Download - Rheinwerkzeug.de
Download - Rheinwerkzeug.de
Download - Rheinwerkzeug.de

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Kapitel 1<br />
Bohren, Reiben, Senken<br />
Seite<br />
von bis<br />
Spiralbohrer HSS, HSCo, zylindrisch 1.7 - 1.22<br />
Spiralbohrer HSS, HSCo, zylindrisch lang 1.22 - 1.28<br />
Spiralbohrer HSS, HSCo, zylindrisch, Son<strong>de</strong>ranwendung 1.28 - 1.32<br />
Spiralbohrer HSS, HSCo, MK 1.32 - 1.36<br />
Spiralbohrer-Sätze HSS, HSCo, zylindrisch 1.36 - 1.38<br />
Stufenbohrer, Zentrierbohrer, NC-Anbohrer, HSS, VHM 1.39 - 1.43<br />
Spiralbohrer HM, VHM 1.43 - 1.57<br />
Wen<strong>de</strong>plattenbohrer 1.57 - 1.60<br />
Steinbohrer, Glasbohrer, Kernbohrer, Bohrkronen 1.60 - 1.63<br />
Reibahlen 1.63 - 1.70<br />
Kegelsenker, Innenentgrater 1.70 - 1.74<br />
Rohrentgrater, Blechschälbohrer 1.74 - 1.76<br />
Stufenaufbohrer, Schweißpunktfräser 1.76 - 1.77<br />
Rückwärts-, Flach-, Zapfensenker 1.77 - 1.82<br />
info@rheinwerkzeug.<strong>de</strong><br />
Ihr Partner<br />
www.rheinwerkzeug.<strong>de</strong><br />
<strong>Rheinwerkzeug</strong> 1.1
Spiralbohrer, Reibahlen<br />
und Senker,<br />
HSS, HSCo, VHM, HM-bestückt,<br />
garantieren Ihnen <strong>de</strong>n entschei<strong>de</strong>n<strong>de</strong>n<br />
Produktivitätsvorsprung.<br />
www.rheinwerkzeug.<strong>de</strong><br />
1.2<br />
Ihr Partner<br />
<strong>Rheinwerkzeug</strong><br />
info@rheinwerkzeug.<strong>de</strong>
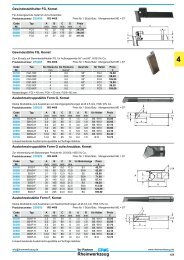
Handhabung:<br />
Die einzelnen Zellen enthalten eine Zahlen-Buchstabenkombination.<br />
Die Zahl stellt die Schnittgeschwindigkeit in m -1 dar, <strong>de</strong>r Buchstabe macht eine Aussage<br />
bzgl. <strong>de</strong>s Vorschubes pro Umdrehung. Den durchmesserabhängigen Vorschub<br />
entnehmen Sie bitte <strong>de</strong>r separaten Vorschubtabelle.<br />
Bsp.: 20F - Schnittgeschw. 20m -1 +/- 10%.<br />
F - Vorschub in mm/Umdr. siehe Vorschubtabelle.<br />
■ sehr gut für Anwendung<br />
● gut für Anwendung<br />
Für Trockenbearbeitung: Verringern Sie <strong>de</strong>n Vorschub und die Schnittgeschwindigkeit<br />
für Stahl um 40%. Verringern Sie die Schnittgeschwindigkeit für Gusseisen um 20%.<br />
Verringern Sie die Schnittgeschwindigkeit für Aluminium um 36%.<br />
Zug-<br />
Härte HB<br />
normale<br />
Anwendungsmaterialgruppen<br />
festigkeit<br />
o<strong>de</strong>r HRc<br />
Spanform<br />
N/mm²<br />
100150<br />
A100<br />
HSS<br />
Blau<br />
100210<br />
Stahlux<br />
HSS<br />
Blank<br />
100260<br />
A002<br />
HSS<br />
TiN<br />
Produkt-Nr. / Typ<br />
100300 100320<br />
A777 Stahlux<br />
100350<br />
A108<br />
100360<br />
A921<br />
100370 100400<br />
