

ENR-12EGSL-DE - HT
ENR-12EGSL-DE - HT
ENR-12EGSL-DE - HT

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
EVD <strong>ENR</strong>-<strong>12EGSL</strong> Flexproof AF-1200/1201 Familie PM-02/04/06 Familie 28.04.2011 Seite 1<br />
Endverbindungsdatenblatt<br />
<strong>ENR</strong>-<strong>12EGSL</strong> (XVT-2334)<br />
Produktcode:<br />
<strong>ENR</strong>-<strong>12EGSL</strong><br />
Produktgruppe:<br />
Extraline Prozessbänder<br />
Endverbindungssystem: Flexproof<br />
Kontakt:<br />
Hans Ramseyer<br />
Ausgabedatum: 28.04.2011<br />
Ersetzt Ausgabe vom: 14.09.2009<br />
Status des Datenblattes:<br />
Produktstatus:<br />
Master<br />
Released<br />
Wichtig<br />
Endverbinden ist auch mit anderen Habasit-Vorrichtungen und Apparaten möglich.<br />
Einstelldaten aus den entsprechenden Bedienungsanleitungen entnehmen.<br />
Vor dem Ausführen der ersten Endverbindung die Bedienungsanleitungen der verwendeten<br />
Apparate sorgfältig lesen.<br />
Alle Angaben sind approximative Werte und unter den folgenden gleichmässigen klimatischen<br />
Bedingungen bestimmt:<br />
o 23 °C/73 °F, 50 % relative Feuchtigkeit (DIN 50005/ISO 554),<br />
o Betriebsspannung 225 - 235 V / 105 – 115 V.<br />
o Jede Abweichung von diesen Bedingungen erfordert eine Anpassung von Temperatur<br />
und/oder Zeit und/oder Druck.<br />
Bei weiteren Fragen bitte die für Ihre Region zuständige Habasit Niederlassung kontaktieren.<br />
DAS BAND 180 MM LÄNGER (FINGERLÄNGE+ 2 X 50 MM EXTRA) ZUSCHNEI<strong>DE</strong>N ALS DIE<br />
VORGESEHENE ENDLOSE BANDLÄNGE (siehe unten).<br />
Vorbereitung<br />
Gummierte Kantenversiegelung aus dem Gewebe im Schmelzbereich der Folie entfernen.<br />
Mit einem Pinsel Aceton auftragen und den Gummi 90mm breit und 45 mm vom Bandende<br />
beginnend entfernen. Dies an beiden Bandenden der geschnittenen Bandlänge durchführen.<br />
Exaktes Abwickeln<br />
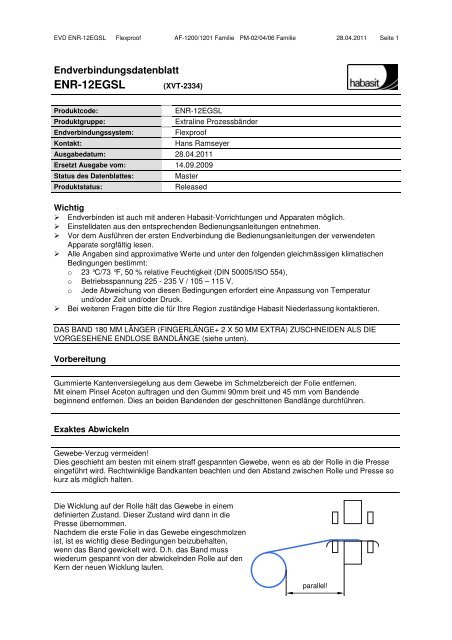
Gewebe-Verzug vermeiden!<br />
Dies geschieht am besten mit einem straff gespannten Gewebe, wenn es ab der Rolle in die Presse<br />
eingeführt wird. Rechtwinklige Bandkanten beachten und den Abstand zwischen Rolle und Presse so<br />
kurz als möglich halten.<br />
Die Wicklung auf der Rolle hält das Gewebe in einem<br />
definierten Zustand. Dieser Zustand wird dann in die<br />
Presse übernommen.<br />
Nachdem die erste Folie in das Gewebe eingeschmolzen<br />
ist, ist es wichtig diese Bedingungen beizubehalten,<br />
wenn das Band gewickelt wird. D.h. das Band muss<br />
wiederum gespannt von der abwickelnden Rolle auf den<br />
Kern der neuen Wicklung laufen.<br />
parallel!
