Saubere und effiziente Lösung - Leister
Saubere und effiziente Lösung - Leister
Saubere und effiziente Lösung - Leister

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Success Story, No 1/09 / GER Februar 2009<br />
Laserdurchstrahlschweißen an einer Infusionspumpe<br />
<strong>Saubere</strong> <strong>und</strong> <strong>effiziente</strong> <strong>Lösung</strong><br />
In der Medizintechnik werden immer mehr Kunststoffanwendungen<br />
eingesetzt. Kunststoffe spielen außer bei<br />
Einwegartikeln zunehmend auch bei hochwertigen<br />
Systemen eine Rolle. Die Weiterentwicklung von bestehenden<br />
Produkten hat immer häufiger zum Ziel, nicht<br />
nur Kosten zu sparen, sondern für den Patienten auch<br />
komfortabler <strong>und</strong> sicherer zu sein. Dieser Trend ist<br />
auch in kostengünstigen ambulanten Therapiesystemen<br />
zu beobachten. Diese können dem Patienten dadurch<br />
bei gleichzeitig geringeren Behandlungskosten Mobilität<br />
<strong>und</strong> Sicherheit gewährleisten. Die RowePump Infusionspumpe<br />
der RoweMed AG, welche mittels Laserstrahlung<br />
mit einem <strong>Leister</strong>-Lasersystem vom Typ<br />
Novolas WS gefügt wird, erfüllt all diese Kriterien.<br />
Das Produkt<br />
Die RowePump ist eine zum Patent angemeldete, physikalisch<br />
angetriebene Infusionspumpe. Sie dient zur Verabreichung<br />
von kritischen Medikamenten <strong>und</strong> ist weltweit die<br />
erste Infusionspumpe, die ohne zusätzlichen elektrischen<br />
Antrieb eine Flowratenkonstantregelung enthält. Sie verbindet<br />
Funktion, Sicherheit, Komfort <strong>und</strong> Mobilität für den<br />
Patienten <strong>und</strong> kann bei intravenösen <strong>und</strong> subkutanen Infusionen<br />
eingesetzt werden. Das breite Einsatzfeld der<br />
RowePump reicht von der Onkologie, Schmerztherpie,<br />
über die Verabreichung von Antibiotika, Kortikoide, Hormone,<br />
Antiepileptika, Spasmolytika, bis hin in den Bereich der<br />
Kardiologie.<br />
Die robuste Pumpe gibt es mit unterschiedlichen Füllungsvolumina<br />
<strong>und</strong> kann je nach Anwendungsgebiet mit Flowraten<br />
von 0.5 ml/h bis 25 ml/h betrieben werden.<br />
Herausragend ist die Flowratenkonstanz mit Abweichungen<br />
von nur ±5% während der gesamten Verabreichungszeit.<br />
Ein weiterer positiver Aspekt ist das geringe Medikamentenrestvolumen<br />
von < 1ml. All diese für den Mediziner wie<br />
auch für den Patienten positiven Aspekte beruhen auf einer<br />
ausgereiften Konstruktion, der Auswahl geeigneter Werkstoffe<br />
<strong>und</strong> Additive sowie den exakten <strong>und</strong> gut aufeinander<br />
abgestimmten Fertigungsprozessen. Um die erforderliche<br />
hohe Genauigkeit zu erreichen, muss der Fügeprozess insbesondere<br />
an den für die Dosierung besonders wichtigen<br />
Teilen hohen Anforderungen genügen. Das Laserdurchstrahlschweißen<br />
mit seiner berührungslosen <strong>und</strong> exakt<br />
dosierbaren Energieeinbringung bietet sich hier als Fügeverfahren<br />
an.<br />
Das Fügeverfahren<br />
Das Laserdurchstrahlschweißen von Kunststoffen konnte<br />
sich in den letzten Jahren als Fügeverfahren in der industriellen<br />
Kunststoffverarbeitung etablieren. Auch in der<br />
Medizintechnik kommt es mehr <strong>und</strong> mehr zum Einsatz.<br />
Beim Laserdurchstrahlschweißen wird ein Bauteil, welches<br />
