

Zusammenfassung Fertigungstechnik – Heft 1 Seite 1 ... - Kh-bock.de
Zusammenfassung Fertigungstechnik – Heft 1 Seite 1 ... - Kh-bock.de
Zusammenfassung Fertigungstechnik – Heft 1 Seite 1 ... - Kh-bock.de

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
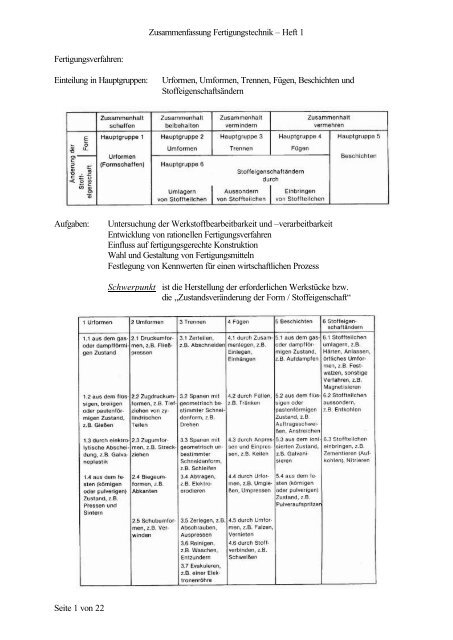
Fertigungsverfahren:<br />
Einteilung in Hauptgruppen:<br />
Urformen, Umformen, Trennen, Fügen, Beschichten und<br />
Stoffeigenschaftsän<strong>de</strong>rn<br />
Aufgaben:<br />
Untersuchung <strong>de</strong>r Werkstoffbearbeitbarkeit und <strong>–</strong>verarbeitbarkeit<br />
Entwicklung von rationellen Fertigungsverfahren<br />
Einfluss auf fertigungsgerechte Konstruktion<br />
Wahl und Gestaltung von Fertigungsmitteln<br />
Festlegung von Kennwerten für einen wirtschaftlichen Prozess<br />
Schwerpunkt ist die Herstellung <strong>de</strong>r erfor<strong>de</strong>rlichen Werkstücke bzw.<br />
die „Zustandsverän<strong>de</strong>rung <strong>de</strong>r Form / Stoffeigenschaft“<br />
<strong>Seite</strong> 1 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
1) Urformen (Gießen, Formgebung von Kunststoffen und Galvanoformung)<br />
Urformen ist das Fertigen eines festen Körpers aus formlosen Stoff durch Schaffen <strong>de</strong>s<br />
Zusammenhaltes. (Dabei kann die Formgebung abgeschlossen sein o<strong>de</strong>r eine Vorstufe für<br />
weitere Fertigungsverfahren darstellen).<br />
Formlose Stoffe: Gase, Flüssigkeiten, Pulver, Fasern, Späne, Granulate, u.ä.<br />
Daraus lassen sich folgen<strong>de</strong> Verfahren ableiten:<br />
Gruppe 1.1<br />
Gruppe 1.2<br />
Gruppe 1.3<br />
Gruppe 1.4<br />
Urformen aus <strong>de</strong>m gas- o<strong>de</strong>r dampfförmigen Zustand<br />
Urformen aus <strong>de</strong>m flüssigen, breiigen o<strong>de</strong>r pastenförmigen Zustand<br />
Urformen aus <strong>de</strong>m ionisierten Zustand durch elektrolytisches Abschei<strong>de</strong>n<br />
Urformen aus <strong>de</strong>m festen (körnigen o<strong>de</strong>r pulverigen) Zustand<br />
Gießen:<br />
Das Gießen spielt heute noch eine wichtige Rolle, obwohl es zu <strong>de</strong>n ältesten<br />
Fertigungsverfahren <strong>de</strong>r Menschheit zählt. Man unterschei<strong>de</strong>t das Gießen mit verlorenen<br />
Formen und mit Dauerformen. Zur Anfertigung <strong>de</strong>r Gießform wird ein Mo<strong>de</strong>ll benötigt. Ist<br />
das Bauteil hohl, braucht man auch einen Kern.<br />
Vorteile:<br />
+ Es stellt <strong>de</strong>n kürzesten Weg vom Rohstoff zum Fertigprodukt dar.<br />
+ Es ermöglicht die Erzeugung <strong>de</strong>r verwickeltsten Formen (fast beliebig)<br />
+ Der durch Gießen erfassbare Größenbereich geht von 1g (große Stückzahl),<br />
bis zur mehreren 100 kg (Einzelstücke)<br />
+ wesentlich geringere Bearbeitungskosten<br />
+ erreichbare Maßgenauigkeit reicht meistens aus, Nachbearbeitung entfällt<br />
+ formschöne Konstruktionen sind auf einfache Weise möglich<br />
Geeignete Werkstoffe:<br />
alle Metalle, ein Teil <strong>de</strong>r Kunststoffe, Glas, Beton, ein Teil <strong>de</strong>r<br />
keramischen Werkstoffe und Pappe<br />
Formkörper:<br />
Das Mo<strong>de</strong>ll benötigt man zum Einformen <strong>de</strong>r Außenkontur <strong>de</strong>s Werkstückes. Der Kern dient<br />
zur Erstellung <strong>de</strong>r Innenkontur (Hohlraum).<br />
Mo<strong>de</strong>lle sind zwei o<strong>de</strong>r mehrere Teile zerlegbar (Teilungsebenen, Formhälften), damit man<br />
das Teil auch wie<strong>de</strong>r aus <strong>de</strong>r Gussform herausbekommt. Wichtig sind Kernmarken zur<br />
Lagerung <strong>de</strong>s Kerns. Es muss außer<strong>de</strong>m das Schwindmaß <strong>de</strong>r unterschiedlichen Werkstoffe<br />
berücksichtigt wer<strong>de</strong>n, <strong>de</strong>shalb wer<strong>de</strong>n die Mo<strong>de</strong>lle größer als in <strong>de</strong>r Zeichnung hergestellt.<br />
Schwindmaß Stahlguss 2%, Schwindmaß GG = 1%, GGG = 0,8 bis 1 %<br />
Deswegen auch unterschiedliche Farbanstriche <strong>de</strong>r Mo<strong>de</strong>lle. Zum leichteren Ausheben <strong>de</strong>r<br />
Mo<strong>de</strong>lle aus <strong>de</strong>r Form erhalten die zur Ausheberichtung parallelen Flächen eine Schräge, die<br />
Formschräge (zwischen 0° 30` und 7°).<br />
Kerne wer<strong>de</strong>n aus beson<strong>de</strong>rem Kernsand auf Kernblas- o<strong>de</strong>r Kernschießmaschinen (selten<br />
von Hand) hergestellt. Sie wer<strong>de</strong>n mit einem Bin<strong>de</strong>mittel getränkt und erhalten so durch<br />
Brennen o<strong>de</strong>r Aushärten ihre hohe Festigkeit.<br />
<strong>Seite</strong> 2 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Verfahren zum Herstellen von Kernen:<br />
Stampfen, Kernbackverfahren, Wasserglas-CO2-Verfahren, Phenolharz-Härteverfahren,<br />
Cold-Box-Verfahren, Hot-Box-Verfahren<br />
Formstoffe:<br />
Mo<strong>de</strong>lle wer<strong>de</strong>n in Formstoff eingeformt. Formstoffe bestehen vorwiegend aus einem<br />
Gemisch von Quarzsand, Ton und Wasser und enthalten vielfach Zusatzstoffe, wie Lehm,<br />
Wasserglas, Öle, Kunstharze und Steinkohlenstaub. Die Formstoffe müssen bildsam,<br />
standfest, gasdurchlässig und hitzebeständig sein und sollen eine geringe Wärmeleitfähigkeit<br />
haben.<br />
Einteilung <strong>de</strong>r Gießverfahren:<br />
Gießen mit verlorenen Formen (zwei- und mehrteilig):<br />
Unter verlorener Form versteht man eine Gießform, die nach einem Gießvorgang unbrauchbar<br />
gewor<strong>de</strong>n ist.<br />
Das Handformen:<br />
Im Verfahren besteht zwischen Hand- und Maschinenformen kein Unterschied<br />
Einguss:<br />
Steiger:<br />
Schlackenfang:<br />
Anschnitt:<br />
Derjenige Teil <strong>de</strong>r Form, durch <strong>de</strong>n <strong>de</strong>r flüssige Gießwerkstoff in die Form<br />
gebracht wird. Das En<strong>de</strong> <strong>de</strong>r trichterförmigen Erweiterung wird Sumpf o<strong>de</strong>r<br />
Tümpel genannt, und dient als Schlackenfang.<br />
O<strong>de</strong>r auch Speiser. Ähnliche Gestalt wie Einguss, in ihm steigt nach<br />
Beendigung <strong>de</strong>s Gießens <strong>de</strong>r Gießwerkstoff hoch. Der Trichter bil<strong>de</strong>t eine<br />
Reserve, wegen <strong>de</strong>r Schindung beim Abkühlen. Der Steiger wird an <strong>de</strong>r<br />