EVD <strong>ENR</strong>-<strong>12EGSL</strong> Flexproof AF-1200/1201 Familie PM-02/04/06 Familie 28.04.2011 Seite 2<br />
Vorpressen<br />
Um für das Flexproof-Verfahren ausreichend Thermoplast zu haben und das offene Gewebe für das<br />
Fingerstanzen vorzubereiten wird VORAB Folie in den Stanzbereich eingeschmolzen.<br />
Pressen-Temperatur: 180 °C<br />
355 °F<br />
Druckeinstellung:<br />
3 bar<br />
43.5 psi<br />
Presszeit:<br />
5 min<br />
Oben und unten<br />
1. Schritt<br />
Oben<br />
8<br />
Heizplatte oben<br />
7 Wärmeausgleichsblech oben<br />
6 Teflon<br />
5 Schmelzfolie <strong>ENR</strong>S-9<strong>HT</strong><br />
4 1. Bandende (Transportseite nach oben)<br />
3 Teflon<br />
2 Wärmeausgleichsblech unten<br />
1 Heizplatte unten<br />
Unten<br />
Erläuterungen zum<br />
Heisspressen<br />
WIC<strong>HT</strong>IG: Streifen eines Faltschachtelriemens oder ähnliches<br />
Produkt zwischen den Klemmbalken und dem Band einlegen, um ein<br />
Verrutschen während des Pressens zu vermeiden.<br />
Erläuterungen zum<br />
Heisspressen:<br />
BEMERKUNG: Folien jeweils 45 mm von den Bandenden plazieren.<br />
Diese Zusatzlänge ist notwendig, um das Band beim Fingerstanzen<br />
richtig zu spannen.
EVD <strong>ENR</strong>-<strong>12EGSL</strong> Flexproof AF-1200/1201 Familie PM-02/04/06 Familie 28.04.2011 Seite 3<br />
2. Schritt<br />
Oben<br />
8<br />
Heizplatte oben<br />
7 Wärmeausgleichsblech oben<br />
6 Teflon<br />
5 Schmelzfolie <strong>ENR</strong>S-9<strong>HT</strong><br />
4 2. Bandende (Transportseite nach oben)<br />
3 Teflon<br />
2 Wärmeausgleichsblech unten<br />
1 Heizplatte unten<br />
Untern<br />
Erläuterungen zum<br />
Heisspressen<br />
WIC<strong>HT</strong>IG: Streifen eines Faltschachtelriemens oder ähnliches<br />
Produkt zwischen den Klemmbalken und dem Band einlegen, um ein<br />
Verrutschen während des Pressens zu vermeiden.<br />
Erläuterungen zum<br />
Heisspressen:<br />
BEMERKUNG: Folien jeweils 45 mm von den Bandenden plazieren.<br />
Diese Zusatzlänge ist notwendig, um das Band beim Fingerstanzen<br />
richtig zu spannen.
EVD <strong>ENR</strong>-<strong>12EGSL</strong> Flexproof AF-1200/1201 Familie PM-02/04/06 Familie 28.04.2011 Seite 4<br />
Finger Stanzen<br />
WIC<strong>HT</strong>IG: Faltschachtelriemen oder ähnliches Produkt zwischen den Klemmbalken und dem Band<br />
einlegen (gesamte Fläche), um ein Verrutschen während des Stanzens zu vermeiden.<br />
Stanzvorrichtung:<br />
Abmessungen<br />
AF-1200/1201 Familie<br />
A<br />
mm in.<br />
A 20 0.79<br />
B 80 3.15<br />
B<br />
Heften der Endverbindung und Aufbringen der Schmelzfolie<br />
Verwendete Schmelzfolie: <strong>ENR</strong>S-9<strong>HT</strong><br />
Eine Schmelzfolie wurde vor dem Fingerstanzen<br />
in das Band eingeschmolzen.<br />
Beim Endverbinden wird ein zusätzlicher<br />
Folienstreifen aufgelegt. Dieser dient dazu, das<br />
Folienmaterial in den Schweissspalt zu pressen.<br />
> Folienstreifen von 20 mm Breite vorbereiten.<br />
> Dieser Streifen muss 25 mm länger sein als das<br />
Band breit.<br />
> Bandenden zusammenfügen und Finger<br />
einpassen.<br />
20 mm<br />
¾ ‘‘<br />
> Bandenden mit einem Lötkolben heften.<br />
> Schmelzfolie in der Mitte über den<br />
Endverbindungsbereich legen und anheften<br />
(siehe Abbildung).<br />
Der Folienstreifen muss über die Bandkante<br />
herausragen. Das überschüssige Material dient<br />
zum Verschweissen der Bandkante.
