Multi-Drill Bohrer Katalog
Multi-Drill Bohrer Katalog
Multi-Drill Bohrer Katalog

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
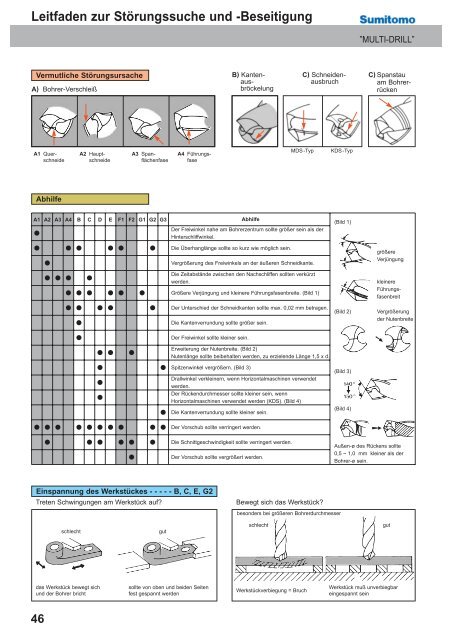
Leitfaden zur Störungssuche und -Beseitigung<br />
”MULTI-DRILL”<br />
Vermutliche Störungsursache<br />
A) <strong>Bohrer</strong>-Verschleiß<br />
B) Kantenausbröckelung<br />
C) Schneidenausbruch<br />
C) Spanstau<br />
am <strong>Bohrer</strong>rücken<br />
A1 Querschneide<br />
A2 Hauptschneide<br />
A3 Spanflächenfase<br />
A4 Führungsfase<br />
MDS -Typ<br />
KDS -Typ<br />
Abhilfe<br />
A1 A2 A3 A4 B C D E F1 F2 G1 G2 G3<br />
"<br />
" " " " " "<br />
"<br />
" " " "<br />
" " " " " "<br />
" " " " "<br />
"<br />
Abhilfe<br />
Der Freiwinkel nahe am <strong>Bohrer</strong>zentrum sollte größer sein als der<br />
Hinterschliffwinkel.<br />
Die Überhanglänge sollte so kurz wie möglich sein.<br />
Vergrößerung des Freiwinkels an der äußeren Schneidkante.<br />
Die Zeitabstände zwischen den Nachschliffen sollten verkürzt<br />
werden.<br />
Größere Verjüngung und kleinere Führungsfasenbreite. (Bild 1)<br />
Der Unterschied der Schneidkanten sollte max. 0,02 mm betragen.<br />
Die Kantenverrundung sollte größer sein.<br />
(Bild 1)<br />
(Bild 2)<br />
größere<br />
Verjüngung<br />
kleinere<br />
Führungsfasenbreit<br />
Vergrößerung<br />
der Nutenbreite<br />
"<br />
Der Freiwinkel sollte kleiner sein.<br />
" " "<br />
" "<br />
"<br />
"<br />
"<br />
" " " " " " " " " "<br />
" " " " " "<br />
"<br />
Erweiterung der Nutenbreite. (Bild 2)<br />
Nutenlänge sollte beibehalten werden, zu erzielende Länge 1,5 x d.<br />
Spitzenwinkel vergrößern. (Bild 3)<br />
Drallwinkel verkleinern, wenn Horizontalmaschinen verwendet<br />
werden.<br />
Der Rückendurchmesser sollte kleiner sein, wenn<br />
Horizontalmaschinen verwendet werden (KDS). (Bild 4)<br />
Die Kantenverrundung sollte kleiner sein.<br />
Der Vorschub sollte verringert werden.<br />
Die Schnittgeschwindigkeit sollte verringert werden.<br />
Der Vorschub sollte vergrößert werden.<br />
(Bild 3)<br />
(Bild 4)<br />
Außen-ø des Rückens sollte<br />
0,5 ~ 1,0 mm kleiner als der<br />
<strong>Bohrer</strong>-ø sein.<br />
Einspannung des Werkstückes - - - - - B, C, E, G2<br />
Treten Schwingungen am Werkstück auf?<br />
Bewegt sich das Werkstück?<br />
besonders bei größeren <strong>Bohrer</strong>durchmesser<br />
schlecht<br />
gut<br />
schlecht<br />
gut<br />
das Werkstück bewegt sich<br />
und der <strong>Bohrer</strong> bricht<br />
sollte von oben und beiden Seiten<br />
fest gespannt werden<br />
Werkstückverbiegung = Bruch<br />
Werkstück muß unverbiegbar<br />
eingespannt sein<br />
46