Horten IX Group - Horst-schultz.de
Horten IX Group - Horst-schultz.de
Horten IX Group - Horst-schultz.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
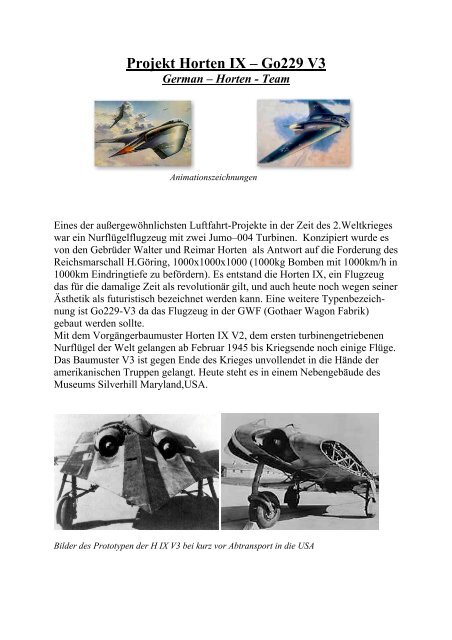
Projekt <strong>Horten</strong> <strong>IX</strong> – Go229 V3<br />
German – <strong>Horten</strong> - Team<br />
Animationszeichnungen<br />
Eines <strong>de</strong>r außergewöhnlichsten Luftfahrt-Projekte in <strong>de</strong>r Zeit <strong>de</strong>s 2.Weltkrieges<br />
war ein Nurflügelflugzeug mit zwei Jumo–004 Turbinen. Konzipiert wur<strong>de</strong> es<br />
von <strong>de</strong>n Gebrü<strong>de</strong>r Walter und Reimar <strong>Horten</strong> als Antwort auf die For<strong>de</strong>rung <strong>de</strong>s<br />
Reichsmarschall H.Göring, 1000x1000x1000 (1000kg Bomben mit 1000km/h in<br />
1000km Eindringtiefe zu beför<strong>de</strong>rn). Es entstand die <strong>Horten</strong> <strong>IX</strong>, ein Flugzeug<br />
das für die damalige Zeit als revolutionär gilt, und auch heute noch wegen seiner<br />
Ästhetik als futuristisch bezeichnet wer<strong>de</strong>n kann. Eine weitere Typenbezeichnung<br />
ist Go229-V3 da das Flugzeug in <strong>de</strong>r GWF (Gothaer Wagon Fabrik)<br />
gebaut wer<strong>de</strong>n sollte.<br />
Mit <strong>de</strong>m Vorgängerbaumuster <strong>Horten</strong> <strong>IX</strong> V2, <strong>de</strong>m ersten turbinengetriebenen<br />
Nurflügel <strong>de</strong>r Welt gelangen ab Februar 1945 bis Kriegsen<strong>de</strong> noch einige Flüge.<br />
Das Baumuster V3 ist gegen En<strong>de</strong> <strong>de</strong>s Krieges unvollen<strong>de</strong>t in die Hän<strong>de</strong> <strong>de</strong>r<br />
amerikanischen Truppen gelangt. Heute steht es in einem Nebengebäu<strong>de</strong> <strong>de</strong>s<br />
Museums Silverhill Maryland,USA.<br />
Bil<strong>de</strong>r <strong>de</strong>s Prototypen <strong>de</strong>r H <strong>IX</strong> V3 bei kurz vor Abtransport in die USA
Flugvorbereitung <strong>de</strong>r H <strong>IX</strong> V2 im Februar 1945<br />
Das German - <strong>Horten</strong> Team<br />
Seit 2003 haben wir uns zusammengeschlossen zu <strong>de</strong>m German-<strong>Horten</strong>-Team.<br />
Wir, das sind Lothar Aschauer aus Markthei<strong>de</strong>nfeld und <strong>Horst</strong> Günther DGLR<br />
Bezirksgruppenleiter aus Braunschweig welche an einem <strong>Horten</strong> <strong>IX</strong>-V3<br />
Nurflügelmo<strong>de</strong>ll im Maßstab 1: 4 mit 2x Turbinenantrieb arbeiten.<br />
( www.braunschweig.dglr.<strong>de</strong> )<br />
