

SimonTools PDF-Maker - IhD
SimonTools PDF-Maker - IhD
SimonTools PDF-Maker - IhD

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
PRESSEINFORMATION<br />
Institut für Holztechnologie Dresden gGmbH<br />
Zellescher Weg 24<br />
D-01217 Dresden<br />
Tel. 0351/4662 –0<br />
Fax 0351/4662 –211<br />
www.ihd-dresden.de 7. April 2005<br />
MDF-Glätten jetzt für alle Oberflächenbehandlungen<br />
Das Netzwerk Thermoface, unter der Federführung des Instituts für Holztechnologie Dresden (ihd), präsentiert<br />
auf der LIGNA+ die Möglichkeiten des Glättens von MDF an der CNC-Maschine (MAKA) und im<br />
Durchlauf (IMA). Durch die Anwendung der Technologie des Glättens von MDF wird das Schleifen und<br />
Füllern der gefrästen MDF-Innen- und Außenprofile minimiert. Von Interesse sind für die Anwender vor<br />
allem die beachtlichen Einsparpotenziale, damit verbundene Vorteile für die Umwelt und Qualitätsverbesserungen.<br />
Die Formgebung und Profilierung von Mitteldichter Faserplatte (MDF) und Vollholz erfolgen in der Regel durch Fräsen und<br />
Schleifen. Nicht oder teilweise abgetrennte Holzfasern führen zu vergleichsweise rauen, filzigen Oberflächen - besonders<br />
im kritischen Profilbereich. Auch durch Feinschliff können die an der Oberfläche verbleibenden Fasern nicht vollständig<br />
abgetrennt werden. Die Rauheit und Saugfähigkeit der Profilflächen erfordert einen hohen Arbeitsaufwand für anspruchsvolle<br />
Beschichtungen.Das gefräste Profil wird von schneidenlosen Thermofacewerkzeugen mittels Druck und Wärme verdichtet.<br />
Durch Temperatureinwirkung wird das Material an der Oberfläche plastifiziert und mit holzeigenen Stoffen verklebt,<br />
gleichzeitig tritt eine Verdichtung der Oberflächenzone ein.<br />
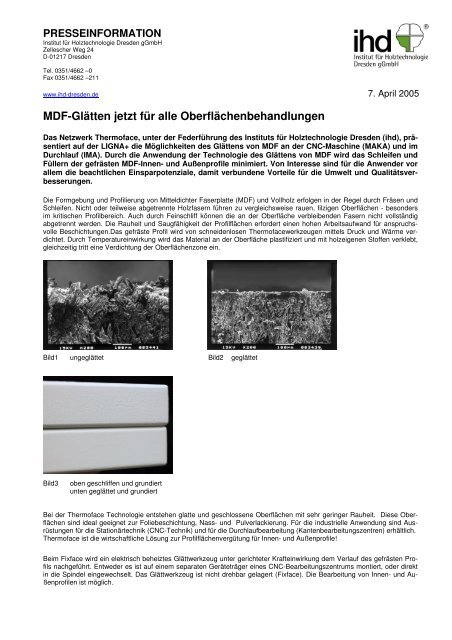
Bild1 ungeglättet Bild2 geglättet<br />
Bild3<br />
oben geschliffen und grundiert<br />
unten geglättet und grundiert<br />
Bei der Thermoface Technologie entstehen glatte und geschlossene Oberflächen mit sehr geringer Rauheit. Diese Oberflächen<br />
sind ideal geeignet zur Foliebeschichtung, Nass- und Pulverlackierung. Für die industrielle Anwendung sind Ausrüstungen<br />
für die Stationärtechnik (CNC-Technik) und für die Durchlaufbearbeitung (Kantenbearbeitungszentren) erhältlich.<br />
Thermoface ist die wirtschaftliche Lösung zur Profilflächenvergütung für Innen- und Außenprofile!<br />
Beim Fixface wird ein elektrisch beheiztes Glättwerkzeug unter gerichteter Krafteinwirkung dem Verlauf des gefrästen Profils<br />
nachgeführt. Entweder es ist auf einem separaten Geräteträger eines CNC-Bearbeitungszentrums montiert, oder direkt<br />
in die Spindel eingewechselt. Das Glättwerkzeug ist nicht drehbar gelagert (Fixface). Die Bearbeitung von Innen- und Außenprofilen<br />
ist möglich.
