfernt sich der<br />
Rechenwert nicht zwangsläufig von der physikalischen<br />
Korrektheit. Die Kraftabnahme ist zwar mit dem<br />
zwischen Akquisitionspunkten auftretenden Einsinken<br />
der Beobachtung entzogen, der Verlauf ergibt sich<br />
jedoch nicht grundsätzlich verschieden zum Kraftverlauf<br />
bei einer entsprechend geringen Pe<strong>net</strong>rationsgeschwindigkeit.<br />
W<br />
<br />
d<br />
F max .<br />
<br />
F dd<br />
<br />
n1<br />
<br />
<br />
<br />
( e,<br />
t)<br />
( e,<br />
t)<br />
( s)<br />
1 ( s)<br />
( s)<br />
x<br />
x <br />
y y<br />
y <br />
i1<br />
i i<br />
0 i1<br />
<br />
2<br />
W : Arbeit [mJ = mN/m]<br />
F : Kraft [mN]<br />
i1<br />
i<br />
<br />
<br />
Gleichung 34<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 34 -
Der schlichte Zahlenwert der Arbeit selbst ist für Vergleiche ungeeig<strong>net</strong>. Über das beim Eindringen<br />
bewegte Volumen erhält man die spezifische Arbeit, die das (bei der gegebenen Geschwindigkeit und<br />
Eindringtiefe) aufzuwendende Energiequantum normalisiert ausdrückt:<br />
W<br />
Spez.<br />
<br />
A<br />
MK<br />
W<br />
d<br />
F max .<br />
W Spez. : Spezifische Pe<strong>net</strong>rations- oder Verformungsarbeit [mJ/mm³]<br />
A MK.·d Fmax.. : Bis zum maximalen Kraftwert verdrängtes Volumen [mm³]<br />
Gleichung 35<br />
Die Leistung (P), Arbeit pro Zeit, wird als Verformungsleistung mit der Division der spezifischen<br />
Verformungsarbeit durch die Dauer der Pe<strong>net</strong>ration (bis d Fmax ) berech<strong>net</strong>.<br />
P<br />
W<br />
Spez.<br />
Spez. <br />
( y)<br />
( y)<br />
zn<br />
z1<br />
P Spez. : Spezifische Pe<strong>net</strong>rations- oder Verformungsleistung [mW/mm³]<br />
Gleichung 36<br />
2.4. Präzision und Regression<br />
Ausgabepräzision<br />
Die typische Streubreite von Härtewerten in Mittelwertsmessungen liegt auch bei einheitlichen Stoffen<br />
oberhalb von 1% (relative Standardabweichung). Die Streuung befindet sich jenseits der<br />
Auswirkungen von Unsicherheiten der Kraft- und Wegbestimmung. Vielmehr ist – bei relativ harten<br />
Pe<strong>net</strong>rationen 36 die Exaktheit, mit der das Nullniveau ermittelt wird, entscheidend. Für die<br />
Nullniveaubestimmung können im Messprogramm sehr verschiedene Verfahren zur Anwendung<br />
kommen. Es kann seitens der Datenbewertung nicht differenziert werden, welcher Unsicherheitsbeitrag<br />
im Messwert durch die diskrete Tastwegauflösung begründet ist oder ursächlich der<br />
Probeneigenschaft selbst zugeschrieben werden muss. So konnte bisher auch keine wirklich<br />
befriedigende, programmiertechnische Behandlung der Messunsicherheit im Sinne des GUM 37<br />
vorgenommen werden.<br />
Seitens der Auswertung werden die Resultate zu Härte, Arbeit, Leistung und Kurvensteigung auf<br />
die Ausgabe von drei Ergebnisstellen gerundet.<br />
Anzahl Messpunkte, Regressionsgleichung zum zeitlichen Härteverlauf<br />
Die Auswertung und Ergebnispräsentation unterscheidet nach der Anzahl von Messkurven. Bei nur<br />
einem einzelnen Messwert, einer Pe<strong>net</strong>rationskurve, werden eben Kennzahlen ohne Mittelwert und<br />
Standardabweichung sowie Diagramme mit nur einem Wert oder Graphen ausgegeben 38 .<br />
36 „relativ hart“ – die Betrachtung ist immer relativ - bedeutet, dass ein Weginkrement (imeter 4: 4µm) bereits mehr als 3-<br />
5% der verfügbaren Kraft kompensiert.<br />
37 GUM: Guide to the Expression of Uncertainty in Measurement, International Organisation for<br />
Standardisation (Genf)<br />
38 Sinnvollerweise werden Einzelmessungen nur dann in Prüfungen zu Produktionskontrollen (Prozessmessungen) integriert,<br />
wenn nur wenig Zeit zur Verfügung steht; ansonsten ist zu empfehlen, die Sicherheit der Messaussage durch Wiederholung zu<br />
verbessern.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 35 -
Sobald mehrere Messwerte vorliegen, werden Mittelwerte und Standardabweichungen berech<strong>net</strong>. Der<br />
zeitliche Härteverlauf wird analysiert und der beste lineare, logarithmische, potenzielle oder<br />
exponentielle Zusammenhang wird nach der Methode der kleinsten Quadrate ermittelt und mit<br />
zugehörigem Korrelationskoeffizient ausgegeben.<br />
y = f(x) = H i20 (t)<br />
linear:<br />
logarithmisch:<br />
potenziell:<br />
exponentiell:<br />
H i20(t) = a + b · t<br />
H i20(t) = a + b · ln(t)<br />
H i20(t) = a · t b<br />
(b ·t)<br />
H i20(t) = a · e<br />
2.5. Konventionen<br />
Die Anzahl von Messprogrammen, d.h. Abläufen, ist konzeptbedingt unbeschränkt. Große Teile<br />
innerhalb der Messprogramme haben auf die Ergebnisermittlung keinen Einfluss – oder dienen der<br />
Behandlung von Eventualfällen. Für wenige relevante Verfahrensteile sind jedoch Konventionen zu<br />
beachten. Die Auswertungssoftware analysiert nur die Daten und verrech<strong>net</strong> diese mit den Vorgaben<br />
aus dem Datenblatt. Die Auswertung liest also nicht aus der Ablaufdefinition, sie wertet nicht das<br />
Messprogramm aus sondern allein die Daten. Was IMETER bei der Messung, wie und in welcher<br />
Reihenfolge durch Vorgaben des Messprogramms und Eingriffe eines Benutzers tut (oder getan hat),<br />
wird somit ausschließlich anhand erzeugter Daten interpretiert. Der Vorteil ist, dass die Gestaltung der<br />
Messprogramme dadurch von Beschränkungen frei ist. Nach welchen Regeln die Daten erzeugt<br />
werden sollten, welche zusätzlichen Übereinkünfte gelten und welche Modulationen möglich sind, um<br />
materialgerechte Informationen zu erhalten, wird im Folgenden eingehend erläutert.<br />
Einige Abschnitte mit Relevanz zu Bindemittel-, Zementprüfungen, Topfzeitbestimmungen, wie z.B.<br />
die Startzeit- und Zusammensetzungsthematik sind fakultativ einsetzbare Funktionen, die die<br />
Arbeitsschritte der Prüfung vereinfachen. Bei einfacheren Prüfungen oder Mittelwertsmessungen<br />
können sie schlicht ignoriert werden. Der einfache Anwender – dies sei vorausgeschickt – braucht<br />
sich nicht mit der Vielfalt der Möglichkeiten auseinander zu setzen. Für die Ausführung von<br />
Messungen sind nur einige wenige Punkte zur Bedienung zu befolgen. Auch wenn es auf den ersten<br />
Blick etwas verwirrend vielfältig erscheinen mag, erlaubt die Systematik, die denkbaren<br />
Anwendungsfälle für Härte- und Konsistenzmessung mit geringem Aufwand zu behandeln.<br />
2.5.1. Startzeit (Mischungsalter)<br />
Für den zeitlichen Verlauf ist der „Zeitpunkt Null― der natürliche Angelpunkt; die Zeitangaben für<br />
Anfangsviskosität, Verarbeitungszeit, IHZ, FHZ, die Zeitgleichung und Diagrammdarstellungen<br />
werden darauf bezogen. Für die Festlegung des Zeitpunkts Null, des Startzeitpunkts, gibt es drei<br />
anwendbare Varianten:<br />
(1) Vorgabe: Die Startzeit wird im Datenformular gesetzt (sie kann auch nachträglich, nach der<br />
Messung im Datenformular der Dokumentation angegeben werden).<br />
(2) Triggerung im Messablauf: Tritt vor dem ersten Messkurvenzug ein einzelner Wägewert in<br />
den Messdaten auf, so wird von diesem der Zeitbezug verwendet.<br />
(3) Einwägeverfahren: Werden die Komponenten mittels der integrierten Wägefunktion dosiert,<br />
dann wird mit der Einwaage der letzten Komponenten (z.B. Wasser, Initiator) der Zeitpunkt<br />
der Dosierungsübergabe verwendet.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 36 -
Mit dem Datenformular können möglicherweise bei der Messung fehlerhaft ermittelte Startzeiten<br />
korrigierend nachbestimmt werden.<br />
Für Startzeiten können negative Zeiten, Null und positive Minutenzahlen angeben werden. Negative<br />
Zahlenangaben verlegen die Startzeit nach vorn. Gibt man beispielsweise -5 Minuten an und die erste<br />
Messung erfolgt eine Minute nach dem Start des Messprogramms, so wird für diesen Messpunkt -4<br />
Minuten ausgewiesen 39 . Gibt man +5 Minuten an, erhält der Messpunkt die Zeitmarke +6 Minuten.<br />
Möchte man die im Ablauf bestimmte Startzeit korrigieren, beispielsweise wenn eine Prüfmischung<br />
eine Minute später in gültiger Weise fertig wurde, dann entnimmt man dem Bericht zuerst den<br />
entsprechenden Zahlenwert, und trägt ihn korrigiert ein.<br />
In jedem Fall gibt der Bericht darüber Auskunft, wie die Startzeit festgelegt wurde, und erlaubt damit<br />
eventuelle Korrekturen von Missverständnissen, fehlerhafter Angaben oder die Herstellung des<br />
korrekten physikalischen Zeitbezugs. (Der Bereich vorgebbarer Startzeiten umfasst -1E6 bis +1E6<br />
Minuten.)<br />
Messungen können also mit dem korrekten Zeitbezug auch in Folgemessungen fortgesetzt werden.<br />
Falls z.B. ein sehr langsam abbindender Zementleim geprüft wird oder das Aushärten längere Zeit<br />
benötigt als vorgesehen oder eine hohe Zeitauflösung bei schnelleren Vorgängen über längere<br />
Zeitspannen beobachtet werden soll, kann diese Möglichkeit nutzbringend zum Einsatz kommen.<br />
0,00008<br />
0,00006<br />
0,00004<br />
0,00002<br />
1 10 100 1000<br />
Zeit / Probenalter [min]<br />
Fig. 16 Demonstriert die Anwendung<br />
dieser Funktion mittels dem Teilprogramm<br />
„Diagrammvergleich“ zum<br />
Überblenden von Diagrammdaten.<br />
Die Härte von Rasierschaum wurde mit<br />
einer 18mm-Nadel über ca. 100 Minuten<br />
hinweg verfolgt 40 . Einige Stunden später<br />
wurde die Messung fortgesetzt. Die<br />
Wertegruppe unten rechts (rot) gehört<br />
zur zweiten Messung; dort wurde im<br />
Datenformular der Zeitbezug zur ersten<br />
Messung gesetzt.<br />
Fig. 16 „Schaumzerfall―<br />
Man kann damit das Zerfallsgesetz des<br />
Rasierschaums angeben.<br />
2.5.2. Probenzusammensetzung, Komposition<br />
Wird ein reaktives Substrat geprüft, wie z.B. Zement, dem Wasser zugefügt wird, steht das Ergebnis in<br />
unmittelbarem Zusammenhang mit der Zusammensetzung. Denn je mehr Wasser eingesetzt wird,<br />
desto langsamer erfolgt i.d.R. das Abbinden. Bei Optimierungsfragen können mehrere Komponenten<br />
und auch Additive beteiligt sein. Die Software unterstützt den sinnvollen Abgleich zwischen<br />
Zielwirkung und Ursache sowohl beim Messen als auch in der automatischen Berichtsfunktion.<br />
Der Kraftmesser von IMETER (Typ 4) ist eine hoch exakte Wägezelle. Diese kann zum Einwiegen<br />
der Komponenten innerhalb eines Messablaufs verwendet werden. Im Messprogramm wird vor der<br />
Härtemessung statt des Nadelmesskörpers eine Waagschale am Lastträger eingehängt. In der<br />
39 Dies kann sinnvoll sein, wenn beispielsweise ein UV-härtendes Polymer geprüft wird: Nach einer gewissen Vorlaufzeit, in<br />
der die „Nullhärte“ bestimmt wird, wird die Strahlungsquelle angeschaltet – auf diesen Zeitpunkt sollte die Startzeit gesetzt<br />
werden.<br />
40 H i20 (18mm|0.35mm/s.|4.3mm), ID6533-4<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 37 -
Waagschale werden die Komponenten eingewogen. Als Besonderheit ist hervorzuheben, dass dabei<br />
die genaueste Mengenbestimmung verwendet werden kann. 41<br />
Es stehen zwei Varianten der Funktion zur Verfügung:<br />
(1) Die Zusammensetzung wird im Datenformular angegeben. Es können bis zu drei<br />
Mischungsbestandteile mit Namen und Mengen genannt werden.<br />
(2) Die Komposition wird assistiert durch das Messprogramm in einem Ein-/Aus-Wägedialog<br />
zusammengewogen. Hier können beliebig viele Komponenten unter Assistenz dosiert<br />
werden.<br />
Datenformular: Werden keine Stoffnamen und Mengen angegeben oder eingewogen, dann erfolgt<br />
hierzu keine Berichtsausgabe. Wird nur ein Stoffname im Datenformular bei 1.Komponente<br />
angegeben, dann wird dieser Name als Probenname aufgefasst und wird in der Listenansicht im<br />
Datenbankbrowser und im Report dementsprechend ausgewiesen. Werden zwei oder drei<br />
Komponenten angegeben, wird die prozentuale Zusammensetzung berech<strong>net</strong> und im Bericht<br />
dargestellt. Bei blauviolett markierten Eingabefeldern steht immer eine Listenauswahl zur Verfügung.<br />
Per Doppelklick kann aus der sichtbar werdenden Liste der Stoffname selektiert werden. So kann<br />
sichergestellt werden, dass die Schreibweise korrekt ist und die Angabe der Dichte vorhanden ist 42 .<br />
Wird dem Stoffnahmen (auch im Wägedialog) ein „*―-Zeichen hintangestellt z.B. „Wasser*― erfolgt<br />
die Bestimmung der wahren Masse automatisch. Die Dichte des Dosierstoffs wird für 20°C<br />
berech<strong>net</strong> 43 .<br />
Gemischte Angaben aus Datenformular und Wägungen im Messablauf werden ggf. kombiniert!<br />
Vorsicht! Taucht aus der Prozesswägung genau derselbe Namen auf, wie der, der im Datenformular<br />
angegeben ist, überschreibt die Mengenangabe aus dem Datenformular diejenige aus der<br />
Prozesswägung. (Dieses Verhalten kann zur Korrektur fehlerhafter Prozesswägungen verwendet<br />
werden). In der ausführlichen Berichstausgabe wird auf die überschriebene Menge hingewiesen.<br />
Vorsicht! Bei Verwendung der Ein- bzw. Aus-Wägefunktion findet eine automatische Triggerung der<br />
Startzeit mit der Übergabe der letzten Einwaage statt (vgl. 2.5.1).<br />
2.5.3. Luftfeuchtigkeit<br />
Die zur Messung herrschende Luftfeuchte kann einen Einfluss ausüben und kann deshalb auch<br />
protokolliert werden.<br />
Die Luftfeuchte (0 bis 100% r.H.) wird im Datenformular eingetragen. Wird im zugehörigen<br />
Feld jedoch der Wert „-1― eingetragen, wird die Luftfeuchte in der Berichtsausgabe nicht erwähnt.<br />
Meldung beim Versuch eine Zahl über hundert anzugeben: Es sind zahlreiche Algorithmen hinterlegt,<br />
die die Korrektheit der Eingaben überprüfen. Dies ist dafür nur ein Beispiel.<br />
41 Gewichtsbestimmungen zur Massebestimmung unterliegen stets dem Einfluss der veränderlichen Luftdichte. Um genaue<br />
stöchiometrische Verhältnisse einzuhalten, ist das Verhältnis der Massen (nicht das der Gewichte) zu bestimmen. Die<br />
wirkliche Masse eines Wägegutes kann im nicht- Vakuum nur unter Berücksichtigung der Dichte des umgebenden Mediums<br />
(der Luftdichte), der Dichte des Justiergewichts und der Dichte des Wägegutes erfolgen. Die Korrektur bewegt sich im<br />
Promille-Bereich (der Wägewert von 100.0g Wasser entspricht unter Normalbedingungen der Masse von 100.1g).<br />
Angegebene Wägewerte werden automatisch korrigiert, wenn die jeweilige Komponente in der Dichtedatenbank gefunden<br />
wird und mit einem „*“-Zeichen gekennzeich<strong>net</strong> ist. Diese Korrektur wird natürlich auch im Bericht gekennzeich<strong>net</strong> und sie<br />
kann, wenn die Funktion unerwünscht ist, unterdrückt werden [Zur Berechnung vgl. z.B. Dokumentation zu Methode N°9,<br />
Festkörperdichte].<br />
42 Es ist deshalb auch sinnvoll, die verwendeten Stoffe in die Referenzdatenbank aufzunehmen.<br />
43 Wenn in der Datenbank der Temperaturgang der flüssigen oder festen Substanz nicht vorhanden ist, z.B., wenn nur ein<br />
Referenzwert vorliegt, dann wird der Referenzwert wie vorliegend verwendet.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 38 -
2.5.4. Temperatur<br />
Das Aushärten von Zementen ist temperaturabhängig. Das Aushärten selbst ist mit einem<br />
Wärmeumsatz verbunden, der dann natürlich Temperaturänderungen zur Folge hat. Gips wird spürbar<br />
wärmer, wenn er beginnt, abzubinden.<br />
Im Bericht wird immer ein Temperaturbezug ausgegeben. Es können folgende Fälle in IMETER-<br />
Härte-Messungen auftreten:<br />
(1) Es ist kein Thermometer angeschlossen.<br />
(2) Der Fühler misst die Temperatur im Messraum.<br />
(3) Der Fühler misst die Probentemperatur.<br />
(4) Die IHZ wird in der Messung erreicht.<br />
Finden im Messprogramm keine Temperaturmessungen statt, dann wird die Temperaturangabe aus<br />
dem Datenblatt verwendet und in der Interpretation wird folglich von isothermen Bedingungen<br />
ausgegangen. In der tabellarischen Listung der Ergebnisse wird die Spalte zur jeweiligen<br />
Temperaturangabe ausgeblendet.<br />
Wenn im Messprogramm Temperaturmessungen vorgegeben sind bzw. erfolgen, dann wird der<br />
Temperaturverlauf analysiert und bei hinreichender Korrelation mit einer mathematischen<br />
Zeitfunktion beschrieben (beispielsweise der e-Funktion aus dem Newtonschen Abkühlungsgesetz).<br />
Aus dem Wertebereich der aufgetretenen Temperaturen wird ein glatter Temperaturwert und der<br />
Zeitpunkt als Bezug ermittelt.<br />
Wenn in den Berichtsoptionen Auf Referenztemperatur berechnen deaktiviert ist/wird, dann wird<br />
die Angabetemperatur mit Bezug auf die chemisch-physikalischen Wirkung berech<strong>net</strong>: Es wird das<br />
zeitlich gewichtete arithmetisches Temperaturmittel berech<strong>net</strong> - also die mittlere wirkende<br />
Temperatur:<br />
n1<br />
T<br />
Angabe<br />
<br />
<br />
i1<br />
t<br />
t T<br />
T<br />
<br />
i1<br />
2<br />
n1<br />
<br />
i1<br />
i<br />
<br />
t<br />
i1<br />
i1<br />
t<br />
i<br />
<br />
i<br />
1<br />
<br />
t<br />
tn<br />
<br />
t1<br />
Tdt<br />
Gleichung 37<br />
Falls in der Messung eine FHZ erreicht wird, dann findet die Integration über den Zeitbereich<br />
zwischen erster Temperaturmessung (T(t 1 )) bis zum Zeitpunkt der FHZ statt (T(t FHZ )).<br />
T<br />
Angabe(<br />
FHZ )<br />
<br />
t(<br />
FHZ )<br />
<br />
t1<br />
T<br />
dt<br />
t<br />
Gleichung 38<br />
Für die Vergleichbarkeit der Kennzahl über verschiedene Messungen / Labors ist dieser<br />
Temperaturbezug entscheidend. Darum wird er in dieser Weise als Temperaturmittel berech<strong>net</strong>. Im<br />
Diagramm zum zeitlichen Härteverlauf ist der thermische-Integrationsbereich mit dem Bereich der<br />
eingezeich<strong>net</strong>en Regressionsfunktion immer identisch. Und auch die Funktion zur Ausreißerausblendung<br />
findet ausschließlich in diesem markierten Bereich Anwendung!<br />
Werden also keine Temperaturen im Ablauf bestimmt, dann ist der für die Probe gültige Wert im<br />
Datenblatt anzugeben.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 39 -
2.5.5. Mittelwerts- und Viskositätsausgabe<br />
Die Umschaltung der Berichtsausgabe auf die Ausgabe von Mittelwerten und Stichproben-<br />
Standardabweichungen bezüglich Härte, Drucksteigung, Arbeit, Leistung und Viskosität, erfolgt<br />
anhand der relativen Standardabweichung der Härtewerte. Überschreitet (bei der Gillmore-<br />
Auswertung) die relative Streuung 25% (dies zeigt an den Daten bereits an, dass kein IHZ/FHZrelevanter<br />
Verlauf vorliegen kann), wird automatisch die statistische Zusammenfassung zur Ausgabe<br />
erzeugt: z.B.:<br />
…<br />
Härteangabe H i20(b|v|d) :<br />
H i20(0,35|0,196|0,883) = 17,7 [MPa/mm]<br />
Zusammenfassung der Kennzahlen zu 17 Messkurven:<br />
- Mittelwerte mit absoluter und relativer Standardabweichung –<br />
Härte H i20 17,7 ±0,679 [MPa/mm] ±3,8%<br />
Steigung Stg. 20,4 ±2,84 [N/mm³] ±14%<br />
Arbeit W 9,03 ±0,816 [mJ/mm³] ±9,0%<br />
Leistung P 2,23 ±0,162 [mW/mm³] ±7,3%<br />
Geschw. v M 0,196 ±6,06E-4 [mm/s] ±0,31%<br />
Tiefe d Fmax. 0,883 ±8,37E-3 [mm] ±0,95%<br />
…<br />
Viskosität 3,50E+6 ±1,32E+5 [Pa·s] ±3,8%<br />
(Messung an einem Wachs ID 6453; dass der Steigungswert in diesem Fall größer als<br />
die Härte ist, deutet an, dass die Oberflächen- und Bulkhärte verschieden sind [Klarheit<br />
darüber erhält man aus den Diagrammen])<br />
2.5.6. Anfangsviskosität und Verarbeitungszeit<br />
Anfangsviskosität und Verarbeitungszeit sind für reaktive Systeme, wie Zemente und Klebemittel<br />
wichtige Kenngrößen, die ebenfalls im Prüfablauf ermittelt werden können.<br />
Die Anfangsviskosität ( 0 ) ist die zu einem wählbaren Zeitpunkt (des Mischungsalters, Probenalters<br />
etc.) vorliegende Viskosität; sie wird praktisch dazu benutzt, um eine Schätzung zum<br />
Verarbeitungsverhalten der frisch hergestellten Mischung zu liefern. Für einen Zeitpunkt, da die<br />
Probenvorlage z.B. noch nicht messbereit ist. Bei IHZ/FHZ-Messungen wird für 0 üblicherweise der<br />
Zeitpunkt „1 Minute― verwendet. Dieser Standardwert wird von der Software automatisch eingesetzt,<br />
wenn im Messkörperdatenblatt kein anderer Wert vorgegeben ist.<br />
Der Viskositätswert zu diesem Zeitpunkt wird in den Messungen über die Extrapolation einer<br />
(linearen, logarithmischen oder exponentiellen) Regressionsgleichung berech<strong>net</strong> 44 .<br />
linear:<br />
logarithmisch:<br />
potenziell:<br />
exponentiell:<br />
(t) = a + b · t<br />
(t) = a + b · ln(t)<br />
(t) = a · t b<br />
(b ·t)<br />
(t) = a · e<br />
44 Sofern sich als beste Regressionsfunktion die Potenzfunktion ergibt, wird stets der Mittelwert aus der potentiellen und<br />
exponentiellen (e-Funktion) für den 0 -Wert verwendet, da die Extrapolation der Potenzfunktion allein meistens kein<br />
sinnvolles Ergebnis liefert. Die Angabe 0 kann durch eine evtl. auftretende Latenzzeit – d.h. wenn die Mischung nicht sofort<br />
zu reagieren beginnt – somit im Extrapolationsfall auch anderweitig nicht korrekt sein.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 40 -
Fig. 17 Beispiel eines Zeit-Viskositätsdiagramms mit eingezeich<strong>net</strong>em<br />
Werteverlauf, Anfangsviskosität („eta (1min)―) , Verarbeitungszeit (tV ), IHZ und<br />
Regressionsbereich und –Funktion sowie Extrapolation.<br />
Die Verarbeitungszeit (t V ) oder Richtzeit 45 , ist der Zeitpunkt zu dem die Viskosität einen<br />
charakteristischen Wert durch Anstieg oder Abfall der Festigkeit über- oder unterschreitet.<br />
Der Wert kann im Messkörperformular oder im Datenblatt individuell angegeben werden. Ist kein<br />
charakteristischer Wert gesetzt, verwendet die Software den Wert 70000 [Pa·s]. Die Viskosität<br />
entspricht bei 70000 [MPa·s] entspricht der, der etwa kühlschrank-kalter Butter zugeord<strong>net</strong> werden<br />
kann.<br />
Eine Auswertung zu diesen Kennzahlen findet dann automatisch statt, wenn im Ablauf entsprechende<br />
Daten gemessen werden. In einer typischen Messung der Aushärtezeit muss lediglich dafür gesorgt<br />
werden, dass möglichst einige Werte vor dem Erreichen der IHZ gemessen werden. Um dabei eine<br />
sicherere Interpolation der Verarbeitungszeit oder eine nicht allzu ferne Extrapolation der<br />
Anfangsviskosität zu ermöglichen, sollten dynamische Härten äquivalent zu H i20(0,7|0,2|xx) ab<br />
0.05[MPa/mm] gemessen werden. Beide Kennzahlen liefern ungefähre Richtwerte und werden mit<br />
lediglich zwei Stellen Präzision ausgegeben. Es findet keine Auswertung statt, wenn keine<br />
hinreichende Korrelation (r² 0.85) ermittelt werden kann.<br />
2.5.7. Verdopplungsintervall / Halbwertsintervall<br />
Das Verdopplungsintervall (t 2 ) gibt die Zeitspanne an, über welche sich der Wert der Viskosität<br />
beim Abbinden verdoppelt. Das Halbwertsintervall (t 0.5 ) (Halbwertszeit) ist die analoge Große, die<br />
ebenso automatisch bei der Abnahme der Viskosität (z.B. beim Zerfall von Schaum) ausgegeben<br />
wird.<br />
Das Zeitgesetz der Viskositätsveränderung beim Abbinden von Gips oder Calziumphosphatzement<br />
folgt in der Regel einer e-Funktion:<br />
(t) = a · e<br />
(b ·t)<br />
Das Verdopplungs- (t 2 ) bzw. Halbwertsintervall (t 0.5 ) wird in diesem Fall – analog der<br />
Halbwertszeit beim radioaktiven Zerfall – wie folgt bestimmt:<br />
45<br />
Verarbeitungszeit ist der Begriff bei Gillmore Auswertungen, „Richtzeit“ bei den anderen Methodenvorgaben der<br />
Konsistenzmessungen.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 41 -
t 2 = ln(2)/b<br />
[ t 0.5 = ln(2)/-b ]<br />
Gleichung 39<br />
bestimmt.<br />
IHZ, FHZ, t V und 0 sind als absolut gesetzte Bezugswerte festgelegt und qualifizieren die<br />
Anwendungsseite. Der Viskositätsanstieg t 2 ist hingegen eine relative Kenngröße, die sich selbst<br />
normiert 46 .<br />
Zum Regelwerk der Auswertung gehört: Falls die Viskositätsänderung im Messergebnis nicht einer e-<br />