höchsten Stelle <strong>de</strong>r Form angeordnet, damit <strong>de</strong>r Werkstoff beim Erstarren <strong>de</strong>s<br />
Gussstücks in die Form nachfließen kann.<br />
örtliche Erweiterung zwischen Einguss und Form, an <strong>de</strong>r<br />
Schlackenteilchen <strong>de</strong>s Gießwerkstoffs vor Erreichen <strong>de</strong>r Form<br />
ausgeschie<strong>de</strong>n wer<strong>de</strong>n.<br />
Ist die Verbindung zwischen Einguss und Form und soll Ausspülungen <strong>de</strong>r<br />
Form durch <strong>de</strong>n Gießwerkstoff vermei<strong>de</strong>n. Darum soll er so tief wie möglich<br />
liegen.<br />
<strong>Seite</strong> 3 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Krammstock: Während <strong>de</strong>s Gießens entstehen Gase, die gefährlich sind (explosiv und Gefahr<br />
für Atmungsorgane). Man entzün<strong>de</strong>t sie <strong>de</strong>shalb unmittelbar nach Gießbeginn<br />
mit <strong>de</strong>m glühen<strong>de</strong>n Krammstock.<br />
Maskenformverfahren (nach Croning, auch Croning-Verfahren genannt):<br />
Beim Maskenformverfahren wird aus Sand und aus härtbarem Kunststoff eine dünne Maske<br />
hergestellt, in die <strong>de</strong>r Werkstoff vergossen wird.<br />
Anwendung:<br />
Vorteile:<br />
Nachteil:<br />
Stahl-, Temper- und Grauguss.<br />
große Festigkeit, sehr maßhaltig (+-0,2 bis +- 1,0mm)<br />
Werkstück erhält eine sehr glatte Oberfläche<br />
Es erfor<strong>de</strong>rt wenig Zeit und lässt sich gut mechanisieren<br />
Verbrennung ist sehr langsam >>> Guss ist bereits erstarrt, bevor die Maske an<br />
Festigkeit verliert >>> das Gussstück kann ungehin<strong>de</strong>rt schrumpfen<br />
Gießen mit verlorenen Formen (einteilig):<br />
Das Gießen in einteiligen Formen arbeitet mit verlorenem Mo<strong>de</strong>ll und verlorener Form.<br />
Wachsausschmelzverfahren:<br />
Altes Verfahren, Anwendung schon im antiken China. So entstand <strong>de</strong>r industrielle Feinguss.<br />
Beim Wachsausschmelzverfahren wer<strong>de</strong>n Mo<strong>de</strong>lle aus Wachs in Keramikbrei getaucht und<br />
dann gebrannt. Das Wachs schmilzt aus, und es entsteht eine Keramikform, die ausgegossen<br />
wird.<br />
Vorteile:<br />
große Freiheit <strong>de</strong>r Formgestaltung (wegen ungeteilter Form)<br />
Unterschneidungen und Bohrungen sind möglich<br />
Teile sind gratfrei<br />
Toleranzen bis +-0,10 mm können erreicht wer<strong>de</strong>n<br />
Vollformgießverfahren:<br />
Beim Vollformgießverfahren wird ein Schaumstoffmo<strong>de</strong>ll aus Polystrol in Sand eingeformt.<br />
Beim Gießen vergast das Schaumstoffmo<strong>de</strong>ll.<br />
Vorteile:<br />
+ beson<strong>de</strong>rs für einmalige Herstellung von Werkstücken geeignet (Maschinengrundkörper,<br />
Musterteile, usw.)<br />
+ Man kann dadurch Holz- und Mo<strong>de</strong>llkosten bis zu 50% sparen<br />
<strong>Seite</strong> 4 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Gießen mit Dauerformen:<br />
Einteilung:<br />
Füllen <strong>de</strong>r Dauerform mit flüssigem Metall durch unterschiedliche Kräfte, z.B.<br />
durch Schwerkraft >>> Kokillenguss, Strangguss<br />
durch Druckkraft >>> Druckguss<br />
durch Fliehkraft >>> Schleu<strong>de</strong>rguss<br />
Kokillenguss:<br />
Beim Kokillenguss wird <strong>de</strong>r flüssige Werkstoff in Metallformen gegossen, wobei die<br />
Formfüllung durch die Schwerkraft erfolgt.<br />
Anwendungsbereiche:<br />
Geeignete Werkstoffe:<br />
Fahrzeugbau (Bremsbacken), Elektrotechnik (Gerätegehäuse)<br />
und im Schwermaschinenbau (Brechbacken)<br />
GS, GG, GGG, GT, GK-Al, CK-Cu, usw.<br />
Vorteile:<br />
feines Gefüge<br />
beson<strong>de</strong>re Werkstoffeigenschaften (vor- und nachteilig)<br />
Beim Erstarren von Gusseisen entsteht an <strong>de</strong>r Außenhaut Eisencarbid, genannt<br />
Weißerstarrung. Das Werkstück ist an solchen Stellen sehr verschleißfest, lässt sich aber<br />
spanend nur schwer bearbeiten.<br />
Druckguss:<br />
Beim Druckgießen wird Metall im flüssigen o<strong>de</strong>r teigigen Zustand unter hohem Druck<br />
hydraulisch in eine geteilte Dauerform gepresst. Von allem Gießverfahren (mit Dauerformen)<br />
ergeben sich beste Ergebnisse (hinsichtlich Genauigkeit, Oberflächengüte und<br />
Feingliedrigkeit).<br />
Geeignete Werkstoffe:<br />
Eigenschaften:<br />
nur für NE-Metalle (Kupfer-Zink-Gusslegierungen, Kupfer-<br />
Aluminium-Gusslegierungen und Aluminium-Gusslegierungen)<br />
Wanddicken bis minimal 0,5mm<br />
Toleranz je nach Sollmaß zwischen 0,005 bis ca. 0,3mm<br />
Bohrungen bis minimal 0,6mm Durchmesser sind möglich<br />
Gewin<strong>de</strong> ab 5mm<br />
Aufgaben <strong>de</strong>r Druckgießmaschine:<br />
+ Die Form in Gießbereitschaft zu bringen und wie<strong>de</strong>r zu<br />
Öffnen.<br />
+ Das Gießgut unter hohem Druck in die Form<br />
einzuspritzen.<br />
Man unterschei<strong>de</strong>t folgen<strong>de</strong> Bauarten:<br />
+ Kaltkammer-Druckgießmaschine<br />
+ Warmkammer-Druckgießmaschine<br />
<strong>Seite</strong> 5 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Kaltkammer-Druckgießmaschine:<br />
Hier wird das Metall (Cu- und Al-Legierungen) in einem geson<strong>de</strong>rten Ofen geschmolzen und<br />
warmgehalten. Anschließend wird es mit einem Gießlöffel in die Druckkammer <strong>de</strong>r<br />
Gießmaschine gefüllt und ein Kolben drückt die Schmelze dann in die Form.<br />
Der Druck beträgt ca. 300 bis 2500 bar (hohe mechanische und thermische Belastung).<br />
Warmkammer-Druckgießmaschine:<br />
Hier ist <strong>de</strong>r Schmelzofen Bestandteil <strong>de</strong>r Maschine (angebauter Warmhalteofen). Der Druck<br />
beträgt hier zwischen 100 bis 250 bar. Man erreicht bis zu 1000 Gießvorgänge pro Stun<strong>de</strong>.<br />
Schleu<strong>de</strong>rguss:<br />
Geeignet für Gussstücke mit rotationssymmetrischer Grundgestalt und axialem Durchbruch.<br />
Der Guss erfolgt in Kokillen, die durch Maschinen in schnelle Umdrehung um ihre<br />
Symmetrieachse versetzt wer<strong>de</strong>n. Das eingegossene Metall wird durch die Zentrifugalkraft<br />
fest an die Kokillenwän<strong>de</strong> gepresst und erstarrt dort.<br />
Vorzüge:<br />
+ Das erstarrte Metall ist frei von Gasblasen, Lunkern und Verunreinigungen<br />
+ Es wer<strong>de</strong>n bessere mechanische Eigenschaften erzielt (Verdichtung infolge<br />
<strong>de</strong>r Fliehkraft)<br />