PRESSEINFORMATION<br />
Institut für Holztechnologie Dresden gGmbH<br />
Zellescher Weg 24<br />
D-01217 Dresden<br />
Tel. 0351/4662 –0<br />
Fax 0351/4662 –211<br />
www.ihd-dresden.de 7. April 2005<br />
Bild4<br />
CNC-Maschinentechnik (spindelgeführt)<br />
Die Führung des beheizten Glättwerkzeuges in der Frässpindel wird möglich durch den Einsatz einer speziellen wärmedämmenden<br />
Keramik im Glättadapter, so dass keine Wärme in die Spindel abfließen kann. Bei der Wahl der Werkzeugmagazine<br />
gibt es zwei Möglichkeiten. Einerseits können Glättwerkzeuge im vorhandenen Magazin mitgeführt werden. Vor dem<br />
Einsatz werden die Glättwerkzeuge induktiv aufgeheizt. Andererseits können Glättwerkzeuge auch in zusätzlichen Pickup-<br />
Plätzen bereits vortemperiert werden.<br />
Thermofacewerkzeuge können auch an bereits bestehenden geeigneten CNC-Systemen nachgerüstet werden. Dazu ist es<br />
notwendig, eine modifizierte HSK63-F, als zusätzliche Werkzeugaufnahme zu integrieren. Zur Montage wird eine freie<br />
Schnittstelle benötigt. Unter Umständen kann ein nicht genutztes Bohrgetriebe oder eine feste Frässpindel ersetzt oder ein<br />
Glättadapter neu eingeordnet werden. Dies wird von einem erfahrenen Fachberater vor Ort gemeinsam mit dem Kunden<br />
entschieden. Der Glättadapter ist mit einer angepassten Temperaturregelung für das Werkzeug ausgerüstet.<br />
Dadurch ist es selbst möglich, das Werkzeug manuell zu wechseln. Mit einem Handgriff wird das Werkzeug gelöst und ein<br />
neues Werkzeug eingewechselt. Nach kurzer Aufheizzeit kann mit dem neuen Profil gearbeitet werden. Zu empfehlen ist<br />
diese Lösung bei Serienfertigung mit seltenem Profilwechsel und zum Nachrüsten von älteren Maschinen mit mehreren<br />
Spindeln ohne Werkzeugwechsler.<br />
Besser ist die Lösung des automatischer Werkzeugwechsels durch die Kopplung mit der Maschinensteuerung. Der Thermofaceadapter<br />
nimmt die modifizierte HSK-Schnittstelle pneumatisch auf und koppelt die Werkzeuge an den Temperaturregler.<br />
Dazu ist ein spezielles Werkzeugmagazin erforderlich, welches die vorbeheizten Glättwerkzeuge temperiert bereithält.<br />
Zu empfehlen ist diese Lösung bei häufigem Profilwechsel und der Notwendigkeit, mehrere Glättwerkzeuge an einem<br />
Werkstück zu nutzen.<br />
Anders als beim Fixface wird bei der Kantenbearbeitung die gefräste Kante wird an mehreren elektrisch beheizten Rollen<br />
vorbeigeführt (Rollface). Mit einer Gegendruckeinrichtung werden die erforderlichen Kräfte aufgebracht.<br />
Bild5 AKE Rollface-Aggregat mit sechs Rollface-Werkzeugrollen. Die Anzahl der Rollface-Werkzeugrollen wird bestimmt<br />
durch die geforderten Bearbeitungsgeschwindigkeit.
