20 - Institut für Schweißtechnik und Fügetechnik (ISF) der RWTH ...
20 - Institut für Schweißtechnik und Fügetechnik (ISF) der RWTH ...
20 - Institut für Schweißtechnik und Fügetechnik (ISF) der RWTH ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
II<br />
--<br />
II<br />
II<br />
II<br />
II<br />
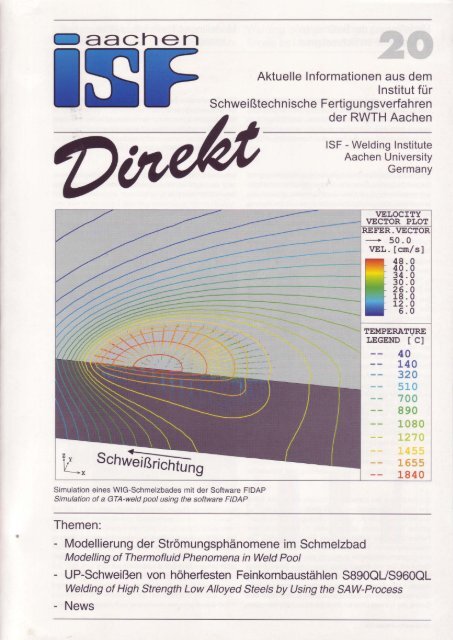
Simulation eines WIG-Schmelzbades mit <strong>der</strong> Software FIDAP<br />
Simulation of a GTA-weld pool using the software FIDAP<br />
Aktuelle Informationen aus dem<br />
<strong>Institut</strong> fur<br />
Schweißtech n ischeFertig u ngsverfah ren<br />
<strong>der</strong> <strong>RWTH</strong> Aachen<br />
Themen:<br />
- Modellierung <strong>der</strong> Strömungsphänomene im Schmelzbad<br />
Modelling of Modelling Thermofluid of Phenomena Thermofluid in Phenomena Weld in PoolPool Weld<br />
<strong>ISF</strong> - Welding <strong>Institut</strong>e<br />
Aachen University<br />
Germany<br />
- UP-Schweißen von höherfesten Feinkornbaustählen S890QUS960QL<br />
Welding of Welding High of Strength High Low Strength Alloyed Low Steets Alloyed by Steets lJsing by the lJsing SAW-ProcessSAW-Pro<br />
the<br />
- News
Modellierung <strong>der</strong> Strömungsphänomene<br />
im Schmelzbad<br />
. , . I ., ,". .,*: il,'-1t, nn44<br />
Die Temperaturverteilung <strong>und</strong> die Schmelzbadgrößen beim<br />
Lichtbogenschweißen werden wesentlich durch Strömungen<br />
beeinflußt. Zur Simulation <strong>der</strong> Massen- <strong>und</strong> Wärmeübertragung<br />
beim WIG- Schweißen wurde ein umfassendes Modell<br />
ausgearbeitet <strong>und</strong> auf Basis des kommerziellen CFD-<br />
Programms Fl DAP1.. implementiert.<br />
Modelling of Thermofluid Phenomena<br />
in Weld Pool<br />
Fluid flow in molten pool during arc welding essentially affects<br />
the temperature field and the weld pool dimensions. A<br />
comprehensive model for simulation of mass and heat<br />
transfer during GTA welding has been elaborated. The model<br />
has been implemented on the basis of commercial CFDsoftware<br />
packet FlDAP1.<br />
Die traditionel len Wärmeleitu ngsmodelle zur Berechnu ng von berechnete Temperaturfeld mit Solidus- <strong>und</strong> Liquiduslinien<br />
Sch melzbadgrößen, Temperatu rfel<strong>der</strong>n <strong>und</strong> Abkühl raten wer- zeigt eine gute Übereinstimmung mit <strong>der</strong> experimentellen<br />
den vermehrt durch exaktere Modelle ersetzt, die auch den Schmelzbadform, Bild 2.<br />
konvektiven Wärmetransport berücksichti gen. Diese Tendenz<br />
ist auf Fortschritte <strong>der</strong> theoretischen Beschreibung relevan-<br />
1mm<br />
ter physikalischer Phänomene, <strong>der</strong> steigenden Rechnerleistung<br />
<strong>und</strong> <strong>der</strong> Verbreitung numerischer Berechnungscodes<br />
zurückzuführen. Detaillierte Kenntnisse <strong>der</strong> zeitabhängigen<br />
Temperaturverteilung sind <strong>für</strong> die Simulation <strong>der</strong> Erstarrungsvorgänge,<br />
Mikrogefüge <strong>und</strong> Eigenspannungen von beson<strong>der</strong>er<br />
