Herstellung von Stahl und Blechrohteilen Teil-B
Herstellung von Stahl und Blechrohteilen Teil-B
Herstellung von Stahl und Blechrohteilen Teil-B

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
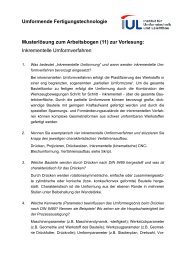
2. Schritt: Vom Eisen zum Rohstahl<br />
Lehrstuhl für<br />
Umformtechnik<br />
Universität Dortm<strong>und</strong><br />
Ausgangszustand:<br />
Roheisen<br />
Konverterhut<br />
Sauerstofflanze<br />
Abstichloch<br />
Aufbereitung,<br />
Legierung<br />
Werkstofftechnik<br />
Endzustand:<br />
Rohstahl<br />
Tragring<br />
Konverterboden<br />
Gasraum<br />
Metallbad<br />
feuerfeste<br />
Ausmauerung<br />
Strömungsverhältnisse<br />
beim Blasvorgang<br />
Quelle: VDEh<br />
<strong>Stahl</strong> = Eisen mit geringem Kohlenstoffanteil<br />
Basis: Vh_0076_b<br />
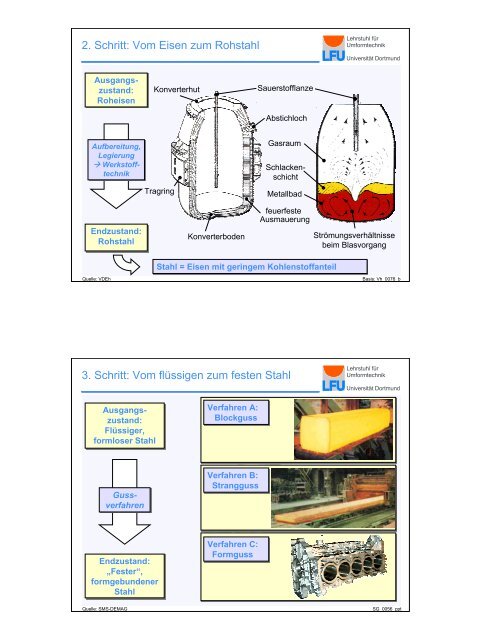
3. Schritt: Vom flüssigen zum festen <strong>Stahl</strong><br />
Lehrstuhl für<br />
Umformtechnik<br />
Universität Dortm<strong>und</strong><br />
Schlackenschicht<br />
Ausgangszustand:<br />
Flüssiger,<br />
formloser <strong>Stahl</strong><br />
Fragestellung:<br />
Verfahren A:<br />
Welche Blockguss<br />
wesentlichen Gussverfahren gibt es?<br />
Gussverfahren<br />
Verfahren B:<br />
Strangguss<br />
Endzustand:<br />
„Fester“,<br />
formgeb<strong>und</strong>ener<br />
<strong>Stahl</strong><br />
Quelle: SMS-DEMAG<br />
Verfahren C:<br />
Formguss<br />
SG_0056_ppt
Verfahren A: Blockguss<br />
Ausgangszustand:<br />
Flüssiger,<br />
formloser <strong>Stahl</strong><br />
Lehrstuhl für<br />
Umformtechnik<br />
Universität Dortm<strong>und</strong><br />
Gießpfanne<br />
Gussverfahren<br />
Dauerhafte<br />
Gussformen<br />
(Kokillen)<br />
Endzustand:<br />
„Blöcke“<br />
Aufwendiges Stauchen beim<br />
Warmwalzen (Vorstrasse) !<br />
Schröpfen (Kopflunker entfernen)<br />
Quelle: VDEh<br />
Basis: Vh_0095_b<br />
Verfahren B: Strangguss<br />
Lehrstuhl für<br />
Umformtechnik<br />
Universität Dortm<strong>und</strong><br />
Endzustand:<br />
„Brammen“<br />
(Rohteile für die Gestaltung<br />
<strong>von</strong> Blechhalbzeugen )<br />
oder alternativ:<br />
Endzustand: „Knüppel“<br />
(Vorprodukt für die <strong>Herstellung</strong><br />
<strong>von</strong> Stangenmaterial )<br />
Quelle: VDEh<br />
Geringer Aufwand beim<br />
Warmwalzen (Vorstrasse) !<br />
Basis: Vh_0094_b
Inhalt: Gussverfahren für <strong>Stahl</strong>halbzeuge<br />
Lehrstuhl für<br />
Umformtechnik<br />
Universität Dortm<strong>und</strong><br />
Wie kommt der <strong>Stahl</strong> ins Auto?<br />
Erzeugung <strong>von</strong> Rohstahl<br />
Gussverfahren für <strong>Stahl</strong>halbzeuge<br />
Gussverfahren für <strong>Stahl</strong>- <strong>und</strong> Eisenwerkstücke<br />
Problemstellung <strong>und</strong> Verfahrensprinzip<br />