PRESSEINFORMATION<br />
Institut für Holztechnologie Dresden gGmbH<br />
Zellescher Weg 24<br />
D-01217 Dresden<br />
Tel. 0351/4662 –0<br />
Fax 0351/4662 –211<br />
www.ihd-dresden.de 7. April 2005<br />
Bild6 Die Rollfaceeinheit kann in jedes gängige Kantenbearbeitungszentrum integriert werden. Der Platzbedarf beträgt<br />
ca. 1000 mm und kann entsprechend angepaßt werden.<br />
Im Gegensatz zum Fixglätten, bei dem jeweils nur ein Glättwerkzeug im Einsatz ist, gestattet die Mehrfachanordnung beim<br />
Rollglätten eine höhere Vorschubgeschwindigkeit. Beim Rollglätten werden die Achsen der Glättwerkzeuge mittels Heizpatronen<br />
elektrisch beheizt; die drehbar gelagerten Profilrollen wälzen sich bei Kontakt mit dem gefrästen Werkstück ab und<br />
verdichten die Profilfläche thermo-mechanisch. Für die gleichmäßige Temperierung wird hier ein Infrarot-Temperaturfühler<br />
mit einer Leistungsregelung eingesetzt. Der Einfluss der technologischen Parameter beim Rollglätten wurde in einer Reihe<br />
von Forschungsprojekten untersucht. Vorschubgeschwindigkeiten von bis zu 20 m/min sind derzeit realisierbar und werden<br />
gegenwärtig unter industriellen Bedingungen getestet.<br />
Der industrielle Prototyp besteht aus einer horizontal gefederten Wippe, auf der 3 Achswippen mit je zwei beheizbaren<br />
Glättrollen installiert sind. Aus Gründen der Sicherheit wird das gesamte Glättaggregat beim Stopp des Vorschubes pneumatisch<br />
zurückgefahren.<br />
Das Glättwerkzeug besitzt keine Schneiden und ist somit rotationssymmetrisch. Seine Abmessungen sind entsprechend<br />
der Dichte der MDF angepasst.<br />
Deshalb ist es notwendig, jeweils das passende Glättwerkzeug zum Fräswerkzeug einzusetzen. Das Glättwerkzeug wird<br />
auf ca. 250°C - 450°C, abhängig von der angestrebten Oberflächenqualität, erwärmt. Das Erwärmen erfolgt durch den<br />
Einsatz spezieller Heizpatronen, die sich im Inneren des Werkzeuges befinden. Es erfolgt ein Energieauftrag vom Werkzeug<br />
auf das entsprechende Innen- bzw. Außenprofil.<br />
Das Verschleißverhalten des Glättwerkzeuges ist deutlich geringer als das des Fräswerkzeuges.<br />
Vorteile für alle Oberflächen<br />
1. Qualität in Optik und Haptik<br />
2. Reduzierung der Bearbeitungs- und Energiekosten<br />
3. Realisierung komplizierter Innen- und Außenprofile<br />
4. Substitution des Schleifens<br />
5. Reduzierung der Trocknungs- und Durchlaufzeiten<br />
6. Erhöhung der Oberflächenhärte<br />
7. Umweltfreundliche Reduzierung der Lack- und<br />
Lösemittelmengen
PRESSEINFORMATION<br />
Institut für Holztechnologie Dresden gGmbH<br />
Zellescher Weg 24<br />
D-01217 Dresden<br />
Tel. 0351/4662 –0<br />
Fax 0351/4662 –211<br />
www.ihd-dresden.de 7. April 2005<br />
Technologieübersicht<br />
Werkzeug<br />
Maschinentechnologie<br />
Energie- Übertragung<br />
Vorschubgeschwindigkeit<br />
Materialien<br />
Fixface ® feststehend elektr. Wärme<br />
bis ca. 400°C<br />
feststehend<br />
elektr. Wärme<br />
bis ca. 400°C<br />
Rollface ® abwälzend elektr. Wärme<br />
bis ca. 400°C<br />
stationär (CNC-BAZ) in der Frässpindel<br />
