TURBEX Vollhartmetallfräser (Teil 1) - OERTLI Werkzeuge AG
TURBEX Vollhartmetallfräser (Teil 1) - OERTLI Werkzeuge AG
TURBEX Vollhartmetallfräser (Teil 1) - OERTLI Werkzeuge AG

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
n<br />
07/2012<br />
<strong>TURBEX</strong> Vollhartmetallfräser (<strong>Teil</strong> 1)<br />
Von Thomas Oertli<br />
Vor 25 Jahren hat <strong>OERTLI</strong> die ersten <strong>TURBEX</strong> Vollhartmetallfräser für die Holzbearbeitung<br />
entwickelt und damit eine neue Ära in der Holzbearbeitung begonnen. <strong>TURBEX</strong> Fräser sind<br />
insbesondere in der der CNC-Bearbeitung ein unverzichtbares Werkzeug. Mittlerweile führt<br />
<strong>OERTLI</strong> mehrere unterschiedliche Typen von <strong>TURBEX</strong> Fräsern für unterschiedliche Bearbeitungsschritte.<br />
Die wichtigsten Merkmale und Hinweise finden Sie in den nächsten zwei Folgen<br />
der CNC-Info zum Thema <strong>TURBEX</strong>.<br />
Feinstkornhartmetall-Qualität<br />
Auf dem Markt gibt es unzählige Hartmetallsorten, die sich von der Zusammensetzung, Härte,<br />
Biegebruchfestigkeit, Korngrösse und dadurch auch preislich sehr stark unterscheiden.<br />
Für die VHW <strong>TURBEX</strong> Fräser verwendet <strong>OERTLI</strong> ausschliesslich hochwertiges Feinstkornhartmetall<br />
mit maximaler Biegebruchfestigkeit. Das Besondere an dieser Hartmetallsorte ist<br />
die sehr hohe Biegebruchfestigkeit bei gleichzeitig hoher Härte, welche konventionellen<br />
Hartmetallsorten deutlich überlegen ist. Dadurch erreichen <strong>OERTLI</strong> VHW <strong>Werkzeuge</strong> beste<br />
Standzeiten und weisen ein minimales Bruchrisiko auf.<br />
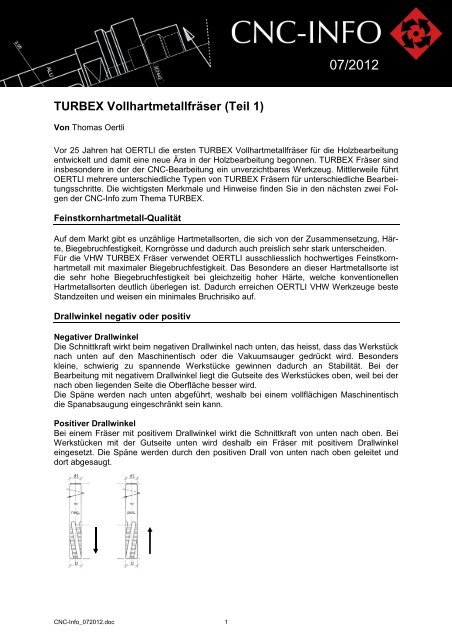
Drallwinkel negativ oder positiv<br />
Negativer Drallwinkel<br />
Die Schnittkraft wirkt beim negativen Drallwinkel nach unten, das heisst, dass das Werkstück<br />
nach unten auf den Maschinentisch oder die Vakuumsauger gedrückt wird. Besonders<br />
kleine, schwierig zu spannende Werkstücke gewinnen dadurch an Stabilität. Bei der<br />
Bearbeitung mit negativem Drallwinkel liegt die Gutseite des Werkstückes oben, weil bei der<br />
nach oben liegenden Seite die Oberfläche besser wird.<br />
Die Späne werden nach unten abgeführt, weshalb bei einem vollflächigen Maschinentisch<br />
die Spanabsaugung eingeschränkt sein kann.<br />
Positiver Drallwinkel<br />
Bei einem Fräser mit positivem Drallwinkel wirkt die Schnittkraft von unten nach oben. Bei<br />
Werkstücken mit der Gutseite unten wird deshalb ein Fräser mit positivem Drallwinkel<br />
eingesetzt. Die Späne werden durch den positiven Drall von unten nach oben geleitet und<br />
dort abgesaugt.<br />
CNC-Info_072012.doc 1
<strong>TURBEX</strong> Schruppfräser<br />
In einem ersten Arbeitsgang mit dem <strong>TURBEX</strong> Schruppfräser wird ein Grossteil des Materials<br />
vorzerspant. Dank der Schnittunterteilung durch das Schrupprofil sind die Schneiden abwechselnd<br />
im Einsatz. Dadurch entstehen grössere Späne und ein regelmässiges, kleines<br />