A920 A510<br />
HSCo HSSE HSS HSCo<br />
TiAlN HSCo HSS<br />
TiN<br />
1.1 Magnetweicheisen
Handhabung:<br />
Die einzelnen Zellen enthalten eine Zahlen-Buchstabenkombination.<br />
Die Zahl stellt die Schnitgeschwindigkeit in m -1 dar, <strong>de</strong>r Buchstabe macht eine Aussage<br />
bzgl. <strong>de</strong>s Vorschubes pro Umdrehung. Den durchmesserabhängigen Vorschub<br />
entnehmen Sie bitte <strong>de</strong>r separaten Vorschubtabelle.<br />
Bsp.: 20F - Schnittgeschw. 20m -1 +/- 10%.<br />
F - Vorschub in mm/Umdr. siehe Vorschubtabelle Seite 1.3.<br />
■ sehr gut für Anwendung<br />
● gut für Anwendung<br />
Für Trockenbearbeitung: Verringern Sie <strong>de</strong>n Vorschub und die Schnittgeschwindigkeit<br />
für Stahl um 40%. Verringern Sie die Schnittgeschwindigkeit für Gusseisen um<br />
20%. Verringern Sie die Schnittgeschwindigkeit für Aluminium um 36%.<br />
Anwendungsmaterialgruppen<br />
Härte HB<br />
o<strong>de</strong>r HRc<br />
Zugfestigkeit<br />
N/mm²<br />
normale<br />
Spanform<br />
100450<br />
A520<br />
HSS<br />
TiN<br />
100570<br />
A553<br />
HSCo<br />
TiAlN<br />
100580<br />
A554<br />
HSCo<br />
TiAlN<br />
Produkt-Nr. / Typ<br />
100600<br />
A900<br />
100650<br />
A901<br />
HSCo<br />
HSCo<br />
TiAlN<br />
100700<br />
A110<br />
100750<br />
A940<br />
HSS HSCo<br />
HSCo<br />
TiAlN<br />
100850-<br />
100800<br />
100900<br />
A941<br />
A125<br />
1.1 Magnetweicheisen
100950<br />
A976<br />
101110<br />
A022<br />
AMG-Anwendungsmaterialgruppen für ausgewählte Bohrwerkzeuge<br />
101450<br />
A130<br />
101500<br />
A530<br />
101550<br />
A730<br />
101580<br />
A951<br />
102760<br />
R100<br />
102780<br />
R002<br />
Produkt-Nr. / Typ<br />
102785<br />
R022<br />
102800<br />
R320<br />
102900<br />
R510<br />
102950<br />
R520<br />
102990<br />
R458<br />
102992<br />
R457<br />
103010<br />
Stahlux<br />
103055<br />
Stahlux<br />
103058 103100<br />
R453 Stahlux<br />
HSCo<br />
HSS<br />
TiN<br />
HSS<br />
HSS<br />
TiN<br />
HSCo HSS VHM VHM<br />
TiN<br />
VHM<br />
TiN<br />
●31C ■35J ■35I ■47I ●35J ■27G ●88S ■75U ■75V ■100W ■100X ■125W ■125W ■130X ■150X ■125V ■150V<br />
●26C ■30J ■30I ■40I ●30H ■22G ●75S ■65U ■65V ■90W ■90X ■110W ■115W ■115X ■135X ■115V ■135V<br />
■22C ■27G ■25F ■30F ●27G ■19E ●75S ■65U ■65V ■85U ■90W ■90X ■90W ■110W ■115X ■135X ■110V ■135U<br />
■22C ■21G ■20F ■27F ●23F ●15D ●70S ■55U ■55U ■70U ■80W ■80X ■80V ■95V ■95X ■115X ■95V ■115U<br />
■12A ●14F ●12E ●20E ■17E ●8C ●45S ■45T ■45U ■70U ■55V ■55X ■60V ■75V ■65W ■90W ■75U ■90U<br />
■10A ●10E ●9D ●10D ■10D ●6B ●45S ■45T ■45U ■50T ■45V ■45W ■50U ■65U ■50W ■65W ■66U ■65T<br />
●30S ■30T ■30U ■45S ●35T ●35U ■40V ●40V<br />