Funktion folgt, wird über den Zeitbereich eine andere Verdopplungszeit berech<strong>net</strong>, die in diesem Fall,<br />
mehr eine anwendungstechnische Bedeutung hat.<br />
Bei einem logarithmischen Verlauf (t) = a + b · ln(t) wird t 0.5 aus der Gleichung und bzw. der<br />
Umkehrfunktion bestimmt. Folgt die beste Regression einer Potenzfunktion, wird die Zweitbeste<br />
Regression verwendet. Sofern der Korrelationskoeffizient r² der Regression besser als 0.99 ist,<br />
werden im Bericht drei Stellen für t 2 bzw. t 0.5 angegeben, ansonsten wird das Ergebnis auf zwei<br />
Stellen gerundet; bei r²
2.6. Vorgaben zu Auswertung und Berichtsausgabe<br />
Im Datenblatt wird das Auswerteverfahren vorgegeben. Das Verfahren verändert nicht die<br />
grundlegenden Auswertungen der Messkurven, wie im vorigen Abschnitt beschrieben, wohl aber die<br />
Ausgabeformatierung. - Das Auswerteverfahren wird vom Datenblatt aus, im Listenfeld<br />
„Auswertung― per Drop-Down gewählt.<br />
Die ersten beiden Listenelemente (vgl. Abb.) führen zu Gillmore-Auswertungen (Angabe von IHZ und<br />
FHZ). Bei der „Rohdatenverwendung― werden jedoch<br />
keine Elastizitäts- und Trägheitskorrekturen von<br />
Wägesystem und Aufbau angewendet (siehe vorherigen<br />
Abschnitt). Diese Auswertevariante dient für Systemtests.<br />
Die Auswertungen „Härte/Konsistenz― und „T/t-Ki<strong>net</strong>ik― stellen Ergebnisse ohne IHZ und FHZ-<br />
Angaben dar und die Startzeit-Thematik wird unterdrückt – sofern diese nicht ausdrücklich gesetzt ist.<br />
Das „Härte/Konsistenz―-Verfahren ist für einfache Messungen und Mittelwertsmessungen anzuwählen,<br />
wie etwa beim Prüfen von Stoffen, bei welchen die Härte-Zeit-Kennzahlen keine Bedeutung<br />
haben.<br />
Mit der „Härte/Konsistenz-Auswertung werden folgende Präferenzen für die Formatierung des<br />
Berichts gesetzt:<br />
- Ist die Streuung der Hi20 Werte kleiner als 15% und/oder ist der Korrelationskoeffizient der<br />
Zeitfunktion kleiner als 0.85 enthält der Bericht das Ergebnis nach 2.5.5 „Mittelwerts- und<br />
Viskositätsausgabe―.<br />
- Bei einem Korrelationskoeffizient, der größer ist als 0.8 wird die Funktion explizit angegeben<br />
(sonst erscheint sie in den fakultativen Erläuterungstexten).<br />
- Der Titel des Berichts ändert sich von „Auto-Gillmore-Needle― zu „Härte / Konsistenz―. Und<br />
die Viskosität wird in der Tabelle mit drei Stellen angegeben.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 43 -
2.7. Diagrammdarstellungen<br />
In den Berichten können wahlweise bis zu fünf Diagrammdarstellungen aktiviert werden. Es handelt<br />
sich dabei um genau dieselben Diagramme, deren sukzessive Bildung auch schon während der Messung<br />
angezeigt wird. Zur Illustration sowohl der Diagrammformen als auch verschiedener<br />
Einsatzmöglichkeiten der IMETER-Methode Nr.20 werden in den folgenden Diagrammen aus<br />
diversen Anwendungen und gemischten Kontexten besprochen.<br />
2.7.1. „Temperatur- und Ereignisprofil“<br />
Das erste Diagramm zeigt eine Übersicht zur Messung. Temperaturmesswerte werden darin im<br />
zeitlichen Verlauf dargestellt. 47<br />
Die Kreuze, am oberen Rand der Grafik (Beispiel:<br />
Fig. 18) markieren Wechsel in der Pe<strong>net</strong>rationsgeschwindigkeit,<br />
wie sie bei der Anpassung der<br />
Messmodi an die zunehmende Härte auftreten.<br />
Die Sterne indizieren den Zeitpunkt der IHZ/FHZ<br />
und Dreiecke (in Fig. 18 ist eines abgebildet)<br />
zeigen die Zeitpunkte, zu denen vom Anwender<br />
ein Kommentar zu Protokoll gegeben wurde –<br />
z.B. um eine Auffälligkeit der Messung oder<br />
Probe dauerhaft zu vermerken (vgl. Fig. 39<br />
„Protokollbox―, S.80), die im Bericht auch<br />
ausgegeben wird.<br />
0 10 20 30 40 50<br />
Die Zeitachse stellt die Laufzeit der Messung dar,<br />
Zeit [min]<br />
die vertikale, gestrichelte Linie gibt im Diagramm<br />
den Bezugs-Nullzeitpunkt (t Trig. , t TDBV ) wieder.<br />
Fig. 18 Gips (Temperaturverlauf in der Probe)<br />
Durch einen gepunkteten Bereich wird der<br />
Zeitraum, der zwischen dem Nullzeitpunkt und<br />
dem ersten Messwert vergangen ist visualisiert.<br />
In Fig. 18 wurde Gips (Anhydrit) gemessen,<br />
wobei der Temperaturfühler in einem Teil der<br />
aushärtenden Gipsmenge steckte. Man sieht, dass<br />
sich der Gips im Zeitbereich der charakteristischen<br />
IHZ und FHZ beim Abbinden erwärmt.<br />
-4 -2 0 2 4 6 8<br />
Zeit [min]<br />
Fig. 19 zeigt das Übersichtschart für eine einfache<br />
Messung gezeigt. Die Temperaturangabe<br />
dokumentiert dabei die gleich bleibenden<br />
thermischen Bedingungen der Messumgebung im<br />
Gehäuse. Der Nullzeitpunkt (Senkrecht<br />
gestrichelte Linie bei -3min) ist durch die entsprechende<br />
Angabe im Datenformular auf drei<br />
Minuten vor Beginn der Messung gesetzt.<br />
Fig. 19<br />
47 Falls keine Temperaturen aufgezeich<strong>net</strong> wurden, wird die Angabetemperatur aus dem Datenformular als waagerechte<br />
Linie angezeigt.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 44 -
2.7.2. „Härte-Zeitverlauf“<br />
Das besonders für Härte-Verlaufsmessungen bedeutende Ergebnisdiagramm wird, wie zu Fig. 11<br />
erklärt, aus den zeitlich angetragenen Härtewerten gebildet; bei Härtemessungen an stabilen Proben<br />
(Mittelwertsmessungen) wird eben der zeitliche Verlauf dieser Prüfung analog angezeigt, wodurch ein<br />
1000,000<br />
100,000<br />
ggf. grafischer Eindruck von<br />
Mittelwert und Standardabweichung<br />
gegeben wird. Fig. 20 zeigt ein<br />
Beispiel von der obigen Messung<br />
10,000<br />
an Gips (Fig. 18). Die X-Achse<br />
gibt, anders als das Temperaturprofil,<br />
1,000<br />
die Zeit im direkten Bezug<br />
auf den Nullzeitpunkt wider. Die<br />
0,100<br />
Härte ist hier auf einer<br />
0,010<br />
0,001<br />
logarithmierten Y-Achse dargestellt,<br />
damit auch der über mehrere<br />
Größenordnungen verlaufende Wertebereich<br />
0 10 20 30 40 50<br />
abgebildet werden kann.<br />
In Fig. 20 ist mit den doppelten<br />
Zeit / Probenalter [min]<br />
HiT[f(t)] = 1,518E-6· t[min]^(4,84011), r² = 0,9910<br />
Fig. 20 Gips - Aushärtung<br />
gestrichelten vertikalen Linien der<br />
Bereich markiert, in dem IHZ/FHZ<br />
jeweils liegen.<br />
10,0000<br />
Die Härte kann nach dem Erreichen<br />
des kritischen Wertes wieder<br />
1,0000<br />
abfallen – ggf. aufgrund einer<br />
Erweichung durch exotherme<br />
0,1000<br />
0,0100<br />
0,0010<br />
Reaktion – daher wird die gesamte<br />
Bereichsausdehnung markiert, vom<br />
erstmaligen bis zum letztmaligen<br />
Überqueren des IHZ/FHZ- Härteschwellwertes.<br />
Die kugelförmigen<br />
Markierungen geben den im Bericht<br />
0,0001<br />
ausgewiesenen FHZ/IHZ- Zeitpunkt<br />
wieder. Diese Zeitwerte sind in Fig.<br />
-100 0 100 200 300 400 500<br />
18 als sternförmige Marken mit Bezug<br />
Zeit / Probenalter [min]<br />
HiT[f(t)] = 0,70841 +1,91575E-3·t[min], r² = 0,22<br />
Fig. 21 Schokolade - gefrieren<br />
auf den Gesamtverlauf einge-<br />
zeich<strong>net</strong>.<br />
Im Diagramm Fig. 18 ist das<br />
Erhärten von geschmolzener<br />
3,05<br />
Schokolade gezeigt. Der Zeitpunkt<br />
Null wurde auf die Zeit gesetzt, zu<br />
der die Temperatur der Schokolade<br />
3,00<br />
Raumtemperatur erreicht.<br />
2,95<br />
2,90<br />
2,85<br />
5 6 7 8 9 10 11<br />
Hi20[f(t)] = 2,9511 -5,29549E-4·t[min], r² = 0,00<br />
Zeit / Probenalter [min]<br />
Fig. 22 Schaumstoff - Härtemittelwert<br />
Fig. 22 stellt eine Mittelwertsmessung<br />
an einem feinporigen, relativ<br />
harten PUR-Schaumstoff dar (H i20<br />
(0,692|0,502|1,61) = 2,95 [MPa/mm] ID<br />
6496); es wurde an jeweils<br />
ungeprüften Stellen gemessen. Die<br />
aussagetechnische Abzweigung<br />
(durch wiederholte Messung derselben<br />
Stelle) ist eine Variationsmöglichkeit<br />
und untersucht die<br />
Relaxation des Materials.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 45 -
2.7.3. „Druckkraft-Eindringtiefe“<br />
5<br />
4<br />
3<br />
Die jeweils lokal und momentan auf die<br />
Nadelspitze wirkende Druckkraft wird<br />
in Abhängigkeit von der Eindringtiefe<br />
abgebildet. Alle Pe<strong>net</strong>rationskurven<br />
einer Messung werden in einem<br />
Diagramm übereinander gezeich<strong>net</strong>.<br />
2<br />
1<br />
0<br />
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6<br />
Das Diagramm Fig. 23 zeigt alle Spannungsdiagramme<br />
für die in Fig. 18, und<br />
Fig. 20 bereits erwähnte Messung an<br />
aushärtendem Gips.<br />
Fig. 23 Gips - Aushärtung<br />
Eindringtiefe [mm]<br />
Fig. 24 gibt den mit weniger Pe<strong>net</strong>rierungen<br />
aufgezeich<strong>net</strong>en Härtungsverlauf<br />
an einem Biozement wieder.<br />
20<br />
15<br />
In Fig. 25 wird das Hart werden von<br />
Butter bei Abkühlung auf Kühlschranktemperatur<br />
gezeigt.<br />
10<br />
5<br />
0<br />
-0,2 0,0 0,2 0,4 0,6 0,8 1,0<br />
Diese Darstellungsvariante ist für lange<br />
Messungen mit vielen, einzelnen<br />
Härtmesswerten recht unübersichtlich.<br />
Sie eig<strong>net</strong> sich besser für die Veranschaulichung<br />
kürzerer Messungen oder<br />
bei Textur- oder Konsistenzuntersuchungen.<br />
Eindringtiefe [mm]<br />
Fig. 24 Aushärtung von Biozement / Phosphatzement<br />
1,5<br />
1,0<br />
0,5<br />
0,0<br />
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4<br />
Eindringtiefe [mm]<br />
Fig. 25 Butter – Streichfähigkeit verlierend<br />
Alle Diagrammformen können über den<br />
Diagrammeditor bearbeitet werden;<br />
z.B. (logarithmische) Achsenskalierung,<br />
Beschriftungen, Graphenmarkierungen,<br />
Farben. Es kann auch eine Legende<br />
angezeigt werden, die Kurvennummer<br />
und Zeitpunkt angibt. Diagrammtitel<br />
und Fußnoten können bei allen<br />
Darstellungen durch Angabe eines<br />
freien Textes gestaltet werden.<br />
Lediglich die Fußnoten im Plot<br />
„Temperatur- und Ereignisprofil“ sind<br />
durch die Ausgabe optionaler<br />
Kommentierungen vorbelegt.<br />
Individualisierte Diagrammformate<br />
können als Schablone gespeichert und<br />
bei Bedarf zur Formatierung der<br />
Diagrammdaten aufgerufen werden.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 46 -
Fig. 26 PUR-Schaumstoff (Hart)<br />
Fig. 27 Baugips, Pulver<br />
15<br />
10<br />
10,0<br />
1,0<br />
0,1<br />
0,01000<br />
0,00100<br />
0,00010<br />
0,00001<br />
5<br />
0<br />
0,1 1,0 10,0<br />
Fig. 28 „Zwiebel - Textur―<br />
Eindringtiefe [mm]<br />
0 1 2 3 4 5<br />
Eindringtiefe [mm]<br />
0 2 4 6 8 10 12<br />
Eindringtiefe [mm]<br />
Abbildungsverfahren für Diagramme „Druckkraft gegen Eindringtiefe―:<br />
( e,<br />
t)<br />
x-Werte (Eindringtiefe) x<br />
i<br />
y-Werte (Druck)<br />
<br />
s<br />
y ( )<br />
i<br />
A<br />
MK<br />
Für Mittelwertsmessungen ist die Form<br />
der Darstellung in der Regel besonders<br />
aufschlussreich, da die einheitliche<br />
Skalierung einen zusätzlichen Eindruck<br />
von Streuungsmassen und vor allem<br />
anschauliche Texturinformationen<br />
liefert. Um stoffbezogene Gesetzmäßigkeiten<br />
zu finden, hilft manchmal die<br />
Umschaltung der Achsenskalierung.<br />
Interessant ist der lineare Verlauf des<br />
Einsinkdruckes beim Schaumstoff (Fig.<br />
26, Hi20(0,692|0,343|1,68) = 2,83<br />
[MPa/mm] ID6510), dessen etwas größere<br />
Härtewerte in einer anderen Messung<br />
bei höherer Messgeschwindigkeit bereits<br />
in Fig. 22 vorgestellt wurden.<br />
Die Anwendung der Härtemessung an<br />
pulverförmigen Stoffen (in diesem Fall<br />
an locker geschüttetem Baugips) zeigt<br />
Fig. 27 (Hi20(18|0,350|4,16) = 4,97E-4<br />
[MPa/mm] ID6540). Die Messung an<br />
solchermaßen grenzfälligen Substanzen<br />
– Viskositäts- und Elastizitätangaben<br />
wären nun wirklich kurios – kann<br />
helfen, Verhalten normaler Werkstoffe<br />
zu verstehen (Stichwort: Bruchmechanik).<br />
In Fig. 28 sind die Spannungsverläufe<br />
bei der Mehrfach-Pentration einer<br />
Speisezwiebel gezeigt: Vor jeder Schale<br />
steigt die Spannung an und fällt dann<br />
wieder ab. Da die Schichten zwischen<br />
den Schalenhäute ungleichmäßig<br />
mächtig sind, erscheinen die „Peaks―<br />
dementsprechend in der Tiefe versetzt.<br />
Im Gegensatz zu den Kennzahlen, die zu<br />
jeder Messkurve ausgegeben werden, ist<br />
die Abbildung nicht auf den Wertebereich<br />
bis zum Punkt d Fmax beschränkt<br />
und kann somit auch Konsistenzinformationen<br />
am Kurvenverlauf bildlich zur<br />
Verfügung stellen.<br />
Wird anstelle des „Korrekturverfahrens“ zur Berechnung, die „Rohdatenverwendung“ angegeben,<br />
werden Diagramme anstatt mit x (e,t) - mit x (0) – Werten gebildet.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 47 -
2.7.4. „Härte-Eindringtiefe“<br />
150<br />
100<br />
50<br />
0<br />
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6<br />
Eindringtiefe [mm]<br />
Fig. 29 Gips - Aushärtung<br />
0,8<br />
0,6<br />
Eine weitere Darstellungsart gibt die für<br />
jeden Punkt berech<strong>net</strong>e Härte als quasi-<br />
H i20 in Abhängigkeit von der<br />
Eindringtiefe wieder.<br />
In Fig. 29 werden nochmals die Daten<br />
der Gipsmessung in dieser Form<br />
dargestellt. Wie zu erkennen, ist auch<br />
diese Darstellungsform für die Veranschaulichung<br />
von Messergebnissen, die<br />
über mehrere Härte-Größenordnungen<br />
verlaufen, weniger geeig<strong>net</strong>.<br />
Fig. 30 (Hi20(0,4|0,203|4,21) = 0,729<br />
[MPa/mm], ID 6526) zeigt den<br />
interessanten Fall der Härte von<br />
Fruchtgummi (Gummibärchen). Die<br />
Oberfläche ist relativ hart, dann fällt die<br />
Härte ab und steigt danach wieder an; es<br />
ergibt sich ein parabelförmiger Verlauf.<br />
0,4<br />
0,2<br />
0,01 0,10 1,00 10,00<br />
Eindringtiefe [mm]<br />
Fig. 30 Fruchtgummi<br />
0,10<br />
0,05<br />
0,00<br />
0 1 2 3 4 5 6<br />
Eindringtiefe [mm]<br />
Fig. 31 Stahlfeder (Auswerteoption „Korrekturverfahren“)<br />
Mit Fig. 31 wird eine weitere Art einer<br />
Härtemessung vorgestellt: nämlich die<br />
Messung der Federhärte an einer<br />
weichen Spiralzugfeder aus Stahl.<br />
(Hi20(6,8|1,15|4,60)=4,85E-4<br />
[MPa/mm]<br />
ID6476, für den Parameter b ist die Dicke<br />
der Feder angegeben)<br />
Dazu wurde die Feder am Lastträger<br />
befestigt und mit einem Gewicht<br />
gedehnt. Der Paralleltisch tastete das<br />
Gewicht unter der Feder an – zur<br />
Bestimmung des Nullniveaus, dann<br />
wurde mit unterschiedlichen Geschwindigkeiten<br />
die Feder gestaucht. Die<br />
Schwankungen am Anfang rühren vom<br />
Impuls her, der die Feder beim<br />
Auflaufen auf die hängende Masse in<br />
eine leichte Schwingung versetzt. Das<br />
Diagramm zeigt die Federhärte als nicht<br />
geschwindigkeitsabhängige, rein energieelastische<br />
Härte.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 48 -
0,06<br />
0,04<br />
0,02<br />
In Fig. 32 sind die gleichen Daten mit<br />
ausgeschalteter Korrektur (vgl. Kap.<br />
2.8) gezeigt. Auf diese Weise zeigen<br />
sich im Umkehrfall anschaulich die<br />
richtig stellenden Wirkungen der<br />
Elastitäts- und Trägheitskorrektur.<br />
0,00<br />
0 1 2 3 4 5 6<br />
Eindringtiefe [mm]<br />
Durch die „Rohdatenverwendung“ (d.h.<br />
x (0) an Stelle von x (e,t) ) wird in dieser<br />
Diagrammform eine Änderung sowohl<br />
an Abszissen- als auch der<br />
Ordinatenwerten hervorgerufen.<br />
Fig. 32 Stahlfeder (Auswerteoption „Rohdatenverwendung“)<br />
Abbildungsverfahren für die Diagrammdaten zu „H i20 gegen Eindringtiefe―:<br />
( e,<br />
t)<br />
x-Werte (Eindringtiefe) x<br />
i<br />
( s)<br />
i<br />
y-Werte (Härte) ( e,<br />
t)<br />
AMK<br />
xi<br />
y<br />
2.7.5. „Viskosität“-Zeitverlauf<br />
1e+008<br />
1e+007<br />
1e+006<br />
100000<br />
10000<br />
1000<br />
100<br />
0 5 10 15 20<br />
Zeit / Probenalter [min]<br />
Fig. 33 „Biozement― - Verarbeitung (ID7432)<br />
Die Viskosität nach der Herstellung<br />
einer reaktiven Mischung, also lange<br />
vor dem Erreichen der ersten<br />
Härtekennzahl (IHZ), ist für<br />
Handhabung und Verarbeitung z.B. von<br />
medizinischen Zementen und diversen<br />
Klebemitteln eine bedeutende Angabe.<br />
Im Diagramm links wird am Beispiel<br />
der IHZ/FHZ-Bestimmung an einem<br />
Phosphatzement der Viskositätsverlauf<br />
im Anfangsbereich der Aushärtung<br />
angezeigt. Härtemessungen vor der IHZ<br />
erlauben oft den Schluss auf die<br />
Anfangsviskosität (Viskosität bei<br />
1[min] nach Mischungsherstellung) und<br />
die Verarbeitungszeit (Zeitpunkt des<br />
Erreichens von 1[MPas]). Die rote<br />
Kugel markiert in der Grafik die<br />
Anfangsviskosität ( 0 ), der gestrichelte,<br />
gelbe Balken die Verarbeitungszeit (t V ),<br />
der grüne gepunktete Balken zeigt die<br />
IHZ. Die durchgezogene Linie bildet<br />
die Regressionsgleichung ab.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 49 -
250<br />
200<br />
Der Viskositäts-Zeitverlauf kann, auf andere<br />
Messaufgaben angewendet, ebenfalls<br />
anschauliche Diagramme liefern. Im Diagramm,<br />
links, wird der Abbau der Viskosität von<br />
Rasierschaum mit der Zeit abgebildet. (bei „T/t-<br />
Ki<strong>net</strong>ik―- Messungen wird natürlich keine<br />
Verarbeitungszeit ausgewiesen).<br />
150<br />
100<br />
1 10 100 1000<br />
Zeit / Probenalter [min]<br />
Fig. 34 „Schaumzerfall― (ID138)<br />
Abbildungsverfahren für die Diagrammdaten zu „Viskosität―-Zeitverlauf:<br />
x-Werte (Zeit)<br />
y-Werte (Viskositätswerte)<br />
<br />
H<br />
v<br />
i20 (<br />
M<br />
k )<br />
( k )<br />
In Kapitel 5 (Ein automatischer Prüfbericht, ab S.84) werden Diagramme im Kontext einer<br />
vollständig dokumentierten Messung gezeigt.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 50 -
2.8. Darstellungsoptionen<br />
Neben dem eingangs zu diesem Abschnitt erwähnten Korrekturverfahren, steht eine kleine Gruppe<br />
zusätzlicher Möglichkeiten zur Verfügung, die es erlaubt, die Darstellung der Resultate und in Teilen<br />
auch die Ergebnisse selbst zu verändern. Diese Möglichkeiten finden sich auf der Registerkarte<br />
Optionen zu jedem Messdokument.<br />
Wenn die Option Erläuterungstexte aktiviert ist, wird die<br />
Herkunft und Bedeutung verschiedener Zahlenangaben, die<br />
in den Berichtstabellen ausgegeben werden, auch innerhalb<br />
des Berichts erklärt. Damit können Resultate etwa für<br />
Kunden aufbereitet werden, ohne dass umständliche<br />
Erklärungen in einem gesonderten Prüfbericht notwendig<br />
wären (vgl. Kap. 5. Ein automatischer Prüfbericht).<br />
Formatierte Tabellen, Bearbeitungshinweise, Berichtseinstellungen,<br />
Online-Protokoll… und Audit-Trail führen<br />
zur Ausgabe der verständlich zugeord<strong>net</strong>en Zusatzinformationen<br />
im Prüfbericht. Der Schalter<br />
Authetifizierungen gibt im Bericht das Ergebnis in einem<br />
verschlüsselten Hexadezimalcode und Identifizierungsmerkmale<br />
des Systems aus.<br />
Die Option Detaillierte Ergebnisse liefert Zusatzangaben<br />
über den Messaufbau und unter anderem eine<br />
Zusatztabelle, die die für die jeweilige Pe<strong>net</strong>ration<br />
aufgebrachte spezifische Arbeit und Leistung ausweist. Die in den Optionen gewählten Einstellungen<br />
können individuell für jede Messung konfiguriert sein ( Berichtsdesign, Diagrammauswahl). Die<br />
Schalter können beliebig an- und ausgeschalten werden – eine bleibende Veränderung der<br />
Experimentaldaten kann ja nicht erfolgen.<br />
Die Ergebnisdarstellung wird uniform ausgegeben, also für alle Messdokumentationen gleich, wenn<br />
die Checkbox für Einheitliche Reportformate aktiviert ist.<br />
Unabhängig von den „Korrekturverfahren―, die die Qualität der<br />
Datenbasis betreffen, steht die Option zur Ausreißer-Eliminierung<br />
auch in dieser Methode zur Verfügung. Sie dient zur<br />
Schönung der Ergebnisverläufe und wird – sofern aktiviert –<br />
fallsensitiv eingesetzt. Ab einer Mindestanzahl von zehn<br />
Härte-Messwerten erlaubt sie, maximal jeden zehnten Wert<br />
aus dem Bericht und den Diagrammen auszublenden. 48 Aber<br />
nur dann, wenn die Ausgleichsrechnung einen<br />
Korrelationskoeffizienten r² > 0.85 oder r² < 0.15 feststellt. Dann werden Werte in fallender Reihe<br />
ihrer Abweichung ausgeblendet, wenn sie zusätzlich mindestens um 9% von der Hypothese<br />
(=Mittelwert oder Regressionsfunktionswert) abweichen.<br />
Falls in der Messung ein Härteverlauf mit dem Erreichen der FHZ auftritt, beschränkt sich die<br />
Anwendung der Ausreißerentfernung nur auf die Werte des Zeitbereichs bis einschließlich der<br />
erreichten FHZ 49 .<br />
Die Option auf Referenztemperatur berechnen hat in diesem Messverfahren ebenfalls eine implizite<br />
Zusatzbedeutung; vgl. Kap. 2.5.4, S. 39.<br />
48 Im Abschnitt „Meldungen“ des Berichts werden die nicht- dargestellten Werte jedoch angegeben.<br />
49 Der Härteverlauf nach der FHZ folgt oft anderen Gesetzmäßigkeiten. Außerdem sind nachfolgende Ausreißer nicht<br />
gleichermaßen Ergebnis-relevant.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 51 -
2.9. Datenexport<br />
Die gesamte Datenbasis ist durchgängig und sehr einfach aus den Messdokumenten zu erhalten.<br />
Tabellierte Zusammenstellungen können direkt aus dem Bericht in die Windows-Zwischenablage<br />
kopiert werden. Sie sind so formatiert, dass sie in Microsoft Excel und anderen Programmen ebenfalls<br />
als Tabellen mit Zahlenwerten eingefügt werden können (Tabulator-getrennte Zahlenkolonnen). Die<br />
Rohdaten können über eine Schaltfläche direkt in die Zwischenablage, zum Notepad oder nach Excel<br />
kopiert werden (Notepad und Excel werden dabei automatisch gestartet – wenn sie auf dem PC<br />
installiert sind).<br />
Die Diagramme können als Bitmap und als Vektorgrafiken aus dem Bericht herauskopiert werden.<br />
Und es können die den Diagrammen zugrunde liegenden Daten extrahiert und andernorts eingefügt<br />
werden. Die Entnahme als Vektorgrafik und mit Zahlenformaten erfolgt aus dem Charteditor der<br />
gestartet wird, indem in der Selektion darzustellender Diagramme der Ghostbutton gedrückt wird (s.<br />
Abb. unten). Im direkten Export des Berichts nach MS-Word oder mit dem Speichern im RTF-Format<br />
werden die Diagramme jedoch als Bitmap abgelegt, weshalb der Weg über den Charteditor zu<br />
skalierbaren Diagrammen führt.<br />
Die Transparenz der Datengrundlage und die Möglichkeit der genauen<br />
Prüfung sowie der Schlussfolgerung und Bearbeitung außerhalb der<br />
IMETER-Software, ist nicht zuletzt deshalb gegeben, weil Resultate<br />
einer Messung und manche der Eigenschaften des Systems, sonst<br />
geglaubt werden müssten.<br />
2.10. Änderungen an den Daten<br />
imeter i ist ein kyber<strong>net</strong>isches System, das als solches aus dem Verhältnis variabler Umstände in der<br />
vergleichenden Betrachtung, Steuerungen bewirkt und Regelschlüsse zieht. Anhand von Fig. 35 wird<br />
gezeigt, an welchen (virtuellen) Orten die Daten verschiedener Relevanz lokalisiert sind, die<br />
schließlich die Eigenschaften der Resultate entscheidend mitbestimmen.<br />
Lokalisation von Konstanten und Variablen, Datenherkunft und Speicherung<br />
Fig. 35<br />
(A) imeter System (Konfiguration)<br />
Komponenten (Temperaturmessung, Thermostat …),<br />
Weg-, Kraft- und Temperaturauflösung, Messunsicherheiten<br />
und Messbereiche, Fallbeschleunigung,<br />
Luftdichte, Steuerungs- und Komponentenparameter,<br />
Daten der Prüfmittelüberwachung …<br />
(B) Messung (Messprogramm, Datei)<br />
Weg, Zeit, Kraft; Eventualfälle: Temperaturmessung,<br />
Probenzusammensetzung, Startzeit, Kommentierungen<br />
(C) Messkörperdaten (Messkörpertabelle)<br />
Stempelgewicht, Nadeldurchmesser, Korrekturfaktoren<br />
(Messunsicherheiten)<br />
(D) Datenblatt (ein Datensatz in der Datenbank)<br />