Lothar Aschauer <strong>Horst</strong> Günther Logo<br />
Das Projekt H <strong>IX</strong> V3<br />
Anfang 2002 entstan<strong>de</strong>n die ersten Entwürfe für <strong>de</strong>n möglichst originalgetreuen<br />
Nachbau <strong>de</strong>s Flugzeuges in <strong>de</strong>r Größe 1:4.<br />
Nach <strong>de</strong>m Studium einiger Fachbücher zum Thema „Nurflügler“ wur<strong>de</strong> klar,<br />
dass man die Aerodynamik von einem Fachmann berechnen lassen sollte. Es<br />
folgten zahlreiche Recherchen im Internet bis wir auf Hr. Alfons Gabsch<br />
gestoßen sind, <strong>de</strong>r sofort seine Hilfe bei <strong>de</strong>r Berechnung <strong>de</strong>r Auftriebsverteilung<br />
angeboten hat. Zahlreiche Computerberechnungen führten zu <strong>de</strong>n Konstruktionsplänen<br />
ich dann anfertigte.
Generierung <strong>de</strong>r 3D Flächengeometrie am CAD, danach konnte<br />
mit <strong>de</strong>r Erstellung <strong>de</strong>s Urmo<strong>de</strong>lls begonnen wer<strong>de</strong>n
Herstellung <strong>de</strong>s Urmo<strong>de</strong>lls<br />
Die Fertigung eines Urmo<strong>de</strong>lls in diesem Maßstab war sehr aufwendig. Geplant<br />
war die Herstellung durch Fräsen aus Aluminium o<strong>de</strong>r Uriol. Da das gesamte<br />
Flugzeug im Maßstab 1:4 mit sämtlichen Fahrwerkteilen in einem 3D-CAD-<br />
SYSTEM (CATIA V4) konstruiert wur<strong>de</strong>, wäre das Fräsen <strong>de</strong>r 3D Geometrie<br />
eigentlich sehr einfach gewesen. Angebote für das Herstellen <strong>de</strong>s Mittelteiles<br />
(1.8mx0.9x0.4m) bei einem Dienstleister sowie die Werkstoffe waren einfach<br />
zu kostspielig. Deshalb wur<strong>de</strong> ein Aufbau mit gefrästen Sperrholzspanten<br />
verwen<strong>de</strong>t.<br />
.<br />
Urmo<strong>de</strong>llerstellung mit Spanten<br />
anschließend beplankt<br />
Verschliffenes Urmo<strong>de</strong>ll wird mit Glasgewebe belegt und spritzgespachtelt
Ein Auftrag von Spritzspachtel brachte erhebliche Ersparnis beim Finish. Zu<br />
guter Letzt wur<strong>de</strong> das Urmo<strong>de</strong>ll grundiert und die Nieten (mit Weißleim) sowie<br />
Blechstöße aufgebracht. Hierzu fertigte ich Lackierschablonen an die zum<br />
Abkleben <strong>de</strong>r Blechstöße dienten. Dann wur<strong>de</strong>n mehrere Lackschichten<br />
aufgespritzt bis sich ein <strong>de</strong>utlicher Absatz zur ersten Lacksicht abzeichnete.<br />
Diese Metho<strong>de</strong> war in <strong>de</strong>n stark gewölbten Flächenbereichen (z.B.<br />
Windschutzscheibenrahmen) sehr effektiv.
