Grünendick, T.: Thermisches Spritzen in der Luftfahrtindustrie
Grünendick, T.: Thermisches Spritzen in der Luftfahrtindustrie
Grünendick, T.: Thermisches Spritzen in der Luftfahrtindustrie

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
IMW - Institutsmitteilung Nr. 23 (1998) 39<br />
<strong>Thermisches</strong> <strong>Spritzen</strong> <strong>in</strong> <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
Grünendick, T.<br />
Thermische Spritzschichten s<strong>in</strong>d heute bei <strong>der</strong> Gestaltung,<br />
Fertigung und Reparatur von Flugtriebwerken<br />
unverzichtbar. Sie erfüllen die ökologischen<br />
und ökonomischen Anfor<strong>der</strong>ungen bei gleichzeitiger<br />
hoher Zuverlässigkeit. Der Artikel gibt e<strong>in</strong>en<br />
Überblick über die <strong>in</strong> <strong>der</strong> Luftfahrt<strong>in</strong>dustrie angewendeten<br />
thermischen Spritzverfahren.<br />
Thermal-spray coat<strong>in</strong>gs are <strong>in</strong>dispensable <strong>in</strong> the<br />
design, manufacture and repair of numerous components<br />
of aero-eng<strong>in</strong>es. In most cases they meet<br />
the demands regard<strong>in</strong>g economical and ecological<br />
requirements as well as for operational dependability.<br />
This article gives a general prospect of the<br />
most frequently used applications of thermally<br />
sprayed coat<strong>in</strong>gs <strong>in</strong> the aircraft <strong>in</strong>dustry.<br />
Mit <strong>der</strong> E<strong>in</strong>führung <strong>der</strong> Strahltriebwerke <strong>in</strong> den<br />
60iger Jahren und <strong>der</strong> Weiterentwicklung <strong>der</strong><br />
Spritzverfahren wurden thermische Schutzschichten<br />
<strong>in</strong> <strong>der</strong> Luftfahrt <strong>in</strong>dustriell e<strong>in</strong>gesetzt. Der Erfolg<br />
<strong>der</strong> thermischen Spritzschichten war <strong>in</strong> ke<strong>in</strong>er an<strong>der</strong>en<br />
Branche während <strong>der</strong> Markte<strong>in</strong>führung so<br />
groß wie hier.<br />
2 Thermische Spritzverfahren<br />
Das thermische <strong>Spritzen</strong> ist e<strong>in</strong> Beschichtungsverfahren,<br />
bei dem <strong>der</strong> Spritzzusatz (Pulver o<strong>der</strong><br />
Draht; Metall o<strong>der</strong> Keramik) kont<strong>in</strong>uierlich geschmolzen<br />
und mit entsprechen<strong>der</strong> Geschw<strong>in</strong>digkeit<br />
auf die Werkstoffoberfläche geschleu<strong>der</strong>t wird.<br />
1 E<strong>in</strong>führung<br />
Die Grundidee des thermischen <strong>Spritzen</strong>s ist auf<br />
die Beobachtung von M. Schoop um die Jahrhun<strong>der</strong>twende<br />
zurückzuführen. Beim Schießen mit<br />
Bleikugeln prallten mehrere Geschosse gegen e<strong>in</strong>e<br />
Mauer und blieben als plattgedrückte Bleimassen<br />
haften. Teilweise schlugen die Kugeln dicht nebene<strong>in</strong>an<strong>der</strong><br />
auf und bildeten Vere<strong>in</strong>igungen, die e<strong>in</strong>er<br />
Verschweissung glichen.<br />
Auf <strong>der</strong> Grundlage dieser Beobachtungen entwikkelte<br />
<strong>der</strong> Schweizer Ingenieur Schoop e<strong>in</strong>e Metallspritzpistole<br />
(1913), welcher <strong>der</strong> Hauptverdienst<br />
an dem Erreichen des heutigen hohen Standes und<br />
an den Erfolgen des Metallspritzverfahrens zugeschrieben<br />
wird /1/.<br />
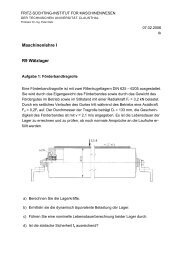
Bild 2: Prozesspr<strong>in</strong>zip /3/<br />
Bild 1: Schematische Darstellung e<strong>in</strong>er Vorrichtung<br />
zum Aufschleu<strong>der</strong>n geschmolzenen Metalls<br />
durch e<strong>in</strong>e am Umfang mit Nadeln besetzte<br />
rotierende Scheibe /2/<br />
Die dabei entstehende Spritzschicht wird durch nebene<strong>in</strong>an<strong>der</strong><br />
und aufe<strong>in</strong>an<strong>der</strong>liegende Lagen gebildet,<br />
die aus e<strong>in</strong>er Anhäufung von abgeflachten und<br />
lamellenförmigen Tröpfchen bestehen (Bild 2). Die<br />
Spritzschichten s<strong>in</strong>d daher meistens härter, sprö<strong>der</strong><br />
und poröser als <strong>der</strong> Ausgangswerkstoff.