Nach Lage <strong>de</strong>r Achse unterschei<strong>de</strong>t man zwischen Horizontal- und Vertikal-Schleu<strong>de</strong>rguss<br />
Beim Horizontal-Schleu<strong>de</strong>rguss (Waagerecht-Schleu<strong>de</strong>rguss) rotiert eine Kokille um ihre<br />
waagerechte Achse, wobei <strong>de</strong>r flüssige Werkstoff durch die Fliehkraft die innere Wandung<br />
eines zylindrischen Hohlkörpers konzentrisch um die Drehachse bil<strong>de</strong>t.<br />
Es wer<strong>de</strong>n vor allem zylindrische Hohlgussstücke (Rohre) erzeugt.<br />
Beim Vertikal-Schleu<strong>de</strong>rguss (Senkrecht-Schleu<strong>de</strong>rguss) rotiert die Kokille im ihre senkrechte<br />
Achse, wobei <strong>de</strong>r gesamte Hohlraum <strong>de</strong>r Form von seiner Innenwand her bis zur Drehachse<br />
mit flüssigem Werkstoff gefüllt wird.<br />
Das Verfahren wird auch Schleu<strong>de</strong>rformguss genannt. Er dient zur Herstellung niedriger,<br />
symmetrischer Werkstücke wie Riehmenscheiben, Zahnrä<strong>de</strong>r, Motorenzylin<strong>de</strong>r usw.<br />
<strong>Seite</strong> 6 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Strangguss:<br />
Beim Stranggießen wer<strong>de</strong>n endlose Profilstäbe (beliebigen Querschnitts) kontinuierlich o<strong>de</strong>r<br />
diskontinuierlich direkt aus <strong>de</strong>m Schmelzofen über eine Graphitkokille hergestellt.<br />
Es dient zur Herstellung von symmetrischen Gussteilen mit vorwiegen<strong>de</strong>r Längenaus<strong>de</strong>hnung<br />
(Knüppel, Rohre, Stangen) mit beliebigen Querschnitt <strong>de</strong>s Profils.<br />
Das Metall wird meistens in einem Induktionsofen geschmolzen. Die Gießform ist eine<br />
Graphitkokille, die von einem Wasserkühler umgeben ist. Diese Form ist unten o<strong>de</strong>r seitlich<br />
am Ofen angebracht, wobei <strong>de</strong>r flüssige Werkstoff in die Form läuft und von <strong>de</strong>r Randzone<br />
her erstarrt.<br />
Man unterschei<strong>de</strong>t je nach <strong>de</strong>r Anordnung <strong>de</strong>r Kokille und <strong>de</strong>r Abzugsrichtung zwischen<br />
waagerechtes und senkrechtes Stranggießen.<br />
Konstruktive Gestaltung von Gusswerkstücken:<br />
Es sind wichtige Gesichtspunkte zu beachten. Sie beziehen sich auf das Einformen, das<br />
Gießen, das Putzen und auf das Bearbeiten <strong>de</strong>s Werkstückes.<br />
Wichtige Gesichtspunkte:<br />
- Das Gusswerkstück muss eine einfache Formteilung ermöglichen<br />
- Hinterschneidungen sind zu vermei<strong>de</strong>n<br />
- Ausreichen<strong>de</strong> Formschrägen müssen vorhan<strong>de</strong>n sein<br />
- Scharfe Kanten sind durch Rundungen zu ersetzen<br />
- Die Kernauflage ist durch genügend große Öffnungen zu sichern<br />
- Die Anzahl <strong>de</strong>r Kerne ist auf ein Minimum zu reduzieren<br />
- Gleichmäßige Abkühlung ist anzustreben, um Spannungen zu vermei<strong>de</strong>n (einheitliche<br />
Wandstärken)<br />
- Materialanhäufungen führen zur Hohlraumbildung (Lunker)<br />
- Die Gießform muss sich leicht füllen lassen<br />
- Die Kerne müssen sich leicht entfernen lassen, San<strong>de</strong>cken sind zu vermei<strong>de</strong>n<br />
Gießfehler:<br />
Typische Gießfehler:<br />
- Anhaftungen aus Formstoff o<strong>de</strong>r aus einem Metall-Formstoff-Gemenge<br />
- Auswüchse o<strong>de</strong>r Treibstellen (massive Verdickungen an <strong>de</strong>n äußeren und inneren<br />
Gussflächen) durch ungenügen<strong>de</strong> o<strong>de</strong>r unregelmäßige Formverdichtung<br />
- Gratbildung in <strong>de</strong>r Formteilung o<strong>de</strong>r bei <strong>de</strong>n Kernen<br />
- Einbrennen <strong>de</strong>s Metalls in <strong>de</strong>n Formstoff<br />
- Kernverlagerungen<br />
- Unvollständiges Füllen <strong>de</strong>r Form. Dadurch erfolgt eine vorzeitige Erstarrung <strong>de</strong>r<br />
Schmelze beim Gießen (Kaltschweißstelle)<br />
- Blasen und Poren im Guss<br />
- Lunker (Hohlraum) durch Schwin<strong>de</strong>n <strong>de</strong>s Werkstoffs<br />
- Einschlüsse, meistens aus Formstoff<br />
- Risse und Unterbrechungen<br />
- Unregelmäßigkeiten in <strong>de</strong>r Werkstoffzusammensetzung<br />
<strong>Seite</strong> 7 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Formgebung von Kunststoffen:<br />
Das Urformen <strong>de</strong>r Werkstücke aus Kunststoff kann durch Gießen, durch Pressen, durch<br />
Spritzgießen und durch Extrudieren erfolgen.<br />
Wichtig sind hierbei die Verarbeitungskennwerte (Viskosität, Schmelzin<strong>de</strong>x, Fließverhalten,<br />
Erweichungsbereich sowie die Zersetzungstemperatur) die von <strong>de</strong>n Herstellern angegeben<br />
wer<strong>de</strong>n.<br />
Thermoplaste haben gegenüber <strong>de</strong>n Duroplasten <strong>de</strong>n größeren Anteil an <strong>de</strong>r Fertigung von<br />
Formteilen und Halbzeugen.<br />
Beim Formpressen jedoch wer<strong>de</strong>n hauptsächlich Duroplaste verwen<strong>de</strong>t.<br />
Gießen und Tauchen:<br />
Beim Gießen und Tauchen wer<strong>de</strong>n Formteile o<strong>de</strong>r Filme hergestellt bzw. Metallkerne mit<br />
Kunststoff überzogen.<br />
Verwen<strong>de</strong>te Verfahren:<br />
Formgießen<br />
Filmgießen<br />
Schleu<strong>de</strong>rgießen<br />
Tauchen<br />
Herstellen von Formteilen in offenen o<strong>de</strong>r geschlossenen Werkzeugen<br />
z.B. Schmuckwaren, Schatullen, Aschenbecher<br />
Herstellen von Folie (Trocken- und Naßgießen)<br />
Herstellen von Formteilen in rotieren<strong>de</strong>n Werkzeugen<br />
Herstellen von Hohlkörpern o<strong>de</strong>r Schutzüberzügen<br />
Kalandrieren und Beschichten:<br />
Kalandrieren ist ein Verfahren zur Herstellung von Folien zwischen Walzen. Beim<br />
Beschichten wer<strong>de</strong>n Trägermaterialien mit einem Kunststoffüberzug versehen.<br />
Hergestellt wer<strong>de</strong>n Folien, Tafeln und Fußbo<strong>de</strong>nbeläge, hauptsächlich aus PVC. Das<br />
Überziehen wird auch kaschieren genannt. Ein Kalan<strong>de</strong>r ist eine Maschine mit mehreren<br />
polierten Walzen.<br />
Extrudieren (Strangpressen):<br />
Durch Extrudieren wer<strong>de</strong>n Profilstäbe aller Art, Rohre, Tafeln und Folien hergestellt.<br />
Verwen<strong>de</strong>t wird dazu hauptsächlich eine kontinuierlich arbeiten<strong>de</strong> Schneckenpresse<br />