Probenangaben, Messkörpername, (Temperatur,<br />
Probenzusammensetzung, Startzeit), Auswerteverfahren,<br />
Fallbeschleunigung (Luftdichte), Messdaten<br />
Fig. 35: Das System kennt seine<br />
Eigenschaften aus den Angaben in<br />
der Konfiguration (A). Dort sind die<br />
Grunddaten zur Steuerung der<br />
Komponenten lokalisiert, einschließlich<br />
der am Aufstellort herrschenden<br />
Fallbeschleunigung. In der Messung<br />
werden die konkreten Anweisungen<br />
des Messprogramms für die Maschine<br />
übersetzt. Das Messprogramm (B)<br />
erzeugt letztlich die mit (D)<br />
gespeicherten Daten. Für die<br />
Darstellung der Resultate werden<br />
diese Daten und die entsprechenden<br />
Angaben von (A) mit den Informationen<br />
zum Messkörper (C) und den<br />
Vorgaben aus dem Datenblatt (D)<br />
nach festgelegten – aber fallsensitiven<br />
- Algorithmen korreliert.<br />
Das fünfte Element ([E]), Referenz-<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 52 -
und Vergleichsdaten für eine Korrelation, d.h. für die vergleichende Einordnung von Resultaten, ist<br />
bei der Methode Nr.20 aufgrund fehlender Literaturdaten nicht verfügbar. Eine zusätzliche<br />
Abweichung dieser Methode vom sonst üblichen IMETER-Schema, besteht ferner darin, dass<br />
Messkörperdaten so, wie sie eingetragen sind, in Berechnungen verwendet werden, ohne dass ein<br />
Unsicherheitsbudget 50 verarbeitet wird.<br />
Abgesehen von den Messdaten (Weg, Zeit, Kraft, Temperatur), die selbst nie nachträglich veränderbar<br />
sind 51 – nur durch das Wirken der Ausreißereliminierung (vgl. Darstellungsoptionen, S.51) und<br />
Korrekturverfahren (vgl. S.27 ff.) virtuelle Veränderungen erfahren –, können andere<br />
ergebnisrelevante Daten (A, C, D) nachträglich verändert werden: Änderungen der Messkörperdaten<br />
(C) führen nach Neuberechnung zu Änderungen in den Ergebnissen, die mit dem jeweiligen<br />
Messkörper hervorgebracht wurden. So kann z.B. die IHZ nachträglich korrigiert werden, wenn eine<br />
entsprechende Korrektur zum Abgleich mit empirischen Werten erst später sicher zugeord<strong>net</strong> werden<br />
kann. Im Datenblatt kann nachträglich ein anderer Messkörper angegeben werden, andere Texte zur<br />
Probenbeschreibung, auch kann die Fallbeschleunigung, Luftdichte und Messunsicherheit der Waage<br />
bzw. Kraftmessung nachträglich geändert werden. Ein Hinweis auf jedwede Änderung wird im<br />
Bericht ausgegeben und kann im Audit-Log der Messdokumentation eingesehen werden. Damit<br />
können Ergebnisberechungen, die testweise mit variablen Zahlenangaben durchgeführt wurden, immer<br />
auch wieder rückgängig gemacht werden. Einzig von wiederholten Änderungen der<br />
Fallbeschleunigung sollte abgesehen werden, da durch Rundungseffekte eine geringfügige<br />
Verschlechterung der Roh-Kraftmesswerte eintritt.<br />
50 Die in einer Zusatzspalte jedem Zahlenwert im Messkörperformular (C) beigeord<strong>net</strong>e Messunsicherheit der Zahlenangabe,<br />
wird (ausnahmsweise) in der Auswertung zur imeter Methode Nr. 20 nicht behandelt.<br />
51 Das Löschen einzelner Weg-Zeit-Kraft Werte ist jedoch bei entsprechender Benutzerberechtigung möglich. Es hinterlässt<br />
natürlich auch ein Hinweis im Audit-Log. Ein nachträgliches Verändern oder Hinzufügen von Daten ist jedoch absolut<br />
unmöglich.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 53 -
3. Messprogramme<br />
Die Gestaltungsfreiheit bei der Modellierung einfacher, wie auch extrem komplexer Mess- oder<br />
Prüfverfahren stellt sehr mächtige Mittel zur Aufgabenbewältigung bereit. Für interpretierbare<br />
Abläufe – d.h. für zu Prüfberichten automatisch deduzierbaren Datenlagen - ist lediglich eine kleine<br />
Anzahl von Regeln zu beachten:<br />
3.1. Regeln für Hi20 - Messprogramme<br />
Die Grund-Bedingungen an einen auswertbaren Ablauf für eine Härtemessung sind:<br />
- es muss ein Bezugsniveau mindestens 1x definiert werden (Funktion Nullniveau antasten<br />
oder Anweisung Nullniveau setzen) und<br />
- es müssen Messdaten erzeugt werden, die Kraft-Weg-Kurven mit jeweils mindestens 5-Kraft-<br />
Weg- Rasterpunkten in positiver x-Folge ergeben und ggf.<br />
damit IHZ/FHZ ausgegeben werden, muss ein entsprechender Härteverlauf erreicht werden. Und da<br />
die Messwerte invers aufgenommen sein müssen, ist stets mit auf Null gestellter (austarierter) Vorlast<br />
des Messkörpers zu messen.<br />
Alle anderen Elemente der Abläufe wie, Dialoge, Bedingungen, Formulierungen,<br />
Zeit/Dauer/Kraft/Temperatur-Kriterien, Schleifen, Thermostatansteuerungen etc. können weitgehend<br />
wahlfrei kombiniert gestaltet sein; z.B. um möglicherweise sehr spezielle Materialfragen zu klären<br />
oder einen Standard-Ablauf so einzurichten, dass auch ungeschulte Experimentatoren, Messungen<br />
sicher ausführen können.<br />
Erlaubte und in der Auswertung geprüfte Eventualitäten, auf die durch entsprechende<br />
Berichtsausgaben reagiert wird, sind:<br />
- es können Ein- und Auswägefunktionen verwendet werden, dabei ist<br />
- die Startzeit (Mischungsalter) auf das OK der letzten ausgeführten Ein/Auswaage getriggert.<br />
- Alternativ: Ein einzelner Kraft-Messwert, im Ablauf aufgezeich<strong>net</strong> vor dem ersten<br />
Kurvenzug, gilt als Startzeit-zeichen wenn keine Ein/Auswägung stattfindet.<br />
- Angaben im Datenformular überschreiben diese Regeln aus dem Ablauf.<br />
- Temperaturverläufe werden dargestellt, wenn Temperaturwerte ermittelt werden.<br />
3.2. Entwicklung von Messprogrammen<br />
Die Abänderung existierender Messprogramme ist sehr viel einfacher als eine grundlegende<br />
Neuschöpfung. Änderungen sind bei Anpassung neuer Zubehöre (Härte-Messkörper,<br />
Verdunstungsschutz, Thermostatenansteuerung) in der Praxis gelegentlich notwendig und betreffen<br />
bei sonst tadellos ablaufenden Programmen nur die Anpassung der Umstände.<br />
Der erste Schritt bei der Schaffung eines Messablaufs ist, „Verbalisierung“, d.h. die<br />
Vergegenwärtigung, wie sich ein Messablauf verhalten soll. Dann folgt die Analyse, wie die<br />
Bedingungen mit den Sensorischen/Aktorischen Möglichkeiten im Dialog mit dem Stoff geklärt<br />
werden können. Dann organisiert man ggf. das notwendige Zubehör und modelliert den Ablauf mit<br />
dem Messprogramm-Editor. Sofern Zustände, wie Dauer, Drucktiefe bei statischer Belastung in der<br />
Auswertung verarbeitet werden sollen – diese werden bisher nicht interpretiert – dann hilft eine<br />
Besprechung mit dem Hersteller.<br />
Schließlich, nach einer Programmentwicklung, wird getestet ob Vorstellung und Ausführbarkeit<br />
einander entsprechen. Die Entwicklung von passgenau funktionierenden Messprogrammen kann<br />
durchaus langwierig und nervtötend sein. Doch ist der Lohn beträchtlich: Ein einmal definierter, für<br />
eine Aufgabe gut funktionierender Messablauf, ist hochdefinitiv, wie eine Norm, und liefert zeitlich<br />
unbegrenzt reproduzierende Resultate. – Und durchaus anders, als bei traditionellen Messgeräten<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 54 -
üblich, sind Ausführung und Auswertung dezidiert, willkürfrei, allgemein und definitiv 52 , so dass dies<br />
auch für Resultate gilt und damit zeitlich / räumlich unbegrenzte Gültigkeit ermöglicht.<br />
In den folgenden Abschnitten werden zwei Beispiele von Messprogrammen besprochen; ein sehr<br />
einfaches und ein ziemlich komplexes. Es wird insbesondere darauf eingegangen, wo und wie dabei<br />
mit sehr geringem Aufwand Anpassungen vorgenommen werden können.<br />
3.3. Beispiel eines einfachen Messprogramm<br />
Aufgabe: An einem Material soll einfach und schnell die Härte gemessen werden.<br />
Anwendung: Prüfung von Schaumstoffen, Textilien, Leder, Gummi etc.<br />
Ablauf: Der Prüfer bringt eine Materialprobe auf einer Halterung an der Plattform an, setzt den<br />
Messkörper ein, positioniert die Nadel in der Nähe der Oberfläche und lässt eine dynamische<br />
Pe<strong>net</strong>ration ausführen. Am sofort grafisch dargestellten Resultat kann entschieden werden, ob ein oder<br />
mehrere weitere Messpunkte geprüft werden sollen.<br />
Programmname: „#Einfach-dynamisch-manuell―<br />
1.EINGABE: an beiden . '< Bitte die Probe einlegen und den Nadel-Messkörper einsetzen. >' Signal= Ja<br />
2.WAAGE: Tarieren<br />
3. [9] EINGABE: an beiden . '< Jetzt bitte die Nadelspitze kurz über der Probenoberfläche positionieren. >' Signal= Nein<br />
4.NULLNIVEAU: 0,004 [mm] Zyklus, dW= 0,1000 [g/Schr.], automatic .<br />
5.SIMULTAN: 2,000 mm 0,514 mm/sec 0,02 sec<br />
6.þ POSITION: NullNiveau mit 3,86 mm/sec<br />
7.þ BEWEGUNG: 0,100 mm Ab , mit 3,86 mm/sec<br />
8. Diagramm Aktualisierung<br />
9.WENN "Dialog Ja", bei 'Wollen Sie noch einen Messwert aufnehmen?' DANN: Zeilen Zurück: 6<br />
Erläuternde Beschreibung des Messprogramms<br />
Der oben abgedruckte Quelltext des Ablaufs wird wie folgt interpretiert:<br />
Zeile 1. IMETER gibt akustische Signale, am Bildschirm wird auf einem Extraformular die Meldung „Bitte die<br />
Probe einlegen und den Nadel-Messkörper einsetzen.― ausgegeben. Die Meldung kann am Bildschirmformular oder<br />
am IMETER mit der START-Taste quittiert werden, oder mit der STOP-Taste oder dem Abbrechen-Knopf<br />
beendet werden – das Programm wartet auf die Entscheidung. Bei Start oder OK geht es mit Zeile 2 weiter.<br />
Zeile 2. Die Wägezelle wird auf Null gestellt – das Stempelgewicht austariert.<br />
Zeile 3. am Bildschirm wird die entsprechende Meldung ausgegeben (diesmal ohne Ton-Signal).<br />
Zeile 4. Die Plattform wird um 4µm aufwärts bewegt und die Wägezelle gefragt, ob eine Laständerung von<br />
mehr als 0.1g gerade auftritt, so, wie wenn die Nadel die Oberfläche gerade berührt. Liegt kein Kontakt vor,<br />
wird mit etwa 3[mm/min] flott weitergefühlt, bis ein entsprechender Tastkontakt wahrgenommen wird.<br />
Zeile 5. Bewegung der Plattform um +2mm (aufwärts) mit 0.514[mm/sec] parallel dazu wird die Kraft mit einem<br />
Messwerteabstand von 0.02[s] von Messwert zu Messwert ausgelesen.<br />
Zeile 6 und 7: Bewegung der Plattform, so dass die Nadel 0.1mm über dem Oberflächenniveau positioniert ist.<br />
Zeile 8. Bildschirmdarstellung des ermittelten Härtewertes.<br />
Zeile 9. Eine Dialogbox wird angezeigt und die Meldung ausgegeben. Wird „OK― geklickt oder am IMETER<br />
„START― gedrückt springt der Programmablauf auf Zeile 3 zurück, andernfalls, bei - „Nein― oder „STOP― ist<br />
die Messung beendet und der Bericht kann sofort gedruckt werden.<br />
An diesem Beispiel lassen sich verschiedene Abwandlungen leicht erklären und mit geringem<br />
Aufwand Testweise umsetzen. In der Messprogramm-Testumgebung können die Variationen<br />
größtenteils mit geeig<strong>net</strong>en Materialien unmittelbar selbst geprüft werden.<br />
Änderung der Pe<strong>net</strong>rationstiefe und Geschwindigkeit:<br />
Dazu ist in Zeile 5<br />
52 … und nicht notwendigerweise an die Hervorbringung durch imeter gebunden. Anders ausgedrückt, die imeter-Härte ist<br />
deshalb keine Hersteller-Maßzahl, wie z.B. die „Brookfield-Viskosität“.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 55 -
5.SIMULTAN: 2,000 mm 0,514 mm/sec 0,02 sec<br />
eine andere Wegstrecke und/oder Geschwindigkeit einzugeben.<br />
Vorgehen: setzen sie den Cursor im Messprogrammlisting auf die Zeile 5. Auf der linken Seite hat sich parallel<br />
die „Simultan-“Anweisung nach den Parametern der Zeile konfiguriert. Schreiben Sie einfach die Zahlen in die<br />
Zellen oder wählen die Geschwindigkeit in der Dropdown-Liste und drücken -- im Programmlisting<br />
der Zeile folgen die Parameter der Eingabe<br />
Anpassung auf konstante Probengeometrie:<br />
Wenn gleichartige Prüfkörper gemessen werden sollen, sollte – um das Dialogelement der Zeile 3.<br />
einzusparen - die Startposition zur Härtemessung im Messprogramm auf die Höhe eingestellt werden,<br />
die zur Höhe der Probe, der Halterung und zur Länge des Messkörpers passt, so dass der Prüfkörper<br />
einfach eingelegt wird und das manuelle Annähern der Oberfläche also wegfällt.<br />
1.BEWEGUNG: 34,456 mm Absolut , mit 3,86 mm/sec<br />
Vorgehen: Die entsprechende Absolut-Niveaulage ermitteln (vgl. 3.7, S.76). Die Bewegstrecke auf der<br />
Anweisungsseite einstellen und diese Zeile von links nach rechts in das Programmlisting auf Zeile 1 – mit dem<br />
Maus–Drag & Drop – ziehen und fallen lassen. Zeile 3. ggf. durch Doppelklick auf die Zeile löschen<br />
Automatisch Wiederholte Prüfung derselben Stelle:<br />
Soll dieselbe Stelle der Probenoberfläche über eine vorgegebene Anzahl von Härtemessungen verfolgt<br />
werden, kann die Zeile 9 durch eine Schleife ersetzt werden z.B.:<br />
10.-a-SCHLEIFE: 4 Zeilen zurück, 10-Mal ausführen • • • • • • • • • • • • • • • • • • • • • •<br />
Vorgehen: Doppelklick auf Zeile 9 Zum Löschen des Wenn-Dann-Befehls. Parametrierung des Schleifenbefehls<br />
und in der Liste am Ende Fallen lassen.<br />
Prüfung bis ein stabiler Endwert erreicht ist:<br />
Soll solange geprüft werden, bis sich ein stabiler Endwert einstellt, dann kann dies mit zwei WENN-<br />
DANN- Ausdrücken bewerkstelligt werden. Zuerst muss sichergestellt werden, dass genügend Werte<br />
gemessen sind; dann kann über die relative Standardabweichung der bisher erfassten Härtemesswerte<br />
ermittelt werden, ob das Kriterium erreicht wird, z.B.:<br />
9.WENN "Anzahl
Konsistenzmessung:<br />
Bei Konsistenzmessungen ist, wie am Anfang beschreiben, in Zeile 5 die Geschwindigkeit und<br />
Eindringtiefe auf das Material und die Aufgabe einzustellen. Es steht im Prinzip auch die Möglichkeit<br />
zur Verfügung andere Nadelgeometrien einzusetzen (z.B. aus Kreisscheibe und Stift gebildete, T-<br />
förmige Nadeln, oder Kegel, Kugeln, Pyramiden etc. – natürlich kann ein Eigenschaftsvergleich statt<br />
mit Tabellendaten, dann nur anhand der Grafiken oder der Rohdaten vorgenommen werden). Ein T-<br />
förmiger Indenter kann anders als die Zylindernadel, quasi als Differenzial-Härte-Sensor fungieren.<br />
Seitliche Reibkräfte sind auch bei tieferen Pe<strong>net</strong>rationen bei Zementen vernachlässigbar und vertikale<br />
Materialschichtungen können durch die Verbreiterung empfindlich detektiert werden. Bei gewissen<br />
Fragen können Antworten aus der Variation der Nadelgeometrie gewonnen werden. z.B. welche<br />
Nadelform dringt leicht ein, welche Form hat (bei einer Eindringgeschwindigkeit in eine Substanz) das<br />
strömungsdynamisch günstigste Profil. Doch Vorsicht ist geboten, da bei solchen Versuchen die<br />
automatischen Prüfberichte nicht in allen Ergebnissen korrekt sein können!<br />
3.4. Ein komplettes I020 - Messprogramm<br />
Dieser Abschnitt befasst sich ausführlich mit dem Innenleben eines Anwendungsprogramms. Es<br />
enthält mehrere der exklusiven und kyber<strong>net</strong>ischen IMETER-Funktionen. Angewendet wird dieser<br />
Ablauf für die Prüfung bestimmter Biozemente. Aufgabe des Programms ist dabei die Bestimmung<br />
der Aushärtekennzahlen an relativ schnell abbindenden Zementen.<br />
Die Prüfung läuft nach der Begleitung des Prüfers bei der Probenherstellung weitgehend selbstständig<br />
ab. Die Umschaltung des Pe<strong>net</strong>rationsverfahrens, d.h. die Verlangsamung der Eindringgeschwindigkeit,<br />
erfolgt automatisch. Vom Anwender wird nur dann Aufmerksamkeit angefordert,<br />
wenn die Nadel verschmutzt ist, die Probenvorlage keine frische Prüfstelle mehr bietet oder die<br />
Messung beendet ist.<br />
<br />
<br />
<br />
<br />
<br />
„#CaP-BioZemente― - ein IMETER 4 – Messprogramm gemäß „I020―<br />
ASTM C 266- analoge Messung, IHZ/FHZ Bestimmung sowie t V , 0 und t 2<br />
Optionale Temperaturmessung, Probeneinwaage / Startzeittriggerung oder Vorgabe<br />
Standardaufbau: Messkörpergewicht 205 bis 220g, Nadelstärken von 0.4 bis 0.7mm, der<br />
Probendrehtisch wird am Ausgang bzw. Kanal 1 angeschlossen.<br />
Das Programm kann mit Temperierung (Haube, und bei 100% r.H.) ausgeführt werden.<br />
Auf den folgenden Seiten wird der Programmtext des Messprogramms erläutert – links ist der Quelltext<br />
abgedruckt, rechts Kommentierungen zu den Aktionen und Teilweise Syntaxerklärungen. Die<br />
jeweiligen Aktionen sind soweit erklärt, dass zusammen mit den Erläuterungen im Rahmen dieser<br />
Dokumentation ein freier Umgang mit den Möglichkeiten erreichbar ist. Abänderungen und kleinere<br />
Anpassungen sind aufgrund der klaren Strukturierung einfach durchzuführen und können vom<br />
Anwender vorgenommen werden. Das Dokument zur Beschreibung des Ablaufs, auf der<br />
M20-ServiceSeite gibt weitere Auskünfte zu den praktischen Aspekten solcher Messungen.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 57 -
Das Messprogramm „#CaP-BioZemente―<br />
In dieser Spalte ist unterhalb das gesamte Messprogramm aufgelistet. Bitte finden Sie<br />
rechts, die mit Zeilennummeren referenzierten Erläuterungen zur jeweilige Aktion.<br />
1. ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
2. #Konfiguration laden -- (Sub) --<br />
3. #Probe zubereiten -- (Sub) --<br />
4. -a- #Temperaturmessung, Oberflächentest -- (Sub) --<br />
5. -|- #Härtemessung -- (Sub) --<br />
6. -|- #Prüfstelle wechseln -- (Sub) --<br />
7. -|- #Pausenzeitregelung -- (Sub) --<br />
8. -a- SCHLEIFE: 5 Zeilen zurück, max.90-Mal oder "FHZ0 min" ist/wird der Fall<br />
9. •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
10. ƒ Sprungziel bei Abbruch<br />
11. #SchlussSequenz -- (Sub) --<br />
12. •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
a-- 1a —×— SUB —×— ——Konfiguration laden————————————————————<br />
| 2a ——— '==> Festlegung der Variablen - Anpassung an den konkreten Aufbau ....' —————<br />
| 3a [Variablendefinition] "Starthöhe" = 10 [mm]<br />
| 4a [Variablendefinition] "Messbeginn" = 65,2 [mm]<br />
| 5a [Variablendefinition] "Endhöhe" = 7 [mm]<br />
| 6a [Variablendefinition] "Vorlagen-Drehzeit" = 0,2 [s]<br />
| 7a [Variablendefinition] "Meldungs-Anzeigedauer" = 1,75 [s]<br />
| 8a [Variablendefinition] "Standardpause" = 10 [s]<br />
| 9a [Variablendefinition] "Zwischenpause" = 25 [s]<br />
| 10a ——— 'Vor-Festlegungen für den Ablauf (Einwiegedialoge, Temperaturmessung)' —————<br />
| 11a ——— 'Modus 28: => Überspringen der Abfragen zur Mischungsherstellung / Startoptionen' —<br />
| 12a Modus 28 EIN<br />
| 13a ——— 'Modus 29: => Es werden nur zwei Komponenten eingewogen' ——————————<br />
| 14a Modus 29 EIN<br />
| 15a ——— 'Modus 30: => keine automatische Temperaturmessung' —————————————<br />
| 16a Modus 30 AUS<br />
| 17a •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 18a ——— 'Test ob Positionierung korrekt' ——————————————————————<br />
| 19a ROTA-TEST: Justierung unten<br />
e-- 20. ×××××××××××××××××××××××××××××××××××××××××××××××××××××× #Konfiguration laden•.<br />
Kapitel 5. „Ein automatischer Prüfbericht“, ab S.84,zeigt ein<br />
Ergebnis, das mit einem „#CaP-Biozemente“analogen Mess<br />
programm erhalten wurde.<br />
1.-12. Messprogramme mit vergleichsweise komplexen Abläufen sind<br />
strukturiert programmiert. Die Zeilen 1. bis 12. stellen das Hauptprogramm<br />
dar. Aus dem Hauptprogramm werden Unterprogramme aufgerufen. Der<br />
Ablauf ist recht einfach anhand der Namen der Unterprogramme zu<br />
identifizieren: Zuerst wird die Konfiguration geladen (2. Zeile) – hier sind<br />
im Code Vereinbarungen zu Aufbau und Ablauf gesetzt. In Zeile 3. wird<br />
das Unterprogramm zur Zubereitung der Probe aufgerufen. Dem folgt auch<br />
schon der Messzyklus, indem zuerst die Temperatur gemessen wird (4.),<br />
dann die Härtemessung – die Pe<strong>net</strong>ration (5.) – folgt und danach die<br />
Prüfstelle gewechselt wird (6.); schließlich wird das Ergebnis begutachtet<br />
und demnach die Wartezeit bis zur nächsten Härtemessung bestimmt (7.).<br />
Der Ablauf zwischen Zeile 4. und 7. wird solange wiederholt, bis die FHZ<br />
bestimmt wurde oder 90 Pe<strong>net</strong>rationsmessungen ausgeführt sind.<br />
Die Schriftart im Programmlisting ist zur Verbesserung der Lesbarkeit<br />
farblich gestaltet: grau hinterlegt sind die Namen der Unterprogramme (1a),<br />
blau sind Kommentierungen (2a) formatiert, diese werden am Bildschirm<br />
zum Ablauf angezeigt und geben darüber Auskunft, was die Maschine<br />
momentan tut. Sie helfen aber auch dem Modellierer / Programmierer die<br />
Ablaufsequenz fürs eigene Verständnis zu strukturieren. Rot sind<br />
diejenigen Elemente, die mit dem Prüfer interagieren, z.B. zu etwas<br />
auffordern oder Entscheidungen verlangen etc. (4b).<br />
Konfiguration laden: In diesem zuerst ausgeführten Programmteil werden<br />
Vereinbarungen getroffen, die den Prüfablauf auf Merkmale der Hardware<br />
einstellen. Beim Austausch von Zubehör oder des Messprogramms<br />
zwischen verschiedenen IMETER-Installationen brauchen hier nur die<br />
jeweilig passenden Variable eingesetzt zu werden.<br />
„3a. [Variablendefinition] "Starthöhe" = 10 [mm]― bedeutet, dass bei der<br />
Positionierung des Paralleltischs die Variable „Starthöhe― verwendet<br />
werden kann, um eine passende Lage einzunehmen. "Messbeginn" (4a) ist<br />
beispielsweise die Position, in der die Nadel sich kurz über der<br />
Probenvorlage befindet.<br />
„12a Modus 28 EIN― – Modi, sind Schalter, die im Ablauf abgefragt<br />
werden können. Indem Modus 28 eingeschalten ist, werden beim<br />
BAM / imeter – Auto-Gillmore-Needle - 58 -
Herstellen der Probe (ggf. lästige) Fragen übersprungen (siehe Zeile 3b).<br />
19a prüft, ob die Positionierung korrekt ist und korrigiert bei Fehlstellung<br />
die Lage des Paralleltischs durch Anlaufen des unteren Justierpunkts.<br />
a-- 1b —×— SUB —×— ——Probe zubereiten—————————————————————<br />
| 2b ——— '==> Dialogoptionen über die Art der Probenzubereitung - und Startzeitbestimmung' —<br />
| 3b WENN "Modus28" DANN: 4 Zeilen Vor<br />
| 4b MIT Nein zu "Soll die Probenzubereitung bzw. Startzeitfestlegung im Programmablauf erfolgen?"<br />
=> 32 Zeilen Vor<br />
| 5b ——— 'Assistenzverfahren' ————————————————————————————<br />
| 6b MIT Nein zu "Sollen die Komponenten im "Einwäge-Dialog" gemischt werden? (bei "Nein"<br />
Startzeitfestlegung im Dialog ohne Wägung)" => 26 Zeilen vor<br />
| 7b [3] BEWEGUNG: ==> mm "Starthöhe" , mit 3,86 mm/sec<br />
| 8b ——— 'Komponenten einwiegen (Dialog) + Startzeitermittlung' —————————————<br />
| 9b DIALOG: 'Bitte das Wägeschiffchen zur Einwaage der Komponenten am Lastträger einhängen'<br />
| 10b SPRUNG: 2 Zeilen Vor<br />
| 11b [14] BENUTZERRUF: 'Bitte Visier am IMETER schließen - die Waage ist unruhig!'<br />
| 12b [10] Stop für 0,50 [sec]<br />
| 13b SCHLEIFE: eine Anweisung zurück, max.30-Mal oder "|dW|=0 g" ist/wird der Fall<br />
| 14b WENN "Schleife erfüllt" DANN: 3 Zeilen Zurück<br />
| 15b [18] WÄGEFUNKTION: Tarieren<br />
| 16b WÄGEFUNKTION: 3,2 ±0,005g "?" Einwiegen, 0,5s Filterung<br />
| 17b WENN "Modus29" DANN: 2 Zeilen Vor<br />
| 18b MIT Ja zu "Noch eine weitere Komponente vor der Zugabe der Flüssigkeit einwiegen?" => 3<br />
Zeilen Zurück<br />
| 19b [22] ——— 'Flüssigkeits- Bzw. Wasserzugabe ...' ——————————————————<br />
| 20b Stop für 0,50 [sec]<br />
| 21b SCHLEIFE: eine Anweisung zurück, max.30-Mal oder "|dW|=0 g" ist/wird der Fall<br />
| 22b WENN "Schleife erfüllt" DANN: 3 Zeilen Zurück<br />
| 23b WÄGEFUNKTION: Tarieren<br />
| 24b WÄGEFUNKTION: 1,12 ±0,005g "Liquidkomponente" Einwiegen, 0,5s Filterung<br />
…<br />
Probe zubereiten<br />
In diesem Programmteil erfolgt die Herstellung der Probe und die<br />
Triggerung der Startzeit.<br />
(3b) Indem in der Konfiguration bereits Modus 28 festgelegt wurde, spring<br />
der Ablauf an dieser Zeile um 4 Zeilen vor. Wäre Modus 28 nicht gesetzt<br />
worden, würde mit<br />
(4b) Ein Wenn-Dann-Dialog, folgen, wo der Prüfer auswählen kann, ob<br />