●30S ■30T ■30U ■40S ●30S ●30T ■30V ●30V<br />
●12B ■16F ●15E ●24E ●24E ●12C ●50V ●50W ●45U ■55V ●60W ■80W ■55V ■80U<br />
●7C ●9H ●9G ●13G ■11G ●6E ●40T ■35V ●45U ■50U ■35V ●40U<br />
●8A ●10D ●10C ●20C ■17C ●12A ●35T ●30U ●40U ■45U ●30U ●35U<br />
VHM<br />
■32J ■30I ●36I ●35J ●22G ●75T ■75W ■75X ●75V ■90X ■90Y ■90W ■110W ■110Y ■130Y ■110W ■130W<br />
●23C ■27G ■24E ■28E ●28G ●16D ●75T ■75W ■75X ●75V ■90X ■90Y ■90W ■110W ■110Y ■130Y ■110W ■130W<br />
●16C ■20F ●20E ■27E ●22E ●13C ●55T ■55W ■55X ●55V ■65W ■65X ■70V ■80V ■80X ■90X ■80V ■90V<br />
●11A ●16F ●14E ●22E ■17E ●9C ●55T ■55W ■55X ●55V ■65W ■65X ■70V ■80V ■80X ■90X ■80V ■90V<br />
●15C ■27G ●23F ●32F ●28G ●18D ●40T ●45V ●60W ●50U ■55V ●65W ■75W ■55V ■50U<br />
●11A ●16E ●13D ●18D ●20D ●10B ●40T ●45V ●40U ■45V ●50V ■60V ■45V ●45T<br />
●5A ●8C ●7B ●13B ●11C ●6A 25T ●35U ●35T ■40U ●40U ■45U ■40U ●35T<br />
●13H ●10G ●13G ●15G ●17E ●50V ■50W ●60W ■65W ■50T<br />
●8F ●7E ●6E ●7E ●5E ●22T ●45U ■50U ●35T<br />
●4B ●4A ●3A ●6B ●3A ●14S ●25T ■30T ●25T<br />
●36H ●33F ●60G ●38L ●22D ■100V ■125W ■125W<br />
●38J ●35I ●55I ●40J ●33G ■250V ●190V ●190W ■200V ■220W ■220W<br />
●30D ●27I ●35H ■40G ●27H ●22F ■250V ●190V ●190W ■200V ■220W ■220W<br />
●27D ●16H ●16F ●35E ●21F ●16D ■70W ●80U ■100V ■100V<br />
●33K ●26J ●55I ●33J ●30H ●200V ●155V ●155W ■225Y ■225Z ■225W ■250W ■250Z ■300Z ■250W ■300X<br />
●30J ●30I ●45I ●30I ●27G ●200V ●155V ●155W ●200X ■225Y ■225Z ■225W ■250W ■250Z ■300Z ■250W ■300X<br />
●30I ●28H ●35G ●30H ●24F ●112V ●85V ●85W ■112X ■150X ■150Y ■180V ■200V ■175Z ■200Z ■200V ■200W<br />
●27D ●25I ●23H ●28G ●27F ●22F ●60V ●45V ●45W ■60X ■65X ■65Y ■120V ■150V ■80Y ■100Y ■150V ■100W<br />
VHM<br />
TiN<br />
VHM<br />
TiN<br />
●30K ●30K ●50J ●35K ●30J ■60X ●45X ●45X ■75X ■75Z<br />
●35I ●28J ●50H ●28J ●30H ■100V ●75V ●75W ■115V ■115V<br />
●17G ●14H ●35F ●20H ●10F ■32U<br />
Dampfanlassen<br />
Durch das Dampfanlassen entsteht eine stark haften<strong>de</strong> blaue<br />
Oxidoberfläche, die dabei hilft, die Schneidflüssigkeit zurückzuhalten<br />
und einer Aufbauschnei<strong>de</strong>nbildung entgegenzuwirken.<br />
Zwar ist das Dampfanlassen bei Bohrern und Gewin<strong>de</strong>bohrern<br />
beson<strong>de</strong>rs effizient, es kann aber auch bei je<strong>de</strong>m blanken<br />
Schneidwerkzeug angewandt wer<strong>de</strong>n.<br />
Bronzeoberfläche<br />
Die Bronzeoberfläche besteht aus einer dünnen Oxidschicht an<br />
<strong>de</strong>r Oberfläche <strong>de</strong>s Werkzeugs, die vor allem auf kobaltlegiertem<br />
Hochleistungs-Schnellstahl angebracht wird. Hierdurch hat<br />
man beste Unterscheidungsmöglichkeit.<br />
Nitrierung<br />
Die Nitrierung ist ein Verfahren, das verwen<strong>de</strong>t wird, um die<br />