40 IMW - Institutsmitteilung Nr. 23 (1998)<br />
In <strong>der</strong> Luftfahrt<strong>in</strong>dustrie werden überwiegend die<br />
Verfahren Flammspritzen, Hochgeschw<strong>in</strong>digkeitsflammspritzen<br />
und Plasmaspritzen im Vakuum o<strong>der</strong><br />
an <strong>der</strong> Atmosphäre angewendet.<br />
2.1 Flammspritzen<br />
Das Flammspritzen wird zur Oberflächenbeschichtung<br />
metallischer und nichtmetallischer Werkstoffe<br />
verwendet. Das Spritzgut, Draht o<strong>der</strong> Pulver, wird<br />
durch e<strong>in</strong>e Acetylen-Sauerstoff-Flamme auf- bzw.<br />
angeschmolzen und durch die Ausdehnung des<br />
Brenngases <strong>in</strong> Verb<strong>in</strong>dung mit dem Trägergas auf<br />
die Werkstückoberfläche geschleu<strong>der</strong>t (Partikelgeschw<strong>in</strong>digkeit<br />
50m/Sek). Das Spritzgut ist durch<br />
den Drahtvorschub o<strong>der</strong> die Treibgasmenge dosierbar<br />
und wird bestimmt durch die gewünschte<br />
Auftragsleistung sowie den Aufschmelzgrad. Das<br />
Werkstück wird von <strong>der</strong> Flamme nicht erfasst und<br />
bleibt relativ kalt. E<strong>in</strong> typischer Anwendungsfall dieses<br />
Beschichtungsverfahrens stellen die E<strong>in</strong>laufbeläge<br />
im Triebwerksbau dar.<br />
Die hohe k<strong>in</strong>etische Energie und die begrenzte<br />
thermische Belastung des Spritzpulvers ermöglicht<br />
bei diesem Verfahren sehr porenarme Schichten<br />
und verm<strong>in</strong><strong>der</strong>t beispielsweise bei Verschleissschutzschichten<br />
die Umwandlung von Karbiden <strong>in</strong><br />
Mischkarbide (WC/Co und Cr 3<br />
C 2<br />
/NiCr).<br />
2.3 Plasmaspritzen<br />
Das Plasmaspritzen, atmosphärisch o<strong>der</strong> <strong>in</strong> Vakuumkammern,<br />
ist e<strong>in</strong> Beschichtungsverfahren, bei<br />
dem <strong>der</strong> pulverförmige Spritzzusatz <strong>in</strong> o<strong>der</strong> außerhalb<br />
<strong>der</strong> Spritzpistole durch die Plasmaflamme aufbzw.<br />
angeschmolzen und auf die Werkstoffoberfläche<br />
geschleu<strong>der</strong>t wird (Partikelgeschw<strong>in</strong>digkeit<br />
450m/Sek). Das Plasma wird durch e<strong>in</strong>en Lichtbogen<br />
erzeugt, <strong>der</strong> zwischen e<strong>in</strong>er stabförmigen,<br />
2.2 Hochgeschw<strong>in</strong>digkeitsflammspritzen<br />
Die Verbrennung beim Hochgeschw<strong>in</strong>digkeitsflammspritzen<br />
erfolgt kont<strong>in</strong>uierlich <strong>in</strong> e<strong>in</strong>er Brennkammer<br />
(Acetylen, Propan, aber auch flüssige<br />
Bild 4: Schematische Darstellung e<strong>in</strong>es Plasmabrenners<br />
/5/<br />
Bild 3: Hochgeschw<strong>in</strong>digkeitsflammspritzen /1/<br />
Brennstoffe wie Diesel o<strong>der</strong> Keros<strong>in</strong>). Die <strong>in</strong> <strong>der</strong><br />
Brennkammer erzeugten Brenngasdrücke von 3-7<br />
bar <strong>in</strong> Verb<strong>in</strong>dung mit e<strong>in</strong>er nachgeordneten Expansionsdüse<br />
bewirken e<strong>in</strong>e beson<strong>der</strong>s hohe<br />
Strömungsgeschw<strong>in</strong>digkeit im Gasstrahl (Bild 3).<br />
Der pulverförmige Spritzzusatz wird <strong>in</strong> den<br />
Gasstrahl mittig e<strong>in</strong>geführt, beschleunigt und mit<br />
sehr hoher Geschw<strong>in</strong>digkeit auf das Bauteil geschleu<strong>der</strong>t<br />
(550 m/Sek) /4/.<br />
zentrisch angeordneten Wolframkathode, e<strong>in</strong>er<br />
r<strong>in</strong>gförmigen, wassergekühlten Kupferanode und<br />
von den Plasmagasen (Ar, He, H o<strong>der</strong> N), gewöhnlich<br />
Argon mit e<strong>in</strong>em Zusatz Wasserstoff, umströmt<br />
wird (Bild 4). Dieser Lichtbogen gibt e<strong>in</strong>en Großteil<br />
se<strong>in</strong>er Wärmeenergie an das Plasmagas ab, das<br />
dadurch ionisiert und <strong>in</strong> den Plasmazustand überführt<br />
wird. Bei <strong>der</strong> Rekomb<strong>in</strong>ation wird die aufgenommene<br />
Wärmeenergie wie<strong>der</strong> abgegeben, e<strong>in</strong><br />
elektrisch neutraler Plasmastrahl verlässt die<br />
Brenndüse mit hoher Temperatur (bis 20 000 K).<br />