die Probe überhaupt anzumischen ist. Der Prüfer wird in solch einem<br />
Dialog mit der Textausgabe in einer Dialogbox gefragt, und er kann mit<br />
den Bedientasten am IMETER oder am PC entsprechend Ja / Nein bzw.<br />
Start / Stop auswählen. Bei Wenn-Dann-Dialogen wird der Anwender<br />
durch Signalhupen gerufen und so auf eine zu fällende Entscheidung<br />
aufmerksam gemacht. Hier führt ein ‚Nein’ oder das drücken von ‚Stop’<br />
dazu, dass der Programmablauf die folgende Zeile überspringt.<br />
(6b.) Hier führte die Entscheidung „Ja― dazu, dass der Messablauf in der<br />
nächsten Zeile fortfährt, andernfalls, z.B. wenn die Probe bereits<br />
vorbereitet ist, bedeutet das „Nein― die Fortführung in Zeile 32.<br />
Nach der Konfiguration des Programms geht es jedoch mit der Zeile<br />
(7b) weiter: Der Lift bewegt sich in die „Starthöhe―. Das ist eine Lage, in<br />
der die Vorrichtung zur Komponentenwägung bequem eingesetzt werden<br />
kann.<br />
(8b - ) Es folgt der Programmteil, der dem Anwender beim Einwiegen hilft.<br />
Im Einzelnen: (9b.) Die Waagschale soll eingehängt werden.<br />
(12b-13b) Stop für 0.5 Sekunden bedeutet, die Maschine Wartet eine halbe<br />
Sekunde; „Schleife: eine Anweisung zurück, max.30-Mal oder |dW|
| 25b MELDUNG: Mischzeit! .... , Signal= Ja<br />
| 26b Pause 30 [sec]<br />
| 27b KOMPONENTEN: SignalHupe 1x Piep<br />
| 28b Pause 30 [sec]<br />
| 29b KOMPONENTEN: SignalHupe 2x Piep<br />
| 30b DIALOG: 'Stopp mit Rühren -- füllen Sie die Probe jetzt in die Prüfvorlage.<br />
| 31b SPRUNG: 5 Zeilen Vor<br />
| 32b [6] ——— 'Bestimmung der Startzeit (bei Nicht-nutzung der Verwägefunktion)' ——————<br />
| 33b BENUTZERRUF(2x): 'Bestimmung der Startzeit: Mit dem Quittieren dieser Meldung wird die<br />
Startzeit festgelegt!'<br />
| 34b KRAFTMESSUNG: 1 Wägewert aufzeichnen<br />
| 35b ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 36b [4] [31] ——— 'Starten des Messablaufs - letzte Benutzeraktionen' ———————————<br />
| 37b BENUTZERRUF(2x): 'Die Probe in den Probenbehälter geben, die Oberfläche glätten, dann den<br />
Probenbehälter auf der Plattform einsetzen ...'<br />
| 38b BEWEGUNG: ==> mm "Messbeginn" , mit 3,86 mm/sec<br />
| 39b BENUTZERRUF: 'Bitte die Nadelspitze kurz über der Probenoberfläche positionieren - der<br />
Messablauf beginnt mit dem Quittieren dieser Ansage.…<br />
| 40b WÄGEFUNKTION: Tarieren<br />
| 41b ——— 'Austarieren des Messkörpers...' ———————————————————————<br />
| 42b TASTVERFAHREN: 0,016 [mm] Zyklus, dW= 0,0010 [g/Schr.], automatic .<br />
| 43b BEWEGUNG: 2,000 mm Ab , mit 3,86 mm/sec<br />
| 44b KOMPONENTEN: Ausgang1 für "Drehzeit" sec. aktiv<br />
e-- 45. ××××××××××××××××××××××××××××××××××××××××××××××××× #Probe zubereiten•.<br />
a-- 1c —×— SUB —×— ——Prüfstelle wechseln———————————————————<br />
| 2c ——— 'automatische Weiterbewegung' —————————————————————<br />
| 3c WENN "Anzahl30 Werte" UND "Anzahl60 Werte" DANN: 2 Zeilen Vor<br />
| 4c BENUTZERRUF(2x): 'Die Probendrehscheibe hat etwa eine Umdrehung gemacht - korrigieren Sie<br />
bitte die Laufachse für "frische Prüfstellen"'<br />
| 5c [3] KOMPONENTEN: Ausgang1 für "Drehzeit" sec. aktiv<br />
| 6c ——— 'Prüfung der Nadel (austarieren bei Drift, Meldung, wenn etwas hängen blieb)' ——<br />
| 7c Stop für 0,500 [sec]<br />
| 8c SCHLEIFE: 0 Zeilen zurück, max.20-Mal oder "|dW|=0 mg" ist/wird der Fall<br />
| 9c WENN "|W|
a-- 1d —×— SUB —×— ——Pausenzeitregelung———————————————————<br />
| 2d ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 3d ——— 'Kyber<strong>net</strong>ische -Sequenzen' —————————————————————————<br />
| 4d •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 5d ——— 'Pausenzeiten - Filterung für IHZ/FHZ - Je nach Härtestadium:' —————————<br />
| 6d ——— 'Sofort Starten wenn noch kein Wert vorhanden' ———————————————<br />
| 7d WENN "Anzahl=0 Werte" DANN: 58 Zeilen Vor<br />
| 8d ——— '... bedingt verzögert weiter, wenn der letzte Wert ungültig war' —————————<br />
| 9d WENN "Letzter Wert gültig=0 (j/n)" DANN: 52 Zeilen Vor<br />
| 10d ——— '...wenn letzter Viskositätswert sehr klein, dann etwas verlängert warten' ————<br />
| 11d WENN "Visko(Tabw.n)90 Delta%" UND/ODER:"D:Hi20 ƒ(n-5,n)/[Tabw.(n)]>90<br />
Delta%" DANN: 34 Zeilen Vor<br />
| 32d SPRUNG: 3 Zeilen Vor<br />
| 33d [28] [29] WENN "D:Hi20 ƒ(n-3,n)/[n]>65 Delta%" UND/ODER:"D:Hi20 ƒ(n-5,n)/[n]>65 Delta%"<br />
DANN: 32 Zeilen Vor<br />
| 34d WENN "D:Hi20 ƒ(n-3,n)/[Tabw.(n)]>70 Delta%" UND/ODER:"D:Hi20 ƒ(n-5,n)/[Tabw.(n)]>70<br />
Delta%" DANN: 31 Zeilen Vor<br />
| 35d [32] WENN "IHZ0 min" DANN: 5 Zeilen Vor<br />
| 36d ——— 'Wenn die IHZ evtl. gerade erreicht wird ...' ——————————————————<br />
(3c) Die Probenvorlage bietet Raum für drei Ringbahnen, wobei jeweils 30<br />
Pe<strong>net</strong>rierungen pro Bahn möglich sind. Nach Anzahl (=Messungen) 30, 60<br />
oder 90 muss hier der Prüfer eingreifen und den Drehtisch ein wenig<br />
bewegen. [Bei Verwendung eines x-y-Tischs wird dieser Programmteil<br />
anders gesteuert]<br />
(9c) Die Sauberkeit der Nadel gravimetrisch prüfen: Manche Prüfsubstanz,<br />
oder mancher Zustand derselben, kann so beschaffen sein, dass nach der<br />
Pe<strong>net</strong>ration an der Nadel Probenmaterial haften bleibt. Hier soll der Prüfer<br />
zur Entfernung der Rückstände eingreifen. [Bei Einsatz einer<br />
Spülvorrichtung fiele dieser Programmteil fort]<br />
Pausenzeitregelung<br />
Mit der Anzahl an Messungen ist ökonomisch umzugehen. Ein häufiges<br />
Messen führt wegen zu feinem Zeitraster nur zur Erhöhung der Quantität<br />
ohne gleichermaßen einen Qualitätsvorteil zu bewirken. Zu große<br />
Zeitabstände bedingen andererseits, dünne Verlaufsinformationen und dass<br />
evtl. die kritischen Härtungszeiten in schlechter Zeitauflösung erfasst<br />
werden. …<br />
Die Pausenzeitregelung dient dazu, in sinnvollen Zeitabständen die Härte<br />
zu ermitteln. Grob zusammengefasst passiert das Folgende: Zuerst wird die<br />
Pausenregelung also übersprungen (7d.) und auch wenn der letzte Wert<br />
ungültig war (9d), es liegen ja sonst keine sicheren, aktuellen Ergebnisse<br />
vor. Wenn der letzte Viskositätswert kleiner als 500Pa·s betrug (11d) wird<br />
etwas verlangsamt fortgesetzt.<br />
Der eigentliche Regelbereich wird ab dem 3. erfassten Messwert betreten.<br />
kyber<strong>net</strong>isch werden die Pausenzeiten anhand der erzeugten Daten<br />
gesteuert. Es finden also Regelungen über vorliegende Messergebnisse<br />
statt. Dazu sind sechs Funktionsblöcke im Ablauf eingesetzt:<br />
I: (23-25d) Wenn die Verarbeitungszeitgrenze (t V = 1E6Pa·s) noch nicht<br />
erreicht ist ("Visko[ƒ(t)]70 Delta%"), soll sofort weitergemessen<br />
werden. Die Formulierungen im Quellcode sehen schwierig aus, sind nach<br />
einem Blick auf Abschnitt 3.6 ab S.72 einfach verständlich und noch<br />
einfacher zu programmieren - sie werden, wie die meisten Anweisungen in<br />
den Messprogrammen, schlicht „zusammengeklickt“.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 61 -
| 37d Pause ==> [sec] "Anzeigedauer "<br />
| 38d WENN "Hi20[ƒ(n-3,n)]>3,5 MPa/mm" UND/ODER:"Hi20[ƒ(n-5,n)]>3,5 MPa/mm" DANN: 27<br />
Zeilen Vor<br />
| 39d WENN "Hi20[ƒ(n-4,n-1)]>3,5 MPa/mm" UND "Hi20[ƒ(n-6,n-1)]>3,5 MPa/mm" DANN: 26<br />
Zeilen Vor<br />
| 40d [35] WENN "FHZ0 min" DANN: 6 Zeilen Vor<br />
| 41d ——— 'Wenn FHZ vielleicht gerade erreicht wird ...' —————————————————<br />
| 42d Pause ==> [sec] "Meldungs-Anzeigedauer "<br />
| 43d WENN "Hi20[ƒ(n-3,n)]>60 MPa/mm" UND/ODER:"Hi20[ƒ(n-5,n)]>60 MPa/mm" DANN: 22<br />
Zeilen Vor<br />
| 44d WENN "Hi20[ƒ(n-4,n-1)]>63 MPa/mm" UND/ODER:"Hi20[ƒ(n-6,n-1)]>63 MPa/mm" DANN: 21<br />
Zeilen Vor<br />
| 45d<br />
| 46d ——— 'Wenn letzter und vorletzter Tabellenwert "Härte>160", dann mit Rückfrage beenden'<br />
| 47d Pause ==> [sec] "Anzeigedauer "<br />
| 48d BEENDEN SOBALD "Hi20(Tabw.n)>160 MPa/mm" UND "Hi20(Tabw.n-1)>160 MPa/mm und<br />
Rückfrage '- finaler Härtebereich erreicht oder überschritten<br />
| 49d ——— 'Wenn xxx Minuten vergangen ... oder Korrelation entsprechend unsicher ...' ——<br />
| 50d Pause ==> [sec] "Anzeigedauer "<br />
| 51d WENN "r²[ƒ(n-5,n)]4,5 min" DANN: 14 Zeilen Vor<br />
| 52d WENN "r²[ƒ(n-5,n)]3,5 min" DANN: 13 Zeilen Vor<br />
| 53d WENN "r²[ƒ(n-3,n)]2 min" DANN: 12 Zeilen Vor<br />
| 54d WENN "Dt zu letztem Wert>5 min" DANN: 11 Zeilen Vor<br />
| 55d WENN "Anzahl=3 Werte" UND "Dt zu letztem Wert>1,5 min" DANN: 10 Zeilen Vor<br />
| 56d WENN "Anzahl=4 Werte" UND "Dt zu letztem Wert>2,5 min" DANN: 9 Zeilen Vor<br />
| 57d ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 58d SPRUNG: 42 Zeilen Zurück<br />
| 59d ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 60d ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 61d [9] WENN "IHZ0 min" DANN: 4 Zeilen Vor<br />
| 62d ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 63d [11] Pause ==> [sec] "Zwischenpause "<br />
| 64d [13] Pause ==> [sec] "Standardpause "<br />
| 65d [7] [21] [25] [30] [31] [33] [34] [38] [39] [43] [44] [45] [51] [52] [53] [54] [55] [56] [61]<br />
e-- 66. ××××××××××××××××××××××××××××××××××××××××××××××××××× #Pausenzeitregelung•.<br />
II: (26-34d) Wenn genügend Werte gemessen sind und der<br />
Korrelationskoeffizient besser als 0.989 ist – d.h. der Verlauf der besten<br />
Regression ziemlich regulär ist, wird fortgesetzt, sofern mit dem nächsten<br />
Wert eine entsprechende Zunahme zu erwarten ist.<br />
III: (35-37d) … um die IHZ relativ genau zu bestimmen, indem der<br />
absolute Härtewert in den Regressionsgleichungen adressiert wird.<br />
(„ƒ(n-3,n)“ bedeutet, Regression der letzten drei Werte, „ƒ(n-4,n)“ der<br />
letzten vier Werte, „ƒ(n-5,n)“ der letzten fünf Werte. „ƒ(n-4,n-1)“, „ƒ(n-5,n-<br />
1)“, „ƒ(n-6,n-1)“ Regression der letzten Werte ohne den jeweils letzten<br />
Wert)<br />
IV: (40-45d) Solange die FHZ unbestimmt ist („FHZ=0 min―) wird<br />
geprüft, ob eine Regressionsgleichung aus den letzten drei bis fünf Werten<br />
(mit dem jeweilig besten fit) auf den Zeitpunkt jetzt, einen entsprechend<br />
hohen Härtewert ergibt.<br />
V: (46-48d) Wenn der letzte gemessene Wert die Grenze des Messbereichs<br />
erreicht hat und auch der Vorletzte, erfolgt die Beendigung der Messung,<br />
sofern der Prüfer dem zustimmt.<br />
VI: (49-56d) … um Zeitabstände nicht zu groß werden zu lassen (höchstens<br />
5min) und bei unsicherem Verlauf (r²) sind Messpunkte zu setzen.<br />
Zwischen Zeile 16d und 58d kreist der Ablauf, bis irgendeines der<br />
abgefragten Kriterien zutrifft. Dabei wird die Zeile 17d auch stets<br />
angelaufen: Wenn hier der Anwender im Bildschirmmenü „Pause<br />
überspringen― wählt – man soll eingreifen dürfen - wird die Schleife gemäß<br />
21d verlassen und eine Messung erfolgt.<br />
Die „Pause ==> [sec] "Meldungs-Anzeigedauer", wie nach jeder<br />
Kommentarmeldung in diesem Programmteil, bewirkt ein entsprechend<br />
verlängertes Anzeigen des Beschreibungstextes und dient illustrativen<br />
Zwecken – z.B. dass der Prüfer Gelegenheit bekommt, den Ablauf anhand<br />
der angezeigten Aktionen auch lesend mitzuverfolgen.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 62 -
a-- 1e —×— SUB —×— ——Temperaturmessung, Oberflächentest———————————<br />
| 2e WENN "Modus30" DANN: 3 Zeilen Vor<br />
| 3e ——— 'Temperatur messen, ggf. Drift austarieren, Sicherheitscheck' ——————————<br />
| 4e Temperatur angeben<br />
| 5e [2] WENN "|W|>1 mg" DANN: Meldung (Halt): Laständerung? - bitte den Messkörper prüfen!<br />
| 6e WÄGEFUNKTION: Tarieren<br />
| 7e þ POSITION: NullNiveau mit 3,86 mm/sec<br />
| 8e þ BEWEGUNG: 0,200 mm Ab , mit 3,86 mm/sec<br />
| 9e •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 10e ——— 'Auf Unebenheiten reagieren z.B. bei mehr als 0.2mm Höhenvariationen ...' ———<br />
| 11e [14] Stop für 0,500 [sec]<br />
| 12e WENN "|W|
| 25f BEWEGUNG: 0,100 mm Ab , mit 0,351 mm/sec<br />
| 26f SIMULTAN: 1,000 mm 0,100 mm/sec 0,08 sec<br />
| 27f BEI "|W|>180 g" SCHALTE Modus2 ein<br />
| 28f SPRUNG: 64 Zeilen Vor<br />
| 29f •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
| 30f [6] ——— 'Härtemodus (M2) (erhärtend)' —————————————————————<br />
| 31f TASTVERFAHREN: 0,004 [mm] Zyklus, dW= 0,0700 [g/Schr.], automatic .<br />
| 32f Stop für 0,150 [sec]<br />
| 33f SCHLEIFE: eine Anweisung zurück, max.10-Mal oder "|dW|
| 68f SCHLEIFE: eine Anweisung zurück, max.20-Mal oder "|dW|
a-- 1j —×— SUB —×— ——SchlussSequenz—————————————————————<br />
| 2j WENN "Modus30" DANN: 3 Zeilen Vor<br />
| 3j Temperatur angeben<br />
| 4j ——— 'Beenden oder beendet' ———————————————————————————<br />
| 5j [2] KOMPONENTEN: Ausgang3 Aus<br />
| 6j KOMPONENTEN: Ausgang2 Aus<br />
| 7j KOMPONENTEN: Ausgang1 Aus<br />
| 8j KOMPONENTEN: SignalHupe 1x Piep<br />
| 9j BEWEGUNG: ==> mm "Endhöhe" , mit 3,86 mm/sec<br />
| 10j KOMPONENTEN: SignalHupe 2x Piep<br />
| 11j MIT Nein zu "Wollen Sie zu dieser Prüfung Anmerkungen protokollieren?" => 2 Zeilen Vor<br />
| 12j ƒ Kommentar abgeben<br />
e-- 13. [11] ×××××××××××××××××××××××××××××××××××××××××××××××××××××× #SchlussSequenz•.<br />
SchlussSequenz<br />
Die Zeile 10 im Hauptprogramm ist eine Sprungmarke („ƒ Sprungziel bei<br />
Abbruch―), die, wenn der Prüfer die Messung abbricht – nach Rückfrage -<br />
angesteuert wird und die Folgeanweisungen ausgeführt werden = das<br />
Unterprogramm „SchlussSequenz―. Im normalen Ablauf hat die Marke<br />
keine weitere Wirkung.<br />
(3j) Zum Schluss wird ggf. nochmals die Temperatur gemessen alle Kanäle<br />
ausgeschalten (5-7j) und ein akustisches Signal ausgegeben (10j). Die<br />
Plattform fährt nach unten (9j), damit Stempel und Vorlage entnommen<br />
werden können. Zuletzt wird der Prüfer noch gefragt, ob er zur Messung<br />
noch etwas bemerken möchte (12j), das dann im Protokollteil des<br />
Prüfberichts ausgegeben wird.<br />
Erklärung von Zusatzzeichen in Programmlisten: Dem Programm- Modellierer werden als<br />
Orientierungs- oder Verständnishilfe, Zeichen im Programmtext mitgegeben: Unterprogramme sind<br />
zwischen „a- -“ (Anfang) und „e- -“ (Ende) am Zeilenanfang eingefasst. Die Unterprogramme sind<br />
mit Buchstaben nach der Zeilennummer gekennzeich<strong>net</strong>.<br />
Eckige Klammern nach der Zeilennummer z.B. „[2]“ (5j) bedeuten dass diese Programmzeile von<br />
der Zeile 2j angesprungen werden kann oder wird. Buchstaben in Schleifen, z.B. „e“ (84-88f)<br />
kennzeichnen Abfolgenummer und Wirkbereich einer Schleife; zusätzlich ist der Bereich je Schleife<br />
mit einem „-|-“ –Marke gekennzeich<strong>net</strong>. Das Zeichen „•“ (188, 189) zeigt Bewegstrecken-Glättungen<br />
an. Nach dem Zeichen wird die Summe der Teilstrecken angegeben. „þ“(112., 113.) signalisiert<br />
‚kürzeste Wege’ - beim Zusammentreffen von benannten Positionen mit Bewegungsangaben, wird<br />
der von der momentanen Lage aus kürzeste Weg angesteuert. Schleifen ohne Abbruchbedingung<br />
sind gesondert markiert. Verschiedene Trennlinienformen z.B. „•••“-Zeichen dienen zur optischen<br />
Gliederung des Messprogramms.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 66 -
3.5. Anpassung, Maßschneiderung (#CaP-BioZemente)<br />
Das auf den vorigen Seiten ausgegebene und kommentierte Messprogramm #CaP-BioZemente stellt<br />
einen teilspezifischen Ablauf zur Verfolgung von Aushärtevorgängen dar. Das Modell enthält einige<br />
Stellen, die für einfache Anpassungen oder Optimierungen verändert werden können. Zu den<br />
Abschnitten werden im Folgenden weitere Erklärungen gegeben und Änderungsmöglichkeiten<br />
vorgestellt. Je nach Aufgabenlage ist zu empfehlen, die eine Sammlung entsprechend speziell<br />
formulierter Messprogramme anzulegen, die die jeweiligen Prüfaspekte (Probenart, Vorbereitung,<br />
Zieleigenschaft) im Ablauf effizient darstellen.<br />
[Über die Adresse M20-ServiceSeite werden einige, teilweise spezialisierte Messprogramme den<br />
Anwendern kostenlos zur Verfügung gestellt.]<br />
3.5.1. Geometrieanpassung<br />
Im Beispiel fährt die Plattform gemäß Zeile 33<br />
33.BEWEGUNG: 53,800 mm Absolut , mit 3,86 mm/sec<br />
auf eine vorgegebene, absolute Liftposition. Diese Lage ist auf die verwendete Stempel-Vorlagen-<br />
Kombination eingestellt und die Nadel befindet sich in dieser Niveaulage 1[mm] über der<br />
Probenoberfläche. Damit von dieser Lage aus, ohne weiteres die Ermittlung des NullNiveaus erfolgen<br />
kann. Weiterhin werden absolute Positionierungen an passenden Stellen des automatischen oder<br />
dialoggestützten Ablaufs verwendet, um entsprechende Lagen einzunehmen, die das einsetzen/entfernen<br />
der Probenvorlage bequem ermöglichen.<br />
Je nach den relativen Lageverhältnissen, die sich aus den Längen/Höhen der Teile ergeben, sind die<br />
passenden absoluten Niveaus dementsprechend einzustellen. Die Erkundung passender<br />
Niveaupositionen, zur Eintragung/Korrektur der Werte in Messprogrammen, erfolgt effektiv mittels<br />
der Direkt-Steuerung (Kap. 3.7, S.76).<br />
3.5.2. Weiterbeförderung / Drehung der Probenvorlage<br />
Die Zeilen 57 bis 67 behandeln die Drehung der Probenvorlage:<br />
57.-|-———— automatische Weiterbewegung ———————————————————————<br />
58.-|-WENN "t0
gemacht, dass die Messpunkte der Kreisbahn vertestet sind. Von hier kann entweder eine Neue Bahn<br />
für die Nadel eingestellt werden, die Probenvorlage wird gegen eine zuvor parallel vorbereitete<br />
Zweitvorlage ausgetauscht, oder man beendet die Messung…. Mit Zeile 60 und 61 die entsprechend<br />
des Dialoges aktiviert wird, wird der Zähler t0 zurückgesetzt.<br />
Es kann sinnvoll sein, die Drehzeit auch sehr groß zu wählen und so den Messpunktabstand weit zu<br />
setzen, wenn beispielsweise der Verdacht besteht, dass das Probenmaterial in Großdomänen<br />
kristallisiert und man eben nicht gerade aufgereiht Messpunkt an Messpunkt haben möchte. Um<br />
dennoch die Probenoberfläche zur möglichst Gänze auszunutzen, wäre nach jeder Umdrehung ein<br />
entsprechender Impuls an den Motor zu geben, damit beim nächsten Durchgang an zwischenliegenden<br />
Punkten geprüft wird.<br />
Noch eine andere Möglichkeit den Messpunktabstand zufällig enger oder weiter einzustellen, besteht<br />
in der Verwendung der Zufallspause:<br />
64.-|-KOMPONENTEN: Ausgang2 An<br />
65.-|-Stop für 0,130 [sec]<br />
66.-|-Zufalls-Pause: 0 bis 0,170 [sec]<br />
67.-|-KOMPONENTEN: Ausgang2 Aus<br />
Zeile 65 und 66 führt zu zwischen 0.13 und 0.3 Sekunden schwankenden Pausenzeiten und<br />
entsprechend variierenden Drehwinkeln.<br />
3.5.3. Prüfung der Nadel<br />
Die Probe kann adhäsive Eigenschaften haben und als Kragen oder Saum an der Prüfnadel kleben<br />
bleiben. Das mitgenommene Material könnte an der Nadel evtl. aushärten und den bei der Pe<strong>net</strong>ration<br />
ausgeübten Druck durch Querschnittsvergrößerung herabsetzen, so dass die Härtemessung beeinträchtigt<br />
wird. Dieser Gefahr wird automatisch mit der Bedingung in Zeile 48 begeg<strong>net</strong>:<br />
73.-|-WENN ―|W|
ungsempfindlichkeit erhöht werden soll, dann kann zur Steigerung der Auslösesensitivität die<br />
Vorschublänge beispielsweise auf 8 oder 12[µm] vergrößert werden. Bei einigermaßen harten ggf.<br />
nicht ganz glatten, aufgerauten Oberflächen ist ein großer Auslösewert sinnvoll.<br />
Als Funktionsargument kann „automatic―, „soft+careful― oder „hard+correct― eingestellt werden.<br />
Mit „automatic― wird die Oberfläche zwar sehr rasch angenähert, doch wird wegen der Trägheit der<br />
mechanischen Elemente, die Auslösekraft erst verspätet wahrgenommen und der tatsächliche<br />
Nullpunkt ist in der Folge um ein bis zwei Bewegstufen überfahren. Dies ist kein Problem bei<br />
Härtemessungen mit mehr als ein zehntel Millimeter i Eindringung. Bei – für den jeweiligen Aufbau -<br />
harten Oberflächen, wenn die Pe<strong>net</strong>rationstiefe um 0.1mm und darunter liegt (bei 4µm<br />
Wegauflösung), führt das Überfahren der Oberfläche jedoch zu einem deutlichen Fehler.<br />
Die Trägheit der Wägeeinrichtung wird durch Verwendung der Argumente „soft+careful― oder<br />
„hard+correct― berücksichtigt:<br />
„soft+careful― = Ermittlung weicher Übergänge: jeder Antastschritt wird durch eine entsprechend<br />
gebremste Echt-Zeit-Kommunikation mit der Wägezelle verlangsamt.<br />
„hard+correct― = Ermittlung harter Oberflächenlagen: relativ schnelles Antasten an die Oberfläche.<br />
Bei Detektion der Oberfläche wird um die achtfache Taststrecke zurückgesetzt und nochmals gemäß<br />
„soft+careful― die Niveaulage genau bestimmt.<br />
3.5.5. Pausenzeiten, um IHZ/FHZ kumulierte Messpunkte<br />
Für die rationelle Prüfung, die automatisch, statt des ganzen Verlaufs, speziell auf die IHZ/FHZ-<br />
Ermittlung abzielt, wurde eine ziemlich komplexe Pausenzeitregelung in den Programmzeilen 79 bis<br />
109 implementiert. Die Regelung ist auf die der IHZ und FHZ zugeord<strong>net</strong>en Härtewerte sensitiv. Falls<br />
andere H i20 –Werte für die IHZ von 3.9 bis 4[MPa/mm] oder für die FHZ von 60 bis 69[MPa/mm]<br />
aktiv sind, müssen die Grenzwertbedingungen dementsprechend abgeändert werden.<br />
Die Veränderung der Messfrequenz kann durch Änderung der Grenzwerte und durch Änderung der<br />
Pausen-Wartezeiten für die Prüfung schneller oder langsamer abbindender Zemente angepasst werden.<br />
3.5.6. Messmodi-Messkurven<br />
Die Messmodi werden vom Messprogramm in Abhängigkeit vom Härtungszustand ein- bzw.<br />
umgeschaltet, z.B.:<br />
133.-|-WENN "|W|>180 g" DANN: Modus ein: 2<br />
Die Zeile bedeutet, wenn am Ende der Eindringbewegung noch 180g Entlastung stehen bleiben, dann<br />
wäre die Probe reif für die nächst- langsamere oder verkürzte Pe<strong>net</strong>ration. Auf ein zunehmendes härter<br />
werden der Probe, kann mit halbstatischen bis rein statischen Vorschüben, bei geringeren Härten auch<br />
mit verlangsamter dynamischer Pe<strong>net</strong>ration reagiert werden.<br />
Der Übergang von halb-statisch bis statisch kann fließend dargestellt werden; die Veränderung der im<br />
Messprogramm vorgeschlagenen Einstellungen für die Verwendung von 0.4 bis 0.7mm starken<br />
Nadeln, kann nicht als bedenkenlos änderbar empfohlen werden, da mit der jeweils resultierenden<br />
Geschwindigkeit der Härtewert verändert wird. Eine sehr verlangsamte Eindringgeschwindigkeit bei<br />
zeitlich veränderlicher Härte der Probe, bedingt Probleme mit der zeitlichen Zuordnung des<br />
Härtemesswertes.<br />
Für die Messung bei zeitlich unveränderlicher Spezies kann eine Sequenz, wie die folgende, statisch,<br />
Härte-Gleichgewichtswerte messen:<br />
…<br />
BEWEGUNG: xy mm Auf , mit xy mm/sec<br />
Stop für 5 [sec]<br />
SCHLEIFE: eine Anweisung zurück, max.9999-Mal oder "|dW|=0 mg" ist/wird der Fall<br />
KRAFTMESSUNG: 1-Mal<br />
…<br />
Der analoge eingesetzte Ausdruck:<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 69 -
SCHLEIFE: eine Anweisung zurück, max.9999-Mal oder "|DW|>100 mg" ist/wird der Fall<br />
Mit dem Delta-Kriterium (DW) die Schleife erst dann verlassen, wenn sich die Kraftänderung im<br />
Bezug auf den ersten Wert beim Betreten der Schleife, um mehr als 100[mg] geändert hat. - Wodurch<br />
Messkurven von eher speziellerer Aussage entstehen. Eine Anweisung wie z.B.:<br />
KRAFT, DYNAM.: 0,001 g Kraftänderung in 1,5 sec mit 5 Wiederholungsmessungen<br />
zeich<strong>net</strong> Kraftmesswerte solange im Abstand von 1.5[sec] auf, bis die Änderung über fünf Perioden<br />
geringer als 1[mg] bleibt. Die Auswertung der Methode 20 verwendet jedoch nur den jeweils ersten<br />
Messwert einer Position. - Diese Variante des Sprachumfangs sollte also nicht unbedacht eingesetzt<br />
werden.<br />
3.5.7. Abbruchbedingungen, Zielwerte prüfen<br />
Die Messung beendet sich selbst, wenn wie aus dem Programmtext ersichtlich, wenn die statische Last<br />
am Ende noch über 180[g] beträgt und die Eindringtiefe (Z) unter 0.075[mm] bleibt – und dies muss<br />