Bedeutung.<br />
fest-flüssig Übergang<br />
.@ 60<br />
Geschwindigkeit I + 40 [cm/s] ry^^<br />
MJU<br />
t8<br />
lm Rahmen des Son<strong>der</strong>forschungsbereichs SFB 370,,lntegrative<br />
Werkstoffmodellierung" wurde am <strong>ISF</strong> ein umfassendes<br />
Modell zur Simulation <strong>der</strong> Strömungsvorgänge im ;;<br />
Schmelzbad entwickelt. Die numerische lmplementierung<br />
erfolgte mit Einsatz <strong>der</strong> Software FIDAP, das auf Finite-Ele- Bild 1:Strömungsfeld in einem WIG-Schmelzbad<br />
mente-Methoden basiert. Für die Berechnung <strong>der</strong> Strömun- Fig.l: Flow field in a GTA Weld Pool<br />
gen im Schmelzbad <strong>und</strong> <strong>der</strong> Temperaturverteilung im gesamten<br />
Werkstück, werden die Gleichungen <strong>der</strong> lmpuls- <strong>und</strong><br />
Energieerhaltung zusammen mit <strong>der</strong> Kontinuitätsgleichung<br />
simultan gelöst. Außerdem wird die freie Oberfläche des<br />
Schmelzbades als zusätzliche Variable betrachtet. Als treibende<br />
Kräfte <strong>der</strong> Schmelzströmungen werden <strong>der</strong> Marangoni-Effekt,<br />
die elektromagnetischen Volumenkräfte <strong>und</strong> die<br />
Auftriebskraft berücksichtigt. Der Einfluß von Schwefel auf<br />
die Oberflächenspannung <strong>der</strong> Schmelze <strong>und</strong> die Deformation<br />
<strong>der</strong> Schmelzbadoberfläche aufgr<strong>und</strong> thermischer Ausdehnung<br />
<strong>und</strong> des Lichtbogendrucks wird dabei ebenfalls berücksichtigt.<br />
Der Wärmeaustausch zwischen dem Werkstück<br />
<strong>und</strong> <strong>der</strong> Umgebung wird durch Untermodelle <strong>der</strong> Lichtbogenwärmequelle,<br />
Verdampfung, Abstrahlung <strong>und</strong> Konvektion<br />
beschrieben.<br />
Zur Validierung des numerischen Modells wurde eine Reihe Bild 2:Temperatudeld im Vergleich mit Experiment<br />
von WIG-Punktschweißungen mit gleichzeitiger kalorime- Fig.2: Temperature Fig.2: field Temperature in field comparison in with comparison experimenexperimen<br />
with<br />
trisch e r Messu n g de r th erm ischen Lichtboge neffizienz d u rchgeführt.<br />
Ein typisches Strömungsfeld im Schmelzbad des<br />
Feinkornbaustahls S460M wird am Bild 1 dargestellt. Die Die dreidimensionalen Berechnungen mit bewegter Wärme-<br />
maximalen durch den Marangoni-Effekt bedingten Ströquelle (Titelbild) liefern die Temperaturbedingungen fur Gemungsgeschwindigkeiten<br />
treten an <strong>der</strong> Schmelzbadoberfüge- <strong>und</strong> Eigenspannungssimulationen, die in an<strong>der</strong>en Teilfläche<br />
auf. Der mit diesem Effekt verb<strong>und</strong>ene Wirbel beeinprojekten des SFB 370 durchgeführt werden.<br />
flußt vor allem die Schmelzbadbreite. Die elektromagnetischen<br />
Kräfte führen zu einem in entgegengesetzter Richtung<br />
ausgerichteten Schmelzkreislauf in <strong>der</strong> Mitte des<br />
Bades, <strong>der</strong> in erster Linie auf die Schmelzbadtiefe wirkt. Das<br />