(Extru<strong>de</strong>r).<br />
Der Extru<strong>de</strong>r besteht aus einem Plastifizierzylin<strong>de</strong>r, in <strong>de</strong>m eine Schnecke mit mest<br />
gleichbleiben<strong>de</strong>r Steigung und zur Schneckenspitze zunehmen<strong>de</strong>n Kerndurchmesser rotiert.<br />
Das durch <strong>de</strong>n Einfülltrichter zugeführte Material wird auf <strong>de</strong>m Weg durch <strong>de</strong>n Zylin<strong>de</strong>r<br />
plastifiziert und tritt durch die entsprechend gestaltete Düse aus.<br />
Ein weiteres Verfahren ist das Kolbenstrangpressen, das bei Duroplasten angewen<strong>de</strong>t wird.<br />
<strong>Seite</strong> 8 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Spritzgießen:<br />
Beim Spritzgießen wird plastifizierte Masse in ein geteiltes Werkzeug unter Druck<br />
eingebracht. Auf diese Weise wer<strong>de</strong>n Formteile aller Art hergestellt.<br />
Das Granulat wird dosiert einem beheizten Zylin<strong>de</strong>r zugeführt und durch die Wärme<br />
plastifiziert. Anschließend wird die Masse unter hohem Druck (bis 2000 bar) über eine Düse<br />
einem Werkzeug zugeführt.<br />
Man unterschei<strong>de</strong>t zwei Arten <strong>de</strong>r Plastifizierung: Kolben- und Schneckenplastifizierung<br />
Blasformverfahren:<br />
Beim Blasformverfahren wird im Extru<strong>de</strong>r ein Hohlprofil (Schlauch) erzeugt, welcher in<br />
meist zweiteiligen Formwerkzeugen zu Formteilen (Hohlkörpern) mit Druckluft aufgeblasen<br />
wird.<br />
Hergestellt wer<strong>de</strong>n mit diesem Verfahren Hohlkörper wie Flaschen, Bälle, Gießkannen,<br />
Pupen, aber auch technische Teile, wie Bremsflüssigkeitsbehälter o<strong>de</strong>r Benzinkanister.<br />
Formpressen und Spritzpressen:<br />
Formpressen und Spritzpressen sind Verfahren zur Herstellung von Formteilen, meist aus<br />
Duroplasten. Die Formgebung erfolgt in Formwerkzeugen auf hydraulisch angetriebenen<br />
Pressen.<br />
Das Formpressen beruht darauf, dass die Pressmasse in Pulverform o<strong>de</strong>r Tablettenform, kalt<br />
o<strong>de</strong>r vorgewärmt, in ein geöffnetes Formwerkzeug eingebracht wird. Das Aushärten erfolgt in<br />
<strong>de</strong>r Pressform, die beheizt ist. Die Aushärtetemperatur beträgt je nach Kunststoff 140 bis<br />
180°C, <strong>de</strong>r Pressdruck etwa 150 bis 1000 bar.<br />
Beim Spritzpressen wird die Pressmasse in Tablettenform in einen Kolbenraum gegeben,<br />
danach schließt die Presse und erzeugt die Schließkraft. Es erfolgt <strong>de</strong>r eigentliche<br />
Spritzvorgang durch einen Kolben.<br />
Dieses Verfahren bringt gegenüber <strong>de</strong>m Formpressen einige Vorteile:<br />
- Die Formkonturteile unterliegen einem geringeren Verschleiß, da die Plastifizierung<br />
im Zylin<strong>de</strong>r stattfin<strong>de</strong>t.<br />
- dünnwandige formschwierige Pressteile lassen sich leichter herstellen, da die<br />
Konturteile die Pressmasse nicht im festen, d.h. im pulver-, teig- o<strong>de</strong>r auch<br />
schnitzelförmigen Zustand verformen müssen<br />
- Das Einlegen von Einpressmetallteilen o<strong>de</strong>r Beilagen ist einfacher und sicherer<br />
- Durch <strong>de</strong>n fehlen<strong>de</strong>n Füllraum sind die Formkonturteile leichter herstellbar<br />
- Die Zykluszeiten sind kürzer<br />
- Das Herstellen sehr kleiner Pressteile ist möglich<br />
- Die Konturteile befin<strong>de</strong>n sich in ruhen<strong>de</strong>r Stellung beim Eintritt <strong>de</strong>r Pressmasse in <strong>de</strong>n<br />
Konturhohlraum<br />
<strong>Seite</strong> 9 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Galvanoformung:<br />
Galvano = selbsttragend<br />
Bei <strong>de</strong>r Galvanoformung wird auf eine geformte Katho<strong>de</strong> elektrolytisch Metall (vorwiegend<br />
Nickel) nie<strong>de</strong>rgeschlagen. Dieses Metall kann dann als Festkörper (Galvano) abgenommen<br />
wer<strong>de</strong>n.<br />
Die Herstellung erfolgt in folgen<strong>de</strong>n Teilschritten:<br />
- Fertigung eines Mo<strong>de</strong>lls aus Metall, Wachs, Kunststoff, Gips, o.ä.<br />
- Aufbringen einer Trennschicht auf das Metallmo<strong>de</strong>ll o<strong>de</strong>r bei Nichtmetallen das<br />
Aufbringen einer elektrisch leiten<strong>de</strong>n Schicht (aufgeschlämmter Graphit)<br />
- Schalten <strong>de</strong>s Mo<strong>de</strong>lls als Katho<strong>de</strong> (Minuspol) und Aufbringen einer o<strong>de</strong>r mehrerer<br />
Schichten<br />
- Erstes mechanisches Bearbeiten <strong>de</strong>s Galvanos<br />
- Entfernen <strong>de</strong>s Mo<strong>de</strong>lls<br />
- Nacharbeiten bzw. Polieren <strong>de</strong>s Galvanos<br />
Beispiele:<br />
Werkstoff:<br />
Vorteile:<br />
Wärmefallen an Raketenspitzen, Werkzeuge für die kunststoffverarbeiten<strong>de</strong><br />
Industrie, Schersiebe für Trockenrasierer, Scheinwerfer- und<br />
Sonnenreflektoren, Füllhalter- und Kugelschreiberkappen, Spinndüsen,<br />
Siebdruckschablonen<br />
meist Nickel, zunehmend auch Nickel-Kobalt-Legierungen<br />
- extrem hohe Abbildungsgenauigkeit<br />
(Rauhtiefen bis zu 0,05 µm lassen sich noch exakt abbil<strong>de</strong>n)<br />
- hohe Maßgenauigkeit<br />
<strong>Seite</strong> 10 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Pulvermetallurgie:<br />
Verfahrensablauf:<br />
Pulverherstellung >>> Formgebung (vorwiegend durch Pressen) >>> Sintern<br />
>>> Nachbehandlung (Tränken, Kalibrieren)<br />
Anwendungsgebiete:<br />
- Massenteile im Bereich von 5 bis 1000 g<br />
- Hochfeste Sinterstähle<br />
- Gleitwerkstoffe mit porösem Gefüge zu Aufnahme von Schmiermitteln<br />
- Reibwerkstoffe für Kupplungen und Bremsen sowie Filter<br />
- Sintermagnete<br />
Pulverherstellung:<br />
Hierbei gibt es vier verschie<strong>de</strong>ne Verfahren:<br />
a) mechanische Verfahren<br />
Herstellung aus festen Zustand (HAMETAG-Verfahren):<br />
Hier wer<strong>de</strong>n Draht , Späne, o.ä. in beson<strong>de</strong>ren Mühlen zerkleinert, wobei ein flitterige Form<br />
entsteht. Das Pulver wird vor <strong>de</strong>r Weiterverarbeitung spannungsfrei geglüht.<br />
Dieses Verfahren wird heute fast nicht mehr angewen<strong>de</strong>t.<br />
Herstellung aus flüssigen Zustand (Verdüsungsverfahren):<br />
Hier wird aus <strong>de</strong>r Bo<strong>de</strong>nöffnung eines Tiegels, in <strong>de</strong>m sich geschmolzenes Metall befin<strong>de</strong>t,<br />