fünf mal erreicht werden:<br />
198.-|-WENN "|W|0,075 mm" DANN 145 Zeilen Zurück<br />
200.-|-©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©<br />
201.-|-———— Endkriterium (große Last 'ohne' Eindringtiefe) soll 5x erreicht werden! —————<br />
202.-f-SCHLEIFE: auf Zeile 54 zurückspringen, 4-Mal ausführen • • • • • • • • • • • • • •<br />
Diese Kriterien führen mit dem Standard-Messkörper zur sicheren Über-Erfüllung des FHZ-<br />
Kriteriums. Außerdem, wenn die zeitlich extrapolierte Härte, mit 1000[MPa/mm] die der FHZ um<br />
mehr als das zehnfache übersteigt, beendet sich das Programm aus dem Abschnitt der Pausenregelung:<br />
84.-|-WENN "Hi20(lin)>1000 MPa/mm" DANN: Programm Beenden: Härte zu groß und nicht mehr differenzierbar!<br />
Das Messprogramm „#CaP-BioZemente― kann so, wie es ist (nach Geometrieanpassung) sicher<br />
angewendet werden, doch läuft es automatisch bis etwa zur maximal sinnvoll messbaren Härte durch,<br />
die normalerweise erst sehr lange nach der FHZ erreicht wird (vgl. Fig. 6 , S.17).<br />
Der Messablauf kann jederzeit über das Menü der Bedienoberfläche beendet werden; etwa gleich nach<br />
dem Erreichen der IHZ oder FHZ. Der Beobachtungsaufwand des Prüfers kann natürlich automatisiert<br />
entlastet werden, indem das Abbruchkriterium angepasst wird:<br />
Beenden nachdem ein Härtewert erreicht XY wurde:<br />
84.-|-WENN "Hi20(Tab)>XY MPa/mm" DANN: … Programm Beenden<br />
Beenden nachdem die IHZ bestimmt ist:<br />
84.-|-WENN "IHZ0 min " DANN: … Programm Beenden<br />
Beenden nachdem die IHZ seit einer Zeit XY bestimmt ist:<br />
84.-|-WENN " nach-IHZ > XY min " DANN: … Programm Beenden<br />
Beenden nachdem die FHZ bestimmt ist:<br />
84.-|-WENN "FHZ0 min " DANN: … Programm Beenden<br />
3.5.8. (Un)bekanntes Aushärteverhalten prüfen<br />
Soll ein bekanntes Materialverhalten im Sinne der Qualitätssicherung geprüft werden, kann das<br />
Beispiel-Messprogramms nach den in vorigen Abschnitten angesprochenen Anpassungen gut<br />
verwendet werden. Auch für die Prüfung unbekannter Spezies ist das Beispielmessprogramm im<br />
Prinzip ebenfalls gut geeig<strong>net</strong>. Die Einstellung der Programmteile oder Verfeinerungen im Messablauf<br />
können für ein verbessertes Messprogramm anhand der dabei zuerst erhaltenen Ergebnisse erfolgen.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 70 -
3.5.9. Routinearbeiten<br />
Die zahlreichen akustischen Aufforderungen und Benutzerdialoge können bei der täglichen Arbeit ggf.<br />
lästig sein. Anstatt die verschiedenen Optionen in einem Messprogramm abzufragen, kann es<br />
angenehmer und effektiver sein, den Ablauf entsprechend der Arbeitsvorgaben anzupassen. Wenn<br />
beispielsweise stets die Probenzubereitung ohne die Einwiegefunktion erfolgt, ist die<br />
Alternativenabfrage natürlich überflüssig und sollte entfernt werden.<br />
Messungen, die nicht zur Routine gehören und daher seltener ausgeführt werden, sind für den Prüfer<br />
mit den entsprechenden Schwierigkeiten verbunden. Sie beinhalten die Gefahr, dass sich<br />
unbeabsichtigt, Variationen in die Handhabungen einschleichen. Bei der Vorbereitung und/oder<br />
Messung können mehrere Schritte erforderlich sein, wobei sonst einer entsprechenden papierenen<br />
Arbeitsanweisung gefolgt wird. Ein solcher Ablauf, kann für IMETER-Messungen, wie im Beispiel<br />
teilweise erkennbar, weitgehend mit den Dialogelementen in einem Messprogramm strukturiert<br />
dargeboten werden und so den Prüfer während der Messung sicher, einfach und immer gleich durch<br />
die Aufgabe begleiten und führen.<br />
3.5.10. Messkörperverwechslungen ausschließen<br />
Wird auf einem System mit mehreren Messkörpern gearbeitet, evtl. auch von mehreren Prüfern<br />
bedient, kann es hilfreich sein, ein Mechanismus einzubauen, der die Verwechslung von Messkörpern<br />
verhindert. Die Strategie besteht darin, dass das Gewicht des einzusetzenden Messkörpers innerhalb<br />
des Programmablaufs überprüft wird.<br />
Beispielsweise kann eine Sequenz wie die folgende (vor einem Einwiegeverfahren) ausgeführt<br />
werden. Wobei 100.000[g] das Gewicht des richtigen Messkörpers sei:<br />
i.WAAGE: Tarieren<br />
j.[k] [l] EINGABE: an beiden . '< Bitte den richtigen Messkörper einhängen >' Signal= Ja<br />
k.WENN "W>100,003 g" DANN 1 Zeilen Zurück<br />
l.WENN "W
3.6. Funktionen zur kyber<strong>net</strong>ischen Steuerung<br />
Der Sprachumfang der IMETER-Messprogramme enthält zur Steuerung des Ablaufs in<br />
entsprechenden Wenn-Dann-Konstrukten insgesamt 54 Sonderbefehle für die IMETER-Methode<br />
Nr.20 53 . Die Funktionen erlauben den Zugriff auf Ergebnisse und Schlussfolgerungen der aktuellen<br />
Messung, um die Messung selbst, aus der aktuellen Messerfahrung heraus weiterzusteuern – bzw. den<br />
Ablauf reflexiv zu regeln. Im Messprogramm #CaP-BioZemente wurden einige der Sonderfunktionen<br />
besonders in der Pausenzeitregelung eingesetzt.<br />
Die Messart-Typischen Funktionen sind nicht in der Allgemeinen Dokumentation zum<br />
Sprachumfang erläutert, da ausgesprochen spezialisierte Steuerungsmöglichkeiten zur Verfügung<br />
gestellt werden. Wegen der Kompatibilität zu den anderen Mess- und Prüfverfahren ist eine für alle<br />
Methoden allgemeine Syntax und Semantik eingeführt worden.<br />
Die Funktionen werden im Editorfeld nicht, wie sonst, „1:1― geschrieben, wie z.B.<br />
„ T > 25 °C― (aktuelle Temperatur größer als 25°C) sondern z.B. als<br />
„E1 > 100 c― für „Hi20[f(t)]>100 MPa/mm―.<br />
Im Übrigen ist die Notation so, wie bei Kriterien normalerweise dargestellt, nämlich im Format<br />
„Größenbezeichnung-Operator-Zahl-Einheit―. In den Sonderfunktionen ist für den Größenbezeichnung<br />
eben „E0― bis „E53― anzugeben; eine Pseudoeinheit „c― wird in der Editorzeile<br />
automatisch angehängt 54 . In der Programmliste wird der Ausdruck umgewandelt und in der<br />
Textformulierung übersetzt dargestellt, so wie es unten in der Tabelle der E-Befehle gezeigt ist.<br />
E0: letzter Messwert gültig => j/n = -1/0 [MPa/mm]<br />
Die letzte Messung konnte eine Fehlmessung sein, z.B. wenn die Probe für die<br />
Pe<strong>net</strong>rationsgeschwindigkeit zu hart oder zu weich war. Dann liefert die Funktion „0― und im<br />
Programm kann darauf reagiert werden. z.B.:<br />
| 9d WENN "Letzter Wert gültig=0 (j/n)" DANN: 52 Zeilen Vor<br />
E1: Momentane Härte - Extrapolation auf ‚jetzt’ [MPa/mm]<br />
Es wird der Härtewert zum Aufrufzeitpunkt nach der besten Regressionsgleichung extrapoliert.<br />
„Hi20[ƒ(t)]―<br />
z.B. WENN "Hi20[f(t)]>100 MPa/mm" DANN …<br />
E2: Momentane Viskosität - Extrapolation auf ‚jetzt’ [Pa·s]<br />
Es wird die Viskosität zum Aufrufzeitpunkt nach der besten Regressionsgleichung extrapoliert.<br />
„Visko[ƒ(t)]―<br />
E3: Mittelwert der Härte [MPa/mm]<br />
Abfrage des aktuellen Härte-Mittelwertes von Hi20 (geeig<strong>net</strong> für Mittelwerts- und<br />
Konsistenzmessungen).<br />
„Hi20 (MW)―<br />
E4: Standardabweichung der Härtewerte [MPa/mm]<br />
Abfrage der aktuellen, absoluten Standardabweichung der Härtewerte von Hi20<br />
„Hi20 (StdAbw)―<br />
53 Andere imeter Methoden, Dichte-, Viskositätsmessung, Messung der Oberflächenspannung etc, verfügen selbstverständlich<br />
über analoge Funktionen für kyber<strong>net</strong>ische Regelungen.<br />
54 Teilungen und Vielfache der Einheit (wie beim Wägewert kg,g,mg) gibt es hier also nicht.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 72 -
E5: relative Standardabweichung der Härtewerte [%]<br />
Abfrage der aktuellen, relativen Standardabweichung der Härtewerte von Hi20<br />
„Hi20 (rel.StdAbw)―<br />
E6: Die IHZ [min]<br />
Abfrage der IHZ; z.B. wenn die IHZ noch nicht erreicht ist:<br />
WENN "IHZ=0 min" DANN 8 Zeilen Vor<br />
E7: Momentaner Zeitpunkt nach Erreichen der IHZ [min]<br />
z.B. Wenn die IHZ weniger als 4 Minuten zu jetzt zurück liegt…<br />
WENN "nach-IHZ
E17 … 18: Relative Änderung der Härte von Funktionswert ‚jetzt’ zum letzten gemessenem<br />
Tabellenwert [%]<br />
n-3,n: aus Regression der letzten drei Werte (E17)<br />
"D:Hi20 ƒ(n-3,n)/[Tabw.(n)]"<br />
BEI "D:Hi20 ƒ(n-3,n)/[Tabw.(n)]>85 Delta%" SCHALTE Modus2 ein<br />
n-5,n: aus Regression aus den letzten fünf Werten (E18)<br />
"D:Hi20 ƒ(n-5,n)/[Tabw.(n)]"<br />
E19 … 22: Korrelationskoeffizienten r² der besten Regressionsgleichung [n]<br />
n-3,n: Regression aus den letzten drei Werten (E19)<br />
"r²[ƒ(n-3,n)]"<br />
n-5,n: Regression aus den letzten fünf Werten (E20)<br />
"r²[ƒ(n-5,n)]"<br />
n-4,n-1: Regression aus den letzten drei Werten ohne den allerletzten (E22)<br />
"r²[ƒ(n-4,n-1)]"<br />
n-4,n-1: Regression aus den letzten fünf Werten ohne den allerletzten (E23)<br />
"r²[ƒ(n-6,n-1)]"<br />
E23 … 25: Letzte Tabellenwerte der Härtemessung [MPa/mm]<br />
"Hi20(Tabw.n)", "Hi20(Tabw.n-1)", "Hi20(Tabw.n-2)"<br />
E26 … 28: Letzte Tabellenwerte der Viskosität [Pa·s]<br />
"Visko(Tabw.n)", " Visko(Tabw.n-1)", " Visko(Tabw.n-2)"<br />
E29 … 31: Letzte Tabellenwerte der Zeit [min]<br />
" Zeit(Tabw.n)", " Zeit (Tabw.n-1)", " Zeit(Tabw.n-2)"<br />
E32 … 34: Letzte Tabellenwerte der Temperatur [°C]<br />
" Temp.(Tabw.n)", " Temp.(Tabw.n-1)", " Temp.(Tabw.n-2)"<br />
E35 … 37: Letzte Tabellenwerte der Eindringtiefe „d Fmax ― [mm]<br />
" dFmax.(Tabw.n)", " dFmax.(Tabw.n-1)", " dFmax.(Tabw.n-2)"<br />
E38 … 40: Letzte Tabellenwerte der Eindring-Geschwindigkeit „v― [mm/s]<br />
" Geschw.(Tabw.n)", " Geschw.(Tabw.n-1)", " Geschw.(Tabw.n-2)"<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 74 -
E41 … 43: Letzte Tabellenwerte der Prüflastausnutzung [%]<br />
" Max.Last.(Tabw.n)", " Max.Last.(Tabw.n-1)", " Max.Last.(Tabw.n-2)"<br />
E44 … 46: Letzte Tabellenwerte der Pe<strong>net</strong>rationskurven-Steigung [MPa/mm]<br />
"Stg.(Tabw.n)", " Stg.(Tabw.n-1)", " Stg.(Tabw.n-2)"<br />
E47 … 49: Letzte Tabellenwerte der Deformationsarbeit [mJ/mm³]<br />
" Arbeit(Tabw.n)", " Arbeit(Tabw.n-1)", " Arbeit(Tabw.n-2)"<br />
E50 … 52: Letzte Tabellenwerte der Deformationsleistung [mW/mm³]<br />
" Leistung(Tabw.n)", " Leistung(Tabw.n-1)", "Leistung(Tabw.n-2)"<br />
E53 … 55: Letzte Tabellenwerte der Maximalkraft [mN]<br />
" Fmax.(Tabw.n)", " Fmax. (Tabw.n-1)", " Fmax. (Tabw.n-2)"<br />
Wenn diese Befehle eingesetzt werden, ist zu beachten:<br />
- Falls die Ausreißereliminierung aktiv ist (Messdokument|Optionen) kann die Anzahl gültiger Werte<br />
dadurch verringert sein.<br />
- In der Ablauflogik wird, wenn die Ausdrücke nicht erfüllt sind, die verknüpfte Bedingung ignoriert.<br />
- Die Syntaxprüfung findet wie üblich statt, doch eine semantische Prüfung ist hier nicht aktiv!!<br />
- Es können sinnlose Ausdrücke programmiert werden.<br />
- Die Funktionen liefern als Ergebnis sämtlich „0― wenn (noch) keine Ergebnisse vorhanden sind.<br />
- In Bedingungen können Zwei E-Funktionen oder eine E- und eine Standardfunktion oder zwei<br />
Standardfunktion per „UND―, „ODER― oder „X-ODER―-Operatoren verknüpft werden.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 75 -
3.7. Grundhilfe bei der Programmanpassungen<br />
Assistenz bei der Entwicklung und Anpassung von Messabläufen bietet mit Fig. 36, das Formular zur<br />
„Direkt-Steuerung―. Positionierungen können testweise mit den Zubehörteilen vorgenommen werden<br />
und aus der Positionsanzeige für das zu entwickelnde Messprogramm notiert oder im<br />
Messprogrammeditor übernommen werden. Das Formular bietet auch die Möglichkeit, verschiedene<br />
Komponentenbefehle zu testen. Wobei nur die in der Konfiguration aktivierten Komponenten zur<br />
Auswahl stehen. Die Thermostatenansteuerung (Huber Ministat) ist im Bildbeispiel, unten, nicht<br />
aktiviert und wird daher nicht angezeigt.<br />
Über die Schaltfläche „Messprogramme― wird der Messprogrammeditor aufgerufen, wobei dessen<br />
Test-Schaltfläche zur Verfügung steht und so einzelne Sequenzen und Funktionen im Ablauf geprüft<br />
werden können, ohne<br />
dass dabei Daten<br />
entstehen.<br />
Fig. 36, das Formular zur<br />
„Direkt-Steuerung―,<br />
unten<br />
„Messprogrammeditor―<br />
(Die detaillierte<br />
Bedienungsanleitung -<br />
für diesen Programmteil<br />
- ist im entsprechenden<br />
Kapitel der IMETER-<br />
Systembeschreibung zu<br />
finden)<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 76 -
4. Ausführen von Messungen / Prüfungen<br />
4.1. Die Zehn Punkte, Kurzfassung<br />
1. PC und IMETER einschalten<br />
2. IMETER-Akquisitionssoftware starten<br />
3. mit Namen/Kennwort anmelden<br />
4. Hauptmenü, Messprogramm wählen<br />
Nach der Anmeldung wird das Hauptmenü angezeigt<br />
(linkes Bild). Das Messprogramm kann über die vier<br />
Direkt-Start-Schaltflächen ausgewählt werden, oder<br />
mit dem Aufruf von „Messprogramme“ und Auswahl<br />
der Methode, aus der Liste aller Methoden zu IMETER<br />
Methode Nr.20, ’Auto-„Gillmore-Needle“’(Bild<br />
unten).<br />
5. Angaben zu Probe und Auswahl des Messkörpers im Datenblatt vornehmen,<br />
Fig. 37: Formular „Dateneingabe― (Datenblatt)<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 77 -
Im Beispiel, dem Formular oben wurden nur Angaben zum Titel der Messung und zur Beschreibung (Bemerkung)<br />
eingegeben und es wurde der Messkörper ausgewählt.<br />
Startzeit und Komponenten werden in der Messung bestimmt bzw. eingewogen, darum bleiben diese Felder leer.<br />
Mit „Ausführen“ startet der automatische Messablauf.<br />
6. Ausführen - mit optionalen Handlungen im Dialog mit dem Messprogramm<br />
Am Anfang der Messung sind ein paar Handhabungen, wie z.B. das Verwiegen der Probe im Dialog mit dem<br />
Messprogramm ggf. vorzunehmen. Nachdem die vorbereitenden Schritte ausgeführt wurden, läuft die Messung<br />
in der Regel selbstständig und automatisch fort. Die Entwicklung der Aushärtung wird anhand der Diagramme<br />
in Echtzeit dargestellt. So dass man auf einen Blick erkennen kann, wie es mit der Messung steht.<br />
Fig. 38: Formular „Messung ausführen―<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 78 -
7. Eingaben anhand des Reports überprüfen und ggf. korrigieren.<br />
9. Weiter mit Punkt 4. oder 5. für die nächste Messung oder 10. Beenden<br />
10. Beenden: Software beenden, IMETER ausschalten und PC herunterfahren.<br />
Eine Nachbearbeitung, Vergleiche, Versenden, Drucken, Exportieren ist jederzeit aus dem Programm<br />
„Datenbank― möglich (auch örtlich entfernt über ein Intra<strong>net</strong>).<br />
Die ausführliche Beschreibung der Schritte und Optionen – quasi als Kochrezept - ist in dem<br />
Dokument "ZementStandard.pdf" (M20-ServiceSeite) dargestellt.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 79 -
4.2. Experten- Funktionen<br />
Nach Auswahl eines Messprogramms und den Eingaben im Angabenformular wird die Messung<br />
gestartet und läuft nach den Vorgaben des Messprogramms ab. Die Software erlaubt während der<br />
Messung Eingriffe. Insbesondere in der Phase der Programmentwicklung oder bei unbekannten<br />
Proben oder um Versehen zu beheben - können verschiedene Optionen wahrgenommen werden. Diese<br />
sind zum Teil, wie bei „Veränderung laufender Programme― notwendig versteckt untergebracht, um<br />
unkundigen Benutzern nicht bisweilen gefährliche Optionen zur Verwendung anzuempfehlen.<br />
4.2.1. Optionen während laufender Messprogramme<br />
Die Menüzeile im Formular „Messung ausführen― beinhalten verschiedene Funktionen:<br />
Die Betätigung der ersten Schaltfläche Beenden führt zu einer Rückfrage, ob die Messung wirklich<br />
beendet werden soll. Wird bestätigt, dann wird gefragt - falls eine Abschlussprozedur im Messprogramm<br />
angegeben ist 55 - ob diese zuerst noch ausgeführt werden soll (beispielsweise, dass der Lift<br />
nach unten bewegt wird und z.B. ein Kommentierung abgefragt wird etc.) – andernfalls erscheint die<br />
Frage, ob die Daten gelöscht werden sollen – was bei einem Fehlstart sinnvoll ist, um Datenmüll<br />
gleich zu entsorgen,<br />
Einige der Befehle unterbrechen den<br />
Programmablauf 56 ; der Befehl<br />
Protokoll öff<strong>net</strong> eine Eingabebox (vgl.<br />
links), und erlaubt Bemerkungen oder<br />
Beobachtungen aufzeichnen, die im<br />
Prüfbericht ausgegeben werden:<br />
Fig. 39 „Protokollbox―<br />
Der Menüpunkt Eingriff enthält die folgenden Funktionen:<br />
Es kann die Direkt-Steuerung aufgerufen werden (Fig. 36, S.76) und die dort<br />
verfügbaren Befehle können angewendet werden. Etwa um ggf. die Justierung<br />
der Wägezelle nachzuholen, oder den Paralleltisch zu bewegen. Falls letzteres<br />
gewählt wird, wird nach dem Schließen des Formulars – solange bleibt der<br />
Messprogrammablauf angehalten – gefragt:<br />
Bei solchen Eingriffen muss dem Prüfer<br />
natürlich klar sein, was er tut!<br />
55 … wie z.B. in den Messprogrammen „Zement-Standard“ vorhanden.<br />
56 An kritischen Stellen, wo Unterbrechungen die Datenlage- oder Interpretation stören könnten, kann innerhalb des<br />
Messprogramms ein Befehl verwendet werden, der die Menüs deaktiviert, so dass dadurch keine Störungen an kritischen<br />
Programmpunkten auftreten können.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 80 -
Im Menü Eingriff findet sich auch die Option lange oder kurze Pausen im Ablauf einzusetzen. Die<br />
Lange Pause schaltet den Motorstrom der Positionierung vollständig ab, die Kurze Pause öff<strong>net</strong> eine<br />
Dialogbox, die am Bildschirm oder über die Bedientasten am IMETER-Gerät quittiert werden kann.<br />
Außerdem sind manuelle Bewegungen über die Bedientasten möglich.<br />
Die Schaltfläche Diagramme öff<strong>net</strong> eine Auswahlliste mit Möglichkeiten<br />
die Daten-Darstellung zu verändern (vgl. Links):<br />
- Mit Daten-Aktualisierung wird die Auswerteeinheit gezwungen die<br />
vorliegenden Daten neu zu berechnen (etwaige Diagrammdarstellungen<br />
werden dadurch aktualisiert). Die nachfolgenden Befehle schalten die<br />
Diagrammdarstellung entsprechend um 57 . Links und rechts bezieht sich auf<br />
die beiden Diagrammfenster.<br />
Sobald ein Messwert vorliegt, schaltet (das beschriebene<br />
Messprogrammm) die Ergebnisansicht automatisch ein und stellt nach<br />
jeder Pe<strong>net</strong>rationskurve die gesamten Daten aktuell dar. Links am<br />
Bildschirm wird das Temperatur- und Ereignisdiagramm und rechts der<br />
zeitliche Härteverlauf gezeigt. Um die Rohdaten der Messkurven<br />
weiterhin sehen zu können, wäre die Option Kraft/Weg Diagramm (links)<br />
auszuwählen. Ein Umschalten/Weiterschalten der angezeigten Plots kann<br />
alternativ mit einem Maus-Rechts-Klick im jeweiligen Diagrammfenster<br />
erfolgen.<br />
Die Schaltfläche Waage bzw. Programm ist mit einer Umschaltfunktion belegt. Durch Betätigung<br />
kann zwischen Ausgabe des laufenden Messprogramms im Quadranten unten links und der Ansicht<br />
der aktuellen Wägewertanzeige in Großschrift umgeschaltet werden.<br />
Die Schaltfläche Pause überspringen erscheint dann, wenn im Ablauf des Messprogramms gerade eine<br />
Wartezeit, die mindestens drei Sekunden beträgt, aktiv ist. Mit dem Klick oder – immer auch per<br />
Tastaturkürzel, hier: , wird die sofortige Beendigung der Pausenzeit bewirkt – etwa um doch<br />
noch, jetzt sofort, eine Messkurve zu akquirieren.<br />
4.2.2. Menüprogramme<br />
Falls im Messprogramm Unterprogramme als Menüprogramme gekennzeich<strong>net</strong> sind, können diese<br />
über die Schaltfläche Menüprogramme, wie z.B. Standardpause ändern, ausgeführt werden. Der<br />
Ablauf wird angehalten, führt das Unterprogramm aus und setzt danach an der Unterbrechungsstelle<br />
die Ausführung fort.<br />
4.2.3. Veränderungen am laufenden Messprogramm<br />
Das Verändern laufender Messprogramme ist eine Möglichkeit für den geübten Anwender<br />
Messprogramme „on-the-run― zu optimieren.<br />
57 Datenbankrecherche ist jedoch außer Funktion, da für Härtemessungen noch keine Referenzhärten für Stoffe definiert sind<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 81 -
Vorgehen um einen Parameter zu verändern:<br />
Die Menüschaltfläche Programm muss dazu aktiviert sein, um anstatt der Wägewertausgabe das<br />
Programmlisting im Formular unten links anzuzeigen. Am besten ist es, man aktiviert Kurze Pause<br />
aus dem Menü Eingriff und hat dann Zeit dafür, in der Liste den entsprechenden Befehl auszuwählen,<br />
der verändert werden soll. Denn bei der Kurzen Pause bleiben die Menüfunktionen bedienbar. Um<br />
einen Programmbefehl zu verändern muss die Umschalt- oder Shift-Taste der Tastatur und zugleich<br />
die rechte Maustaste gedrückt/geklickt werden, während der entsprechende Befehl mit dem<br />
Mauszeiger selektiert ist. Es öff<strong>net</strong> sich ein Kontextmenü, das folgendermaßen aussehen kann:<br />
47.//Warte etwas#150###7# enthält die interne Kodierung einer Pausenzeit von 150 Sekunden. Wählt<br />
man also diese Option, so wird man durch einen Dialog zur Änderung dieser Anweisung geführt.<br />
Konkret kann so eine Wartezeit verlängert oder verkürzt werden, beispielsweise, wenn erkannt wird,<br />
dass das Material langsamer oder schneller abbindet als erwartet.<br />
Diese Änderungen werden nicht dauerhaft im Messprogramm gespeichert. Die Modifikationen werden<br />
nach dem Schließen des Mess-Kontextes ohne Rückfrage verworfen.<br />
Haltepunkt setzen ist eine andere Option für die<br />
ausgewählte Zeile: Wird diese Befehl geklickt, so<br />
wird in der Liste ein „X― vor den Befehl gesetzt<br />
und sobald das Messprogramm diese Zeile zur<br />
Abarbeitung betritt, hält es mit einem Dialogfenster<br />
an, wie z.B:<br />
Parallel zur Anzeige des Dialogfensters ertönen<br />
akustische Signale.<br />
(Mit „Ja― wird der Haltepunkt entfernt, „Nein― lässt<br />
den Programmablauf beim nächsten Mal an dieser<br />
Stelle wieder anhalten)<br />
4.2.4. Lange Unterbrechung („Weitermessen am nächsten Tag“)<br />
Vorgänge, die auf einer langsamen Zeitskala zu messende Konsistenzeigenschaften verändern und in<br />
einer Messung bestimmt werden sollen, jedoch nicht in den Zeitrahmen eines Arbeitstages passen,<br />
können unterbrochen und später fortgesetzt werden.<br />
Dazu wählt man im Menü Sonderfunktion|Lange Pause, fährt den (XP-)Rechner in den Ruhezustand<br />
(!) und schaltet IMETER am Netzschalter ab. Bei Wiederaufnahme der Messung wird zuerst der<br />
Rechner wieder hochgefahren, dann erst wird IMETER eingeschalten und die „Lange Pause― per<br />
Mausklick beendet.<br />
Zu beachten: die Wägezelle benötigt einige Minuten um auf Temperatur zu kommen. Beim Wiederanschalten<br />
ist die Tara zurückgesetzt! Justieren Sie ggf. die Wägezelle über den Aufruf der<br />
Waagefunktionen in der Direkt-Steuerung. Beachten Sie bitte unbedingt den Kontext, in dem das<br />
Messprogramm unterbrochen wurde und setzen sinngemäß fort!<br />
Längere Zeiträume als 25 Tage können nicht durchmessen werden.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 82 -
4.3. Nach der Messung<br />
Nach dem eine Messung beende wurde oder sich selbst beendet hat, verändert sich das Bedienmenü<br />
und stellt mit „Bericht― und „Wiederholung― zwei weiter Funktionen als Buttons zur Verfügung.<br />
Mit Wiederholung kann das Messprogramm neu gestartet werden, wobei Titel und Bemerkungen<br />
aktualisiert werden können:<br />
Diese Funktion macht es noch einfacher<br />
Serienmessungen effektiv abzuarbeiten 58 .<br />
Die Schaltfläch Bericht N°… öff<strong>net</strong> die<br />
Dokumentation in der Berichtsansicht und das<br />
Resultat kann augenblicklich geprüft,<br />
ausgedruckt oder dem Auftraggeber zugesandt werden. - Im nachfolgenden Kapitel ist ein ausführlich<br />
formatierter, automatischer Prüfbericht wiedergegeben.<br />
Die Messergebnisse sind jederzeit aus dem Datenbankprogramm wieder zur Ansicht zu bringen,<br />