<strong>ISF</strong> Direkt <strong>20</strong> - Oktober'99<br />
1 FIDAP ist ein eingetragenes Warenzeichen von Fluent Inc., Lebanon, USA.
UP-Schweißen vonhöherfesten<br />
Welding of High Strength Low Altoyed<br />
Fein kornbaustählen S89OQIJS96OQLSteels<br />
by Using the SAw-Process<br />
Dipl.-lng.<br />
J. de Payrebrune<br />
Für das uP-schweißen von hochfesten Feinkornbaustählen Submerged arc welding of high strength low alloyed steels<br />
ist es erficr<strong>der</strong>lich, neben einer Reduzierung des wasserstoff- is possible if hydrogen input is being reduced and special<br />
gehaltes Schweißparameter einzuhalten, die ausreichende welding parameters are kept. The interpass temperature used<br />
mechanisch-technologische Eigenschaften in <strong>der</strong> Naht ge- is of great importance due to its influence on the hydrogen<br />
währleisten. Von beson<strong>der</strong>em lnteresse ist in diesem Zusam- content and the mechanical-technological properties of the<br />
m en han g- d.i.e gewäh lte Zwische n lagentem peratu r.<br />
weld.<br />
Beim schweißen von höherfesten Feinkornbaustähren steigt<br />
mit Zunahme <strong>der</strong> werkstofffestigkeit die Anfäiligkeit <strong>für</strong> eine<br />
wasserstoffinduzierte Kaltrißbildung an. Beim Up-Schweißen<br />
wird in <strong>der</strong> Regel über das verwendete schweißpulver<br />
Wasserstoff in die Schweißnaht eingebracht, was den rißsicheren<br />
Einsatz des Verfahrens erschwert. Ein typisches<br />
Beispiel <strong>für</strong> wasserstoffinduzierte Kaltrisse, die bei den<br />
durchgeführten Untersuchungen in <strong>der</strong> Reger innerhalb von<br />
48 St<strong>und</strong>en auftraten, zeigt Bild 1. Die Risse waren nach<br />
dieser Zeit an <strong>der</strong> Oberfläche zu erkennen.<br />
Bild 1: Rißverlauf Smm unter Decklage<br />
Fig.l: Crack path Smm below top tayer<br />
Badsicherung<br />
Bild 2: Untersuchung des Rißverlaufs<br />
Fig 2: Investigation of the crack path<br />
Bei einer Haltetemperatur von <strong>20</strong>0 oC wurde die Erzeugung<br />
rißfreier Verbindungen möglich. Durch variation <strong>der</strong> schweißgeschwindigkeit<br />
wurden bei einem schweißstrom von 550 A<br />
<strong>und</strong> einer Schweißspannung von 30 V t'u-Zeiten zwischen<br />
14,5 s <strong>und</strong> 11 ,5 s eingestellt. Bild 3 zeigt die Ergebnisse von<br />
Zugversuchen mit Längszugproben des Schweißgutes in<br />
Abhängigkeit <strong>der</strong> Streckenenergie.<br />
_ _ 800800<br />
.(u.(u<br />
5 5 700700<br />
6 6 oooooo<br />
cc<br />
C C CUTJCUTJ<br />
I I +oo+oo<br />
aa<br />
300300<br />
Bei <strong>der</strong> nach dem stahl-Eisen-werkstoffblatt sEWOgg<br />
berechneten Vorwärm- bzw. Haltetemperatur von 170 oc wurden<br />
bei einer Nahtlänge von 1000 mm ebenfalls Risse festgestellt.<br />
ln weiteren Versuchen wurde daher <strong>der</strong> Einfluß erhöhter<br />
Haltetemperaturen sowie verän<strong>der</strong>ter schweißparameter<br />
auf das Rißverhalten untersucht. Hierbei wurde deutlich,<br />
daß eine Erhöhung <strong>der</strong> Arbeitstemperatur auf 2SO oC<br />
ff<br />
500500<br />
8_8_<br />
ro5<br />
400400<br />
U)U)<br />
oo<br />
88<br />
300300<br />
66<br />
26<br />
44<br />
100<br />
22<br />
00<br />
00<br />
Streckgrenze Streckgrenze Zugrfestigkeit Zugrfestigkeit DehnungDehnung<br />
Bild 4: Ergebnisse <strong>der</strong> Querzugversuche<br />
Fig. 4: Results of transverse tension testing<br />
zu rissfreien Proben führte, jedoch die mechanisch-technologischen<br />
Eigenschaften <strong>der</strong> schweißverbindungen keine Bei Verwendung einer modifizierten Drahtelektrode konnten<br />