Das durch e<strong>in</strong> Treibgas angesaugte Pulver wird<br />
meist verfahrensbed<strong>in</strong>gt <strong>in</strong> o<strong>der</strong> außerhalb <strong>der</strong><br />
Spritzpistole <strong>der</strong> Plasmaflamme zugeführt und je<br />
nach Verweildauer <strong>in</strong> <strong>der</strong> Flamme an- o<strong>der</strong>/und<br />
aufgeschmolzen. Das Werkstück wird von <strong>der</strong>
IMW - Institutsmitteilung Nr. 23 (1998) 41<br />
Flamme nicht direkt erfasst und zusätzlich <strong>in</strong>tensiv<br />
gekühlt, /6/. Die Bauteiltemperatur liegt zwischen<br />
100 und 350°C. Plasmaschichten zeichnen sich<br />
durch e<strong>in</strong>e hohe Haft-Zugfestigkeit (20-70 MPa)<br />
und durch e<strong>in</strong>e gezielt e<strong>in</strong>stellbare Porosität von 1-<br />
20% aus.<br />
E<strong>in</strong> typischer Anwendungsfall dieses Beschichtungsverfahrens<br />
stellen die Wärmedämmschichten,<br />
Haftschichten, Heißgaskorrosionsschutzschichten<br />
und Verschleissschutzschichten im Triebwerksbau<br />
dar.<br />
werden sollen. Auch beim Vorbereiten <strong>der</strong> Bauteiloberfläche<br />
durch Strahlen mit Al 2<br />
O 3<br />
benutzt man<br />
Abdeckungen, die aus Klebebän<strong>der</strong>n o<strong>der</strong> metallischen<br />
Abdeckungen bestehen.<br />
Für das thermische <strong>Spritzen</strong> kommen Auflagemasken<br />
zur Anwendung, die aus Klebebän<strong>der</strong>n, Silikonmassen<br />
und Silikonr<strong>in</strong>gen bestehen o<strong>der</strong> metallische<br />
Schattenmasken, die konturgerecht dem<br />
Bauteil angepasst s<strong>in</strong>d und durch Abstandszonen<br />
e<strong>in</strong> Anhaften <strong>der</strong> Schicht mit <strong>der</strong> Maskierung verh<strong>in</strong><strong>der</strong>n<br />
sowie die nicht zu beschichtenden Bereiche<br />
schützen (Bild 5).<br />
Beim thermischen <strong>Spritzen</strong> ist das Vorbehandeln<br />
<strong>der</strong> Oberfläche <strong>der</strong> wichtigste Arbeitsgang. Durch<br />
e<strong>in</strong>e gute Präparation <strong>der</strong> Oberfläche lässt sich die<br />
Haft-Zugfestigkeit und die Güte <strong>der</strong> Schicht deutlich<br />
steigern. Zu e<strong>in</strong>er guten Vorbehandlung zählen<br />
fettfreie und metallisch saubere Oberflächen, aber<br />
auch solche, die mit scharfkantigem, sauberem<br />
Bild 5: Maskiertes Bauteil während des Plasmaspritzvorganges<br />
/7/<br />
Das Plasmaspritzen wird an <strong>der</strong> Atmosphäre o<strong>der</strong><br />
<strong>in</strong> Vakuumkammern durchgeführt, hierbei hat sich<br />
<strong>der</strong> Betrieb im Vakuum für sehr reaktive Materialien<br />
bestens bewährt. E<strong>in</strong>e weitere Variante des Plasmaspritzens<br />
ist es, den Spritzprozess <strong>in</strong> Kammern<br />
mit e<strong>in</strong>er <strong>in</strong>erten o<strong>der</strong> druckkontrollierten Atmosphäre<br />
ablaufen zu lassen. Ke<strong>in</strong>e o<strong>der</strong> wenige Oxide<br />
<strong>in</strong> <strong>der</strong> Spritzschicht sowie sehr re<strong>in</strong>e Spritzschichten<br />
s<strong>in</strong>d hier zu erwarten /4/.<br />
3 Der Spritzablauf<br />
Bevor die zu beschichtenden Bereiche den thermischen<br />
Spritzprozess durchlaufen, müssen die betroffenen<br />
Stellen von möglichen Verunre<strong>in</strong>igungen<br />
gesäubert, maskiert und entsprechend oberflächenbehandelt<br />
werden. Die Maskierung von Bauteilzonen<br />
dient zur Abgrenzung von Schichtflächen<br />
und Bereichen, die vom Spritzstrahl nicht erfasst<br />
Bild 6: Haftmechanismus /8/<br />
Strahlgut gestrahlt e<strong>in</strong>e optimale Rauhigkeit sowie<br />
große Haftungsoberflächen gewährleisten.<br />
Um die Haft-Zugfestigkeit durch Oxidation o<strong>der</strong> an<strong>der</strong>e<br />
Umwelte<strong>in</strong>flüsse nicht zu verm<strong>in</strong><strong>der</strong>n, muss<br />
das frisch gestrahlte Bauteil verzugslos mit e<strong>in</strong>em<br />
thermischen Spritzverfahren beschichtet werden.<br />
Die hochaktive Kraterlandschaft, die e<strong>in</strong>e frisch gestrahlte<br />
Oberfläche aufweist, begünstigt Diffusionsvorgänge,<br />
Mikroschweißungen und mechanische<br />
Verklammerungen (Bild 6).