wobei Angaben im Datenblatt verändert werden können (Kommentare, Titel, Messkörper, Auswerteoptionen,<br />
Temperaturbehandlung, Startzeit etc.).<br />
Die Ergebnisse aller Messungen in der Datenbank können per „Diagrammvergleich― übereinander<br />
gelegt werden. Das Bild unten zeigt den Vergleich des Härtungsverhaltens von Baugips (blau) und<br />
einem Phosphatzement (rot).<br />
1000,000<br />
100,000<br />
10,000<br />
1,000<br />
0,100<br />
0,010<br />
0,001<br />
1 10 100<br />
Fig. 40 „Diagrammvergleich―, Härteverlauf Gips/Phosphatzement<br />
58 Für solche Zwecke kann auch eine im Messprogramm einsetzbare Funktion zur automatischen Messwiederholung<br />
verwendet werden.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 83 -
5. Ein automatischer Prüfbericht<br />
Der Prüfbericht, genauso, wie in diesem Abschnitt vollständig wiedergegeben, entsteht von allein. Er<br />
hat die Aufgabe Daten und Ergebnisse sowie begleitende Informationen in möglichst kompakter Form<br />
darzustellen. Ziel ist insgesamt den begleitenden Prüfaufwand, der in Protokollierungen in<br />
Laborjournalen, Prüfmittelüberwachungsaufgaben, Organisation von Prüfergebnissen, GxP-gerechten<br />
Dokumentationen und der Archivierung besteht, zu vereinfachen, rationeller zu gestalten.<br />
Damit bildet er im IMETER-Konzept, der vollständigen Ausnutzung der Mittel, einen zentralen Punkt.<br />
Als Beispiel eines vollständigen Prüfberichts ist nachfolgend das Ergebnis der Messung eines<br />
Biozements ausgegeben. Die Messung erfolgte analog des Messprogramms, das auf Seite 57, „Ein<br />
komplettes I020 - Messprogramm― besprochen ist. Da es sich um einen automatischen Text handelt<br />
und die Reihenfolge der Angaben einer systematischen Struktur folgt und nicht der Dramaturgie einer<br />
individuellen Fragestellung, ist der Report ist nicht unbedingt „schön―.<br />
iimeter V.4.10 rev.77<br />
Bericht (2A6129Q16312B), IMETER/MSB, Augsburg am 02.05.07<br />
________________________________________________________________________________________<br />
ID N° 244 - Auto-Gillmore-Needle<br />
ausgeführt am Mittwoch, 28 März 2007, von Horst Reinert<br />
Titel:<br />
CPC-BioZement<br />
Bemerkung: Messung mit Temperierhaube (25°C) bei gesättigter<br />
Luftfeuchte.<br />
Gegenstand: CPC-Pulver (74,06%) und Anmischlösung bei 2476 °C<br />
Ergebnis: IHZ = 16,0 [min], FHZ = 27,2 [min]<br />
t 2 = 1,15 [min], t V = 10 [min], 0 = 250 [Pa·s]<br />
________________________________________________________________________________________<br />
Bericht<br />
• Allgemeines<br />
Auswertung von 20 Pe<strong>net</strong>rationen mit Ausreißereliminierung. Die Startzeit zur<br />
Härtebestimmung, 3,3 Minuten nach dem Beginn des Messprogramms - um 09:34:16 -<br />
wurde mit der Komponentenwägung bestimmt. Die gesamte Prüfdauer betrug 34,1<br />
Minuten. Es lag eine Temperaturbewegung im Bereich von 24,71 bis 24,8°C vor.<br />
Prüftemperatur (Angabewert) 2476°C, Mittelwert 24,75°C, relative Luftfeuchte<br />
100,0 [%r.H.].<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 84 -
T[°C]<br />
Angabe T/t<br />
DT=0,09K<br />
Vorbereitung<br />
Start (09:34)<br />
Moduswechsel<br />
IHZ,FHZ<br />
0 5 10 15 20 25 30 35<br />
Zeit [min]<br />
Im Diagramm "Temperaturprofil" wird eine Übersicht zum zeitlichen Verlauf der Vorgänge und der jeweils<br />
aufgezeich<strong>net</strong>en Temperatur gezeigt. Die Grafik hat informativen Charakter, sie dient der Rückkopplung und<br />
Zusammenfassung. -- Zur Bedeutung der eingezeich<strong>net</strong>en Symbole: Die Kreismarkierungen zeigen<br />
Temperaturmesswerte an (der Temperaturfühler kann je nach Einsatz die Proben- oder Regeltemperatur oder<br />
die Umgebungstemperatur im Messraum dokumentieren). Die senkrechte, gestrichelte Linie stellt den<br />
zeitlichen Nullpunkt dar, er bezieht sich auf das Herstellungsalter der Probe (3,3min) - die übrigen<br />
Zeitangaben im Bereicht gelten relativ zu diesem Zeitpunkt ('0' im Diagramm ist der Start des<br />
Messprogramms). Ab der Zeit 0 Minuten wird eine waagerechte gepunktete Linie angezeigt, die nach unten<br />
abbiegt; sie markiert den Zeitraum ab dem Start des Messprogramms bis zum Ende der Vorbereitungsphase.<br />
Zwischen der senkrechten Startlinie und dem Ende der waagerechten Linie liegt auch die Spanne für das<br />
Anmischen der Probe. Die Härtezeitkennzahl IHZ bzw. FHZ ist unten an der Zeitachse als Stern-Symbol zum<br />
entsprechenden Zeitpunkt eingetragen. Die sechs Kreuzmarkierungen, im Diagramm oben eingetragen, zeigen<br />
Geschwindigkeits- bzw. Moduswechsel der Pe<strong>net</strong>ration an - die erste Marke bedeutet dabei die erste<br />
Messung.<br />
Von insgesamt 22 Härtemessungen wurden 2 Messwerte zur Glättung des Verlaufs<br />
durch die Ausreißerfunktion ausgeblendet. Die Berechnungen verwenden die<br />
Messdaten nach Korrektionen, die Zeit/Trägheitseffekte der Kraftmessung und<br />
elastische Eigenschaften der Vorrichtung nach Angaben im Datenblatt des<br />
Messkörpers (Gillmore 212/0,7/Torus) berücksichtigen.<br />
Angaben zum Systemaufbau: In Berechnungen wird die Trägheitskonstante 0,37 [s] und der Elastizitätsfaktor<br />
0,0201 [µm/mN] wirksam; der Methodenname des Auswertungsalgorithmus' ist "Gillmore - IHZ/FHZ". Der<br />
verwendete Messkörper ('GillmoreNadel'), Bezeichnung, Gillmore 212/0,7/Torus, hat eine Masse von 212,81<br />
[g] und den Nadeldurchmesser 0,692 [mm] und erzeugt so einen maximalen Flächendruck von 5,55 [MPa]. Die<br />
ASTM C 266-99 erklärt die Aushärtezeit ('time of setting') als den Zeitpunkt, bei dem die jeweilige Nadel<br />
erstmals keinen erkennbaren Abdruck mehr hinterlässt. Die initial setting-time needle ist definiert mit<br />
113.4 [g] Prüflast, bei einem Nadeldurchmesser von 2.12 [mm] (ergibt den Druck von 0,315 [MPa]). Die<br />
final setting-time needle ist definiert mit 453.6[g] Prüflast, bei einem Nadeldurchmesser von 1.06 [mm]<br />
(ergibt den Druck von 5,04 [MPa]). Als gerade noch erkennbare Abdurcktiefe sind mit den Messkörperdaten<br />
formale 0,08 [mm] für IHZ und FHZ angegeben. Dies bedeutet für das IHZ-Kriterium eine H i20 von 3,94<br />
[MPa/mm] und das FHZ-Kriterium von 63,0 [MPa/mm]. Die maximale sicher darstellbare Härte H i20 mit dem<br />
Messkörper 'Gillmore 212/0,7/Torus' beträgt 346,8 [MPa/mm]; bei der IHZ könnte mit dem Stempel (m=212,81<br />
[g], A=0,376 [mm²]) eine Eindringtiefe der Nadel von höchstens 1,41 [mm] erreicht werden und bei der FHZ<br />
dürften nicht mehr als 0,0881[mm] erreicht werden.<br />
Viskositätsangaben: Die Berechnung der Viskosität erfolgt ausschließlich nach dem Strömungswiderstand<br />
jedoch ohne Kalibrierfaktor, der wahre Viskositätswert kann dadurch spürbar geringer sein..<br />
• Mischung/Komposition<br />
Die Probe setzt sich aus zwei Komponenten zusammen, wobei zur Herstellung alle<br />
Stoffe, im Prüfablauf integriert, mit der IMETER-Wägefunktion abgewogen wurden.<br />
Die Anteile sind in der Liste als Gewichtsprozente gegeben.<br />
CPC-P-070220-4 : 3,200 [g] 74,06 [%] Einwaage, -1,4 [min]<br />
Lösung CPC-P-070220-4 : 1,121 [g] 25,94 [%] Einwaage = Start<br />
Die Angabemengen liegen als Wägewerte vor. Im Gegensatz zu Vorgaben aus wahren Massen sind dadurch die<br />
Mengenverhältnisse auch von der Luftdichte abhängig. ('Start' bedeutet Zeitpunkt '0' des Probenalters -<br />
er wurde hier für 3,3 Minuten nach dem Beginn der Messung festgelegt.) Es wird der Wägemodus genannt,<br />
Ein- bzw. Auswägeverfahren und eine Zeitangabe. Die Zeitangabe zur Komponente (=Übernahme der Wägedaten<br />
im Ablauf) wird relativ zum Startzeitpunkt gegeben.<br />
• Verarbeitungsverhalten<br />
In der Auswertung wurden die ersten neun Werte, im Bereich 2,66 bis 14,56min ausgewählt, um über eine<br />
geeig<strong>net</strong>e Regression die 'Viskositäts'-Zeitabhängigkeit, die Viskosität zum Zeitpunkt 1min<br />
(Mischungsalter) sowie der Zeitpunkt, des Erreichens der Verarbeitungs(zeit)grenze von 7·10 4 Pa·s<br />
berech<strong>net</strong>. Diese Richtzeit (t V) entspricht dem Zeitpunkt, da die Viskosität etwa von 'Butter,<br />
kühlschrank-kalt' erreicht wird. Das Verdopplungsintervall (t 2)) bedeutet die Zeitspanne im<br />
Betrachtungszeitraum, in der die Viskosität ihren Wert verdoppelt.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 85 -
Anfangs-Viskosität ( 0 ) : 250 [Pa·s] bei 1min (14% Extrapolation)<br />
Verarbeitungszeit (t V ) : 10 [min]<br />
Verdopplungsintervall t 2 : 1,15 [min]<br />
Regressionsgleichung : = ƒ(t [min] )= 137 · e (0,604 · t[min]) r²=0,9973<br />
1e+007<br />
1e+006<br />
100000<br />
10000<br />
1000<br />
100<br />
0 2 4 6 8 10 12 14 16 18 20<br />
Zeit / Probenalter [min]<br />
Im Diagramm, ""Viskosität"-Zeitverlauf", oben, werden die dynamisch gemessenen Werte als 'Viskositäten'<br />
in ihrem zeitlichen Verlauf abgebildet. Neben den Einzelwerten als Kreismarken sind die<br />
Regressionsfunktion (Graph), die Anfangsviskosität (Kugelmarke, 1min, 2,5E+2Pa·s), Verarbeitungszeit<br />
(senkrechte Linie, gestrichelt, 10min) und IHZ dargestellt (gepunktete Linie, 16,0min).<br />
• Aushärtung<br />
Initiale Aushärtezeit (IHZ) : 16,0 [min]<br />
Finale Aushärtezeit (FHZ) : 27,2 [min]<br />
Der zeitliche Härteverlauf kann durch eine potenzielle Regressionsgleichung sehr<br />
gut dargestellt werden:<br />
H i20 = ƒ(t [min] ) = 3,19·10 -6 · t[min] (5,09) r²=0,9904<br />
Die IHZ wurde durch potenzielle Interpolation zwischen den Punkten bzw. Messkurven Nr. 10 und Nr. 11<br />
ermittelt. Nach der Gleichung berech<strong>net</strong> - werden für die IHZ 15,7 Minuten erhalten (-0,3min). Angabe der<br />
FHZ durch die Interpolation zwischen Messkurven Nr. 18 und Nr. 19; gemäß Gleichung ergeben sich hier 27,1<br />
Minuten (-0,1min). Die Zeitgleichung für die Härte H i20 gilt zwischen 2,7 und 30,3 Minuten (r² ist der<br />
Korrelationskoeffizient; die Regressionsgleichung wurde durch die Methode der kleinsten Quadrate<br />
gebildet).<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 86 -
1000,0000<br />
100,0000<br />
10,0000<br />
1,0000<br />
0,1000<br />
0,0100<br />
0,0010<br />
0,0001<br />
1 10 100<br />
Zeit / Probenalter [min]<br />
Das Diagramm "Härte-Zeitverlauf_" zeigt die Härte-Messwerte in zeitlicher Projektion an. - Die 20<br />
Einzelwerte werden darin als Kreismarke angezeigt. Die IHZ und FHZ sind in Form von Kugelsymbolen<br />
eingezeich<strong>net</strong>, der betreffende Bereich ist grafisch eingefasst - als Zeitspanne, über die der Verlauf den<br />
kritischen Härtewert erstmals erreicht und dann endgültig überschreitet. Die Kennzahl wird darin jedoch<br />
zwischen den ersten beiden Werten interpollierend ermittelt. Der Achsenabschnitt zeigt insofern einen<br />
Zeitbereich an, der gewissermaßen eine 'Unsicherheit' bedeutet.<br />
Zusammenstellung grundlegender Daten zu den einzelnen Härtemesswerten, Tabelle 1:<br />
N° t T Pkte sw d Fmax. v M H i20 f4<br />
…………………………………………………………………………………………………………………………………<br />
1. 2,7 24,80 59 0,009 0,815 0,203 ¨ 1,33E-3 460<br />
2. 3,6 24,78 57 0,009 0,819 0,203 ¨ 3,73E-3 1,3E+3<br />
3. 4,2 24,78 64 0,009 0,819 0,204 ¨ 5,86E-3 2,0E+3<br />
4. 5,4 24,77 66 0,009 0,806 0,203 ¨ 0,0117 4,0E+3<br />
5. 6,6 24,76 77 0,009 0,819 0,202 ¨ 0,0244 8,5E+3<br />
6. 8,1 24,76 73 0,009 0,819 0,203 ¨ 0,0566 2,0E+4<br />
7. 9,8 24,75 74 0,009 0,815 0,203 ¨ 0,157 5,4E+4<br />
8. 10,9 24,75 74 0,010 0,823 0,203 ¨ 0,269 9,4E+4<br />
9. 14,6 24,77 78 0,009 0,803 0,199 ¨ 2,27 7,9E+5<br />
10. 15,9 24,77 78 0,009 0,798 0,196 ¨' 3,74 1,3E+6<br />
11. 16,6 24,77 79 0,009 0,786 0,192 ¨' 6,03 2,1E+6<br />
12. 18,3 24,77 63 0,008 0,532 0,092 ¨' 10,2 5,1E+6<br />
13. 19,1 24,75 4 0,056 0,300 0,037 ·° 16,8 1,2E+7<br />
14. 21,1 24,73 7 0,028 0,159 0,0090 ·¹ 31,8 4,9E+7<br />
15. 22,7 24,73 9 0,016 0,109 0,0064 ·¹ 43,1 6,4E+7<br />
16. 23,9 24,72 9 0,016 0,107 0,0058 ·¹ 47,5 7,6E+7<br />
17. 25,0 24,72 8 0,016 0,091 0,0063 ·² 55,2 6,9E+7<br />
18. 26,3 24,71 9 0,016 0,106 0,0057 ·¹ 48,2 7,8E+7<br />
19. 27,3 24,71 7 0,016 0,076 0,0056 ·¹ 64,9 7,6E+7<br />
20. 30,3 24,71 12 0,008 0,0594 0,0024 ·² 83,6 1,8E+8<br />
…………………………………………………………………………………………………………………………………<br />
Tabellenerläuterung: Mit t [min] wird der relative Zeitpunkt des Härtewertes mit Bezug auf die Startzeit<br />
ausgegeben und mit T [°C] die Temperatur, Pkte gibt die, den Kurvenzug beschreibende Anzahl an gültigen<br />
Kraft/Weg/Zeit-Messpunkten an, die im mittleren vertikalen Abstand sw [mm] gemessen wurden. Die<br />
Eindringtiefe der Nadel bei maximaler Kraft wird mit d Fmax [mm] angegeben; bei relativ 'harten' Messkurven<br />
wird die Tiefe um eine Stelle genauer ausgegeben - um damit interpolierte Tiefenwerte zu kennzeichnen.<br />
Die mittlere Eindringgeschwindigkeit wird durch v M [mm/s] angegeben. Es werden Kennzeichnungen den<br />
Geschwindigkeitswerten beigeord<strong>net</strong>:"¨" bedeutet eine dynamische Pe<strong>net</strong>ration, "·" eine (mehr) statische<br />
Messweise, zusätzlich zeigen die Zeichen " ',°,¹,²,³ " eine in dieser Reihe zunehmende<br />
Ungleichförmigkeit der Geschwindigkeit an. Die Härte wird mit H i20 [MPa/mm] angegeben - " iimeter-Härte nach<br />
Methode 20": Die H i20 wird aus dem Quotienten der größten Messkraft, die in der Pe<strong>net</strong>rationskurve<br />
auftritt, und der dazugehörigen Eindringtiefe d Fmax und der Nadelfläche gebildet. Das Verhältnis des<br />
letzten Kraftmesswertes zur Eindringgeschwindigkeit v M sowie mit den geometrischen Verhältnissen wird<br />
verwendet (gemäß der Angaben im Abschnitt zum Systemaufbau), um die dynamische Viskosität f4 [Pa·s] zu<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 87 -
erechnen.Der Index ' f4' deutet an, dass der Angabewert vom wahren Wert (nach oben) abweichen kann, indem<br />
4 mögliche Korrekturterme nicht eingesetzt wurden. -- Viskositätsbereiche zum Vergleich der<br />
Größenordnungen: Wasser 0.001, Glycerin 1, Honig 10, Bitumen 10 8 , Glas 10 16 [Pa·s].<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9<br />
Eindringtiefe [mm]<br />
In der Datengrafik, "Druck-Eindringtiefe", wird für jede einzelne Pe<strong>net</strong>rationskurve ein Graph im Kraft-<br />
Weg-Diagramm angezeigt. Je steiler die Kraft mit der Eindringung ansteigt desto härter ist die Probe. Die<br />
jeweils lokal und momentan auf die Nadelspitze wirkende Druckkraft wird in Abhängigkeit von der<br />
Eindringtiefe abgebildet. Alle Indentionen einer Messung werden in diesem Diagramm - als Druckkurven -<br />
übereinander gezeich<strong>net</strong>. Waagerechte Verläufe zeigen eine konstante Verformungskraft an (ggf.<br />
gleichmäßiges Fließen); 'Fließgrenzen' finden ihre Entsprechung in (lokalen) Kurvenmaxima (-> d Fmax.).<br />
Jeweilige Ein gleichbleibender Kurvenanstieg spiegelt ein rein elastisches Verhalten wieder und die<br />
Steigung ist dem E-Modul proportional. Globale Maximalwerte im Kurvenzug indizieren den Härtemesswert.<br />
Zusätzliche Daten, Tabelle 2:<br />
N° d max. F e F max %max F Stg N % H i20-Berechnung). %max F zeigt den Nutzanteil des maximal erzeugbaren Druckes bei d Fmax an. Die<br />
mittlere Kurvensteigung in der jeweiligen Druck-Pe<strong>net</strong>rations-Kurve wird mit Stg. gegeben. Die Größe Stg.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 88 -
[MPa/mm] ist ein H i20 analoger Härteausdruck - jedoch als Mittelwert über den Gesamtverlauf mit<br />
zahlreichen Individualmerkmalen der Eindringkurven versehen. Als Kennzeichnung für die in Stg.<br />
beinhaltete Wertestreuung sind die Zeichen " ',°,¹,²,³,×" in Reihe zunehmender Varianz beigestellt. Als<br />
zusätzliche Merkmale zur Klassifikation jeweiliger Pe<strong>net</strong>rationskurven wurden mit N %
Ggf. nachfolgende ausgegebene Informationen enthalten, je nach Einstellungen und Berichtsvorlage (Stil =<br />
'bauhaus'), verschieden detaillierte Begleitinformationen, wie die Angaben zur Ausführung der Messung,<br />
den Audit-Trail und Hinweise zur Prüfmittelüberwachung.<br />
________________________________________________________________________________________<br />
Programmausführung & Audit-Trail<br />
Für diese Messung wurde das Messprogramm "CaP-BioZemente" ausgeführt. Zeitraum<br />
der Messung, am 28.03.07 zwischen 09:31:16 und 10:05:48, Laufzeit 34,5 Minuten.<br />
Eine detaillierte Ablaufdokumentation wurde nicht aufgezeich<strong>net</strong>. Auf ein<br />
zusätzliches Protokoll wurde auch verzichtet. Die Messung wurde programmgemäß<br />
ausgeführt. Das Ergebnis wurde erstmals am 28.03.07 um 12:01 zur Ansicht<br />
gebracht. Die Originaldaten sind unverändert.<br />
Unter der Nummer 244 ist der Datensatz in der Datenbank ' iimeter-Beispiele'<br />
gespeichert.<br />
……………………………………………………………………………………………………………………………………………………………………………………<br />
Prüfmittel<br />
Die Kraftmesseinrichtung (WZ224-CW) wurde 1,2 Stunden vor dieser Messung von<br />
Horst Reinert justiert. Die letzte vollständige Prüfung der<br />
Positioniervorrichtung von IMETER (ID16405542) erfolgte am 06.01.05.<br />
Systemdaten: Auflösung des Wägesystems 0,1mg, Messunsicherheit *) 0,2mg, Dichte der<br />
Justiermasse *) 8,000 g/cm³, Luftdichte *) 1,154kg/m³; Umrechnungen von Masse nach<br />
Kraft mit dem Wert 9,80754m/sec² für die Fallbeschleunigung *) . Die Messauflösung<br />
der Temperaturmessung beträgt 0,01K, die Unsicherheit *) 0,03K. Akquisitions-<br />
Softwareversion IMETER 4.1.128, LizenzN° *3037-4759*, Windows 5.1- Betriebssystem<br />
auf PC Ser.N°143431694 (C, iTop).<br />
*) : Die gekennzeich<strong>net</strong>en Angaben der Systemdaten können nachträglich angepasst werden - etwa um<br />
individuelle Messunsicherheiten der Fühler wirksam werden zu lassen. Änderungen auch an diesen Daten<br />
werden im Audit-Log protokolliert und können zurückgenommen werden.<br />
……………………………………………………………………………………………………………………………………………………………………………………<br />
(Vollständiger Bericht zu einer Messung an einem medizinischen Zement, der im Messablauf<br />
aus Pulver und Flüssigkeit zubereitet, in eine Drehvorlage gegeben und gemessen wurde)<br />
Natürlich wird für die Ergebnismitteilung bei Standardmessungen nicht diese weitschweifige<br />
Ausgabeform gewählt; in der Routine wird typischerweise das Härte-Zeit-Diagramm ausgeben und auf<br />
Tabellen, Erläuterungen und Zusatzdiagramme verzichtet. Gleichwohl ist es außerordentliche wichtig,<br />
Messergebnisse aufbereitet zu erhalten und auf ein vollständiges File per Knopfdruck zugreifen zu können. Auch<br />
wenn eine Prüfung schon lange Zeit her ist und unterschiedliche Fragestellungen bearbeitet wurden, wird<br />
anhand des Berichts die Aussage und der Zusammenhang der Messung rekonstruierbar.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 90 -
6. IHZ/FHZ – Konventionen für die Biozementprüfungen<br />
Die Handhabung der IMETER Methode N°20 bei der Prüfung von Calciumphosphatzementen<br />
Im Verlauf der Methodenentwicklung und Einführung hat es sich anwenderseitig eingebürgert, Nadeln<br />
mit (0.4 bis) 0.7[mm] Durchmesser anzuwenden und IHZ- / FHZ-t-Faktoren, beide bei 0.08[mm]<br />
anzusetzen. Somit gelten 3.94 und 63[MPa/mm] als korrelierende Härtewerte.<br />
Da zwischenzeitlich zahlreiche Vergleichsmessungen vorliegen, konnte die Übereinstimmung von<br />
IHZ gemäß IMETER Methode Nr.20 und konventioneller IHZ-Gillmorenadel festgestellt werden.<br />
Die FHZ wird unter den genannten Einstellungen durch IMETER signifikant früher angezeigt. Eine<br />
korrekter bzw. verifizierter Bezugswert für den FHZ-t-Faktor liegt nicht vor 59 , 60 , 61 .<br />
6.1. Normierung<br />
Die Einheit H i20 enthält keine Geschwindigkeitsübereinkünfte. Die Vergleichbarkeit von Ergebnissen<br />
erfordert Randbedingungen. Die wichtigste ist die Eindringgeschwindigkeit und -Tiefe bzw. deren<br />
Herabsetzungsmodalitäten. Wir vereinbaren darum<br />
Einstellungen und Sequenzen gemäß „I020―-Programm als Standard 62 .<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Probenvorlage mindestens 7[mm] breit und 4.5[mm] tief ausgelegt sein,<br />
die Nadelstärke kann 0.4 bis 0.7[mm] betragen und<br />
das Vorlastgewicht muss mindestens 2.1[N] Gewichtskraft (200[g]) aufbringen.<br />
Der Zeitbezug ist der Moment, indem die Probe aktiviert wird (Zeitpunkt der<br />
Liquidzugabe).<br />
Die Probe wird höchstens 1[min] mit einem Spatel in einer Kunststoff- oder<br />
Porzellanschale angerührt. Nachdem die Probe 63 in die Aluminiumvorlage gegeben<br />
wurde, wird diese auf einen Stahlamboss wenige Male kräftig aufgeschlagen, bis keine<br />
Blasen mehr aufsteigen (Verdichtungsverfahren).<br />
Die der Messung im Bericht zugeord<strong>net</strong>en Temperatur- und Luftfeuchteangaben<br />
beziehen sich auf die unmittelbare Umgebung der Probe beim Messen.<br />
Bei Messungen unter Verwendung der Temperierhaube (empfohlen!) mit innen<br />
befindlichem, nassem Schwamm, wird die Luftfeuchte zu 100% r.H. angegeben.<br />
Viskositätsberechnung: Es wird kein Kalibrierfaktor eingesetzt und für die<br />
Probenvorlage ist weder Durchmesser noch Tiefe anzugeben 64 .<br />
Abweichungen von dieser Handhabung sind im Prüfbericht anzugeben.<br />
59 Dass die FHZ bei geringerer Härte angezeigt wird, ist aus der Anschauung verständlich, indem ein 0.08[mm] tiefer<br />
Abdruck von einer 1[mm] Nadel deutlicher erkennbar ist, als ein solcher bei einer 2[mm] Nadel.<br />
60 Wir empfehlen den Anwendern mit Rücksicht auf die längerfristige Nutzbarkeit der Ergebnisse, Messung bis über<br />
150[MPa/mm] aufzuzeichnen, so verbleibt die Option zu einem späteren Zeitpunkt – bei entsprechend verkürztem FHZ-t-<br />
Faktor – mit den Messdaten eine, die historische Daten treffende Neuberechnung durchzuführen.<br />
61 Die Erweiterung der Auswertung für die Ausgabe einer zusätzlichen Kennzahl, der wahren FHZ, wäre möglich.<br />
62 Seit der Einführung der Methode wurde praktisch durchweg dieses Verfahren angewendet, z.B. in den Programmen<br />
#ZementStandard, #Phosphatzemente, #CaP-Biozemente. Die „historischen Werte“ bleiben vergleichbar.<br />
63 sofern eine halbwegs fließfähige und nicht eine dünnflüssige Zubereitung vorliegt.<br />
64 imeter berech<strong>net</strong> dadurch die Viskositätswerte allein auf Basis des Strömungswiderstands, also ohne Wandreibung und<br />
andere der berechenbaren Einflussgrößen. Die geforderte Probentiefe führt rechnerisch ohnehin zu keiner nennenswerten<br />
Quetschströmung und eine Ringspaltreibung darf ausgeschlossen werden.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 91 -
6.2. „Messunsicherheiten“, Praktische Prüfungen<br />
Am 28.7 und 31.7.2006 wurden in der BAM (Bundesanstalt für Materialforschung und –Prüfung,<br />
Berlin, Dr. sc. G. Berger, Projektgruppe Biowerkstoffe) Vergleichsmessungen auf zwei IMETER-4-<br />
Systemen ausgeführt. Unter Variation zahlreicher Umstände (Vorlagenart, Temperatur, Prüfer) wurde<br />
bezüglich der IHZ eine relative Standardabweichung von 14% aus 16 Messungen festgestellt.<br />
Die Streuung von 14% wird inzwischen als absolut worst case angesehen, da weder das<br />
Verdichtungsverfahren, das einen extrem hohen Einfluss auf die Präzision der Kennzahl hat, noch die<br />
Erkenntnis der starken Temperaturabhängigkeit in den Prüfungen Berücksichtigung fand.<br />
Im September 2007 wurden im Kundenauftrag erneute Prüfungen auf Wiederholbarkeit an zwei<br />
Chargen eines CaP-Zements durchgeführt. Dabei wurde die verbesserte Technik zur<br />
Probenvorbereitung angewendet. Die Messungen wurden gemischt von zwei Personen ausgeführt,<br />
wobei eine Person keine Erfahrung mit der Methode hatte; es wurde dadurch gleichsam nur eine<br />
geringe Streuung verursacht. Die nachfolgende Tabelle gibt die ermittelten Zeiten als Mittelwerte mit<br />
Standardabweichung an:<br />
Fünf Messungen (Charge 1)<br />
IHZ Ch1 = 14,5 ±0,28 min<br />
FHZ Ch1 = 18,8 ±0,94 min<br />
Acht Messungen (Charge 2)<br />
