DownloadToolox Brennschneiden-SchweiÃen
DownloadToolox Brennschneiden-SchweiÃen
DownloadToolox Brennschneiden-SchweiÃen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
2009-05-15<br />
Best Practice<br />
<strong>Brennschneiden</strong> von Toolox ® 33<br />
Empfohlene Vorgehensweise zum <strong>Brennschneiden</strong><br />
1. Beim <strong>Brennschneiden</strong> von Toolox 33 sollten beide Seiten der<br />
Brennschnittfuge vorgewärmt werden, und zwar im Bereich<br />
von etwa 100 – 150 mm auf jeder Seite. Die Vorwärmtemperatur<br />
sollte in der Blechmitte erreicht werden. Die Vorwärmtemperatur<br />
sollte während des gesamten Schneidvorgangs beibehalten<br />
werden<br />
Die Vorwärmtemperatur für Toolox 33 beträgt150-200 °C<br />
2. Führen Sie das Schneiden durch.<br />
3. Führen Sie eine Wärmebehandlung nach dem Schneiden bei<br />
560 – 580 °C für das gesamte geschnittene Teil durch oder,<br />
falls große Formate geschnitten werden, im Bereich von 100<br />
– 150 mm von der Schneidkante. Mit der Wärmebehandlung<br />
nach dem Schneiden sollte kurz nach dem Schneiden der<br />
Teile begonnen werden. Die Durchwärmzeit sollte 5 min/mm<br />
Dicke oder mindestens 60 min betragen. Der Beginn der<br />
Durchwärmzeit ist der Zeitpunkt, zu dem der mittlere Bereich<br />
die gewünschte Wärmebehandlungs temperatur erreicht hat.<br />
Normalerweise sind 2 Stunden Durchwärmzeit ausreichend.<br />
Die maximale Zeitdauer bis zum Beginn der<br />
Wärmebehandlung nach dem <strong>Brennschneiden</strong> beträgt 9<br />
Stunden.<br />
4. Das Blech/Teil sollte im Freien auf Zimmertemperatur<br />
abkühlen.<br />
5. Von der brenngeschnittenen Kante:<br />
*Sollten 5 mm abgefräst werden, um die durch den<br />
Schneidvorgang entstandene Wärmeeinfl usszone zu<br />
entfernen.<br />
*Sollten weitere 5 mm abgefräst werden, falls ein formstabiles<br />
Material zur weiteren maschinellen Bearbeitung/zum Sägen<br />
usw. erforderlich ist.<br />
6. Kalibrieren Sie Ihr Wärmenachbehandlungsverfahren durch<br />
Härtekontrolle des Grundwerkstoffs und der Wärmeeinfl<br />
usszone. Der Grundwerkstoff darf keine Härteverschlechterung<br />
aufweisen. Die Wärmeeinfl usszone sollte die gleiche oder fast<br />
die gleiche Härte wie der nicht in der Wärmeeinfl usszone befi<br />
ndliche Grundwerkstoff aufweisen.<br />
Vor dem <strong>Brennschneiden</strong> von Toolox 44 sollten Sie sich<br />
mit SSAB Plate in Verbindung setzen.<br />
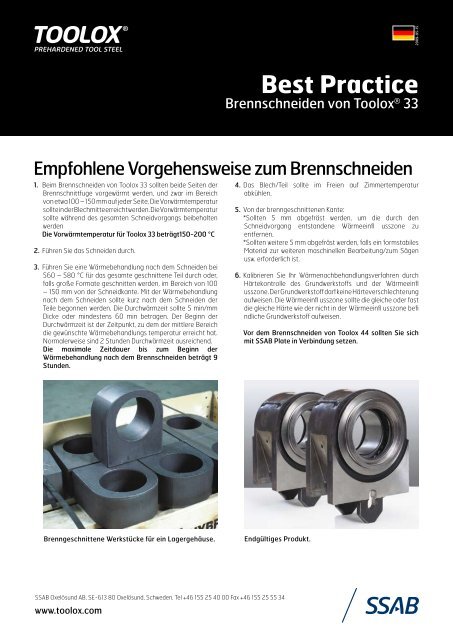
Brenngeschnittene Werkstücke für ein Lagergehäuse.<br />
Endgültiges Produkt.<br />
SSAB Oxelösund AB, SE-613 80 Oxelösund, Schweden. Tel +46 155 25 40 00 Fax +46 155 25 55 34<br />
www.toolox.com
2009-05-15<br />
Best Practice<br />
Schweißen von Toolox ®<br />
Empfohlene Vorgehensweise zum Schweißen<br />
1. Wärmen Sie beide Seiten der Schweißfuge vor, und zwar etwa<br />
100 - 150 mm auf jeder Seite. Die Vorwärmtemperatur sollte<br />
in der Mitte des Bleches erreicht werden. Behalten Sie die<br />
Vorwärmtemperatur während des gesamten Schweißvorgangs<br />
bei, insbesondere beim Heftschweißen.<br />
Vorwärmtemperatur:<br />
*170-200 °C für Toolox 33<br />
*225-275 °C für Toolox 44<br />
2. Verwenden Sie möglichst weiche Elektroden oder rostfreie<br />
Elektroden. Die Elektroden müssen trocken sein. Der maximal<br />