Herstellung <strong>de</strong>r Laminierform<br />
Nach <strong>de</strong>m gelungenen Bau <strong>de</strong>s Urmo<strong>de</strong>lls erfolgte <strong>de</strong>r Formenbau. Es wur<strong>de</strong><br />
Laminierkeramik <strong>de</strong>r Fa. R&G verwen<strong>de</strong>t, man bekommt dadurch einen<br />
verzugsfreien und schnell herzustellen<strong>de</strong>n Formaufbau. Die Form wur<strong>de</strong> 3-<br />
teilig hergestellt. Schon bei <strong>de</strong>r Konstruktion <strong>de</strong>s Urmo<strong>de</strong>lls wur<strong>de</strong>n die Trennungen<br />
<strong>de</strong>r einzelnen Formhälften festgelegt. Die Trennbretter wur<strong>de</strong>n aus einer<br />
kunststoffbeschichteten Spanplatte ausgesägt und dann zu einem geschlossenen<br />
Rahmen zusammengesetzt.<br />
Kleine Spalte zwischen <strong>de</strong>m Urmo<strong>de</strong>ll und <strong>de</strong>n Trennbrettern wur<strong>de</strong>n mit<br />
Knetmasse verschlossen, größere Spalte gespachtelt. Dann wur<strong>de</strong> das Urmo<strong>de</strong>ll<br />
gründlich gewachst und mit PVA-Trennmittel bestrichen. Nach dieser Prozedur<br />
konnte das Formenharz mit einem dicken Pinsel aufgetragen wer<strong>de</strong>n.<br />
Anschließend wur<strong>de</strong> ein ca. 15mm starker Formaufbau mit Laminierkeramik<br />
erstellt.
Nach ca. 2 Tagen wur<strong>de</strong> die Form vorsichtig geknackt. Das Urmo<strong>de</strong>ll konnte<br />
unbeschädigt herausgenommen wer<strong>de</strong>n und das Ergebnis war sehr gut. Es waren<br />
keine Lufteinschlüsse, Lunker o<strong>de</strong>r Trennkanten ausgebrochen, alles war perfekt<br />
abgebil<strong>de</strong>t.
Herstellung <strong>de</strong>r Mittelsektion<br />
Das 3-teilige Mittelteil wur<strong>de</strong> aus GfK/CfK Werkstoff laminiert und mit <strong>de</strong>m<br />
bereits vorgefertigten Spantengestell verklebt.<br />
Spantengestell wird in Formhalbschale eingeklebt......
dann wird die Form geschlossen<br />
das fertige Mittelteil<br />
Herstellung <strong>de</strong>s Fahrwerkes<br />
Schon nach <strong>de</strong>n ersten Entwürfen am CAD wur<strong>de</strong> klar, daß <strong>de</strong>r Aufwand für<br />
das Fahrwerk am größten sein wird. Die Kinematik für das Einziehen <strong>de</strong>s<br />
Bugfahrwerkes ist schon ohne <strong>de</strong>n Einsatz einer pneumatischen Niveau-<br />
Regulierung enorm. Zusätzlich sollte das Bugfahrwerk auch noch lenkbar sein<br />
und möglichst SCALE!. Die Niveauregulierung (Verän<strong>de</strong>rung <strong>de</strong>s Anstellwinkels<br />
bei Start und Landung) soll verhin<strong>de</strong>rn dass das Mo<strong>de</strong>ll bei <strong>de</strong>r<br />
Landung wie<strong>de</strong>r vom Bo<strong>de</strong>n „abspringt“. Schon das Original hatte mit diesem<br />
Problem erhebliche Schwierigkeiten.<br />
So wur<strong>de</strong> eine Lösung gefun<strong>de</strong>n die <strong>de</strong>n Anstellwinkel <strong>de</strong>s Flugzeuges beim<br />
Start auf +7° bringt, und beim Lan<strong>de</strong>n auf –2°. Vor<strong>de</strong>res und hinteres Fahrwerk<br />
wer<strong>de</strong>n um 75mm aus/- o<strong>de</strong>r eingefahren.
Die wesentlichen Einzelteile wur<strong>de</strong>n<br />
in <strong>de</strong>r Lehrwerkstatt <strong>de</strong>s DLR Braunschweig<br />
gefräst<br />
Das Bugfahrwerk in eingefahrenen Zustand<br />
......das Mo<strong>de</strong>ll<br />
......das Original<br />
Das fertig montierte Haupt/- und Bugfahrwerk.