42 IMW - Institutsmitteilung Nr. 23 (1998)<br />
Bild 7: Roboter mit Handl<strong>in</strong>gsystem beim Plasmaspritzen<br />
e<strong>in</strong>er Triebwerksbrennkammer /5/<br />
Hat das zu beschichtende Bauteil die gewünschte,<br />
mit e<strong>in</strong>er Rauhigkeitsmessung überprüfte Oberflächenbeschaffenheit,<br />
wird das Werkstück maskiert,<br />
gegebenenfalls vorgewärmt (max. 150°C), <strong>in</strong> <strong>der</strong><br />
Spritzkab<strong>in</strong>e auf dem Handhabungssystem befestigt<br />
und dem Spritzprozess zugeführt. Das Handhabungssystem<br />
ermöglicht das Abfahren <strong>der</strong> Bauteilkontur<br />
unter E<strong>in</strong>haltung des vorgegebenen<br />
Spritzabstandes. Dieses Handl<strong>in</strong>gsystem ist meist<br />
e<strong>in</strong> <strong>in</strong>tegriertes System, bei dem <strong>der</strong> Roboter mit<br />
externen Achsen und e<strong>in</strong>er Verfahre<strong>in</strong>heit mit <strong>der</strong><br />
Spritzanlagensteuerung komplett verknüpft ist. Damit<br />
wird es möglich, über die Spritzanlagensteuerung<br />
e<strong>in</strong>en vollautomatischen Spritzprozess, nebst<br />
Zündung <strong>der</strong> Brenner, durchzuführen. Die speziellen<br />
Werkstückaufnahmen för<strong>der</strong>n die Reproduzierbarkeit<br />
und unterstützen die Automatisierung.<br />
Die Spritzanlage sollte <strong>in</strong> e<strong>in</strong>er Schallschutzkab<strong>in</strong>e<br />
untergebracht se<strong>in</strong>, die gleichzeitig über die Filtere<strong>in</strong>heit<br />
e<strong>in</strong>e wirksame Entsorgung <strong>der</strong> Spritzstäube<br />
-gemäß den gesetzlichen Bestimmungengewährleistet.<br />
Nach <strong>der</strong> Bestückung <strong>der</strong> Spritzkab<strong>in</strong>e erfolgt <strong>der</strong><br />
festgelegte Arbeitsablauf vollautomatisch gemäß<br />
den Vorgabedaten: Spritzverfahren, Spritzwerkstoff,<br />
Spritzpistole, Anlagenparameter (Gase, Abstände,<br />
Durchsatz), Bewegungsabläufe und Anzahl <strong>der</strong><br />
Spritzlagen.<br />
Die Eigenschaften von Spritzschichten ergeben<br />
sich aus dem Spritzverfahren, dem Spritzzusatz<br />
und den Spritzbed<strong>in</strong>gungen. Ebenso ist es die große<br />
Anzahl von Faktoren, die auf die flüssigen<br />
Spritzteilchen e<strong>in</strong>wirken und die Art und Weise, wie<br />
sich die Spritzschicht lagenweise aufbaut, die den<br />
Charakter und die Eigenschaften <strong>der</strong> Schicht bestimmen.<br />
Allen Spritzverfahren ist geme<strong>in</strong>sam, dass<br />
schmelzflüssige Metallteilchen im hocherhitzten<br />
Zustand e<strong>in</strong>en Weg zurücklegen, auf<br />
dem sie verschiedenen Gasen und <strong>der</strong> sie<br />
umgebenden Atmosphäre ausgesetzt s<strong>in</strong>d.<br />
Den größten E<strong>in</strong>fluss auf die schmelzflüssigen<br />
Teilchen hat dabei <strong>der</strong> Sauerstoff, zu<br />
dem die meisten Metalle e<strong>in</strong>e hohe Aff<strong>in</strong>ität<br />
besitzen. Deshalb s<strong>in</strong>d die Spritzteilchen fast<br />
ausnahmslos mit e<strong>in</strong>em Oxidfilm umgeben.<br />
Dieser noch weiche o<strong>der</strong> flüssige Oxidfilm ist<br />
e<strong>in</strong>erseits e<strong>in</strong>e Komponente des komplizierten<br />
Haftmechanismus und an<strong>der</strong>erseits e<strong>in</strong><br />
Härtebildner, <strong>der</strong> für die stets größere Mikrohärte<br />
<strong>der</strong> Spritzschichten von Bedeutung<br />
ist.<br />
Beim thermischen <strong>Spritzen</strong> ist das <strong>in</strong>tensive<br />
Anschmelzen nur dann gewährleistet, wenn<br />