für die Laserstrahlung des Diodenlasers durchlässig ist, mit<br />
einem die Laserstrahlung absorbierenden Bauteil gefügt.<br />
Die Bauteile werden vor dem Schweißen mittels einer<br />
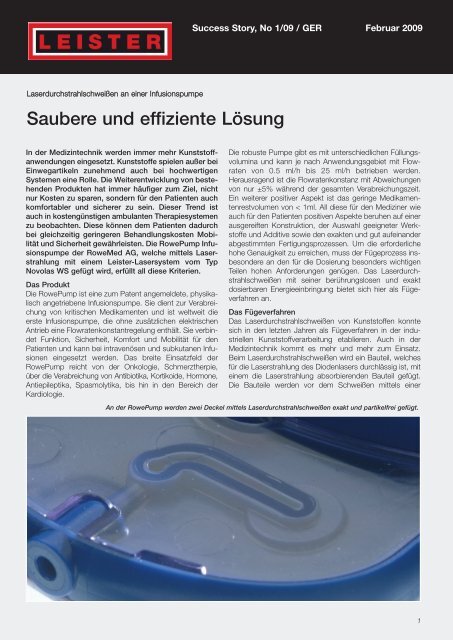
An der RowePump werden zwei Deckel mittels Laserdurchstrahlschweißen exakt <strong>und</strong> partikelfrei gefügt.<br />
1
Spannvorrichtung in Kontakt gebracht. Der Laserstrahl durchdringt<br />
das transparente Bauteil <strong>und</strong> wird im Fügepartner<br />
absorbiert. Die Laserenergie wird in Wärme umgewandelt.<br />
Durch Wärmeleitung wird nicht nur das absorbierende<br />
Bauteil sondern auch das transparente Bauteil exakt in der<br />
Fügezone aufgeschmolzen. Beim Abkühlen entsteht<br />
dadurch unter dem durch die Spannvorrichtung aufgebrachte<br />
Fügedruck eine feste Schweißnaht.<br />
Prozessauswahl <strong>und</strong> -optimierung<br />
Bei der RowePump sind die Anforderungen an die Schweißnaht<br />
hoch. Als Werkstoff kommt ein speziell für medizintechnische<br />
Anwendungen optimiertes Polycarbonat zum<br />
Einsatz. Das Gehäusemittelteil ist gemäß den Designvorgaben<br />
blau eingefärbt. Auf dieses Teil wird von jeder Seite<br />
je ein transparenter Deckel geschweißt. Die Bauteile müssen<br />
einem Innendruck von bis zu 4 bar standhalten. Nicht<br />
zuletzt aufgr<strong>und</strong> der hohen Hygieneanforderungen des direkt<br />
beim Patienten anzuwendenden Geräts <strong>und</strong> der integrierten<br />
Mikrokanäle mit Durchmessern im >10 µm Bereich, müssen<br />
die Schweißungen absolut partikelfrei erfolgen. Da sich diese<br />
Mikrokanäle in unmittelbarer Nähe der Schweißnaht befindlichen,<br />
ist eine große Präzision in der Energieeinbringung<br />
gefordert. Ferner soll die Zykluszeit möglichst kurz sein. Bei<br />
der Evaluation nach einem Fügeverfahren, welches all diese<br />
Auf einem <strong>Leister</strong>-Lasersystem vom Typ Novolas WS werden<br />
die Deckel der RowePump geschweißt.<br />
Bedingungen erfüllt, hat sich schnell das Laserdurchstrahlschweißen<br />
als geeignet herauskristallisiert.<br />
Doch einfach war die <strong>Lösung</strong> nicht. Erste Vorversuche waren<br />
ernüchternd. Die Eindringtiefe der ausgewählten Laserstrahlung<br />
war im blau eingefärbten Material zu hoch. Es<br />
wurde zu tief aufgeschmolzen <strong>und</strong> weder die geforderte<br />
Maßhaltigkeit noch die Festigkeit konnten erreicht werden.<br />
An dieser Stelle begann eine intensive Zusammenarbeit<br />
zwischen Treffert Polymertechnologie, dem Lasersystemhersteller<br />
<strong>Leister</strong> <strong>und</strong> dem Endk<strong>und</strong>en RoweMed.<br />
Die Aufgabe war es, eine Farbe mit Funktion zu entwickeln.<br />
Diese muss zum einen dem Blau der Firmenfarbe des K<strong>und</strong>en<br />
entsprechen, des weiteren den hohen Anforderungen<br />
der Medizintechnik standhalten, die mechanischen Eigenschaften<br />
des Kunststoffes nicht beeinflussen <strong>und</strong> zusätzlich<br />
eine optimale Absorption der Laserenergie in der Bauteiloberfläche<br />
ermöglichen.<br />
Kunststoffe lassen im Allgemeinen das Licht im NIR-<br />
Bereich je nach Polymertyp bis zu 95% ungehindert passieren.<br />
Erst durch den Zusatz von Additiven <strong>und</strong>/oder<br />
Farbmitteln wird eine Absorption der Energie <strong>und</strong> somit ein<br />