ein feiner Strahl abgelassen. Von <strong>de</strong>r <strong>Seite</strong> her lässt man nun schräg nach unten auf diesen<br />
Strahl Druckluft o<strong>de</strong>r Druckwasser einwirken, so dass er sich in kleine Tröpfchen auflöst und<br />
beim Erstarren Pulver bil<strong>de</strong>t.<br />
b) physikalische Verfahren<br />
Darunter versteht man das Verdampfen eines Stoffes mit nachfolgen<strong>de</strong>r Kon<strong>de</strong>nsation o<strong>de</strong>r<br />
das Zerstäuben in einem Lichtbogen wie beim Metallspritzen.<br />
<strong>Seite</strong> 11 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
c) chemische Verfahren<br />
Reduktionsverfahren:<br />
Dabei wer<strong>de</strong>n verpulvert und anschließend unter Wärmeeinwirkung mit Kohlenstoff<br />
reduziert. Nach diesem Verfahren wird in erster Linie Eisenpulver hergestellt.<br />
Carbonylverfahren:<br />
Hier wer<strong>de</strong>n auf chemischen Wege aus Erzen und Kohlenoxi<strong>de</strong>n Metallcarbonyle hergestellt.<br />
Carbonyle sind chemische Verbindungen, die bei höheren Temperaturen verdampfen und sich<br />
anschließend leicht wie<strong>de</strong>r zersetzen. In erster Linie wer<strong>de</strong>n Eisen- und Nickelpulver nach<br />
diesem Verfahren produziert.<br />
d) elektrolytische Verfahren<br />
Bei dieser Metho<strong>de</strong> wird in einem elektrolytischen Bad das Pulver direkt o<strong>de</strong>r in Form einer<br />
porösen, gut zerkleinerbaren Katho<strong>de</strong> nie<strong>de</strong>rgeschlagen. Das elektrolytische Verfahren eignet<br />
sich vor allem für die Herstellung von Kupfer- und Eisenpulver.<br />
Verbreitete Metho<strong>de</strong>n zur Pulverherstellung sind das Reduzieren pulverförmiger Metalloxi<strong>de</strong><br />
mittels Wasserstoff bzw. Kohlenstoff o<strong>de</strong>r das Verdüsen flüssigen Metalls.<br />
Formgebung:<br />
Bei <strong>de</strong>r Formgebung wird die pulverförmige Formmasse dosiert in ein Presswerkzeug<br />
geschüttet und durch Pressen o<strong>de</strong>r Walzen verdichtet. Es wird aus <strong>de</strong>m formlosen<br />
Metallpulver ein Körper mit bestimmter geometrischer Gestalt hergestellt.<br />
Die Formgebung kann vorwiegend durch Pressen, aber auch durch Pulverwalzen, Explosions-<br />
Verdichten o<strong>de</strong>r Strangpressen erfolgen. Dabei kommen sich die Pulverteilchen so nahe, dass<br />
sie nach Aufhebung <strong>de</strong>s Drucks aneinan<strong>de</strong>r kleben bleiben, also ein fester Verband entsteht,<br />
<strong>de</strong>r allerdings geringe Festigkeit besitzt.<br />
Man unterschei<strong>de</strong>t beim Pressvorgang das einseitige und das doppelseitige Kalt- o<strong>de</strong>r<br />
Heißpressen.<br />
Beim einseitigen Pressen ist die Reibung an <strong>de</strong>r Matrizenwand zunächst größer als alle<br />
an<strong>de</strong>ren Kräfte. Sie nimmt dann zur Mitte hin ab, so dass man eine kegelförmige Verdichtung<br />
vor <strong>de</strong>m Stempel bekommt.<br />
Beim doppelseitigen Pressen (erreicht größere Dichte) verbleibt in <strong>de</strong>r Mitte <strong>de</strong>s Presskörpers<br />
<strong>de</strong>ine Zone mit geringerer Dichte, da ja die Pressung von bei<strong>de</strong>n <strong>Seite</strong>n verläuft.<br />
<strong>Seite</strong> 12 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Sintern:<br />
Unter Sintern versteht man das Glühe <strong>de</strong>s gepressten Metallpulvers bei 2/3 bis 3/4<br />
Schmelztemperatur mit <strong>de</strong>m Ziel, einen festen Körper herzustellen.<br />
- kein Aufschmelzen <strong>de</strong>r Korngrenzen<br />
- Vernetzung durch Diffusion<br />
Nachbehandlung:<br />
Die Nachbehandlung dient dazu, die Genauigkeit bzw. die Eigenschaften <strong>de</strong>r<br />
Sinterwerkstücke zu verbessern.<br />
Man unterschei<strong>de</strong>t zwischen drei Gruppen:<br />
- Mechanische Bearbeitung (dient zur Erhöhung <strong>de</strong>r Genauigkeit, geschieht durch<br />
Nachpressen bzw. Kalibrieren<br />
- Oberflächenbehandlung (dient <strong>de</strong>m Korrosionsschutz und Verschleißwi<strong>de</strong>rstand,<br />
geschieht durch Aufkohlen, Lackieren, oxidieren, ...)<br />
- Thermische Behandlung durch Glühen, Härten o<strong>de</strong>r Vergüten (wird bei Sintereisen<br />
o<strong>de</strong>r Sinterstahl verwen<strong>de</strong>t)<br />
<strong>Seite</strong> 13 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
2) Umformen:<br />
Umformen ist Fertigen durch bildsames (plastisches) Än<strong>de</strong>rn <strong>de</strong>r Form eines festen Körpers.<br />
Dabei wer<strong>de</strong>n sowohl die Masse als auch <strong>de</strong>r Stoffzusammenhang beibehalten. Es dient zur<br />
Herstellung von Bauteilen, die in vielen Fällen nicht mehr nachbearbeitet wer<strong>de</strong>n müssen.<br />
Durch die Umformung ergeben sich folgen<strong>de</strong> Vorteile:<br />
- Verbesserung <strong>de</strong>r Werkstoffeigenschaften<br />
- Verlustarme Werkstoffverarbeitung<br />
- Verringerung <strong>de</strong>r Fertigungszeit<br />
- Reduzierung von Nebenzeiten<br />
Der wirtschaftliche Einsatz <strong>de</strong>r meisten Umformverfahren ist an hohe Stückzahlen gebun<strong>de</strong>n.<br />
Glie<strong>de</strong>rung <strong>de</strong>r Umformverfahren:<br />
Man unterschei<strong>de</strong>t zwischen Druck-, Zug-Druck-, Zug-, Biege- und Schubumformen.<br />
Theoretische Grundlagen <strong>de</strong>r bildsamen Formgebung:<br />
Formän<strong>de</strong>rungsfestigkeit:<br />
Oberhalb <strong>de</strong>r Streckgrenze bezeichnet man die wahre Spannung als Formän<strong>de</strong>rungsfestigkeit<br />
kf. Die Formän<strong>de</strong>rungsfestigkeit ist abhängig von <strong>de</strong>r Querschnittsabnahme (Formän<strong>de</strong>rung),<br />
<strong>de</strong>r Temperatur und <strong>de</strong>r Formän<strong>de</strong>rungsgeschwindigkeit.<br />
Erfolgt die Umformung unterhalb <strong>de</strong>r Rekristalisationstemperatur, spricht man von<br />
Kaltformgebung, erfolgt sie oberhalb, spricht man von Warmformgebung.<br />
<strong>Seite</strong> 14 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Formän<strong>de</strong>rungsverhältnis:<br />
In <strong>de</strong>r Praxis verwen<strong>de</strong>t man meist die bezogene Formän<strong>de</strong>rung ε und das logarithmische<br />