ausreichenden Festigkeiten <strong>für</strong> den werkstoff sgg0el auf- ausreichende Festigkeitswerte <strong>für</strong> die verarbeitung des werkwiesen.stoffes<br />
S960QL erzielt werden.<br />
12ffi12ffi<br />
1 100<br />
1000<br />
900900<br />
2ffi2ffi<br />
100<br />
00<br />
2424<br />
2.2.<br />
<strong>20</strong><br />
18<br />
16- ss<br />
14L<br />
tz3 cc<br />
105<br />
8o<br />
00<br />
Streckgrenze Streckgrenze Zugrfestigkeit Zugrfestigkeit DehnungDehnung<br />
zur verifizierung des Rißverlaufes wurde ein Riß entsprechend<br />
Bild 2 herausgetrennt. Es konnte festgestellt werden,<br />
daß dieser das gesamte schweißgut bis in die Badsicherung<br />
Bild 3: Mechanischtechnologische Eigenschaften des schweißgutes<br />
Fig. 3: Tension test results of weldmetal<br />
durchlaufen hatte.<br />
unter verwendung einer modifizierten Drahtelektrode konnte<br />
die streckgrenze des schweißgutes bei identischen schweiß-<br />
Riß an <strong>der</strong> Oberfläche<br />
sichtbar<br />
parametern erhöht werden. Alle euerzugproben wiesen ge_<br />
genüber den Schweißgutproben erhöhte Werte auf, was auf<br />
Sägeschnitt<br />
die stützwirkung des Gr<strong>und</strong>werkstoffes zurückgeführt werden<br />
kann. Bild 4 zeigt die Ergebnisse <strong>der</strong> euerzugversuche.<br />
66<br />
(I(I<br />
==<br />
1m<br />
1 100<br />
1000<br />
900900<br />
800800<br />
700700<br />
600600<br />
! ! v" = v" 60 = cny'min 60 (npdifilerter cny'min Draht)Draht)<br />
(npdifilerter<br />
I I v" = v" 75 = cnv'min 75 (rnodifizierter cnv'min Draht)Draht) (rnodifizierter<br />
I I v" = v" 75 = cny'min 75 (Standarddraht)(Standarddraht)<br />
cny'min<br />
oo<br />
44<br />
zz<br />
26<br />
2424<br />
2222<br />
<strong>20</strong><br />
18<br />
to: >x>x<br />
ajtzS<br />
cc<br />
<strong>ISF</strong> Direkt <strong>20</strong> - Oktober'99
N EWSEWSN N EWSEWSN N EWSEWSN N EWSEWSN N EWSEWSN N EWSEWSN N EWS N EWS<br />
i"?F iili#rn<br />
Seit <strong>der</strong> letzten Ausgabe von <strong>ISF</strong>-Direkt wurden die Herren<br />
rungsaustausch.<br />
Dipl.-lng. F. Reich auf dem Gebiet Laserstrahlschweißen,<br />
Dipl.-lng. T. Gqäb <strong>für</strong> den Bereich UP-Schweißen sowie Das nächste 7. Internationale Aachener <strong>Schweißtechnik</strong><br />
Dipl.-lng. G. Smolka <strong>für</strong> den Bereich Mikrofügen eingestellt.<br />
Frau J. Krott nahm als Verstärkung in <strong>der</strong> Bibliothek ihre<br />
Kolloquium findet am 3./4.05.<strong>20</strong>01 im Eurogress Aachen zur<br />
Thematik,,Hochleistungsfügeverfahren -Gr<strong>und</strong>lagen, Aus-<br />
Arbeit auf. :<br />
rüstungen, Anwendungen" statt.<br />
Ausgeschieden ist Herr C. Gaitzsch, <strong>der</strong> als Programmierer<br />
in <strong>der</strong> EDV-Abteilung tätig war.<br />
,,Verstärkung" bekam die erweiterte lnstitutsmannschaft. Den<br />
Familien Gräb, Goumeniouk, Jäger <strong>und</strong> Maximoff gratulieren<br />
wir herzlich zur Geburt ihrer Söhne, Familie Sattler darf<br />
sich über eine Tochter freuen.<br />
Den Herren R. Hommelsheim, Dipl.-lng. M. Möller <strong>und</strong><br />
Dipl.-lng. G. Wilms wünschen wir nach dem Einlaufen in den<br />
ehelichen Hafen alles Gute.<br />
Unserem Lehrschweißer Herr J. Lauscher gratulieren wir zu<br />
seinem 25jährigen Dienstjubiläum am lSF.<br />
Am 2.09. wurde eine Betriebsexkursion zur Thyssen Krupp<br />
Stahl AG nach Duisburg unternommen.<br />
A$TK '99 am 24. <strong>und</strong> 25. Juni 1999<br />
Über t50 Teilnehmer konnte Prof. Dilthey zum 6. Aachener<br />
<strong>Schweißtechnik</strong> Kolloquium<br />
'99<br />
im Technologiezentrum am<br />