Aufbau einer Gussform<br />
Fertigungsgerechte Konstruktion <strong>von</strong> Gussteilen<br />
Versagensfälle <strong>und</strong> Wärmeeffekte<br />
Gusswerkstoffe<br />
Weitere Gussverfahren Druck-, Fein-, Schleuderguss<br />
Zusammenfassung, Internet- <strong>und</strong> Literaturempfehlungen<br />
Problemstellung Formguss<br />
Lehrstuhl für<br />
Umformtechnik<br />
Universität Dortm<strong>und</strong><br />
Aufgabe:<br />
Fertigung <strong>von</strong> Motorblock <strong>und</strong> Getriebegehäuse<br />
Fragestellung:<br />
1<br />
?<br />
Welche Anforderungen werden an diese Bauteile gestellt?<br />
2<br />
Anforderungen:<br />
komplexe Geometrie im Innern<br />
des Werkstückes<br />
Große Anzahl an Flächen mit<br />
hoher geforderter Formgenauigkeit<br />
Geringer Materialverlust<br />
Wirtschaftliche Massenfertigung<br />
Erreicht durch:<br />
„Kerne“ erzeugen Hohlräume im<br />
Werkstück<br />
Gussform bildet Negativ der<br />
Endform des Werkstückes<br />
Einfache Formherstellung<br />
(Sandguss) oder kurze<br />
Fertigungstaktzeiten<br />
(Kokillenguss)<br />
Quellen: 1-DOA Racing Engines 2-Mid Florida Motor Sports<br />
SG_0057_ppt
Verfahrensprinzip beim Formguss<br />
Lehrstuhl für<br />
Umformtechnik<br />
Universität Dortm<strong>und</strong><br />
Verfahrensprinzip:<br />
Eingusstrichter<br />
Speiser<br />
Kern<br />
Anwendungsbeispiele:<br />
Gussstück<br />
Form<br />
Formkasten<br />
Modellbau<br />
Formenbau <strong>und</strong><br />
Kernherstellung<br />
Abguss<br />
Putzen & Entgraten<br />
Wärmebehandlung<br />
Vorteile:<br />
geringe Herstellkosten (kaum Maschinen)<br />
alle Metalle verarbeitbar<br />
keine Größen-/Gewichtsbeschränkung<br />
kleine bis mittlere Serien<br />
Nachteile:<br />
Verlorene Form (Sandguss)<br />
Grosse Toleranzen (1,5% - 5%)<br />
nur kleine bis mittlere Serien<br />
Foto: www.phrtv.com<br />
SG_0058_ppt<br />
Aufbau einer Gussform<br />
<strong>Teil</strong>ung der Form in „Ober-“ <strong>und</strong><br />
„Unterkasten“ ermöglicht Einbau<br />
<strong>von</strong> Kernen <strong>und</strong> zerstörungsfreie<br />
Entnahme des Gussteiles.<br />
„Speiser“ dienen zur Entlüftung der<br />
Form während des Gusses <strong>und</strong><br />
enthalten Materialüberschuss, der<br />
dem erkaltenden, sich zusammenziehenden<br />
Werkstück nachgeführt<br />
wird.<br />
„Kerne“ realisieren Hohlräume im<br />
Gussteil. (z.B. bei Armaturen)<br />
Fertigungsgerechte<br />
Konstruktion des Gussteiles!<br />
Lehrstuhl für<br />
Umformtechnik<br />
Universität Dortm<strong>und</strong><br />
Formkasten<br />
Platte mit<br />
Modellhälfte<br />
Oberkasten<br />
(obere Formhälfte)<br />
Kernmarke<br />
Unterkasten<br />
Einguß<br />
Speiser<br />
Eingelegter Kern<br />
Fertiger<br />
Abguss<br />
SG_0060_ppt