Formän<strong>de</strong>rungsverhältnis ψ.<br />
Formän<strong>de</strong>rungswi<strong>de</strong>rstand:<br />
Die tatsächlich auftreten<strong>de</strong>n Spannungen sind über <strong>de</strong>r Werkzeugoberfläche ungleichmäßig<br />
verteilt und verschie<strong>de</strong>n groß. Der Mittelwert dieser Spannungen über <strong>de</strong>r Berührungsfläche<br />
ist <strong>de</strong>r Formän<strong>de</strong>rungswi<strong>de</strong>rstand kw, auch Umformwi<strong>de</strong>rstand genannt.<br />
Die große Schwierigkeit besteht darin, die Größe von kw zu bestimmen, da die Reibung von<br />
folgen<strong>de</strong>n Einflüssen abhängt:<br />
- Werkstoff <strong>de</strong>s Werkstückes<br />
- Oberflächenbeschaffenheit <strong>de</strong>r Werkzeuges und <strong>de</strong>s Werkstückes<br />
- Umformtemperatur<br />
- Schmierung<br />
Druckumformen:<br />
Unter Druckumformen versteht man das Umformen eines festen Körpers, wobei <strong>de</strong>r<br />
plastische Zustand im wesentlichen durch ein- o<strong>de</strong>r mehrachsige Druckbeanspruchung<br />
herbeigeführt wird.<br />
Druckumformverfahren sind das Walzen, Freiformen (Schmie<strong>de</strong>n), Gesenkformen (Gesenkschmie<strong>de</strong>n),<br />
Eindrücken und das Durchdrücken (unterteilt in Strangpressen und Fließpressen)<br />
Druckumformen: Freiformen und Gesenkformen<br />
Vorteil gegenüber gegossenen Teilen:<br />
- größere Werkstoffdichte<br />
- größere Zugfestigkeit<br />
- größere Schwingungsfestigkeit<br />
- bessere Korrosionsbeständigkeit<br />
Frei- und Gesenkformen sind Warmumformverfahren.<br />
<strong>Seite</strong> 15 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Druckumformen: Freiformschmie<strong>de</strong>n<br />
Freiformschmie<strong>de</strong>n wird in <strong>de</strong>r Industrie zur Herstellung großer Einzelstücke o<strong>de</strong>r zum<br />
Vorformen eingesetzt. Der Werkstoff wird dabei in Richtung <strong>de</strong>r freien Werkstoffflächen<br />
verdrängt. Umformen<strong>de</strong> Werkzeugmaschine ist <strong>de</strong>r Schmie<strong>de</strong>hammer.<br />
Die Bezeichnung <strong>de</strong>s Verfahrens ergibt sich daraus, dass <strong>de</strong>r Schmie<strong>de</strong>vorgang frei zwischen<br />
Amboß und Hammerbahn erfolgt.<br />
Charakteristische Formungsarten beim Schmie<strong>de</strong>n sind: Stauchen, Breiten, Recken, Absetzen<br />
und Schroten.<br />
Beispiele: Achsen, Hebel, Wellen, Kurbewellen<br />
Es wer<strong>de</strong>n Werkstücke mit einer Masse bis zu 300 Mg verarbeitet.<br />
Son<strong>de</strong>rverfahren sind Elektrostauchen und Rundkneten (Rundhämmern).<br />
Druckumformen: Gesenkschmie<strong>de</strong>n<br />
Es übertrifft das Freiformschmie<strong>de</strong>n in <strong>de</strong>r Herstellungsgenauigkeit <strong>de</strong>r Teile.<br />
Das Prinzip <strong>de</strong>s Gesenkschmie<strong>de</strong>ns besteht darin, dass ein schmie<strong>de</strong>warmer Rohling in eine<br />
Hohlform (Gesenk), die <strong>de</strong>r Sollform <strong>de</strong>s Bauteiles entspricht, geschlagen wird und er sich<br />
dieser Hohlform anpasst.<br />
Ein komplettes Gesenk besteht in <strong>de</strong>r Regel aus zwei Hälften, <strong>de</strong>m Ober- und <strong>de</strong>m<br />
Untergesenk. Das Obergesenk wird mittels Schwalbenschwanzführung am Hammerbär, das<br />
Untergesenk auf <strong>de</strong>m Hammertisch befestigt.<br />
Der schmiedwarme Rohling wird in das geöffnete Gesenk eingelegt und durch mehrere<br />
Schläge <strong>de</strong>s Hammerbären gestaucht, bis er sich vollständig im Hohlraum ausgebreitet hat.<br />
Der Grat wirkt wie ein Puffer zwischen <strong>de</strong>n bei<strong>de</strong>n Gesenkhälften und verhin<strong>de</strong>rt das harte<br />
Aufschlagen. In <strong>de</strong>r Regel ist es nicht möglich, das Werkstück in einem Arbeitsgang<br />
herzustellen, es sind mehrere Arbeitsstufen erfor<strong>de</strong>rlich. Entsprechend benötigt man<br />
verschie<strong>de</strong>ne Gesenke.<br />
Hergestellt wer<strong>de</strong>n Gesenke durch:<br />
- Spanen<br />
- Einpressen eines Formstückes (Pfaffen) in einen Gesenkblock<br />
- Gießen o<strong>de</strong>r durch<br />
- Mo<strong>de</strong>rne Abtragungsverfahren (Erodieren u.ä.)<br />
Beispiele: Naben, Achsschenkel, Pleuelstangen, Hebel, Nockenwellen, Schrauben, Muttern<br />
<strong>Seite</strong> 16 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Gesenkpressen:<br />
Gesenkpressen unterschei<strong>de</strong>t sich vom Gesenkschmie<strong>de</strong>n durch die verwen<strong>de</strong>te Maschine<br />
(Presse). Da die Presse meist eine genauere Führung zwischen Ober- und Untergesenk besitzt,<br />
ist auch die Herstellungsgenauigkeit größer.<br />
Durchführung <strong>de</strong>s Verfahrens meist auf Reibradspin<strong>de</strong>l- o<strong>de</strong>r Kurbelpressen.<br />
Beispiele: Kegelrä<strong>de</strong>r, Zahnleisten, Zahnrä<strong>de</strong>r, Turbinenschaufel, usw.<br />
Prägen:<br />
Als Prägen bezeichnet man das Gesenkpressen im kalten Zustand. Es dient zur reliefförmigen<br />
Verformung <strong>de</strong>r Werkstückoberfläche, zur Erzielung einer bestimmten Toleranz (erreichbar<br />
+-0,02mm) o<strong>de</strong>r zum Planieren von Werkstücken.<br />
Man unterschei<strong>de</strong>t zwischen Vollprägen und Hohlprägen.<br />
Beispiele:<br />
Essbestecke, Münzen, außer<strong>de</strong>m kann man flache Stahlteile kalibrieren und<br />
Stahlmatrizen einsenken.<br />
Strangpressen:<br />
Das Strangpressen ist ein Verfahren zur Herstellung beliebig geformter Voll- und Hohlprofile.<br />
Zu diesem Zweck wird ein vorgewärmter Block in einem Presszylin<strong>de</strong>r durch Druck zum<br />
Fließen gebracht und durch eine entsprechend geformte Matrize gepresst. Verarbeiten lassen<br />
sich sowohl Stahl aus auch Nichteisenmetalle.<br />
Geeignete Werkstoffe:<br />
Aluminium, Magnesium, Titan, Kupfer, Zink, Zinn und<br />
Legierungen<br />
Verwendung von Glas als Schmiermittel.<br />
Fließpressen:<br />
Das Fließpressen stellt eine Umformung durch Druck mit beson<strong>de</strong>rs großer Querschnittsver-<br />
Än<strong>de</strong>rung dar. Der in die Matrize eingelegte Werkstoff wird durch einen Stempel verdrängt<br />
und fließt dabei in Richtung <strong>de</strong>r Stempelbewegung o<strong>de</strong>r entgegen <strong>de</strong>r Richtung <strong>de</strong>r<br />