IHZ Ch2 = 15,3 ±0,41 min<br />
FHZ Ch2 = 20,1 ±1,74 min<br />
Die relative Standardabweichung im Bezug auf die IHZ beträgt weniger als 3%.<br />
Eine ausreichend umfangreiche und aktuelle Datenbasis für eine statistisch gesicherte Angabe des<br />
Schwankungsbereichs kann z.Zt. nicht vorgelegt werden. Auf halb-empirischer Basis schätzen wir den<br />
Bereich, in dem höchstens mit Ergebnisstreuung zu rechen ist auf relative 5% ±20 Sekunden für<br />
Zemente mit einer IHZ zwischen 5 bis 60 Minuten.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 92 -
7. Sonderverfahren, Zusätze, Tests<br />
7.1. Viskositätsangabe<br />
Die Viskositätsberechnung in der Methode ist in mehrerlei Hinsicht ungewöhnlich. Dies betrifft<br />
besonders das angewandte Superpositionsprinzip, das davon ausgeht, dass Kraftkomponenten, wie in<br />
der Newtonschen Mechanik (vektoriell), auch für Strömungskräfte anwendbar seien.<br />
Um die Viskositätsberechnungen zu überprüfen, wurden in der Qualität von Übersichtsmessungen,<br />
Messungen an regulären Flüssigkeiten ausgeführt, die die Wandhaftung erfüllen und inkompressibel<br />
sind. Dabei wurden Zylinderdicke und Länge, Gefäßdurchmesser, Schichttiefe, Eindringgeschwindigkeit<br />
und Viskosität variiert. Obwohl dies den Rahmen einer Anleitung und<br />
Methodendokumentation sprengt, sollen die Daten in der nachfolgenden Tabelle 1 präsentiert werden.<br />
F<br />
e<br />
<br />
F<br />
Z<br />
F<br />
RSP<br />
F<br />
Q<br />
F<br />
So<br />
<br />
<br />
l<br />
r<br />
r <br />
r r<br />
F <br />
! 2 2<br />
4<br />
2<br />
G<br />
3<br />
e<br />
vM<br />
<br />
4<br />
r <br />
<br />
24<br />
<br />
2 rG<br />
2 rG<br />
2 <br />
G<br />
rG<br />
<br />
<br />
<br />
ln<br />
1 r ln<br />
1<br />
r r <br />
r<br />
3<br />
h<br />
l r<br />
r<br />
h<br />
l<br />
2<br />
G<br />
<br />
<br />
<br />
<br />
<br />
<br />
Nach der Erläuterung der Tabelle ist das Messprogramm, das für die Akquisition der Daten<br />
verwendet wurde, wiedergegeben. Im Anschluss daran werden einzelne Ergebnisse anhand von<br />
Diagrammen zur Verbildlichung präsentiert. Eine kleine Diskussion zu verschiedenen Aspekten<br />
schließt die diesbezügliche Abhandlung.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 93 -
T r g Art / DrahtØ/ v r l h g-l F e F Z F RSP F Q F So F calc Rel. Abs.<br />
Lf.N° id [°C] [Pa s] [mm] h g /Starthöhe [mm/s] [mm] [mm] [mm] [mN] [mN] [mN] [mN] [mN] [mN] [%] [g] Re<br />
1 N°8108 22,1 1,24 46 z/0,04/100/10 3,859 4,0 15,0 67 0,656 0,238 0,387 0,000 0,072 0,698 6,5% -0,004 1,5E-02<br />
2 N°8095 21,2 1,33 46 z/0,04/100/10 3,859 6,0 9,2 73 0,882 0,388 0,363 0,000 0,177 0,928 5,2% -0,005 2,2E-02<br />
3 N°8100 21,7 1,28 46 z/0,04/100/10 3,859 6,0 17,6 65 1,050 0,373 0,594 0,000 0,187 1,154 9,9% -0,011 2,3E-02<br />
4 N°8108 22,1 1,24 46 z/0,04/100/10 0,965 4,0 15,0 70 0,170 0,059 0,093 0,000 0,018 0,171 0,9% 0,000 3,8E-03<br />
5 N°8095 21,2 1,33 46 z/0,04/100/10 0,965 6,0 9,2 76 0,227 0,097 0,087 0,000 0,044 0,228 0,8% 0,000 5,4E-03<br />
6 N°8100 21,7 1,28 46 z/0,04/100/10 0,965 6,0 17,6 68 0,271 0,093 0,145 0,000 0,047 0,285 5,4% -0,001 5,6E-03<br />
7 N°8057 23,1 1,14 23,5 z/1/48/10 3,859 4,0 1,7 24 0,682 0,218 0,268 0,000 0,134 0,620 -9,1% 0,006 1,7E-02<br />
8 N°8056 23,1 1,14 23,5 z/1/48/10 3,859 4,0 15,0 11 1,136 0,218 0,706 0,003 0,188 1,119 -1,5% 0,002 1,7E-02<br />
9 N°8054 23,0 1,15 23,5 z/1/48/10 3,859 5,1 2,1 24 0,847 0,284 0,307 0,001 0,242 0,835 -1,5% 0,001 2,1E-02<br />
10 N°8053 23,0 1,15 23,5 z/1/48/10 3,859 5,1 15,0 12 1,514 0,285 0,892 0,009 0,337 1,531 1,2% -0,002 2,1E-02<br />
11 N°8048 23,0 1,14 23,5 z/1/48/10 3,859 6,0 2,1 24 1,003 0,333 0,333 0,002 0,351 1,020 1,7% -0,002 2,5E-02<br />
12 N°8047 23,0 1,15 23,5 z/1/48/10 3,859 6,0 4,1 22 1,114 0,334 0,448 0,002 0,368 1,155 3,6% -0,004 2,5E-02<br />
13 N°8046 23,0 1,15 23,5 z/1/48/10 3,859 6,0 9,2 17 1,422 0,335 0,527 0,005 0,418 1,290 -9,3% 0,013 2,5E-02<br />
14 N°8045 22,9 1,16 23,5 z/1/48/10 3,859 6,0 17,6 10 2,364 0,337 1,226 0,031 0,535 2,160 -8,6% 0,021 2,5E-02<br />
15 N°8070 22,0 3,30 22 z/1/45/10 3,859 4,0 1,7 25 1,920 0,633 0,729 0,001 0,422 1,786 -7,0% 0,014 3,9E-03<br />
16 N°8069 21,7 3,38 22 z/1/45/10 3,859 4,0 15,0 12 3,722 0,648 2,310 0,008 0,624 3,597 -3,4% 0,013 3,8E-03<br />
17 N°8067 21,1 3,54 22 z/1/45/10 3,859 5,1 2,1 25 2,770 0,875 0,932 0,003 0,812 2,624 -5,3% 0,015 4,7E-03<br />
18 N°8066 20,8 3,60 22 z/1/45/10 3,859 5,1 15,0 13 5,342 0,890 3,260 0,021 1,182 5,374 0,6% -0,003 4,6E-03<br />
19 N°8063 23,6 2,95 22 z/1/45/10 3,859 6,0 2,1 25 2,904 0,858 0,884 0,004 0,990 2,740 -5,7% 0,017 6,7E-03<br />
20 N°8062 23,9 2,89 22 z/1/45/10 3,859 6,0 4,1 23 3,214 0,842 1,247 0,005 1,019 3,119 -3,0% 0,010 6,8E-03<br />
21 N°8064 23,6 2,95 22 z/1/45/10 3,859 6,0 9,2 18 4,210 0,857 2,257 0,011 1,185 4,321 2,6% -0,011 6,7E-03<br />
22 N°8060 23,7 2,94 22 z/1/45/10 3,859 6,0 17,6 11 6,684 0,854 3,869 0,056 1,543 6,380 -4,6% 0,031 6,7E-03<br />
23 N°8070 22,0 3,30 22 z/1/45/10 0,965 4,0 1,7 25 0,474 0,158 0,160 0,000 0,106 0,424 -10,5% 0,005 9,8E-04<br />
24 N°8069 21,7 3,38 22 z/1/45/10 0,965 4,0 15,0 12 0,875 0,162 0,556 0,002 0,156 0,878 0,4% 0,000 9,6E-04<br />
25 N°8067 21,1 3,54 22 z/1/45/10 0,965 5,1 2,1 25 0,695 0,219 0,209 0,001 0,203 0,633 -9,0% 0,006 1,2E-03<br />
26 N°8066 20,8 3,60 22 z/1/45/10 0,965 5,1 15,0 13 1,272 0,223 0,792 0,005 0,296 1,321 3,8% -0,005 1,2E-03<br />
27 N°8063 23,6 2,95 22 z/1/45/10 0,965 6,0 2,1 25 0,730 0,214 0,202 0,001 0,247 0,666 -8,9% 0,007 1,7E-03<br />
28 N°8062 23,9 2,89 22 z/1/45/10 0,965 6,0 4,1 23 0,796 0,211 0,293 0,001 0,255 0,761 -4,4% 0,004 1,7E-03<br />
29 N°8064 23,6 2,95 22 z/1/45/10 0,965 6,0 9,2 18 1,036 0,214 0,545 0,003 0,296 1,061 2,4% -0,003 1,7E-03<br />
30 N°8060 23,7 2,94 22 z/1/45/10 0,965 6,0 17,6 11 1,470 0,214 0,948 0,014 0,386 1,576 7,2% -0,011 1,7E-03<br />
31 N°8070 22,0 3,30 22 z/1/45/10 0,203 4,0 1,7 25 0,104 0,033 0,029 0,000 0,022 0,085 -18,4% 0,002 2,1E-04<br />
32 N°8069 21,7 3,38 22 z/1/45/10 0,203 4,0 15,0 12 0,182 0,034 0,112 0,000 0,033 0,180 -1,4% 0,000 2,0E-04<br />
33 N°8067 21,1 3,54 22 z/1/45/10 0,203 5,1 2,1 25 0,154 0,046 0,039 0,000 0,043 0,128 -17,1% 0,003 2,5E-04<br />
34 N°8066 20,8 3,60 22 z/1/45/10 0,203 5,1 15,0 13 0,259 0,047 0,161 0,001 0,062 0,272 5,1% -0,001 2,4E-04<br />
35 N°8063 23,6 2,95 22 z/1/45/10 0,203 6,0 2,1 25 0,155 0,045 0,038 0,000 0,052 0,136 -12,4% 0,002 3,5E-04<br />
36 N°8062 23,9 2,89 22 z/1/45/10 0,203 6,0 4,1 23 0,171 0,044 0,057 0,000 0,054 0,156 -8,6% 0,001 3,6E-04<br />
37 N°8064 23,6 2,95 22 z/1/45/10 0,203 6,0 9,2 18 0,221 0,045 0,110 0,001 0,062 0,219 -1,1% 0,000 3,5E-04<br />
38 N°8060 23,7 2,94 22 z/1/45/10 0,203 6,0 17,6 11 0,311 0,045 0,195 0,003 0,081 0,327 5,2% -0,002 3,5E-04<br />
39 N°8068 21,4 3,45 22 g*/1/45/0 3,859 4,0 8 29 2,808 0,660 1,800 0,001 0,406 2,868 2,1% -0,006 3,8E-03<br />
40 N°8065 20,6 3,66 22 g*/1/45/0 3,859 5,1 8 29 3,920 0,905 2,724 0,002 0,767 4,400 12,2% -0,049 4,6E-03<br />
41 N°8058 23,4 2,99 22 g*/1/45/0 3,859 6,0 8 30 5,408 0,869 3,450 0,003 0,915 5,240 -3,1% 0,017 6,6E-03<br />
Tabelle 1<br />
BAM / imeter – Auto-Gillmore-Needle - 94 -
Die Rubriken in Tabelle 1 entsprechen den in Formeln und der Skizze angegebenen Größen. „T― ist<br />
die Temperatur der Flüssigkeit mittels derer die Viskosität () berech<strong>net</strong> wird 65 . Da keine<br />
Referenzmaterialien entsprechend hoher Viskositäten zur Verfügung standen, wurden die Testmessungen<br />
mit Glycerin (~ 1[Pas]) und einer Newtonschen Normalprobe (5000AW 66 , ~3.5[Pas])<br />
ausgeführt. Messungen fanden in untemperierter Umgebung statt; der Temperatursensor befand sich<br />
am Gefäßrand und dürfte, da stets im Verlauf der Kampagnen Temperaturzunahme eintrat, eine<br />
geschätzt bis zu 1K höheren Wert anzeigen, sodass die wirkliche Viskosität tendenziell ein bis einige<br />
Prozente höher anzusetzen ist. Gegenläufig verhält sich Glycerin, das durch Hygroskopie seine<br />
Viskosität bereits mit kleinen Wassermengen deutlich verringert.<br />
Die 6. Spalte „Art / DrahtØ/ h g /Starthöhe― enthält die kombinierten Angaben zum Verfahren; „z― für Art<br />
bedeutet ein Vorgehen gemäß Fig. 9 (Zylinder in der Probe), g* entspricht Fig. 8. Die Messungen nach<br />
Fig. 8. zeigten sehr viel stärkere Streuungen, was durch die relativ sehr kleinen Reibungskräften im<br />
Vergleich zu Kräften von Auftrieb und Oberflächenspannung bedingt ist (vgl. Fig. 43).<br />
Die „Starthöhe― (nur im Fall „z―) gibt den Abstand (±0,8mm) von Zylinderoberkante zu<br />
Flüssigkeitsoberfläche beim Beginn der Eindringbewegung an. 67 „DrahtØ― ist der Durchmesser in<br />
[mm] des Drahtes, an dem der Zylinder aufgehängt war. Mit der Eintauchlänge l D liefert er einen<br />
bedeutenden Beitrag zur Kraft F e , weshalb für die Drahtlänge und Dicke ein eigenes F RSP berech<strong>net</strong><br />
wurde, das in der F RSP Angabe als Summand beinhaltet ist. Sogar bei dem nur 40µm dicken<br />
Aufhängedraht liefert F RSP allein für den Draht in LfNr 1 (ID8108) bereits 12% (0.08mN) von F e bzw.<br />
F calc. Alle gemäß Gleichung 13 bis Gleichung 16 berech<strong>net</strong>en Kräfte sind in der Spalte „F calc―<br />
summiert angezeigt 68 . Der Vergleich der theoretischen Kräftesumme „F calc― zur tatsächlich<br />
gemessenen Kraft F e wird in „ Rel.― als relative Abweichung wiedergegeben und anschaulich in „ Abs.―<br />
als absoluter Unterschied in der Gewichtskrafteinheit Gramm. In der Letzten Spalte ist noch die<br />
Reynoldszahl (Re) angegeben, nach Gleichung 5 berech<strong>net</strong> 69 . – Die bei der Prüfung von Zementen<br />
und Gipsen höchstens auftretenden Reynoldszahlen sind mit 0.000001 noch um Größenordnungen<br />
geringer. Sofern noch von Strömung gesprochen werden kann, sind solche Schleichströmungen<br />
superlaminar.<br />
7.1.1. Das Messprogramm zur Verifikation der „Viskositätsangabe“<br />
Für die Prüfung der Viskositätsmessung und wie die IMETER-Methode Nr.20 für diesen Zweck<br />
prüfbar anzuwenden ist, wurde ein Messprogramm mit dem Namen „#Flüssigkeiten-Viskotest―<br />
zusammengestellt (vgl. Listing weiter unten).<br />
Im Prüfablauf an Flüssigkeiten wird der Nadelmesskörper aufeinander folgend mit drei<br />
Geschwindigkeiten jeweils fünf Mal in die Probe gedrückt. Vor der Messung wird der Messkörper zu<br />
derjenigen Tiefe in die Probe gefahren, in der der Messwert (F e ) für die Viskositätsangabe akquiriert<br />
wird. In dieser Eindringtiefe wird die Kraftmessung auf Null gesetzt (tariert). Damit werden die<br />
statischen Störgrößen ausgeblendet, d.h. am Messort wird der herrschende Auftrieb eliminiert und der<br />
Kraftbeitrag aus der Oberflächenspannung in gewissem Ausmaß beseitigt.<br />
Der Messkörper kann Methodentypisch aussehen und angewendet werden (=Modus 1, in Zeile 3.<br />
auszuwählen) oder als Zylinderstück oder Kugel an einer Aufhängung angebracht sein, um in der<br />
Tiefe der flüssigen Phase zu messen.<br />
Das unten aufgelistete Messprogramm, „#Flüssigkeiten-Viskotest“, wurde für die Prüfung der<br />
Viskositätsangaben erstellt. Gegenüber der typischen Anwendungssituation treten bei echten,<br />
65 Glycerin (T)= 9.804·exp(-0,1018·T +3,702E-4·T²) [Pa·s], 5000AW (T) = 3,70E-06·T 4 - 5,90E-04·T 3 + 3,80E-2·T 2 - 1,20·T +<br />
16,9[Pa·s] – für 10>T
tropfbaren Flüssigkeiten, wie den verwendeten, die Effekte der Oberflächenspannung (als<br />
Meniskuskräfte) und der Dichte (als Auftriebskräfte) in Erscheinung. Durch den Programmablauf<br />
werden diese jedoch weitgehend eliminiert.<br />
Messprogramm: „#Flüssigkeiten-Viskotest“<br />
1. ——— 'Verfahren - gemäß Gillmore oder in der Phase messen' ———<br />
2. ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
3. MIT Ja zu "Messung analog zur Gillmoremethode (Start über der Oberfläche)?" => 6 Zeilen Vor<br />
4. Modus 1 EIN<br />
5. BENUTZERRUF(2x): 'Bitte den Nadel-Messkörper in der Probe in entsprechender Eintauchtiefe positionieren<br />
6. ƒ Nullniveau hier setzen<br />
7. SPRUNG: 8 Zeilen Vor<br />
8. ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
9. [3] Modus 1 AUS<br />
10. BENUTZERRUF(2x): 'Bitte die Messkörperunterseite knapp über der Oberfläche positionieren ...'<br />
11. TASTVERFAHREN: 0,024 [mm] Zyklus, dW= 0,0004 [g/Schr.], automatic .<br />
12. ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••<br />
13. ——— 'Modus2: einzuschalten, wenn mit der Drehplattform gemessen wird' —<br />
14. Modus 2 AUS<br />
15. [7] ƒ Temperatur angeben<br />
16. [42] ——— 'Messung v1' ————————————————————<br />
17. BEWEGUNG: 5,000 mm Auf , mit 0,965 mm/sec<br />
18. #Tarieren und MessStartposition -- (Sub) --<br />
19. Stop für 1 [sec]<br />
20. SIMULTAN: 5,356 mm 0,965 mm/sec 0,04 sec<br />
21. • Aktualisierung, Prüfstelle wechseln -- (Menü) --<br />
22. •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
23. SPRUNG: 1 Zeilen Vor<br />
24. [23] ——— 'Messung v2' ————————————————————<br />
25. ——— 'Tiefes Glas 12mm, 5000AW auf 8mm' ———————————<br />
26. BEWEGUNG: 8,000 mm Auf , mit 3,86 mm/sec<br />
27. #Tarieren und MessStartposition -- (Sub) --<br />
28. Stop für 1 [sec]<br />
29. SIMULTAN: 9,428 mm 3,86 mm/sec 0,01 sec<br />
30. • Aktualisierung, Prüfstelle wechseln -- (Menü) --<br />
31. ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••<br />
32. ——— 'Messung v3' ——————————————————————<br />
33. BEWEGUNG: 2,000 mm Auf , mit 0,203 mm/sec<br />
34. #Tarieren und MessStartposition -- (Sub) --<br />
35. Stop für 1 [sec]<br />
36. SIMULTAN: 2,076 mm 0,203 mm/sec 0,1 sec<br />
37. • Aktualisierung, Prüfstelle wechseln -- (Menü) --<br />
38. ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••<br />
39. ƒ Temperatur angeben<br />
40. ROTA-TEST: Korrigieren<br />
41. •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••<br />
42. WENN "Anzahl
| 9b SCHLEIFE: eine Anweisung zurück, max.50-Mal oder "|dW|
Fig. 43<br />
Lf.N° 41, ID8058: Messung über die Grenzfläche: Im Tiefststand wurde tariert – über Null treten nur<br />
die dynamischen Reibungskräfte hervor. Wegen dominierender Auftriebswirkung, merklich an der<br />
Steilheit, und der durch Viskosität überlagerten Effekt der Oberflächenspannung, erhöhte<br />
Schwierigkeit einer korrekten Messung.<br />
Fig. 44<br />
Messung mit einer Scheibe (r=36mm, l=2.9mm,<br />
r g =85mm) ergibt bemerkenswerte Verläufe. Die<br />
Rynoldszahl beträgt bei Re~140. (ID8073)<br />
Fig. 45<br />
Messprogramm und Handhabung wurden<br />
verändert: Zu Beginn wurde die<br />
Zylinderoberkante 1mm unter der Oberfläche<br />
positioniert und bei jedem Zyklus um 0.5mm<br />
tiefer gesetzt. „Der Sog der Oberfläche― lässt<br />
mit der Entfernung nach (ID8098, (r=6mm,<br />
l=9.2mm, r g =46mm).<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 98 -
7.1.3. Allgemeines zur Interpretation der Viskositätsangabe<br />
Das Modell der Kräfte auf einen bewegten Zylinder in einem begrenzten Flüssigkeitsraum,<br />
unterscheidet sich von den Verhältnissen der typischen Messsituation, indem Wirkungen der<br />
Oberfläche und Oberflächennähe ausgespart werden. Es besteht kein zwingender Grund anzunehmen,<br />
dass die Proportionen der Berechenbarkeit sich hier anders verhielten, also etwa, dass Potenzen der<br />
Variablen v oder auftauchen, so dass ein linearer Kalibrierfaktor nicht genügte. Die Schwierigkeit<br />
besteht darin, Referenzmaterialien entsprechend hoher Viskosität zu beschaffen.<br />
Problematisch ist die Wandhaftung bei anorganischen Materialien (Mörtel, Beton, Gips, Zement,<br />
Metall- und Glasschmelzen). Während bei Lösungsmitteln, Ölen, Kunststoffschmelzen die<br />
Wandhaftung 70 an den Metall- oder Glasoberfläche im Viskosimeter gegeben ist, ist dieses Axiom im<br />
Fall von anorganischen Fluiden nicht immer erfüllt. Bereits eine relativ geringe Strömungs-, Drehoder<br />
Zuggeschwindigkeit führt zum Abgleiten an der festen Oberfläche (Strömungsabriss). Das<br />
Ausmaß der Schwierigkeit wächst mit der Viskosität und mit der Oberflächenenergie bzw. der<br />
Grenzflächenspannung, da ein hoher Wert die auf der Be<strong>net</strong>zbarkeit beruhende Wandhaftung<br />
herabsetzt; mehrphasige Stoffe, z.B. Beton, Biozemente, Mörtel (Suspensionen) können im<br />
Schergefälle separieren und zwar in der Weise, dass nicht die Probe insgesamt sondern nur der die<br />
Feststoffpartikel umgebende Flüssigkeitsfilm das Wandhaftungsaxiom erfüllt. Neben diesem<br />
Gleitmitteleffekt kann die Mantelreibung durch einen relativ geringen Phasenzusammenhalt<br />
(Kohäsion) herabgesetzt sein. So wird die Gesamtkraftkomponente F RSP nicht bzw. extrem vermindert<br />
erscheinen. Die anderen Partialkräfte (F Z , F Q , F So ) setzen die Wandhaftung in ihrer physikalischen<br />
Herleitung ebenfalls voraus, doch zeigt die Anschauung und Formulierung für F Z und F Q , dass die<br />
Herkunft der Kraft aus der Druckspannung erwächst, die im Effekt durch den umgekehrt gleichen<br />
Mechanismus (das Wasser wird ausgepresst) sogar relativ erhöht sein kann.<br />
Neben der Wandhaftungsproblematik ist ein weiteres Axiom der exakten Viskosimetrie anzusprechen,<br />
die Kompressibilität. Die Vorraussetzung, das Fluid sei inkompressibel, wird bei den möglichen<br />
Drücken verletzt und der Übergang von plastischer zu elastischer Deformationen (Viskosität oder E-<br />
Modul) bei Feststoffgemengen und scheinbaren Festkörpern, erfordert die Untersuchung des<br />
spezifischen Anwendungsfalls und die Bedeutungsklärung der Ergebnisse.<br />
Die Konsistenz in der Härte H i20 anzugeben ist letztlich doch oft angezeigt, da H i20 eine schlichte<br />
phänomenologische Kennzahl ist, die sich über das „wie hat man’s gemacht― (Methode I020, Vorlage,<br />
Nadel) zusammen mit den extensiven Effekten normiert. Insofern kann bei anorganischen<br />
Suspensionen die Viskosität, als scheinbare Viskosität, letztlich nur als Orientierungswert angesehen<br />
werden. Inwiefern überhaupt – auch mit anderen Geräten – ein wahrer Viskositätswert gemessen<br />
werden kann, der rückführbar ist, betrifft dann wohl eher geisteswissenschaftliche Gebiete.<br />
Wie dem auch sei, Möglichkeiten Graubereiche aufzuhellen, sind mit IMETER zahlreich gegeben,<br />
z.B. indem andere, als Stahlnadeln eingesetzt werden, entsprechend ähnliche Referenzmaterialien zur<br />
Kalibrierung verwendet werden oder die Probenvorlage variiert wird etc.. In der Tat könnten<br />
Permutationen z.B. im Vergleich von Teflonnadeln und unglasierten Porzellanstifte im speziellen Fall<br />
weiter führen.<br />
In der zur Prüfung der Aushärtezeit („I020―) standardisierten Anwendung der Methode, ist die<br />
maximale Eindingtiefe in der Größenordnung des Zylinderdurchmessers vorgegeben. Wie in der<br />
Überprüfung, liefert die Mantelreibung (F RSP ) einen kaum zu vernachlässigenden Beitrag. Dies ergibt<br />
sich mathematisch aus den Radienverhältnissen. Dass mit dem Zurückziehen des Prüfzylinders an<br />
dessen Stahloberfläche kein Probenmaterial (Zement) anhaften bleibt und die eingestanzten Löcher in<br />
der Probenoberfläche, zeigen, dass die Wandhaftung der Suspension weniger stark ist, als der<br />
Phasenzusammenhalt. Die Kraft (F RSP ) tritt beim Zurückziehen des Indenters gleichumfänglich auf.<br />
70 Wandhaftung ist axiomatisch im Newtonischen Ansatz, so auch bei der Herleitung der Viskositätsmessung. [Die<br />
Bedingung, dass die Flüssigkeitsschicht an der festen Oberfläche haftet, ist sowohl für das Hagen-Poiseuillesches Gesetz<br />
(Durchfluss durch Röhren), wie bei der für Rotationsviskosimeter geltenden Beziehung, Randbedingung für die Ermittlung<br />
der Integrationskonstanten].<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 99 -
Dass in diesen Fällen, relativ zu anderen Kräften F RSP =0 zu setzten ist, wurde geprüft, indem auch<br />
Rückzugskräfte an dieser Probenart experimentell gemessen wurde (vgl. Fig. 46Kraft beim<br />
Vordringen und beim Zurückziehen (rot) in Rohdatenansicht.).<br />
7.2. „Thermomechanische“ Fragestellungen<br />
Die Härte ist so temperaturabhängig, wie andere Eigenschaften auch (Dichte, Oberflächenspannung,<br />
Viskosität, E-Modul …). Chemische, wie auch physikalische Vorgänge, stehen generell in<br />
temperaturbedingten Zusammenhängen. In der Regel nimmt die Härte von Festkörpern mit steigender<br />
Temperatur ab 71 ; viskose Härteanteile sind dabei stärker temperaturabhängig als elastische. Die<br />
IMETER-Methode Nr.20 stellt einige Möglichkeiten der Verbindung von Temperatureffekt und<br />
Härtemessung durch die wahlfreie Kombination der Hardware- und Steuerungs-Komponenten zur<br />
Verfügung:<br />
(1) Um den Temperaturgang der Härte eines Materials zu messen, können mehrere<br />
Mittelwertsmessungen bei verschiedenen Umgebungstemperaturen – im Labor / Probenraum -<br />
durchgeführt werden. Eleganter ist die Bestimmung in einem Messablauf mit temperierbarer Vorlage.<br />
Die Auswertung bereitet die Daten jedoch nicht weiter als zu tabellierten Listen auf, wie in<br />
vorhergehenden Kapiteln beschreiben ist. Die Extraktion der Temperaturkoeffizienten aus den Daten<br />
bereitet unter Zuhilfenahme von Programmen, wie z.B. Excel®, keine besonderen Schwierigkeiten.<br />
(2) Das Aushärten als chemische Reaktion dürfte für viele Stoffe so temperaturabhängig sein, wie dies<br />
für die chemische Reaktionsgeschwindigkeit im Allgemeinen gilt. Faustformelmäßig erhöht sich die<br />
Reaktionsgeschwindigkeit (in homogener Phase) pro zehn Grad höherer Temperatur um den zwei- bis<br />
dreifachen Betrag. Ein wichtiger Punkt bei der wissenschaftlichen Messung des Aushärteverhaltens<br />
reaktiver Bindemittel ist daher eine isotherme Temperaturstellung. Es empfiehlt sich von daher der<br />
Einsatz der temperierbaren Probenvorlage, bei möglichst kleinen Schichtdicken/Probenvolumnina, um<br />
durch einen Wärmeaustausch – sowohl bei exothermen als auch bei endothermen Vorgängen – die<br />
Isothermie sicherzustellen.<br />
(3) Eine weitere Variante wurde mit der parallelen Messung von Härte und Massetemperatur beim<br />
Abbinden von Gips mit den Diagrammen Fig. 18, S.44 und Fig. 20, S.45 vorgestellt. Darin wurde die<br />
frei werdende Wärme anhand der Temperaturkurve mit dem Aushärtevorgang in Verbindung<br />
gebracht.<br />
(4) Kennzahlen, wie Tropfpunkt, Erweichungstemperatur oder Glas(übergangs)temperatur können<br />
über die Härtemessung umgewertet werden.<br />
(5) Schließlich können auf der Ebene der Ablaufsteuerung Temperatureffekte, T- oder T- getriggert<br />
Ereignisse eingesetzt werden, z.B. die Härtemessungen automatisch zu starten, sobald die Probe<br />
temperiert ist oder ein Temperaturmaximum erreicht wurde etc.. Ferner können zum schlichten<br />
Monitoring (ohne Härtemessung) auch sehr einfache Messprogramme eingesetzt werden – sozusagen<br />
als Temperaturschreiber. Dabei ist die Klasse der freien Messprogramm bzw. Systemprogramme<br />
einzusetzen, da in diesem Schema an Sensordaten keine Bedingungen gestellt werden und diese<br />
einfach und ohne Interpretation in Tabellen und Grafiken ausgegeben werden.<br />
71 Bei Gummi (Elastomere: weitmaschig ver<strong>net</strong>zte oder verschlaufte Makromolekülen) kann die Härte jedoch mit der<br />
Temperatur auch zunehmen (die Wärmebewegung der Fadenmolekühle steigert die innere Spannung des Netzwerkes,<br />
wodurch sich die makroskopische Härte erhöhen kann).<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 100 -
7.3. spezielle Messdatenauswertung<br />
Das Auswerteverfahren bereitet eine Reihe grundlegender Daten auf. In den Diagrammen werden<br />
unmittelbare und primäre Beziehungen dargestellt. Speziellere Korrelationen, etwa Temperatur-Härte,<br />
Geschwindigkeit-Härte oder Viskositätsangaben, bleiben aus Gründen der Handhabbarkeit und der<br />
methodischen Abgrenzung außen vor. Es steht dem Anwender frei, entsprechende Messabläufe zu<br />