Wärmeenergie, Korngröße und die Aufenthaltszeit<br />
<strong>der</strong> Pulverkörner <strong>in</strong> <strong>der</strong> Flamme<br />
aufe<strong>in</strong>an<strong>der</strong> abgestimmt s<strong>in</strong>d. Enge Korngrößenbereiche,<br />
gleichmäßige För<strong>der</strong>leistung und<br />
genau def<strong>in</strong>ierte Pulverkornformen sowie Gasmengen<br />
(im gasförmigen Zustand) s<strong>in</strong>d daher wichtige<br />
Voraussetzungen.<br />
Neben den aufgeführten E<strong>in</strong>flussgrößen für den<br />
Aufbau <strong>der</strong> Spritzschicht ist die Geschw<strong>in</strong>digkeit,<br />
mit <strong>der</strong> die Spritzteilchen aufschlagen, von Bedeutung.<br />
Je höher diese k<strong>in</strong>etische Energie ist, desto<br />
stärker werden die Tropfen <strong>in</strong> <strong>der</strong> Kraterlandschaft<br />
<strong>der</strong> vorbereiteten Oberfläche und <strong>in</strong> die bereits aufgebaute<br />
Schicht h<strong>in</strong>e<strong>in</strong>geschossen. Die Tropfen<br />
Bild 8: Bearbeitung e<strong>in</strong>er Spritzschicht /9/<br />
verflachen und gehen mit an<strong>der</strong>en Teilchen Verb<strong>in</strong>dungen<br />
e<strong>in</strong>, die mit Diffundieren, lokalem Verschweißen,<br />
Verkrallen, Zerspratzen und Vers<strong>in</strong>tern<br />
erklärt werden (Bild 6).
IMW - Institutsmitteilung Nr. 23 (1998) 43<br />
In den meisten Anwendungsfällen werden die<br />
Spritzschichten mit e<strong>in</strong>er Zugabe gespritzt, die<br />
durch mechanische Nachbehandlung auf Maß gebracht<br />
werden muss. Spritzschichten können durch<br />
Drehen, Hobeln, Fräsen und Schleifen bearbeitet<br />
werden. Um e<strong>in</strong> Zerstören <strong>der</strong> Schicht zu vermeiden,<br />
muss die Belastung beim mechanischen Bearbeiten<br />
m<strong>in</strong>imiert werden. Schnittgeschw<strong>in</strong>digkeit,<br />
Schnittiefe und vor allem die Vorschübe s<strong>in</strong>d ger<strong>in</strong>g<br />
zu halten. Zusätzlich muss <strong>der</strong> Drehmeißel, <strong>der</strong><br />
durch Oxide<strong>in</strong>schlüsse und teilweise Aufhärtung<br />
<strong>der</strong> Spritzteilchen stärker beansprucht wird, entsprechend<br />
angepasst werden (Bild 8). Beim<br />
Schleifen wird die Spritzschicht <strong>in</strong>sgesamt weniger<br />
belastet /9/.<br />
Die Prozessqualität wird durch Proben, die überwiegend<br />
bauteilrepräsentativ s<strong>in</strong>d, sichergestellt. Es<br />
werden je nach Schichttyp metallographische Prüfungen<br />
(Gefüge, Schichtdicke, Verunre<strong>in</strong>igung) und<br />
/o<strong>der</strong> mechanische Prüfungen (Härte, Haft-<br />
Zugfestigkeit, Biegeprüfung) durchgeführt /10/.<br />
4 Anwendungen aus <strong>der</strong> Triebwerkstechnik<br />
Durch den gezielten E<strong>in</strong>satz hochwertiger Metallund<br />
Keramikbeschichtungen mittels thermischer<br />
Spritzverfahren werden hochbeanspruchte Funktionsflächen<br />
von Triebwerkskomponenten geschützt<br />
und die Wie<strong>der</strong>verwendbarkeit abgenutzter Triebwerksteile<br />
ermöglicht sowie <strong>der</strong>en Standzeit wesentlich<br />
erhöht.<br />
Die Eigenschaften dieser Spritzschichten werden<br />
jedoch nicht nur durch die Werkstoffzusammensetzung<br />
bestimmt, son<strong>der</strong>n hängen ganz wesentlich<br />
von <strong>der</strong> Schichtstruktur ab, die durch unterschiedliche<br />
Spritzparameter erheblich variiert werden kann.<br />
So wird zum Beispiel e<strong>in</strong>e Ni5Al-Schicht plasmagespritzt<br />
als Maßkorrekturschicht verwendet und<br />
flammgespritzt als E<strong>in</strong>laufbelag e<strong>in</strong>gesetzt.<br />