Stempelbewegung aus. Die Umformung erfolgt meist im kalten Zustand. Hergestellt wer<strong>de</strong>n<br />
hauptsächlich hülsenartige Werkstücke.<br />
Übung 78 !<br />
<strong>Seite</strong> 17 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Vorteile:<br />
- hoher Umformgrad in einem Arbeitsgang<br />
- gute Ausnutzung <strong>de</strong>s Werkstoffes, geringer Abfall<br />
- hohe Arbeitsgeschwindigkeit und geringer Lohnkostenanteil<br />
- vergleichsweise niedrige Herstellungskosten und hohe Lebensdauer<br />
- gute Festigkeitseigenschaften <strong>de</strong>r Fliesspressteile<br />
- dichtes Gefüge<br />
Fliesspressverfahren:<br />
<strong>Seite</strong> 18 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Druckumformen: Walzen<br />
Blöcke und Brammen wer<strong>de</strong>n durch das Walzen zu Halbzeugen umgeformt. Man<br />
unterschei<strong>de</strong>t das Flach- und Profilwalzen, das Drahtwalzen und das Rohrwalzen. Beim<br />
Rohrwalzen hat das Mannesmann-Rohrwalzverfahren (siehe S.63) eine große Be<strong>de</strong>utung. Es<br />
verläuft in <strong>de</strong>n Arbeitsstufen Schrägwalzen, Pilgerwalzen und Maßwalzen. Mit <strong>de</strong>m<br />
Schmie<strong>de</strong>walzen und <strong>de</strong>m Gewin<strong>de</strong>walzen wer<strong>de</strong>n Fertigteile hergestellt.<br />
Flachwalzen:<br />
Umformen zwischen zwei Walzen, die sich gegenläufig drehen.<br />
Profilwalzen:<br />
Das Werkstückprofil wird durch 2 profilierte Walzen (auch Kalibrierwalzen<br />
genannt) geformt.<br />
Drahtwalzen: Ist vergleichbar mit <strong>de</strong>m Profilwalzen, wobei vorwiegend run<strong>de</strong> Querschnitte<br />
in Frage kommen die aus einem Block auf immer kleinere Querschnitte<br />
heruntergewalzt wer<strong>de</strong>n.<br />
Rohrwalzen:<br />
Dient zur Herstellung nahtloser Stahlrohre und wird prinzipiell nach folgen<strong>de</strong>m<br />
Verfahrensablauf durchgeführt:<br />
- Herstellung eines Hohlblockes aus Vollblock durch Lochen od. Walzen<br />
- Auswalzen dieses Hohlblockes zu einem Rohr<br />
- Richten und Maßwalzen im Reduzierwalzwerk<br />
Beim Mannesmann-Rohrwalzverfahren wird ein erwärmter Block im<br />
Schrägwalzwerk zu einer dickwandigen Rohrluppe geformt und anschließend<br />
im Pilgerwalzwerk zu einem dünnwandigen Rohr ausgewalzt.<br />
Schmie<strong>de</strong>walzen:<br />
Beim Schmie<strong>de</strong>walzen wälzen zwei Segmenthälften ihr Profil auf<br />
einem vorgewärmten Rohling ab. Es wer<strong>de</strong>n Fertigteile hergestellt.<br />
Gewin<strong>de</strong>walzen:<br />
=Kaltumformen.<br />
Durch das Gewin<strong>de</strong>walzen wer<strong>de</strong>n Gewin<strong>de</strong> aller Art, aber auch<br />
Profile, wie z.B. Verzahnungen, im kalten Zustand geformt.<br />
<strong>Seite</strong> 19 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Zugdruckumformen:<br />
Beim Zugdruckumformen wer<strong>de</strong>n feste Körper umgeformt, wobei <strong>de</strong>r plastische Zustand<br />
durch eine zusammengesetzte Zug- und Druckbeanspruchung herbeigeführt wird.<br />
Zu <strong>de</strong>n wichtigsten Verfahren zählen Durchziehen, Tiefziehen, Drücken, Kragenziehen und<br />
Knickbauchen. Das Durchziehen kann wie<strong>de</strong>rum in Drahtziehen, Profilziehen und Rohrziehen<br />
unterteilt wer<strong>de</strong>n.<br />
Zugdruckumformen: Durchziehen<br />
Das Durchziehen ist ein Verfahren <strong>de</strong>s Zugdruckumformens, wobei ein Werkstück durch eine<br />
formgeben<strong>de</strong> Werkzeugöffnung gezogen wird., die sich in Ziehrichtung verengt. Die<br />
wichtigsten Anwendungsgebiete sind das Drahtziehen, das Profilziehen und das Rohrziehen.<br />
Drahtziehen:<br />
Drahtziehen ist ein Zugdruckumformverfahren. Gezogen wer<strong>de</strong>n Drähte unterhalb von 5mm<br />
Durchmesser. Dabei wird ein auf Ringe gewickelter Rohdraht in ein o<strong>de</strong>r mehreren Zügen<br />
durch eine Ziehdüse auf <strong>de</strong>n gewünschten Durchmesser gezogen und auf Spulen o<strong>de</strong>r Körbe<br />
aufgewickelt. Drahtziehen erfolgt im kalten Zustand auf speziellen Drahtziehmaschinen. Die<br />
Ziehgeschwindigkeiten betragen bis zu 50 m/s.<br />
Profilziehen:<br />
Das Profilziehen verläuft ähnlich wie das Drahtziehen. Auf <strong>de</strong>r Ziehmaschine können Profile<br />
mit beliebigem Querschnitt gezogen wer<strong>de</strong>n.<br />
Rohrziehen:<br />
Auch hier wird <strong>de</strong>r Werkstoff durch eine Düse gezogen, das Ausgangsprodukt ist jedoch ein<br />
durch Walzen hergestelltes dickwandiges Rohr. Man unterschei<strong>de</strong>t drei verschie<strong>de</strong>ne<br />
Ziehverfahren, nämlich <strong>de</strong>n Hohlzug, <strong>de</strong>n Stopfenzug und <strong>de</strong>n Stangenzug.<br />
Beim Hohlzug wer<strong>de</strong>n keine Innenwerkzeuge eingesetzt, d.h. es wird lediglich <strong>de</strong>r<br />
Außendurchmesser vermin<strong>de</strong>rt, ohne dass die Wanddicke sich wesentlich verän<strong>de</strong>rt.<br />
Beim Stopfenzug wird <strong>de</strong>r Rohrrohling über <strong>de</strong>n Ziehstopfen geschoben, <strong>de</strong>r beim<br />
Ziehprozess als Innenwerkzeug dient. Dadurch bil<strong>de</strong>t sich ein Ringspalt, welcher <strong>de</strong>r<br />
gewünschten Rohrwanddicke entspricht.<br />
Beim Stangenzug wird in <strong>de</strong>n Rohrrohling eine Dornstange eingeschoben, die von <strong>de</strong>r<br />
Ziehzange erfasst und durch <strong>de</strong>n Ziehring hindurchgezogen wird.<br />
Zugdruckumformen: Tiefziehen<br />
Tiefziehen ist ein Zugdruckumformverfahren, das ebene Zuschnitte in Hohlkörper<br />
verwan<strong>de</strong>lt. Das Tiefziehwerkzeug besteht hauptsächlich aus Ziehstempel und Ziehring. Der<br />
ebene Zuschnitt (Ron<strong>de</strong>) wird durch <strong>de</strong>n Ziehstempel in die Öffnung <strong>de</strong>s Ziehringes gezogen.<br />
<strong>Seite</strong> 20 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
In vielen Fällen sind mehrere Züge zur Herstellung <strong>de</strong>s Werkstückes notwendig. Als<br />
Umformmaschinen wer<strong>de</strong>n Tiefziehpressen eingesetzt.<br />
Einfacher Ziehvorgang:<br />
Die zugeschnittene Blechscheibe (Ron<strong>de</strong>) mit <strong>de</strong>m Durchmesser D1 wird auf <strong>de</strong>n Ziehring<br />
gelegt. Nie<strong>de</strong>rhalter und Ziehstempel gehen nach unten. Der Nie<strong>de</strong>rhalter trifft dabei eher auf<br />