EVD <strong>ENR</strong>-<strong>12EGSL</strong> Flexproof AF-1200/1201 Familie PM-02/04/06 Familie 28.04.2011 Seite 5<br />
Heisspressen<br />
Heisspressvorrichtung:<br />
Einstellwerte<br />
Temperatur oben: 180 °C<br />
355 °F<br />
Temperatur unten: 180 °C<br />
355 °F<br />
Pressdruck:<br />
3 bar<br />
43.5 psi<br />
Presszeit:<br />
5 min<br />
PM-02/04/06 Familie<br />
Einlagen<br />
Oben<br />
10 Heizplatte oben<br />
9 Wärmeausgleichsblech oben<br />
8 Teflon<br />
7 Schmelzfolie <strong>ENR</strong>S-9<strong>HT</strong>, 20 mm breit<br />
6 Band/Riemen (Transportseite nach oben)<br />
3 Teflon<br />
2 Wärmeausgleichsblech unten<br />
1 Heizplatte unten<br />
Unten<br />
Erläuterungen zum<br />
Heisspressen<br />
WIC<strong>HT</strong>IG: Streifen eines Faltschachtelriemens oder ähnliches<br />
Produkt zwischen den Klemmbalken und dem Band einlegen, um ein<br />
Verrutschen während des Pressens zu vermeiden.<br />
Erläuterungen zum<br />
Heisspressen<br />
BEMERKUNG: Bandränder müssen nach Entnehmen aus der<br />
Presse gesäubert werden.<br />
Endverbinden ist auch mit anderen Habasit-Vorrichtungen und Apparaten möglich. Einstelldaten<br />
aus den entsprechenden Bedienungsanleitungen entnehmen.<br />
Bitte die für Ihre Region zuständige Habasit Niederlassung kontaktieren.
EVD <strong>ENR</strong>-<strong>12EGSL</strong> Flexproof AF-1200/1201 Familie PM-02/04/06 Familie 28.04.2011 Seite 6<br />
Produktehaftpflicht / Bemerkungen zur Anwendung<br />
Wird die korrekte Auswahl und Anwendung der Habasit-Produkte nicht von einem autorisierten<br />
Habasit-Verkaufsspezialisten empfohlen, ist der Kunde für die korrekte Auswahl und Anwendung der<br />
Habasit-Produkte verantwortlich, einschliesslich des damit verbundenen Bereichs der<br />
Produktsicherheit.<br />
Alle Angaben / Informationen haben empfehlenden Charakter; sie werden als zuverlässig erachtet, für<br />
ihre Richtigkeit oder Eignung für besondere Anwendungsarten werden jedoch keinerlei<br />
Zusicherungen abgegeben oder Garantien oder Verpflichtungen übernommen. Die hier gemachten<br />
Angaben basieren auf Laborversuchen unter Standardbedingungen mit Einrichtungen für Tests im<br />
kleinen Massstab, die nicht unbedingt den Produktionsbedingungen bei industrieller Anwendung<br />
entsprechen. Neue Erkenntnisse und Erfahrungen können zu kurzfristigen Änderungen ohne<br />
Vorankündigung führen.<br />
DA DIE HABASIT UND IHRE TOC<strong>HT</strong>ERGESELLSCHAFTEN KEINEN EINFLUSS AUF DIE<br />
GEBRAUCHSBEDINGUNGEN HABEN, KÖNNEN WIR KEINERLEI HAFTUNG ÜBERNEHMEN WAS<br />
DIE EIGNUNG UND GEBRAUCHSFÄHIGKEIT <strong>DE</strong>R HIER ERWÄHNTEN PRODUKTE BETRIFFT.<br />
DIES GILT AUCH FÜR DIE PRODUKTIONS-ERGEBNISSE / DIE PRODUKTIONSMENGE / DIE<br />
FABRIKATION VON WAREN SOWIE FÜR MÖGLICHE MÄNGEL, SCHÄ<strong>DE</strong>N, FOLGESCHÄ<strong>DE</strong>N<br />
UND WEITERGEHEN<strong>DE</strong> AUSWIRKUNGEN.