Die Scherenlenker und das Hautfahrwerk<br />
Herr <strong>Horst</strong> Günther Bezirksgruppenleiter <strong>de</strong>r DGLR Bezirksgruppe<br />
Braunschweig hat die kompletten Fahrwerksteile die weitestgehend nach <strong>de</strong>n<br />
Originalunterlagen angefertigt wur<strong>de</strong>n, in <strong>de</strong>r Lehrwerkstatt <strong>de</strong>s DLR<br />
Forschungszentrums Braunschweig herstellen lassen.<br />
Flügelbau<br />
Die Flügel wer<strong>de</strong>n in klassischer Holzbauweise (Rippenflügel) erstellt und<br />
mit 3mm starken Sperrholz beplankt. Zur Erhöhung <strong>de</strong>r Festigkeit wer<strong>de</strong>n die<br />
Flügel mit einer Lage 90g Glasgewebe belegt. Die CNC gefrästen Rippen<br />
wur<strong>de</strong>n mit „Füßchen“ versehen um sie auf <strong>de</strong>m Baubrett einfach ausrichten zu<br />
können. Die Schränkung <strong>de</strong>s Flügels (ca. 6.5Grad) konnte so leicht in <strong>de</strong>n<br />
Flügelaufbau miteinbezogen wer<strong>de</strong>n.
Anpassen <strong>de</strong>r Wurzelrippe am Mittelteil<br />
CAD Mo<strong>de</strong>ll vom Flügel<br />
<strong>de</strong>r rückseitig auf einem Rahmen fixierte Flügel<br />
<strong>de</strong>r fertige Flügel
In <strong>de</strong>n Wintermonaten 06/07 wird <strong>de</strong>r zweite Flügel fertiggestellt sein. Auch die<br />
RC Komponenten <strong>de</strong>s Mo<strong>de</strong>lls sind bereits eingebaut. Wir versuchen im<br />
nächsten Sommer ein fertiges Mo<strong>de</strong>ll präsentieren zu können.<br />
Sorgen bereitet uns <strong>de</strong>rzeit die Anschaffung <strong>de</strong>r bei<strong>de</strong>n Antriebsturbinen.<br />
Der Preis für Turbine Typ „Mercury HP“ mit Autostart und Engines Data <strong>de</strong>r<br />
Firma AMT Nie<strong>de</strong>rlan<strong>de</strong> liegt bei 3546,20 € inkl. Tax.<br />
Über eine Unterstützung für die Anschaffung <strong>de</strong>r Turbinen aus <strong>de</strong>m Hause<br />
MTU Aeroengines wür<strong>de</strong>n wir uns sehr freuen und Sie als weiterer Sponsor zu<br />
diesem Projekt begrüßen zudürfen. Gern wür<strong>de</strong>n wir dann auch bei speziellen<br />
Anlässen Ihrer Firma die „<strong>Horten</strong> <strong>IX</strong> V3“ präsentieren.<br />
Wir wollen das Mo<strong>de</strong>ll auf vielen Flugveranstaltungen präsentieren um die<br />
Aufmerksamkeit auf das historische Flugzeug, welches damals mit <strong>de</strong>m<br />
BMW–003 Triebwerken <strong>de</strong>r Vorgängerfirma von MTU ausgestattet war, zu<br />
lenken.<br />
Wir bitten um eine Spen<strong>de</strong> an die DGLR Zentrale mit <strong>de</strong>m<br />
Vermerk: „Für zweckgebun<strong>de</strong>ne Aufgaben <strong>de</strong>r DGLR“.<br />
Kontoverbindung: DGLR Geschäftsstelle Bonn Kto.29 002 755 Sparkasse<br />
Köln / Bonn ( BLZ ) 370 501 98<br />
Sponsoren:<br />
Firma AK-Conways GmbH, Markthei<strong>de</strong>nfeld<br />
DLR Forschungszentrum Braunschweig, Lehrwerkstatt