stationär (CNC-BAZ) auf separatem<br />
Modulträger<br />
durchlaufend (Kantenbearbeitungsmaschinen)<br />
3...9 m/min MDF<br />
3...9 m/min MDF<br />
5...20 m/min MDF<br />
Bild 7 Das Netzwerk Thermoface erhielt den Umweltpreis des Bundes der Deutschen Industrie. Das Ziel dieses Netzwerkes:<br />
Holz zu lackieren ohne es zu schleifen und somit umweltfreundlich Möbeloberflächen herzustellen.<br />
Kontaktadresssen<br />
Lizenzgeber und Netzwerkleitung<br />
Institut für Holztechnologie Dresden gGmbH<br />
Dipl.-Ing. Matthias Ewert<br />
Zellescher Weg 24<br />
D-01217 Dresden<br />
Tel. +49/351 4662-0<br />
Fax +49/351 4662-211<br />
ewert@ihd-dresden.de<br />
www.ihd-dresden.de<br />
Fixface – spindelgeführt<br />
MAKA - Max Mayer Maschinenbau GmbH<br />
Vertriebsbüro Nord<br />
Michael Meer<br />
Bad Meinberger Straße 1<br />
D-32760 Detmold<br />
Tel. +49/5231 602293-0<br />
Fax +49/5231 602293-3<br />
Michael.meer@maka-nord.de<br />
www.maka.com
PRESSEINFORMATION<br />
Institut für Holztechnologie Dresden gGmbH<br />
Zellescher Weg 24<br />
D-01217 Dresden<br />
Tel. 0351/4662 –0<br />
Fax 0351/4662 –211<br />
www.ihd-dresden.de 7. April 2005<br />
Fixface separate geführt (Nachrüstsätze)<br />
Innotech Holztechnologien GmbH<br />
Dr. Klaus Rehm<br />
Fürstenwalder Allee 28<br />
D-12589 Berlin<br />
Tel. +49/30 6484 88-0<br />
Fax +49/30 6484 88-11<br />
rehm@innotech-ht.com<br />
www.innotech-ht.com<br />
Rollface<br />
AKE Knebel GmbH & Co. KG<br />
Niederlassung Bad Oeynhausen<br />
Gohfelder Straße 2<br />
D-32549 Bad Oeynhausen<br />
Tel. +49/5731 4809-0<br />
Fax +49/5731 4809-431<br />
www.ake.de<br />
Werkzeuge, Adapter<br />
AKE Knebel GmbH & Co. KG<br />
Niederlassung Bad Oeynhausen<br />
Gohfelder Straße 2<br />
D-32549 Bad Oeynhausen<br />
Tel. +49/5731 4809-0<br />
Fax +49/5731 4809-431<br />
www.ake.de<br />
Folienbeschichtung<br />
Robert Bürkle GmbH<br />
Stuttgarter Str. 123<br />
D-72250 Freudenstadt<br />
Telefon +49/7441-58-0<br />
Telefax +49/7441-7813<br />
www.buerkle-gmbh.de<br />
Lackierung<br />
3H Lacke Lackfabrik Hammen GmbH & Co.<br />
32110 Hiddenhausen<br />
Telefon +49/5221 38 09-0<br />
Telefax +49/5221 38 09-20<br />
www.3h-lacke.de<br />
Pulverlackierung<br />
DuPont Performance Coatings GmbH & Co.KG<br />
Fritz-Hecker-Strasse 47-107<br />
D-50968 Köln<br />
Tel. +49/221 3706-368<br />
Fax +49/221 3706-576<br />
www.dupont.de
PRESSEINFORMATION<br />
Institut für Holztechnologie Dresden gGmbH<br />
Zellescher Weg 24<br />
D-01217 Dresden<br />
Tel. 0351/4662 –0<br />
Fax 0351/4662 –211<br />
www.ihd-dresden.de 7. April 2005<br />
Erstanwender<br />
Miele & Cie. GmbH & Co<br />
Werk Warendorf<br />
D-48231 Warendorf<br />
Mielestr. 1<br />
www.miele.de<br />
Xenon Warnke GmbH & Co. KG<br />
Hauptstraße 3<br />
D-19273 Pinnau<br />
www.xenon-warnke.de<br />
Pressekontakt (nicht zur Veröffentlichung)<br />
Institut für Holztechnologie Dresden gGmbH<br />
Ressort Information/Dokumentation<br />
Dipl.-Ing. Matthias Ewert<br />
Tel. 0351/4662 –301<br />
Fax 0351/4662 –211<br />
Mail ewert@ihd-dresden.de