Es kommen folgende Schichttypen zur Anwendung:<br />
Anstreifschichten (E<strong>in</strong>lauf- und Anlaufschichten)<br />
Verschleissschutzschichten<br />
Heißgaskorrosionsschutzschichten<br />
Wärmedämmschichten<br />
Maßkorrekturschichten<br />
4.1 Anstreifschichten (E<strong>in</strong>lauf- und Anlaufschichten)<br />
Um bei Flugtriebwerken e<strong>in</strong>en möglichst hohen<br />
Wirkungsgrad zu erzielen, müssen die Spaltverluste<br />
(Gasleckage) zwischen den stehenden (Statoren)<br />
und den rotierenden (Rotoren) Triebwerksbauteilen<br />
sehr kle<strong>in</strong> gehalten werden. Der Spalt ist<br />
dann am ger<strong>in</strong>gsten, wenn er durch E<strong>in</strong>schleifen<br />
<strong>der</strong> Komponenten erst im Betrieb entsteht und dabei<br />
möglichst nur das statische Teil abgetragen<br />
wird (Bild 10).<br />
Frett<strong>in</strong>gschutz<br />
E<strong>in</strong>laufbeläge<br />
Dichtlippenpanzerung<br />
Hochtemperaturverschleissschutz<br />
Hammerschlagverschleiss<br />
Wärmedämmschichten<br />
Bild 9: Funktionsteile mit thermisch gespritzten Schichten
44 IMW - Institutsmitteilung Nr. 23 (1998)<br />
laufbeläge werden mit harten plasmagespritzen Keramikschichten<br />
(Al 2<br />
O 3<br />
, 3TiO 2<br />
) unter Verwendung e<strong>in</strong>er<br />
geeigneten metallischen Haftschicht (NiAl,<br />
NiCr) beschichtet.<br />
Verschleissart<br />
Schichtwerkstoff<br />
Verfahren<br />
Bemerkungen<br />
Hammerschlag-<br />
WC/Co,<br />
HGFS<br />
Schw<strong>in</strong>gungsbed<strong>in</strong>gtes<br />
verschleiss<br />
Cr 3<br />
C 2<br />
/NiCr<br />
Anstoßen von Schaufeln<br />
gegene<strong>in</strong>an<strong>der</strong><br />
Frett<strong>in</strong>g CuNiIn APS Verschleiss <strong>der</strong> Schaufelfüsse<br />
durch Eigenschw<strong>in</strong>gung<br />
<strong>der</strong> Schaufel<br />
Erosion<br />
WC/Co,<br />
HGFS<br />
Furchen<strong>der</strong> Verschleiss<br />
Cr 3<br />
C 2<br />
/NiCr<br />
durch streifende Partikel<br />
im Gasstrom<br />
Materialabtrag bei<br />
WC/Co,<br />
APS<br />
Materialabtrag bei Pas-<br />
Bild 10: Verkle<strong>in</strong>erung des Spaltes durch E<strong>in</strong>laufbeläge<br />
am Stator-Gehäuse /11/<br />
form- und kraftschlüssigen<br />
Verb<strong>in</strong>dungen<br />
Cr 3<br />
C 2<br />
/NiCr<br />
sungen, Flanschen und<br />
Lagersitzen<br />
Tabelle 1: Thermisch gespritzte Verschleissschutzschichten.<br />
4.2 Verschleissschutzschichten<br />
Für die Herstellung von Verschleiss-<br />
Schutzschichten wird meist e<strong>in</strong>e hohe Haftfestigkeit<br />
gefor<strong>der</strong>t, die mit den Verfahren Hochgeschw<strong>in</strong>digkeitsflammspritzen<br />
(HGFS), Nie<strong>der</strong>druck- (NDPS)<br />
und atmospharisches Plasmaspritzen (APS) gewährleistet<br />
wird. Typische Verschleissschutzschichten<br />
werden zum Schutz gegen Hammerschlagverschleiss,<br />
Frett<strong>in</strong>g, Erosion und Materialabtrag<br />
bei form- und kraftschlüssigen Verb<strong>in</strong>dungen<br />
aufgetragen /11/. Tabelle 1 zeigt die üblicherweise<br />
verwendeten Werkstoffe und Verfahren.<br />
Bild 11: Pr<strong>in</strong>zip e<strong>in</strong>er e<strong>in</strong>fachen Labyr<strong>in</strong>thdichtung<br />
zwischen Scheibe und Dichtungsträger<br />
/11/<br />
Auf dem Stator wird daher e<strong>in</strong>e leicht abreibbare<br />
Schicht aufgespritzt, <strong>der</strong> sog. E<strong>in</strong>laufbelag. Hier<br />
werden neben den flammgespritzten Nikkel/Graphit-Schichten,<br />
die e<strong>in</strong>e hohe Porosität und<br />
gute Trockenschmierstoffeigenschaften aufweisen,<br />