Aufschmelzen des Kunststoffes erreicht.<br />
Zur Ermittlung der optimalen Rezeptur wurde zuerst eine<br />
Entwicklung mit einer Absorption bei 980 nm durchgeführt.<br />
Es wurde jedoch eine zu geringe Oberflächenabsorption erzielt.<br />
Zur Verbesserung der Absorption wurde eine Rezeptur mit<br />
sdfsdf<br />
einem Absorptionsmaximum bei 1064 nm erstellt. Die erreichte<br />
Farbstellung entsprach allerdings nicht den Vorstellungen<br />
des K<strong>und</strong>en. Der optimale Farbton mit dem benötigten<br />
Absorptionsverhalten wurde mit einer niedrigeren<br />
Absorptionswellenlänge erreicht. Um eine gleichmäßige<br />
Verteilung des Absorbers in der Kunststoffmatrix sicher zu<br />
stellen, wurde ein Compo<strong>und</strong> produziert. Treffert kann auf<br />
eine jahrelange Erfahrung bei der Entwicklung von lasertransparenten<br />
<strong>und</strong> laserabsorbierenden Farben zurückgreifen,<br />
die auch in diesem Fall zu einer erfolgreichen <strong>Lösung</strong><br />
beigetragen hat. Im nächsten Schritt galt es, Spaltmaße<br />
zwischen den zu schweißenden Bauteilen zu vermeiden,<br />
die sonst den Schweißprozess stark beeinträchtigen würden.<br />
Durch Optimierung des Werkzeuges <strong>und</strong> des Spritzgussprozesses<br />
konnten Einfallstellen, die Spalte > 0,1 mm<br />
verursachen, eliminiert werden.<br />
Das Lasersystem in der Fertigung<br />
Das Fügen der verschiedenen Bauteile der RowePump mittels<br />
Laserdurchstrahlschweißen wird auf einem Lasersystem<br />
des Schweizer Unternehmens <strong>Leister</strong> Process Technologies<br />
durchgeführt. Es kommt ein System der Baureihe Novolas<br />
WS (Workstation) zum Einsatz. Das Fertigungssystem ist<br />
mit einem Diodenlaser mit 50 W Ausgangsleistung <strong>und</strong> der<br />
für den Absorber geeigneten Wellenlänge ausgestattet. Es<br />
beinhaltet zwei Linearachsen mit einem Verfahrweg von<br />
jeweils 250 mm, welche die Relativbewegung zwischen<br />
Laser-strahl <strong>und</strong> Bauteil ausführen.<br />
Für die zu produzierende Stückzahl von 200’000 bis<br />
400’000 Teilen pro Jahr ist eine Standard-Workstation, in<br />
der Ausführung als Handarbeitsplatz bestens geeignet. Die<br />
2
Success Story, No 1/09 / GER<br />
Bauteile werden manuell bestückt <strong>und</strong> entnommen. Der<br />
eigentliche Schweißprozess erfolgt im lasersicher geschlossenen<br />
Bearbeitungsraum der Maschine automatisch.<br />
Die Spannvorrichtung ist doppelt ausgelegt. Zwei Bauteile<br />
können unabhängig voneinander gespannt werden. Auf dem<br />
einen Teil wird das Oberteil, auf dem anderen das Unterteil<br />
angedrückt. Es befinden sich also immer zwei Teile in der<br />
Maschine. Bei jedem Schweißzyklus werden je ein Oberteil<br />
auf ein Mittelteil <strong>und</strong> ein Unterteil auf dieses bereits gefügte<br />
Ensemble geschweißt. Dieser Ablauf gewährleistet, dass mit<br />
jedem Zyklus ein beidseitig geschweißtes Bauteil der<br />
Maschinen entnommen werden kann, ohne die Maschine<br />
umrüsten zu müssen. Ferner liegen nur komplett geschweißte<br />
Teile vor, so dass eine Zwischenlagerung von «halbgeschweißten»<br />
Bauteilen entfällt.<br />
Um dem Bediener die Arbeit zu erleichtern <strong>und</strong> einen sicheren<br />
Prozessablauf zu gewährleisten, ist die Maschine mit<br />