die Blechscheibe und klemmt sie an ihren Randpartien zwischen sich und <strong>de</strong>m Ziehring fest.<br />
Der danach auftreffen<strong>de</strong> Stempel mit <strong>de</strong>m Durchmesser D4 zieht das Blech durch die Öffnung<br />
<strong>de</strong>s Ziehrings, die <strong>de</strong>n Durchmesser D3 hat, hindurch. Dabei muß <strong>de</strong>r Blechwerkstoff über die<br />
Ziehkanten nachfließen. Der verbleiben<strong>de</strong> Blechrest (Flansch) wird mit wachsen<strong>de</strong>r Ziehtiefe<br />
ständig verringert und verschwin<strong>de</strong>t schließlich vollständig. Nach Beendigung <strong>de</strong>s<br />
Ziehvorgangs geht <strong>de</strong>r Ziehstempel wie<strong>de</strong>r nach oben in seine Ausgangsstellung zurück. Das<br />
völlig durchgezogene Werkstück fe<strong>de</strong>rt um einen geringen Betrag auf und schlägt <strong>de</strong>shalb am<br />
Ziehring an, <strong>de</strong>r jetzt als Abstreifer wirkt. Bei Ziehteilen mit verbleiben<strong>de</strong>m Flansch wirkt <strong>de</strong>r<br />
Nie<strong>de</strong>rhalter als Abstreifer, <strong>de</strong>r erst nach <strong>de</strong>m Stempel hochgeht und das Teil freigibt.<br />
Neben <strong>de</strong>m einfachen Ziehvorgang sind noch einige an<strong>de</strong>re Verfahren entwickelt wor<strong>de</strong>n:<br />
Ziehen mit Hilfsnie<strong>de</strong>rhalter:<br />
Beim Tiefziehen dünner Bleche und bei Anwendung großer Ziehradien kann <strong>de</strong>r Ron<strong>de</strong>nrand<br />
nach Erreichen <strong>de</strong>r Ziehkantenabrundung nicht mehr vom Nie<strong>de</strong>rhalter gegen <strong>de</strong>n Ziehring<br />
gedrückt wer<strong>de</strong>n.<br />
Durch Anordnung eines Hilfsnie<strong>de</strong>rhalters kann die Faltenbildung vermie<strong>de</strong>n wer<strong>de</strong>n. Bevor<br />
<strong>de</strong>r Ron<strong>de</strong>nrand aus <strong>de</strong>m Eingriffsgebiet <strong>de</strong>s Nie<strong>de</strong>rhalters heraustritt, taucht <strong>de</strong>r<br />
Hilfsnie<strong>de</strong>rhalter in die Matrize ein und bewirkt ein weiteres Nie<strong>de</strong>rdrücken <strong>de</strong>s Bleches.<br />
Ziehen mit Ziehwulst:<br />
Beim Tiefziehen unzylindrischer und flacher Hohlformen wird durch eine Ausbildung von<br />
Nie<strong>de</strong>rhalter und Ziehring, die eine Ziehwulst bil<strong>de</strong>n, eine Faltenbildung durch stetiges,<br />
wechselseitiges Biegen unterdrückt.<br />
Stülpziehen:<br />
Eine ähnliche Wirkung wie bei <strong>de</strong>r Anordnung einer Ziehwulst wird durch das Stülpziehen<br />
erreicht. Das bereits vorgezogene Teil wird über <strong>de</strong>n Ziehring gesteckt, <strong>de</strong>r bei<strong>de</strong>rseits<br />
abgerun<strong>de</strong>te Kanten hat. Durch <strong>de</strong>n nie<strong>de</strong>rgehen<strong>de</strong>n Ziehstempel wird <strong>de</strong>r Bo<strong>de</strong>n <strong>de</strong>s Napfes<br />
umgestülpt und <strong>de</strong>r ursprüngliche Napfdurchmesser verkleinert.<br />
Anwendungsbeispiele:<br />
Fahrzeugbau:<br />
Maschinenbau:<br />
Elektrotechnik:<br />
Haushaltsgerätebau:<br />
Emballagenfertigung:<br />
Rahmen-, Fahrgestell- und Karosserieteile<br />
Bö<strong>de</strong>n, Behälter, Gehäuse, Verkleidungen<br />
Gehäuse, Kappen, Verkleidungen, Geräteteile<br />
Teile für Waschmaschinen und Kühlschränke, Küchengeschirr<br />
=Verpackungen. Dosen aller Art, Fässer<br />
<strong>Seite</strong> 21 von 22
<strong>Zusammenfassung</strong> <strong>Fertigungstechnik</strong> <strong>–</strong> <strong>Heft</strong> 1<br />
Zugumformen:<br />
Unter Zugumformen versteht man das Umformen eines festen Körpers, wobei <strong>de</strong>r plastische<br />
Zustand hauptsächlich durch ein- o<strong>de</strong>r mehrachsige Zugbeanspruchung herbeigeführt wird. Es<br />
wird in Längen, Weiten und Tiefen unterglie<strong>de</strong>rt, wobei zu <strong>de</strong>n Tiefen die Verfahren<br />
Streckziehen und Hohlprägen gehören.<br />
Streckziehen:<br />
Dieses Verfahren dient zur Herstellung von Blechformteilen mit großen Abmessungen und<br />
Krümmungsradien, <strong>de</strong>ren Fertigung durch Tiefziehen nicht wirtschaftlich ist. Beim<br />
Streckziehen wird das Blechteil (Zuschnitt) fest eingespannt. Ein Stempel bewirkt die<br />
Verformung <strong>de</strong>s Bleches und beansprucht es auf Zug.<br />
Biegeumformen:<br />
Beim Biegen treten vorwiegend Zug- und Biegebeanspruchungen auf, wobei neben<br />
plastischen auch elastische Dehnungen <strong>de</strong>s Werkstoffes vorkommen, die sich als<br />
Rückfe<strong>de</strong>rung zeigen. Sie muß durch einen Korrekturfaktor bei <strong>de</strong>r Gestaltung <strong>de</strong>r Werkzeuge<br />
bzw. bei <strong>de</strong>r Einstellung berücksichtigt wer<strong>de</strong>n. Der Rückfe<strong>de</strong>rungswinkel ist von <strong>de</strong>r<br />
Blechdicke, <strong>de</strong>m Biegeradius und <strong>de</strong>r Art <strong>de</strong>s Werkstoffes abhängig. Man unterschei<strong>de</strong>t, ob<br />
die Biegeumformung mit geradliniger o<strong>de</strong>r drehen<strong>de</strong>r Werkzeugbewegung abläuft.<br />
Gesenkbiegen:<br />
Das Werkzeug besteht aus einem Oberteil (Stempel) und einem Unterteil (Gesenk). Beim<br />
Gesenkbiegen wird das Werkstück mittels Stempel so gegen das Gesenk gebogen, bis <strong>de</strong>r<br />
entsprechen<strong>de</strong> Öffnungswinkel erreicht ist.<br />
Schwenkbiegen, Abkanten und Rundbiegen:<br />
Schwenbiegen: Das zwischen Ober- und Unterwange eingespannte Blech wird durch die<br />
schwenkbare Biegewanne um <strong>de</strong>n gewünschten Winkel gebogen.<br />
Beim Abkanten liegt das Blech auf <strong>de</strong>r Biegeleiste und wird durch <strong>de</strong>n Biegestempel<br />
umgeformt.<br />
Beim Rundbiegen ergeben sich durch Verstellen <strong>de</strong>r Oberwalze verschie<strong>de</strong>n Biegeradien<br />
Bör<strong>de</strong>ln, Sicken und Profilieren:<br />
Das Bör<strong>de</strong>ln dient zum Umbiegen <strong>de</strong>s Ran<strong>de</strong>s von Blechteilen.<br />
Beim Sicken wer<strong>de</strong>n Ausbauchungen im Blech erzeugt, die zur Versteifung <strong>de</strong>s Bleches<br />
führen.<br />
Beim Profilieren erhält <strong>de</strong>r Blechstreifen durch die Konturen <strong>de</strong>r Walzen seine Endform.<br />
<strong>Seite</strong> 22 von 22

