Download - Harting
Download - Harting
Download - Harting

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Kompetenz in SMC Technik<br />
Interface Steckverbinder wurden speziell für den Einsatz<br />
im „Pin in Hole Intrusive Reflow“-Prozess entwickelt.<br />
Neben der für automatische Bestückungen<br />
bevorzugten schwarzen Isolierkörperfarbe und der<br />
automaten gerechten Verpackung bieten die Steckverbinder<br />
auch Rastclips zur Fixierung auf der Leiterplatte<br />
vor dem Verlöten. Das offene Design des<br />
Isolierkörpers aus hochtemperaturfestem Kunststoff<br />
gewährleistet eine homogene Wärmeverteilung, so<br />
dass exis tierende Lötprofile beibehalten werden<br />
können. Selbst für noch höhere Temperaturen wie<br />
z. B. bei bleifreien Lötprozessen sind die Steckverbinder<br />
geeignet.<br />
Vorteile von interface Steckverbindern:<br />
● Partielles Tauchlöten oder Einpressen entfällt<br />
● Hohe mechanische Stabilität<br />
● Kompatibel zur Surface Mount Technik<br />
● Kostenersparnis durch Integration<br />
in den auto matisierten Bestückprozess<br />
● Kein zusätzlicher Platzbedarf<br />
innerhalb der Produktionsstätte<br />
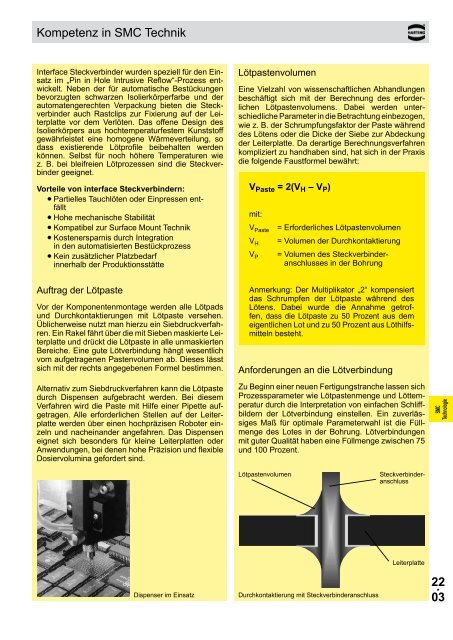
Lötpastenvolumen<br />
Eine Vielzahl von wissenschaftlichen Abhandlungen<br />
beschäftigt sich mit der Berechnung des erforderlichen<br />
Lötpastenvolumens. Dabei werden unterschiedliche<br />
Parameter in die Betrachtung einbezogen,<br />
wie z. B. der Schrumpfungsfaktor der Paste während<br />
des Lötens oder die Dicke der Siebe zur Abdeckung<br />
der Leiterplatte. Da derartige Berechnungsverfahren<br />
kompliziert zu handhaben sind, hat sich in der Praxis<br />
die folgende Faustformel bewährt:<br />
V Paste = 2(V H – V P )<br />
mit:<br />
V Paste = Erforderliches Lötpastenvolumen<br />
V H = Volumen der Durchkontaktierung<br />
V P = Volumen des Steckverbinderanschlusses<br />
in der Bohrung<br />
Auftrag der Lötpaste<br />
Vor der Komponentenmontage werden alle Lötpads<br />
und Durchkontaktierungen mit Lötpaste versehen.<br />
Üblicherweise nutzt man hierzu ein Siebdruckverfahren.<br />
Ein Rakel fährt über die mit Sieben maskierte Leiterplatte<br />
und drückt die Lötpaste in alle unmaskierten<br />
Bereiche. Eine gute Lötverbindung hängt wesentlich<br />
vom aufgetragenen Pastenvolumen ab. Dieses lässt<br />
sich mit der rechts angegebenen Formel bestimmen.<br />
Anmerkung: Der Multiplikator „2“ kompensiert<br />
das Schrumpfen der Lötpaste während des<br />
Lötens. Dabei wurde die Annahme getroffen,<br />
dass die Lötpaste zu 50 Prozent aus dem<br />
eigentlichen Lot und zu 50 Prozent aus Löthilfsmitteln<br />
besteht.<br />
Anforderungen an die Lötverbindung<br />
Alternativ zum Siebdruckverfahren kann die Lötpaste<br />
durch Dis pensen aufgebracht werden. Bei diesem<br />
Verfahren wird die Paste mit Hilfe einer Pipette aufgetragen.<br />
Alle erforderlichen Stellen auf der Leiterplatte<br />
werden über einen hochpräzisen Roboter einzeln<br />
und nacheinander angefahren. Das Dis pensen<br />
eignet sich besonders für kleine Leiterplatten oder<br />
Anwendungen, bei denen hohe Präzision und flexible<br />
Dosier volumina gefordert sind.<br />
Zu Beginn einer neuen Fertigungstranche lassen sich<br />
Prozessparameter wie Lötpastenmenge und Löttemperatur<br />
durch die Interpre tation von einfachen Schliffbildern<br />
der Lötverbindung einstellen. Ein zuverlässiges<br />
Maß für optimale Parameterwahl ist die Füllmenge<br />
des Lotes in der Bohrung. Lötverbindungen<br />
mit guter Qualität haben eine Füllmenge zwischen 75<br />
und 100 Prozent.<br />
SMC<br />
Technologie<br />
Lötpastenvolumen<br />
Steckverbinderanschluss<br />
Leiterplatte<br />
Dispenser im Einsatz<br />
Durchkontaktierung mit Steckverbinderanschluss<br />
22 .<br />
03