Wellenbild. In einem zweiten Bearbeitungsschritt wird deshalb mit dem <strong>TURBEX</strong> Schlichtfräser<br />
nur noch wenig nachgefräst um eine optimale Oberfläche zu erzielen. Dank des geringeren<br />
Schnittdrucks und Zerspanungsvolumens wird die Standzeit des Finishfräser deutlich<br />
erhöht und so über längere Zeit eine konstant bessere Oberflächenqualität erreicht.<br />
TUBEX Schlichtfräser<br />
<strong>TURBEX</strong> Schlichtfräser werden – hauptsächlich in Massivholz – für feinste Oberflächen zum<br />
Fertigfräsen eingesetzt. Die spiralförmigen Schneiden mit der Wirkung eines Achswinkels<br />
erzeugen einen schälenden Schnitt bei kleinster Schnittkraft. So werden saubere, wellenfreie<br />
Oberflächen erreicht.<br />
<strong>TURBEX</strong> HYBRID Schrupp-/Schlichtfräser<br />
Der <strong>TURBEX</strong> Schrupp-/Schlichtfräser vereint dank seiner Schneidengeometrie zwei Arbeitsgänge<br />
in einem. Bei der Bearbeitung wird das Werkstück sowohl vorzerspant als auch sauber<br />
geschlichtet. Das Resultat ist eine saubere Oberfläche und, dank tieferem Schnittdruck,<br />
längere Standzeiten. Der Schrupp-/Schlichtfräser ist das ideale Hochleistungswerkzeug zur<br />
Bearbeitung von Massivholz und Schichthölzern.<br />
Schrupp-/Schlichtfräser<br />
Der <strong>TURBEX</strong> Schlicht-/Schruppfräser Nano CRO ist mit einer extrem dünnen, stark haltbaren<br />
Hartstoffbeschichtung versehen, welche die Verrundung der Schnittkante reduziert und<br />
dadurch einen wesentlich längeren Standweg erreicht. Er erreicht die gleich schnelle Bearbeitungszeit<br />
wie ein Schruppfräser, und erzielt dabei eine ähnlich saubere Oberfläche wie<br />
der klassische Schrupp-/Schlichtfräser. Bei Bedarf wird in einem zweiten Bearbeitungsschritt<br />
das Holzwerkstück geschliffen um eine optimale Oberfläche zu gewinnen.<br />
<strong>TURBEX</strong> SPRINT Trennfräser<br />
Der Hochleistungs-Trennfräser mit Zentrumsschnitt arbeitet sehr schnell und ruhig, und<br />
zeichnet dabei nur minimal. Tendenziell kann der Trennfräser mit bis 20% kleinerem Durchmesser<br />
eingesetzt werden. Der Verschnitt ist deshalb 20% geringer, und der Schnittdruck<br />
sowie die Leistungsaufnahme reduzieren sich. Der <strong>TURBEX</strong> SPRINT arbeitet mit bis 50%<br />
CNC-Info_072012.doc 2
höherem Vorschub als ein durchschnittlicher Vollhartmetallfräser. Besonders im Massivholz<br />
(Treppenbau) bringt der Trennfräser beste Resultate. Der neue Trennfräser ist ab Oktober<br />
neu im Sortiment.<br />
Überblick Vorschub und Oberflächengüte:<br />
<strong>TURBEX</strong> Typ Vorschub Oberfläche<br />
<strong>TURBEX</strong> Schruppfräser ☺ ☺ ☺ ☺<br />
<strong>TURBEX</strong> Schlichtfräser ☺ ☺ ☺ ☺ ☺<br />
<strong>TURBEX</strong> HYBRID Schrupp-/Schlichtfräser ☺ ☺ ☺ ☺ ☺ ☺<br />
<strong>TURBEX</strong> Nano CRO Schrupp-/Schlichtfräser ☺ ☺ ☺ ☺ ☺ ☺<br />
<strong>TURBEX</strong> SPRINT Trennfräser ☺ ☺ ☺ ☺ ☺ ☺<br />
In der nächsten CNC-Info erfahren Sie mehr zu spezifischen Bearbeitungen mit dem TUR-<br />
BEX Vollhartmetallfräser. Unser Produktmanager Thomas Oertli steht Ihnen bei Fragen gerne<br />
zur Verfügung.<br />
CNC-Info_072012.doc 3