auch plasmagespritzte Alum<strong>in</strong>ium/Polyester-<br />
Schichten e<strong>in</strong>gesetzt. Alum<strong>in</strong>ium/Polyester-<br />
Schichten zeichnen sich durch e<strong>in</strong>e sehr gute Erosionsbeständigkeit<br />
aus (Bild 11).<br />
Die Kontaktfläche des rotierenden Bauteils wird mit<br />
e<strong>in</strong>er verschleissbeständigen, abrasiv wirkenden<br />
Anlaufschicht gepanzert, da ansonsten durch den<br />
Materialabtrag e<strong>in</strong>e erhebliche Unwucht des Bauteils<br />
entstehen würde. Die Gegenpartner <strong>der</strong> E<strong>in</strong>-<br />
Bild 12: Verschleissschutzschicht aus Chromkarbid-Nickelalum<strong>in</strong>ium<br />
an e<strong>in</strong>er Turb<strong>in</strong>enleitschaufel<br />
/7/
IMW - Institutsmitteilung Nr. 23 (1998) 45<br />
4.3 Heißgaskorrosionsschutzschichten<br />
Zur Reduzierung des Gewichtes und Erhöhung <strong>der</strong><br />
Betriebstemperaturen werden mo<strong>der</strong>ne Superlegierungen<br />
im Heißbereich e<strong>in</strong>es Triebwerkes e<strong>in</strong>gesetzt.<br />
Diese Werkstoffe s<strong>in</strong>d dennoch nicht <strong>in</strong> <strong>der</strong><br />
Lage, gleichzeitig die beschleunigte Korrosions-<br />
/Oxidationsneigung und die Abnahme <strong>der</strong> Festigkeit<br />
Bild 15: Mit Zirkoniumoxid beschichtete Brennkammer<br />
/5/<br />
Bild 13: Heißgaskorrosions - Oxidationsschutzschicht,<br />
McrAlY-Schicht /7/<br />
4.4 Wärmedämmschichten<br />
Durch das zusätzliche Auftragen von wärmedämmenden<br />
Keramikschichten auf korrosionsbeständigen<br />
Haftschichten kann, allerd<strong>in</strong>gs nur <strong>in</strong> Verb<strong>in</strong>dung<br />
mit Kühlung von <strong>in</strong>nen, die Bauteilwerkstofftemperatur<br />
erniedrigt und damit die Festigkeit erhalten<br />
werden. Als keramischer Werkstoff wird<br />
meist ZrO 2<br />
mit verschiedenen Stabilisatoren (Y 2<br />
O 3<br />
,<br />
früher CaO, MgO) verwendet. /12/<br />
Erwünscht s<strong>in</strong>d bei den Wärmedämmschichten<br />
vertikale Risse (Bild 14), die sich jedoch beim E<strong>in</strong>satz<br />
unter höchsten Temperaturen als negativ herausstellen.<br />
Flüssige Phasen (Sand aus Verdichterluft),<br />
die sich auf <strong>der</strong> Oberfläche ablagern, setzen<br />
die Risse zu und verh<strong>in</strong><strong>der</strong>n ihr Schließen bei Abkühlung.<br />
Bild 15 zeigt e<strong>in</strong>e typische Anwendung<br />
e<strong>in</strong>er Wärmedämmschicht.<br />
Bild 14: Segmentierte Wärmedämmschicht /12/<br />
bei hoher Temperatur zu verh<strong>in</strong><strong>der</strong>n. Durch Aufbr<strong>in</strong>gen<br />
von speziellen oxidationsbeständigen Legierungen<br />
vom Typ MCrAlY (M = Co, Ni) mittels<br />
NDPS o<strong>der</strong> Plasmaspritzen <strong>in</strong> kontrollierter Atmosphäre<br />
können diese Funktionsflächen geschützt<br />
werden (Bild 13). Oft dient diese Schicht als oxidationsbeständige<br />
Grundschicht, auf <strong>der</strong> anschließend<br />
e<strong>in</strong>e thermisch isolierende keramische Deckschicht<br />
aufgespritzt wird (Bild 14).<br />
4.5 Maßkorrekturschichten<br />
Maßliche Abweichungen von teuren Triebwerksbauteilen,<br />
bed<strong>in</strong>gt durch Konstruktionsän<strong>der</strong>ungen<br />
o<strong>der</strong> Fertigungsfehler, können mittels Rekonditionierung<br />
korrigiert werden (Bild 16). Die Spritzschichten<br />
müssen dabei vergleichbare mechanische,<br />
thermische und fertigungstechnische Eigenschaften<br />
wie das Substrat (Werkstück) aufweisen.<br />
Zur Anwendung kommen die Werkstoffe NiAl, NiCr<br />
und Tribaloy.