Härte und Verschleißfestigkeit <strong>de</strong>r Werkzeugoberfläche zu<br />
steigern. Auf diese Weise behan<strong>de</strong>lte Oberflächen eigenen sich<br />
beson<strong>de</strong>rs für Gewin<strong>de</strong>bohrer, die bei Materialien mit hohem<br />
Abrieb (abrasive Materialien) wie z.B. Gusswerkstoffe, Bakelit<br />
usw. verwen<strong>de</strong>t wer<strong>de</strong>n. Das Verfahren wird auch bei Wen<strong>de</strong>lbohrern<br />
eingesetzt, um die Verschleißfestigkeit <strong>de</strong>r Fase zu<br />
verbessern.<br />
Oberflächenbehandlung<br />
VHM<br />
TiAlN<br />
VHM<br />
TiAlN<br />
VHM<br />
TiAlN<br />
VHM<br />
TiAlN<br />
VHM<br />
TiAlN<br />
VHM<br />
TiAlN<br />
Titannitrid-Beschichtung (TiN)<br />
Titannitrid ist eine goldfarbene Verschleißschutzschicht, die mit<br />
Hilfe <strong>de</strong>s PVD-Verfahrens aufgebracht wird. Große Härte kombiniert<br />
mit einer geringen Reibung garantieren eine lange Lebensdauer<br />
<strong>de</strong>s Werkzeuges bei verbesserter Schneidleistung.<br />
Die erzeugte Wärme wird mit <strong>de</strong>n Spänen leichter abgeführt.<br />
Aluminium-Titannitrid-Beschichtung (AlTiN) und Titan-Aluminiumnitrid-Beschichtung<br />
(TiAIN)<br />
Aluminium-Titannitrid ist eine mehrlagige Schutzschicht, die mit<br />
Hilfe <strong>de</strong>s PVD-Verfahrens aufgebracht wird. Sie ist sehr zäh,<br />
oxidationsstabil und hitzestabil. Diese Eigenschaften machen<br />
sie i<strong>de</strong>al für höhere Drehzahlen und Vorschubwerte, während<br />
sich gleichzeitig die Standzeit <strong>de</strong>s Werkzeugs erhöht. AlTiN wird<br />
beson<strong>de</strong>rs für die Trockenbearbeitung empfohlen.<br />
info@rheinwerkzeug.<strong>de</strong><br />
Ihr Partner<br />
www.rheinwerkzeug.<strong>de</strong><br />
<strong>Rheinwerkzeug</strong> 1.5
Berechnung Schnittgeschwindigkeit - Umdrehungen / min<br />
www.rheinwerkzeug.<strong>de</strong><br />
1.6<br />
Ihr Partner<br />
<strong>Rheinwerkzeug</strong><br />
info@rheinwerkzeug.<strong>de</strong>
Dormer Product Selector Bohren - die Auswahlhilfe mit Informationstiefe<br />
<strong>Download</strong>en Sie <strong>de</strong>n Dormer<br />
Product Selector unter<br />
www.rheinwerkzeug.<strong>de</strong><br />
Ein Mehrnutzen auch für<br />
Ihre Produktivität!<br />
info@rheinwerkzeug.<strong>de</strong><br />
Ihr Partner<br />
www.rheinwerkzeug.<strong>de</strong><br />
<strong>Rheinwerkzeug</strong> 1.7
Dormer Product Selector Fräsen - schnell und sicher zum richtigen Werkzeug<br />
www.rheinwerkzeug.<strong>de</strong><br />
1.8<br />
Ihr Partner<br />
<strong>Rheinwerkzeug</strong><br />
info@rheinwerkzeug.<strong>de</strong>