zulässige Wasserstoffgehalt beträgt 5 ml/100 g Schweißgut.<br />
Um eine optimale Texturbildungsqualität zu erzielen, sollte das<br />
Schweißen unter Anwendung des WIG-Verfahrens mit einem<br />
Zusatzdraht mit derselben chemischen Zusammensetzung wie<br />
der Grundwerkstoff durchgeführt werden. Die einfachste<br />
Methode besteht dann darin, eine Stange von einem übrig<br />
gebliebenen Teil des Grundwerkstoffs abzusägen.<br />
3. Schweißen Sie mit einer Wärmezufuhr, die einen Δt 8/5<br />
Wert<br />
zwischen 10 und 20 s ergibt.<br />
4. Beim Schweißen:<br />
Sollte eine Zwischenlagentemperatur von mindestens:<br />
*170 °C für Toolox 33<br />
*225 °C für Toolox 44<br />
5. Führen Sie eine Wärmebehandlung nach dem Schweißen im<br />
Bereich von etwa 100 – 150 mm ab jeder Seite der Schweißnaht<br />
durch. Die Durchwärmzeit sollte 5 min/mm Blechdicke oder<br />
mindestens 60 Minuten betragen. Normalerweise ist eine<br />
Durchwärmzeit von 2 Stunden ausreichend. Der Beginn der<br />
Durchwärmzeit ist der Zeitpunkt, zu dem die Temperatur im<br />
gesamten Anlassvolumen erreicht ist.<br />
*Die Wärmebehandlung nach dem Schweißen sollte mit<br />
einer Temperatur von 150-200 °C durchgeführt werden,<br />
falls nur geringe Anforderungen hinsichtlich der<br />
Formstabilität gestellt werden.<br />
*Die Wärmebehandlung nach dem Schweißen sollte mit<br />
einer Temperatur von 560-580 °C durchgeführt werden,<br />
falls hohe Anforderungen hinsichtlich der Formstabilität<br />
gestellt werden und der Einfl uss der Schweißnaht auf das<br />
Texturbildungsergebnis minimiert werden soll.<br />
6. Nach der Wärmebehandlung nach dem Schweißen sollte die<br />
geschweißte Komponente im Freien auf Zimmertemperatur<br />
abkühlen.<br />
Geschweißtes und texturiertes Toolox.<br />
Bei Diskrepanzen ist die UK-englische Version dieses Dokuments maßgebend. Downloaden Sie die neueste Version von downloads unter www.ssab.com. Diese Broschüre enthält allgemeine Anregungen<br />
und Informationen ohne jede ausdrückliche oder stillschweigende Gewährleistung jeglicher Art. SSAB Oxelösund AB schließt hiermit ausdrücklich jegliche Haftung einschließlich etwaiger Entschädigung<br />
im Zusammenhang mit der Verwendung der Informationen und für ihre Eignung für individuelle Anwendungen aus. Der Benutzer dieser Broschüre ist dafür verantwortlich, die darin enthaltenen Empfehlungen<br />
auf die Anforderungen individueller Anwendungen abzustimmen.<br />
SSAB Oxelösund AB, SE-613 80 Oxelösund, Schweden. Tel +46 155 25 40 00 Fax +46 155 25 55 34<br />
www.toolox.com
SSAB gehört zu den Weltmarktführern im Bereich wertsteigernder hochfester Stähle.<br />
SSAB hat Produkte im Angebot, die in enger Zusammenarbeit mit Kunden entwickelt<br />
wurden – damit die Welt stärker, leichter und nachhaltiger wird.<br />
Weltweit sind Mitarbeiter in über 45 Ländern für SSAB tätig. Die Produktionsstätten<br />
befinden sich in Schweden und in den USA. SSAB ist an der NASDAQ OMX Nordic<br />
Exchange Stockholm notiert. www.ssab.com<br />
601-DE-Toolox in mechanical engineering-V1-2010. Österbergs & Sörmlandstryck.<br />
SSAB<br />
SE-613 80 Oxelösund<br />
Sweden<br />
T: +46 155 25 40 00<br />
F: +46 155 25 40 73<br />
contact@ssab.com<br />
SSAB Swedish Steel GmbH<br />
Grafenberger Allee 87<br />
40237 Düsseldorf<br />
T: +49 211 9125 0<br />
www.toolox.com