weiteren Features ausgestattet: Die Bauteilaufnahmen in<br />
den Spannvorrichtungen sind jeweils überwacht, so dass<br />
die Anwesenheit <strong>und</strong> richtige Positionierung der<br />
Bauteile detektiert wird. Die Bestückungsöffnung<br />
ist mit einem Lichtvorhang ausgestattet. So wird<br />
erkannt, wann der Bediener den Bestückungsvorgang<br />
abgeschlossen hat. Der Prozess wird<br />
dann automatisch gestartet. Ein zusätzliches<br />
manuelles Startsignal – wie beispielsweise ein<br />
Tastendruck – kann also entfallen.<br />
Durch die so erzielte Zykluszeit ist die Maschine<br />
bei der angestrebten Stückzahl zu etwa 50%<br />
ausgelastet. Die freie Kapazität kann durch den<br />
Ausbau der Produktion oder das Schweißen<br />
von anderen Bauteilen genutzt werden. Denkbar<br />
ist für RoweMed auch, die Auslastung des Laserschweißsystems<br />
durch Lohnarbeit für weitere<br />
Firmen zu erhöhen.<br />
Fazit<br />
Laserdurchstrahlschweißen von thermoplastischen Kunststoffen<br />
etabliert sich mehr <strong>und</strong> mehr bei Anwendungen aus<br />
der Medizintechnik. Die Restriktionen bezüglich der Einfärbung<br />
entfallen durch immer effektivere Absorber <strong>und</strong> verbesserte<br />
Farbsysteme. Die Lasersysteme werden leistungsfähiger<br />
<strong>und</strong> gleichzeitig preiswerter, neue Fügekonzepte<br />
erweitern die Anwendungsbereiche. Die Anwender<br />
können sich Vorteile wie die hohe Präzision der Schweißnaht<br />
sowie des sauberen <strong>und</strong> partikelfreien Fügeprozesses<br />
zunutze machen, ohne Abstriche hinsichtlich der anderen<br />
Nahteigenschaften wie bspw. der Festigkeit hinnehmen zu<br />
müssen. Durch eine Zusammenarbeit von Anwendern,<br />
Masterbatch/Compo<strong>und</strong>-Lieferant sowie Lasersystemherstellern<br />
bereits in frühen Projektphasen können für viele<br />
Anwendungen wirtschaftliche <strong>und</strong> qualitativ hochwertige<br />
<strong>Lösung</strong> effizient gef<strong>und</strong>en <strong>und</strong> umgesetzt werden.<br />
Die Infusionspumpe RowePump der RoweMed AG.<br />
(Originalgrösse: 100 x 60 x 20 mm)<br />
Autoren:<br />
Dipl.-Ing. Oliver Hinz, Produktmanager Lasersysteme, <strong>Leister</strong> Process Technologies, Kägiswil/Schweiz<br />
oliver.hinz@leister.com<br />
Dipl.-Ing. Nadia Einnolf, Produktmanagerin, RoweMed AG, Parchim/Deutschland<br />
nadia.einnolf@rowemed.de<br />
Dr. Sibylle Glaser, Leitung Entwicklung, Treffert GmbH & Co.KG, Bingen/Deutschland<br />
sibylle.glaser@treffert.org<br />
3
®<br />
Headquarters:<br />
<strong>Leister</strong> Process Technologies<br />
Galileo-Strasse 10<br />
6056 Kaegiswil/Switzerland<br />
phone: +41 41 662 74 74<br />
fax: +41 41 662 74 16<br />
leister@leister.com<br />
www.leister.com<br />
<strong>Leister</strong> Process Technologies ist ISO 9001:2000 zertifiziert.<br />
<strong>Leister</strong> Technologies LLC<br />
Itasca, IL, USA<br />
<strong>Leister</strong> Technologies GmbH<br />
Aachen, Germany<br />
<strong>Leister</strong> Process Technologies<br />
Headquarters and Manufacturing<br />
Sarnen, Switzerland<br />
<strong>Leister</strong> Technologies Ltd.<br />
Shanghai, China<br />
Unser dichtes Netzwerk umfasst über 120 Verkaufs- <strong>und</strong> Servicestellen in mehr als 60 Ländern.<br />
Success Story, No 1/09 / GER Februar 2009<br />
© Copyright by <strong>Leister</strong><br />
4