Modellieren, Hilfsmittel einzusetzen und die mit speziellem Aussagegehalt angereicherten Messdaten<br />
selbst aufzubereiten. So sind Rohdaten für herzustellende Zusammenhänge mit thermischen Fragestellungen<br />
(Temperaturkoeffizienten-, adiabatische / isotherme Messungen), rheologischen Gesichtspunkten<br />
(Viskosität, Thixotropie, Rheopexie, Dilatanz) und anderen möglichen Korrelationen aus der<br />
tabellarischen Datenaufbereitung im Prüfbericht zu entnehmen.<br />
In Messprogrammen können Daten aufgezeich<strong>net</strong> werden, die nicht interpretiert werden. In #CaP-<br />
BioZemente ist dazu eine Beispielzeile enthalten (Zeile 196).<br />
195.-|-———— Beobachtung des evtl. Nachsinkenden Stempels ... ——————<br />
196.-|-KRAFTMESSUNG: 30 Werte im Abstand 0,5 s aufzeichnen<br />
Im Kontext des Messprogramms wird an dieser Stelle die Kraft statisch verfolgt, die durch einen<br />
Spannungsabbau bei großer Härte und Höchstlast verschieden schnell abnimmt. Aus solchen Daten<br />
könnten Relaxationszeiten ermittelt werden. Die Auswertung, jedenfalls, ignoriert diese Daten, da sie<br />
in keinem Bewertungsschema analysiert werden, sie sind jedoch vorhanden und können aus der<br />
Messdatentabelle oder der Rohdatengrafik erhalten werden.<br />
Das Bild zeigt eine Ansicht des Fensters für so erzeugte Zeit-Kraft-Daten, die aus dem Fenster der<br />
Rohdatengrafik gestartet wird. - Das Formular bietet Werkzeuge zur Analyse der Daten.<br />
Durch entsprechend gestaltete Messprogramme können Messdaten erzeugt und zur Ansicht gebracht<br />
werden, die ggf. gesuchte Zusatzinformationen liefern. Denkbar ist ferner die Testung auf Klebrigkeit,<br />
ggf. die Prüfung der nach einer Pe<strong>net</strong>ration zurückbleibenden Verformung, die Messung der Dynamik<br />
des Spannungsabbaus oder die Ermittlung der Rückzugskraft nach einer Pe<strong>net</strong>ration. Letztgenanntes,<br />
also die Kraftwirkung beim Herausziehen der Nadel, kann unter Umständen Zusatzinformationen zum<br />
Härtephänomen liefern:<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 101 -
Fig. 46<br />
Kraft beim Vordringen und beim Zurückziehen (rot) in Rohdatenansicht.<br />
In Fig. 46 ist die Rohdatengrafik zu zwei Messkurven abgebildet. Der durch die blauen, nach unten<br />
laufenden Marierungen dargestellte Kurvenzug, H i20 (0.7|0.2|0.9) = 3[MPa/mm] (ID6614), gehört zu einer<br />
Härtebestimmung an einem Biozement (Phosphatzement). Sofort nach der Pe<strong>net</strong>ration wurde in<br />
gleicher Verfahrgeschwindigkeit die Rückzugskraft aufgezeich<strong>net</strong> (rote Markierungen), die sich durch<br />
eine ziemlich geringe Kraftwirkung auszeich<strong>net</strong>. Beim Zurückziehen treten drei verschiedenartige<br />
Kräfte auf, nämlich die Reibungskraft zwischen Nadel und Probenmaterial, die Kraft, die durch den<br />
Sog des fehlenden Volumens auftritt, sowie die elastische Rückstellkraft der Deformation. Angesichts<br />
der Porosität des Materials und der (an der zurückbleibenden Vertiefung ersichtlichen) mehr plastisch<br />
als elastischen Härteeigenschaften, ist die wenig wirksame Rückzugskraft verständlich.<br />
Je nach Fragestellung kann über die Rückzugskraft eine weitere und ergänzende Aussage über die<br />
Materialeigenschaft getroffen werden. Doch würden solche Zusatzanalysen die IMETER-Methode<br />
Nr.20 und das Berichtswesen mit unhandlichen Längen versehen – kommt es ja bereits durch den<br />
einfachen Pe<strong>net</strong>rationsvorgang zu Datenmengen, die sogar in dem dargebotenen Verdichtungsgrad<br />
tendenziell unübersichtlich werden. Darum mag eine punktuelle Prüfung benachbarter Effekte von<br />
Fall zu Fall angewendet werden, als ordentliche Materialprüfgröße jedoch wäre es zweckmäßiger,<br />
dafür eine neue IMETER-Methode anzuwenden.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 102 -
7.4. Konsistenzvergleiche<br />
Der Vergleich auch viskoelastisch-taktiler oder -haptischer Materialeigenschaften ist in Form von<br />
Zahlenwerten objektivierbar. Die Aussagekraft wird wegen der Vielschichtigkeit solchen Verhaltens<br />
durch Eigenschaftsbilder, also in grafischer Darstellung,<br />
markant 7<br />
erhöht.<br />
Fig. 47<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
0 1 2 3 4 5<br />
Eindringtiefe [mm]<br />
Die Diagramme zeigen die Überlagerung jeweils<br />
mehrerer Messkurven zu Druckverlauf und Härte von<br />
vier ähnlich harten Materialien:<br />
Rot : PUR-Schaumstoff (ID6510)<br />
Blau : Lakritze (ID6527)<br />
Grün : Konfekt (ID6528)<br />
Ocker : Fruchtgummi (ID6525)<br />
Diagramm, unten (Fig. 49),<br />
Rot : Paraffinwachs (ID6512)<br />
Blau : Bienenwachs (ID6511)<br />
Grün : Schokolade (ID6515)<br />
Auf diese Weise können, verbal schwierig zu<br />
beschreibende Sinneseindrücke oder ein komplexes<br />
Materialverhalten in einer messtechnisch fundierten<br />
Abbildungsform wiedergegeben werden.<br />
100,0<br />
100,0<br />
10,0<br />
10,0<br />
1,0<br />
1,0<br />
0,1<br />
0,01 0,10 1,00 10,00<br />
0,1<br />
0,0 0,5 1,0 1,5 2,0<br />
Eindringtiefe [mm]<br />
Eindringtiefe [mm]<br />
Fig. 48 Fig. 49<br />
Auf ähnliche Weise können Messungen an Gelen, Schäumen, Pulvern, Granulatgemengen etc. Eigenschaftseindrücke<br />
vermitteln, bei welcher Härte, Viskosität etc. zwar als Zahlenwerte ausgegeben werden,<br />
doch allein für sich nur einen Teil der Wirklichkeit widergeben und darum des Bildes bedürfen.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 103 -
7.5. Bestimmung der Elastizitäts- und Trägheitskorrektur<br />
In Fig. 7, (S.19) sind Parameter mit der Bezeichnung „Elastische Korr.― und „Trägheitskorr.―<br />
angegeben. Dies betrifft bei Kraftmessern allgemein auftretende Effekte. Sie müssen berücksichtigt<br />
werden, wenn ein höherer Grad an Genauigkeit erreicht werden soll. Die mathematischen<br />
Formulierungen sind in Kap. 2.1 Auswertealgorithmen ab S. 27 gegeben.<br />
Die Vorlast durch den Stempel wirkt auf das Hebelwerk der Wägezelle bzw. dehnt den DMS. Wenn<br />
die Nadel sich beim Eindringen mehr oder weniger auf der Probe abstützt, geht mit der Entlastung<br />
auch die Dehnung zurück 72 . Der Effekt ist, die Nadelspitze ist um diesen Betrag weniger tief in der<br />
Probe, als über die Positionierung eigentlich festgelegt ist. Die elastische Korrektur wird am<br />
Messaufbau mit dem Standardmessprogramm „#Systemsteife― ermittelt. Dabei bleibt die<br />
Probenvorlage leer, sodass der unendlich harte Boden der Vorlage gemessen wird. In den Wert fließen<br />
ggf. auch andere elastische Eigenschaften, wie die des Nadelmesskörpers und des Tisches mit ein. Die<br />
Korrektur entnimmt man dem Bericht. Dieser muss mit der Auswerteoption „Rohdatenverwendung―<br />
berech<strong>net</strong> werden. Typische Werte des elastischen Versatzes für eine Wägezelle sind 50µm für 200g<br />
(bei IMETER 4). Für den Eintrag im Messkörperformular wird auf die Einheit Mikrometer pro<br />
Millinewton (µm/mN) umgerech<strong>net</strong>.<br />
Wegen der Trägheit des Wägesystems sind Kraft- und Wegdaten beim dynamischen Verfahren nicht<br />
synchron. Auch die Trägheitskorrektur wird mit einem Messprogramm bestimmt, wobei mit<br />
unterschiedlichen Geschwindigkeiten ein Kraft-Referenzpunkt messend überfahren wird. Eine<br />
einfache Möglichkeit die Richtigkeit der Größenangabe zu prüfen, wurde zu den Erläuterungen der<br />
Diagrammtypen in Fig. 31 und Fig. 32 (S.48, Stahlfeder) gezeigt. Die Korrektur kann nicht<br />
unmittelbar dem Bericht entnommen werden, sie ist aus den Rohdaten zu ermitteln, kann aber auch<br />
durch iteratives Optimieren gefunden werden. - Eine zeitliche Veränderung dieser Größen oder ein<br />
nichtlinearer Zusammenhang wurde nicht beobachtet.<br />
7.6. Zubehör, Weiterentwicklung, Anregungen<br />
Eine Aufstellung verfügbarer Ersatz- und Erweiterungsteile wird im Dokument Z020D (Bestellliste<br />
für Methode 20) gegeben. Die Auswahl der einzusetzenden Mittel orientiert sich an der konkreten<br />
Messaufgabe und ist am effektivsten zusammen mit dem IMETER Service zu klären.<br />
Nicht zuletzt da wir selbst die Methode für Dienstleistungen anwenden, werden die Software und das<br />
Angebot an Zubehörteilen ständig weiterentwickelt und auch auf Anfrage erweitert. Ein XY-Tisch für<br />
die effektivere Ausnutzung der Probenoberfläche genauere Positionierung der Probe bzw.<br />
Probenvorlage ist eine Option, oder eine automatische Nadelreinigung (…).<br />
Die Neuheit der Methode, vor allem jedoch die eingebauten Freiheitsgrade, führen dazu, dass längst<br />
nicht jeder denkbare Anwendungsfall bereits geprüft ist. Beispielsweise kann versucht werden, bei der<br />
Messung von Topfzeiten (Klebstoffe, Polymerisate) oder empfindlichen oder giftigen Proben, die<br />
Oberfläche mit einer entsprechend weichen Folie abzudecken oder die Probe gar in einem Behältnis<br />
(eine Tüte, eine Blistervorlage etc.) verpackt vorzulegen. Die Prüfung der Aushärtung kann mit oder<br />
ohne Perforation der Deckschicht erfolgen, wodurch die Nadel des Messkörpers sauber bleibt und<br />
durch Eintütung auch kein weiterer Reinigungsaufwand entstünde. Das Aushärten (dünner)<br />
72<br />
EMK- und DMS- Kraftmesser bzw. Wägezellen (EMK: elektromag<strong>net</strong>ische Kraftkompensation, DMS:<br />
Dehnungsmessstreifen) funktionieren auf der Basis der Äquivalenz von Kraft und Auslenkung, weil die elastische Last-<br />
Auslenkung im Arbeitsbereich linear ist. Der Elastizitätsfaktor entspricht quasi der Durchbiegung des Wägebalkens, es<br />
genügt daher ein einzelner Faktor um proportional zu korrigieren. --- Ein durch ein sehr einfaches Mittel verbessertes<br />
Verhältnis von Weg/Kraft-Auflösung kann dadurch erzielt werden, dass zwischen Stempelgewicht und Haltekonus z.B. eine<br />
entsprechend weiche (und Zugkraft-Elongations-proportionale) Stahlfeder eingesetzt wird. - Es ergibt sich dadurch zwar<br />
auch ein anderes Trägheitsverhalten, doch kann so eine wahlfrei fein einstellbare Wegauflösung aus der Federhärte<br />
zusammen mit der Messkraft (=Härte der Probe) erreicht werden.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 104 -
Lackschichten oder Beschichtungsmassen, kann durch bestreichen eines hinreichend weichen<br />
Untergrunds mit dem zu prüfenden Material verfolgt werden.<br />
Über Neu- und Weiterentwicklungen wird in den Berichtsorganen, insbesondere auf den aktuellen<br />
Seiten von www.imeter.de informiert.<br />
Der Austausch von jeweils passenden Verfahren ist durch die Einfachheit des Zubehörs<br />
(Probenvorlagen und Messkörper) begünstigt. Messprogramme sind (vergleichsweise) leicht lesbar,<br />
verständlich, definitiv und elektronisch übertragbar. Auch die Zubehörbeschreibung ist mit wenigen<br />
Attributen definitiv. Unter M20-ServiceSeite stehen Messprogramme und Verfahrensbeschreibungen<br />
zum freien Download zur Verfügung.<br />
8. Wichtige Handhabungshinweise<br />
Sicherheitshinweise<br />
Allgemeine Sicherheitshinweise vgl. Laborrichtlinien, Sicherheitsbestimmungen für den Umgang mit<br />
elektronischen Geräten, PC-Gebrauchshinweise und die IMETER- Systemanleitung.<br />
• Vorsicht beim Umgang mit dem Härtemesskörper, Verletzungsgefahr besteht durch<br />
die (ggf. feine) Nadel, die gewichtsbeschwert auch Schuhwerk durchdringen kann!<br />
• Nicht während laufender Messungen im Gehäuse hantieren, die große Kraft der ggf.<br />
plötzlich losfahrenden Positioniervorrichtung kann der Hand erhebliche Verletzungen<br />
zufügen!<br />
• Keine Flüssigkeiten im Gehäuse ausgießen; Betriebstemperaturbereich 10-30°C<br />
einhalten!<br />
• Bei Messungen im Dialogverfahren - Anweisungen der zertifizieren Messprogramme<br />
sind genau zu befolgen!<br />
• Das MessSystem nicht unbeaufsichtigt betreiben!<br />
• imeter i ist nicht für den Betrieb in explosionsgefährdeten Räumen oder bei hoher<br />
Luftfeuchtigkeit geeig<strong>net</strong>.<br />
Um Teile des Mess-Systems nicht zu beschädigen ist in diesem Messverfahren besonders auf den/die<br />
Messkörper zu achten. Halten Sie – bei Stahlnadeln - die Nadel trocken (Rost). Nehmen Sie nach<br />
Messungen den Messkörper vom Lastträger der Wägezelle, setzen Sie den Messkörper erst ein, wenn<br />
dies im Messprogramm verlangt wird. Eine nach oben wirkende Druckbelastung auf den<br />
Lastträger ist unbedingt zu verhindern. – Vor, nach und teilweise während laufender Messungen<br />
kann durch Aufruf der Direkt-Steuerung der Paralleltisch bewegt werden – Vorsicht, dass bei<br />
eingehängtem Stempel nicht unkontrolliert nach oben gefahren wird.<br />
Den Stempel nicht in eingedrungener Lage in einem aushärtenden oder polymerisierenden Material<br />
steckend belassen. Insbesondere T-förmige Indenter könnten in der Probe so stark festgehalten<br />
werden, dass anschließende Plattformbewegungen die Wägezelle beschädigen.<br />
Wartungshinweise, Aufrechterhaltung<br />
Wägesystem: In Abweichung zu anderen Messverfahren ist die Justierung des Wägesystems für reine<br />
Härte- und Konsistenzmessungen evtl. nur einmal täglich auszuführen; dies kann innerhalb eines<br />
Messprogramms erfolgen. Wird das Verfahren zur Komponentenwägung eingesetzt und wird der<br />
Wägebereich zu mehr als 10% genutzt (ab 20g bei IMETER 4) und/oder treten am Aufstellort<br />
Temperaturwechsel von über zwei Temperaturgraden auf, ist vor/während jeder Messung die<br />
Wägezelle zu justieren. Anhand der Justier- bzw. Kalibrierprotokolle kann eine passende<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 105 -
Periodendauer abgelesen werden: Werden beispielsweise stets nur der ein bis vierfache Wert der<br />
Wägeauflösung korrigiert, kann die Periodendauer der Rekalibrierung verlängert werden.<br />
Die Überprüfung des Wägesystems kann mittels eines geeig<strong>net</strong>en Gewichtsstücks oder mit einem<br />
Härtemesskörper zur gegenseitigen Überprüfung erfolgen (dessen Gewicht in der Messkörperdatenbank<br />
aufzufinden ist).<br />
Positionierung: Zur Sicherstellung der Positionierung kann die Funktion Rota-Test oder die<br />
Justierfunktionen der Direkt-Steuerung aufgerufen werden; dies kann auch innerhalb eines<br />
Messprogramms erfolgen. Die Kugelgewindespindel der Antriebseinheit ist in fünfjährigem Turnus<br />
neu zu fetten.<br />
Temperaturanzeige: Eine Prüfung und Korrektur der Temperaturanzeige ist nach Standardanweisung<br />
nur dann in sechsmonatigem Zyklus oder bei Verdacht angezeigt, wenn IMETER für die Messung<br />
thermomechanischer Eigenschaften eingesetzt wird, sonst ist eine zweijähriger Prüfzyklus zulässig. ---<br />
Gesamtprüfung: Die Gesamtüberprüfung mittels eines geeig<strong>net</strong>en Standardmaterials ist jährlich oder<br />
bei Verdacht durchzuführen. Als Materialien können dafür Referenzstoffe, wie spezielle Zemente,<br />
Paraffinwachse, oder Silikongummi-Artefakte dienen.<br />
Die Prüfungen werden in erweitertem Rahmen vom Wartungsservice wahrgenommen.<br />
PC - Betrieb<br />
Bei Messungen über längere Zeiträume, während welcher die IMETER-Software über den PC<br />
Messabläufe selbstständig steuert, könnte ein Standby- oder Ruhezustand eventuell auch die Messung<br />
anhalten. Normalerweise reaktiviert das Messprogramm den Rechner rechtzeitig, es gibt jedoch<br />
verschiedene Rechnertypen und Betriebssysteme auf welchen IMETER installiert sein kann, und die<br />
unterschiedlich reagieren mögen. Darum ist sicherheitshalber die Energieoption wie folgt einzustellen:<br />
Bei Windows XP: Die Systemsteuerung im Windows-Menü aufrufen. Dort, in der Systemsteuerung<br />
das Icon zu Energieoptionen anklicken und darin das Energieschema „Dauerbetrieb― auswählen.<br />
Während Monitor und Festplatten zur Energieersparnis ausgeschalten werden sollten, ist in der<br />
Einstellung für das Energieschema „Standby― und „Ruhezustand― mit „nie― einzustellen.<br />
Datum und Uhrzeit muss am PC richtig eingestellt sein. Falsche Datum/Zeit-Angaben können in den<br />
Dokumentationen nicht nachträglich korrigiert werden.<br />
Eine zeitlich nachfolgende Messung als vor einer anderen erscheinen zu lassen, kann wegen der eindeutigen<br />
Nummerierung der Dokumente in der Datenbank überhaupt nicht, auch nicht durch Datums- oder<br />
Zeitmanipulationen bewerkstelligt werden.<br />
Computer-Totalausfall, Datensicherung: Die IMETER-Installation kann jederzeit vom originalen<br />
Installationsmedium auf einem PC wieder hergestellt werden. Einstellungen und alle Messdaten liegen<br />
in den Datenbankdateien im Verzeichnis „…\Data― vor. Es wird empfohlen, regelmäßig von der<br />
aktuellen Datenbank Sicherungskopien anzulegen und in größeren Zeitabständen vollständige<br />
Backups des IMETER-Verzeichnisses anzufertigen.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 106 -
Eventualitäten<br />
Netzausfall oder Computerabsturz während einer Messung: Bis dahin aufgezeich<strong>net</strong>en Daten bleiben<br />
erhalten; eine Langzeitmessung kann nach der Systemwiederherstellung fortgesetzt werden.<br />
Die Systemwiederherstellung wird bei Start der Software automatisch angeleitet, kann aber auch<br />
manuell durchgeführt werden. Es ist lediglich in der Direkt-Steuerung die Justierfunktion (oben, unten<br />
oder vollständig) zu klicken. Bei Netzausfall während der Justierung der Wägezelle (wenn das interne<br />
Justiergewicht gerade aufliegt) ist ggf. im Kraftmesser-Menü der Direkt-Steuerung die „Restart―-<br />
Funktion auszuführen.<br />
Begrenzungen<br />
Es ist keine Festlegung über eine Maximalzahl von Härtemessungen getroffen, die in einem Ablauf<br />
gemessen werden können. Für Konsistenzprüfungen kann ein Messwert, d.h. eine Pe<strong>net</strong>rationskurve,<br />
ausreichend sein, einige für Mittelwerte und ggf. sehr viele, für große Spannen umfassende<br />
Zeitverläufe. Mehr als fünfzig oder hundert Messpunkte machen den Bericht und die Diagramme<br />
jedoch unhandlich. Es kann in solchen Fällen günstiger sein, die Probe in Sequenzen aufgeteilt zu<br />
verfolgen.<br />
9. Zusammenfassung<br />
Die IMETER-Härtemessung kann, wie an einigen Beispielen in dieser Dokumentation gezeigt, für<br />
unterschiedliche Zwecke angewendet werden; Messprogramme, verschiedenes Zubehör,<br />
Messumstände sind variable Mittel.<br />
Zwecke, z.B. bei der Bestimmung der Aushärtezeit (IHZ/FHZ-Bestimmung), können bestehen in<br />
abgestimmten Messprogrammen für<br />
- Materialien, die schnell / langsam abbinden,<br />
- zur Orientierung über unbekanntes Materialien,<br />
- unter einer Flüssigkeitsschicht, unter temperierten Bedingungen,<br />
- unter definierter Außenluftfeuchte, unter best. Gasatmosphären (Inertgas),<br />
- ungeschulte/geschulte Prüfer,<br />
- Standardisierungsaufgaben,<br />
- Serienmessungen und für (un)beaufsichtigte Messungen<br />
Vorgefertigte Lösungen für Mess/Prüfaufgaben sind über M20-ServiceSeite verfügbar.<br />
Wie IMETER reagiert, wo Automatismen oder Dialoge auftreten, nach welchen Ablaufregeln die<br />
Aufgaben erfüllt werden, ist frei einstellbar, quasi ein „intellektuelles Lego“ mit Messtechnik.<br />
In den Angabedaten wird der Software unter Anderem mitgeteilt, welcher Messkörper verwendet<br />
wird, optional Startzeitvorgaben, die Mischungszusammensetzung etc.. Fehlerhafte Angaben können<br />
im Datenformular problemlos während oder nach der Messung korrigiert werden. Die Auswertung<br />
verwendet die im Messablauf ermittelten Daten und verrech<strong>net</strong> diese mit den Angabedaten.<br />
Die Auswertung einer Messung entspricht der Anwendung einer fallsensitiven Formel auf die<br />
Messwerte unter den Randbedingungen der Datenblattvorgaben. Die Variablen der Rechnungen<br />
werden durch das Messprogramm „im Dialog mit der Materie“ bestimmt.<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 107 -
Die IMETER-Methode Nr.20 ist eine der im IMETER-Framework zur Verfügung gestellten<br />
Methoden, die eine messtechnische Charakterisierung des Übergangs vom flüssigen in den festen<br />
Aggregatszustand ermöglicht bzw. Festkörpereigenschaften zu beschreiben hilft. Auf der Basis<br />
rückverfolgbarer und normierbarer Messverfahren erfolgt die Ermittlung der „Härte-Kennzahlen―<br />
durch Beobachtung der Kraftwirkung, die über einen zylinderförmigen Körper wirkt, der in einen zu<br />
prüfenden Körper eindringt. Ablauf und Umgebungsbedingungen bei Messungen sind weitgehend frei<br />
gestaltbar. Die Möglichkeit an ungestörten Stellen der Probe Messungen auch sehr häufig zu<br />
wiederholen (hysteresefreie Messung), erlaubt Mittelwertsbestimmungen, Fragen zur Einheitlichkeit<br />
zu klären und insbesondere zeitliche Entwicklungen darzustellen.<br />
Erzeugte Daten werden zur Laufzeit ausgewertet und können auf den weiteren Ablauf steuernd<br />
einwirken. Alle relevanten Angaben werden im Bericht der Messung zusammengefasst. Darin werden<br />
wahrgenommene Optionen und eingetretene Fälle benannt. Die Textfülle der Dokumentation ist durch<br />
Vollständigkeit relativ umfangreich. Sie erlaubt zusätzliche Aufzeichnungen, wie Protokollierungen in<br />
Laborjournalen zu reduzieren.<br />
Die IMETER-Methode Nr.20 ermöglicht in einfach anwendbarer Weise, Härte,<br />
Härteveränderung, Viskosität und Konsistenzeigenschaften zu messen. Es wird ein einfaches<br />
Messprinzip angewendet. Die Methode ist variantenreich einsetzbar. Die Kapselung komplexer<br />
Verfahren in Messprogrammen erlaubt problemlose Handhabungen des IMETER-<br />
MessSystems. Nur wenige Handgriffe sind nötig um Messungen auszuführen und die<br />
Bedeutungen einer lediglich geringen Anzahl an Softwareparametern sind allenfalls<br />
kennenzulernen. An den Prüfer werden keine besonderen Anforderungen gestellt. Ein Experte<br />
kann Erkenntnisfähigkeiten mit Mitteln des vielseitigen und sehr mächtigen Werkzeugs<br />
verstärken.<br />
0.0003<br />
0.00025<br />
0.0002<br />
0.00015<br />
0.0001<br />
5e-005<br />
0<br />
z<br />
0.0003<br />
0.00025<br />
0.0002<br />
0.00015<br />
0.0001<br />
5e-005<br />
0<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
x<br />
4.5 0<br />
43.5 32.5<br />
40 20<br />
21.5<br />
80 60<br />
10.5 0120 100<br />
11 10<br />
y’<br />
123456789<br />
0 2 4 6 8 10 12<br />
Links: Erweichung eines Schaums – Rechts: Textur einer Zwiebel (x [mm], y [min], y’ [mm], z[MPa]).<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 108 -
Referenzen<br />
Berger, Georg, Ullner, Christian, Neumann, Gert, Marx, Heidi, “New Characterization of Setting Times of<br />
Alkali Containing Calcium Phosphate Cements by Using an Automatically Working Device According to<br />
Gillmore Needle Test“, Key Engineering Materials Vols. 309-311 (2006) pp. 825-828<br />
(‘online’ unter www.scientific.<strong>net</strong>)<br />
Informationen<br />
Die Dokumente werden mit der Weiterentwicklung des Systems in unregelmäßigen Abständen<br />
überarbeitet und ergänzt. Die aktuellen Veröffentlichungen finden Sie zum Download unter<br />
M20-ServiceSeite (Aktualität bitte ggf. über den Vergleich der Versionsnummer ermitteln)<br />
imeter ® ist eine eingetragene Marke<br />
Die dargestellten Gegenstände wurden mit großer Sorgfalt erarbeitet. Die Autoren können<br />
jedoch für verbliebene fehlerhafte oder unvollständige Angaben und deren Folgen keine<br />
Haftung übernehmen.<br />
Dokumentenbezeichung: M020D-GillmoreNeedle.doc, Version IVb (Softwarestand 2007).<br />
Die Weitergabe des ungekürzten und unveränderten Dokumentes ist ohne weitere Einschränkung erlaubt. Die auszugsweise<br />
Verwendung in Teilen ist nur Mitgliedern im IMETER-Netzwerk gestattet.<br />
©2004, 2012 IMETER/MSB Breitwieser MessSysteme<br />
Verantwortung: Michael Breitwieser, Morellstr.4, 86159 Augsburg<br />
Tel. 0821/706450, Fax 0821/7473489, http://www.imeter.de, info@imeter.de<br />
IMETER Methode Nr. 20 – Auto-Gillmore-Needle - 109 -