46 IMW - Institutsmitteilung Nr. 23 (1998)<br />
Bild 16: Maßkorrekturschicht aus Alum<strong>in</strong>imoxid<br />
und Titanoxid an den Dichtstegen e<strong>in</strong>er<br />
Verdichterwelle /7/<br />
Große Schichtdicken, aber nur ger<strong>in</strong>ge Festigkeit<br />
und Haftung, werden mit dem Flammspritzverfahren<br />
realisiert. Werden mittlere Haftfestigkeiten und<br />
nur mit speziellen Spritzwerkstoffen ausreichende<br />
Schichtdicken gefor<strong>der</strong>t, so empfiehlt sich das atmosphärische<br />
Plasmaspritzen. Mit dem Hochgeschw<strong>in</strong>digkeitsspritzen,<br />
das <strong>in</strong> jüngster Zeit zunehmend<br />
zum E<strong>in</strong>satz kommt, lassen sich häufig artgleiche<br />
Spritzwerkstoffe verwenden und große<br />
Schichtdicken wegen guter Haftung, bed<strong>in</strong>gt durch<br />
Druckeigenspannungen, erzielen /11/.<br />
/2/ Schoop, M. U.: Handbuch <strong>der</strong> Metallspritz-<br />
Technik, Rascher & Cie, AG Verlag, Zürich<br />
1935<br />
/3/ Voggenreiter, H.: Haftmechanismen beim<br />
thermischen <strong>Spritzen</strong>, SLV München, München<br />
1996<br />
/4/ <strong>Thermisches</strong> <strong>Spritzen</strong>, DIN EN 657, Juni<br />
1994<br />
/5/ Müller, N.: Grundlagen des Plasmabeschichtens,<br />
SLV München, München 1996<br />
/6/ He<strong>in</strong>rich, P.: <strong>Thermisches</strong> <strong>Spritzen</strong>, Fakten<br />
und Stand <strong>der</strong> Technik, Son<strong>der</strong>druck 10/92,<br />
L<strong>in</strong>de AG, Höllriegelskreuth 1992<br />
/7/ <strong>Thermisches</strong> <strong>Spritzen</strong>, MTU München, München<br />
1983<br />
/8/ Funktionelle Beschichtungen durch Plasmaspritzen,<br />
Plasma Technik AG, Wohlen<br />
1972<br />
/9/ Hibler, A.: Mechanisches Bearbeiten von<br />
thermischen Spritzschichten, DVS Berichte<br />
175, Düsseldorf 1996<br />
/10/ Thermisch gespritzte Bauteile, DIN 65144,<br />
April 1986<br />
/11/ Schweitzer, K.: Oberflächenbeanspruchung<br />
und geeignete Spritzwerkstoffe bei Fluggasturb<strong>in</strong>en,<br />
SLV München, München 1996<br />
/12/ Adam, P.: Wärmedämmschichten <strong>in</strong> Lufttriebwerken,<br />
MTU Focus, München 1989<br />
5 Zusammenfassung<br />
Der Hauptschwerpunkt thermisch gespritzer<br />
Schichten liegt nach wie vor <strong>in</strong> <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
(48%). Aber auch <strong>in</strong> an<strong>der</strong>en Industriezweigen gew<strong>in</strong>nt<br />
dieses Beschichtungsverfahren an Bedeutung,<br />
z.B. Kraftfahrzeug (5%), Chemie (10%) und<br />
Metallverarbeitung (21%). Dies begründet sich <strong>in</strong><br />
den ökonomischen und technischen Vorteilen, die<br />
von thermisch gespritzten Schichten ausgehen. Sie<br />
ermöglichen neben e<strong>in</strong>er hohen Wertschöpfung<br />
auch neue Produkt<strong>in</strong>novationen. Weitere <strong>in</strong>tensive<br />
Forschungen, z.B. thermische Spritzschichten auf<br />
Magnesium, werden <strong>der</strong> Industrie auch <strong>in</strong> <strong>der</strong> Zukunft<br />
neue Anwendungsbereiche eröffnen.<br />
6 Literatur<br />
/1/ Steffens, H.-D., Gramlich M.; Entwicklung<br />
und technische Nutzung thermischer Spritzverfahren,<br />
Jahrbuch Schweißtechnik ´97,<br />
Düsseldorf 1996