Europaplatz begrüßen. Mitveranstalter waren <strong>der</strong> DVS Bezirksverband<br />
Aachen <strong>und</strong> <strong>der</strong> Fre<strong>und</strong>eskreis des <strong>Institut</strong>s <strong>für</strong><br />
<strong>Schweißtechnik</strong> e.V.<br />
quium sowie bei <strong>der</strong> <strong>Institut</strong>sbesichtigung des <strong>ISF</strong> die Gelegenheit<br />
zu verliefenden Diskussionen <strong>und</strong> fachlichen Erfah-<br />
Aus dem Fre<strong>und</strong>eskreis<br />
Zur För<strong>der</strong>ung <strong>der</strong> Corporate ldentity wurde auf einem Kreativitätstraining<br />
<strong>für</strong> Mitarbeiter die Schaffung einer <strong>ISF</strong>-Nadel<br />
angeregt. Diese tragen in Bronze alle lnstitutsmitarbeiter, in<br />
Silber die Doktoren des <strong>ISF</strong> <strong>und</strong> die Mitglie<strong>der</strong> des Beirates<br />
des Fre<strong>und</strong>eskreises des <strong>ISF</strong>; langjährigen Mitarbeitern des<br />
<strong>ISF</strong> wird sie zum 25. Dienstjubiläum verliehen <strong>und</strong> mit <strong>der</strong><br />
Ehrennadel in Gold werden Persönlichkeiten mit beson<strong>der</strong>en<br />
Verdiensten um das <strong>ISF</strong> <strong>und</strong> die <strong>Schweißtechnik</strong> geehrt.<br />
<strong>ISF</strong>-Nadeln in Bronze, Silber <strong>und</strong> Gold<br />
lm Rahmen <strong>der</strong> letzten Sitzung des Fre<strong>und</strong>eskreises wurden<br />
die ersten Ehrennadeln in Gold verliehen.<br />
Die ersten Träger <strong>der</strong> |SF-Ehrennadel in Gold:<br />
Prof. Dr.-lng. F. Eichhorn (3.v.1.), langjähriger Direktor des<br />
<strong>ISF</strong>; Dr.-lng. H. Ernenputsch (2.v.r.), erster Doktor des <strong>ISF</strong><br />
Begrüßung <strong>der</strong> Tagungsteilnehmer des ASTK'99<br />
durch Prof. Dr.-lng. U. Dilthey<br />
<strong>und</strong> Sprecher <strong>der</strong> inzwischen 140 <strong>ISF</strong>-Doktoren, Dr.-lng. O.E.<br />
Goerdt (3.v.r.), langjähriger Vorsitzen<strong>der</strong> des Fre<strong>und</strong>eskrei-<br />
Auf dem zweitägigen Kolloquium wurden verschiedene Tenses des <strong>ISF</strong> <strong>und</strong> Prof. Dr.-lng. U. Dilthey (r.) gemeinsam mit<br />
denzen <strong>der</strong> Werkstoffentwicklung vorgestellt <strong>und</strong> engagiert dem Vorstand des Fre<strong>und</strong>eskreises: Dr.-lng. D. Schulten<br />
diskutiert. Dabei spielte <strong>der</strong> Wettbewerb verschiedener Werk- (2.v.1.), Vorsitzen<strong>der</strong> <strong>und</strong> Dr.-lng. R. Ortmann (1.), Schatzstoffkonzepte<br />
<strong>für</strong> den Leichtbau von PKWs, Nutzfahrzeugen, meister.<br />
Bahnwaggons <strong>und</strong> Schiffen eine wichtige Rolle. Auch die Verarbeitung<br />
von verschleißfesten, hochwarmfesten <strong>und</strong> korrosionsbeständigen<br />
Werkstoffen, wie sie im Chemieapparate-<br />
Herausgeber: Fre<strong>und</strong>eskreis des <strong>Institut</strong>s <strong>für</strong> <strong>Schweißtechnik</strong> e.V.<br />
bau, in Rauchgasreinigungsanlagen <strong>und</strong> Müllverbrennungs-<br />
I nstitut f ür Schweißtechnische Fertigungsverfah ren, <strong>ISF</strong><br />
<strong>Institut</strong>sdirektor Prof. Dr.-lng. U. Dilthey<br />
anlagen zum Einsatz kommen, wurde eingehend diskutiert.<br />
Anschrift: Pontstraße 49, 5<strong>20</strong>62 Aachen<br />
Am Rande <strong>der</strong> Tagung nutzten die Teilnehmer beim Bierkollo-<br />
Telefon: +49(0)241/80 38 71<br />
<strong>ISF</strong> Direkt <strong>20</strong> - Oktober'99<br />
Telefax: +49(Q2a1 /88 88 1 70<br />
htto ://www. nvth -aach e n. d e/isf/<br />
Redaktion: Dipl.-lng. L. Kabatnik