Themen: - ElektronenstrahlschweiÃen an Atmosphäre Taylored ...
Themen: - ElektronenstrahlschweiÃen an Atmosphäre Taylored ...
Themen: - ElektronenstrahlschweiÃen an Atmosphäre Taylored ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
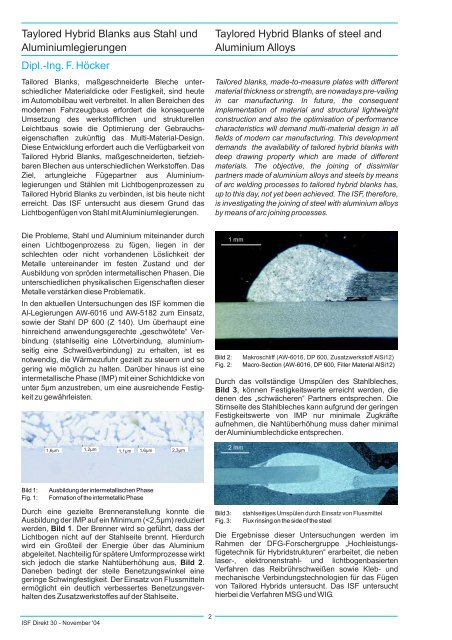
<strong>Taylored</strong> Hybrid Bl<strong>an</strong>ks aus Stahl und<br />
Aluminiumlegierungen<br />
Dipl.-Ing. F. Höcker<br />
Tailored Bl<strong>an</strong>ks, maßgeschneiderte Bleche unterschiedlicher<br />
Materialdicke oder Festigkeit, sind heute<br />
im Automobilbau weit verbreitet. In allen Bereichen des<br />
modernen Fahrzeugbaus erfordert die konsequente<br />
Umsetzung des werkstofflichen und strukturellen<br />
Leichtbaus sowie die Optimierung der Gebrauchseigenschaften<br />
zukünftig das Multi-Material-Design.<br />
Diese Entwicklung erfordert auch die Verfügbarkeit von<br />
Tailored Hybrid Bl<strong>an</strong>ks, maßgeschneiderten, tiefziehbaren<br />
Blechen aus unterschiedlichen Werkstoffen. Das<br />
Ziel, artungleiche Fügepartner aus Aluminiumlegierungen<br />
und Stählen mit Lichtbogenprozessen zu<br />
Tailored Hybrid Bl<strong>an</strong>ks zu verbinden, ist bis heute nicht<br />
erreicht. Das ISF untersucht aus diesem Grund das<br />
Lichtbogenfügen von Stahl mitAluminiumlegierungen.<br />
Die Probleme, Stahl und Aluminium mitein<strong>an</strong>der durch<br />
einen Lichtbogenprozess zu fügen, liegen in der<br />
schlechten oder nicht vorh<strong>an</strong>denen Löslichkeit der<br />
Metalle unterein<strong>an</strong>der im festen Zust<strong>an</strong>d und der<br />
Ausbildung von spröden intermetallischen Phasen. Die<br />
unterschiedlichen physikalischen Eigenschaften dieser<br />
Metalle verstärken diese Problematik.<br />
In den aktuellen Untersuchungen des ISF kommen die<br />
Al-Legierungen AW-6016 und AW-5182 zum Einsatz,<br />
sowie der Stahl DP 600 (Z 140). Um überhaupt eine<br />
hinreichend <strong>an</strong>wendungsgerechte „geschwötete“ Verbindung<br />
(stahlseitig eine Lötverbindung, aluminiumseitig<br />
eine Schweißverbindung) zu erhalten, ist es<br />
notwendig, die Wärmezufuhr gezielt zu steuern und so<br />
gering wie möglich zu halten. Darüber hinaus ist eine<br />
intermetallische Phase (IMP) mit einer Schichtdicke von<br />
unter 5µm <strong>an</strong>zustreben, um eine ausreichende Festigkeit<br />
zu gewährleisten.<br />
1,2µm<br />
1,6µm 1,1µm 1,6µm 2,3µm<br />
<strong>Taylored</strong> Hybrid Bl<strong>an</strong>ks of steel <strong>an</strong>d<br />
Aluminium Alloys<br />
Tailored bl<strong>an</strong>ks, made-to-measure plates with different<br />
material thickness or strength, are nowadays pre-vailing<br />
in car m<strong>an</strong>ufacturing. In future, the consequent<br />
implementation of material <strong>an</strong>d structural lightweight<br />
construction <strong>an</strong>d also the optimisation of perform<strong>an</strong>ce<br />
characteristics will dem<strong>an</strong>d multi-material design in all<br />
fields of modern car m<strong>an</strong>ufacturing. This development<br />
dem<strong>an</strong>ds the availability of tailored hybrid bl<strong>an</strong>ks with<br />
deep drawing property which are made of different<br />
materials. The objective, the joining of dissimilar<br />
partners made of aluminium alloys <strong>an</strong>d steels by me<strong>an</strong>s<br />
of arc welding processes to tailored hybrid bl<strong>an</strong>ks has,<br />
up to this day, not yet been achieved. The ISF, therefore,<br />
is investigating the joining of steel with aluminium alloys<br />
by me<strong>an</strong>s of arc joining processes.<br />
Kupfer<br />
Bild 2:<br />
Fig. 2:<br />
1 mm<br />
Makroschliff (AW-6016, DP 600, Zusatzwerkstoff AlSi12)<br />
Macro-Section (AW-6016, DP 600, Filler Material AlSi12)<br />
Durch das vollständige Umspülen des Stahlbleches,<br />
Bild 3, können Festigkeitswerte erreicht werden, die<br />
denen des „schwächeren“ Partners entsprechen. Die<br />
Stirnseite des Stahlbleches k<strong>an</strong>n aufgrund der geringen<br />
Festigkeitswerte von IMP nur minimale Zugkräfte<br />
aufnehmen, die Nahtüberhöhung muss daher minimal<br />
derAluminiumblechdicke entsprechen.<br />
2 mm<br />
Bild 1:<br />
Fig. 1:<br />
Ausbildung der intermetallischen Phase<br />
Formation of the intermetallic Phase<br />
Durch eine gezielte Brenner<strong>an</strong>stellung konnte die<br />
Ausbildung der IMP auf ein Minimum (