Allgemeine Liefervorschriften - Bosch
Allgemeine Liefervorschriften - Bosch
Allgemeine Liefervorschriften - Bosch

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Allgemeine</strong><br />
<strong>Liefervorschriften</strong><br />
für<br />
Maschinen und<br />
Einrichtungen<br />
Ref. OP4.06.005<br />
Referenzen: - QSWI 4.0.16<br />
- OP4.06.005<br />
April 2002
<strong>Allgemeine</strong> <strong>Liefervorschriften</strong><br />
für Maschinen und Einrichtungen<br />
Rev. 3 - 1.4.2002<br />
Koordination für dieses Dokument hat:<br />
Robert <strong>Bosch</strong> Corporation.<br />
ChW/TEF6 (Industrial Engineering)<br />
8101 Dorchester Rd.<br />
Charleston, SC 29418<br />
(843) 760 - 7659<br />
wolfgang.hasper@us.bosch.com<br />
Alle vorherigen Ausgaben sind ungültig und sollten nicht benutzt werden.<br />
Es ist die Verantwortung des Benutzers sicherzustellen, dass nur die letzte Ausgabe<br />
dieser Vorschrift benutzt wird.
BOSCH <strong>Allgemeine</strong> <strong>Liefervorschriften</strong> für Maschinen und Einrichtungen 1.4.2002<br />
INHALTSVERZEICHNIS<br />
KAPITEL 1 – ALLGEMEINE VORSCHRIFTEN<br />
Seite<br />
1.1 Vorwort ..................................................................................................... 1-2<br />
1.2 Formelle Angebotsanforderungen .......................................................... 1-2<br />
1.3 Bestellung und Änderungen .................................................................... 1-6<br />
1.4 Arbeiten am Standort des Käufers ......................................................... 1-6<br />
1.5 Zahlungsbedingungen.............................................................................. 1-7<br />
KAPITEL 2 - PROJEKTMANAGEMENT<br />
2.1 Projektterminplan .................................................................................... 2-2<br />
2.2 Anforderungen bezüglich Konstruktionsdurchsprachen..................... 2-3<br />
KAPITEL 3 – SICHERHEITS- UND GESUNDHEITSANFORDERUNGEN<br />
3.1 <strong>Allgemeine</strong>s .............................................................................................. 3-2<br />
3.2 Generelle Vorschriften............................................................................. 3-2<br />
3.3 Lärmschutzvorschriften........................................................................... 3-3<br />
3.4 Umweltschutzaspekte............................................................................... 3-3<br />
KAPITEL 4 – MECHANISCHER ENTWURF<br />
4.1 Richtlinien für den Entwurf der Mechanik ........................................... 4-2<br />
4.2 Maschinengrundriss................................................................................. 4-5<br />
4.3 Ergonomische Richtlinien........................................................................ 4-6<br />
4.4 Pneumatische Steuerungen...................................................................... 4-7<br />
4.5 Schmierung ............................................................................................... 4-9<br />
4.6 Lackierung ................................................................................................ 4-9<br />
Inhaltsverzeichnis - i
KAPITEL 5 – ELEKTRISCHER ENTWURF<br />
5.1 Normen ...................................................................................................... 5-2<br />
5.2 Übersicht der Steuerungssysteme ........................................................... 5-2<br />
5.3 Dokumentation ......................................................................................... 5-2<br />
5.4 Funktionen ................................................................................................ 5-2<br />
5.5 Maschinen und Anlagen .......................................................................... 5-3<br />
5.6 Verdrahtungsrichtlinien .......................................................................... 5-5<br />
5.7 Speicherprogrammierbare Steuerungen und Rechner......................... 5-5<br />
KAPITEL 6 – QUALITÄTSABSICHERUNG UND PROBELAUFBEDINGUNGEN<br />
6.1 <strong>Allgemeine</strong>s ............................................................................................... 6-2<br />
6.2 Richtlinien für die statistische Auswertung ........................................... 6-2<br />
6.3 Lehren -, Prozess- und Maschinenfähigkeit........................................... 6-3<br />
6.4 Skala und Signalausgang des Messinstruments .................................... 6-3<br />
6.5 Nachweis der Effizienz und der Stabilität der Maschine oder Anlage 6-3<br />
6.6 Probelaufbedingungen ............................................................................. 6-4<br />
6.7 Überprüfung der Software ...................................................................... 6-5<br />
KAPITEL 7 – VOR- / ENDABNAHME<br />
7.1 <strong>Allgemeine</strong>s ............................................................................................... 7-2<br />
7.2 Checkliste für die Vor - / Endabnahme.................................................. 7-3<br />
KAPITEL 8 – DOKUMENTATION UND VERSANDANWEISUNGEN<br />
8.1 Maschinendokumente .............................................................................. 8-2<br />
8.2 Versandanweisungen ............................................................................... 8-3<br />
8.3 Überseeversand......................................................................................... 8-3<br />
8.4 Kennzeichnung von Verpackungen........................................................ 8-4<br />
8.5 Versandunterlagen ................................................................................... 8-4<br />
8.6 Rechnungsaustellung ............................................................................... 8-5<br />
Inhaltsverzeichnis -<br />
ii
KAPITEL 9 - Anlagen<br />
• Anlage 1.1<br />
• Anlage 2.1<br />
• Anlage 2.2<br />
• Anlage 2.3<br />
• Anlage 4.1<br />
• Anlage 4.2<br />
• Anlage 5.1<br />
• Anlage 6.1<br />
• Anlage 6.2<br />
• Anlage 8.1<br />
<strong>Allgemeine</strong> kommerzielle Lieferbedingungen für die<br />
Beschaffung von Maschinen und Einrichtungen<br />
Maschinendatenblatt<br />
Checkliste der Entwurfsdurchsprache<br />
Checkliste zur Auswahl neuer Einrichtungen (MAE)<br />
US – Kontakte für <strong>Bosch</strong> Produkte<br />
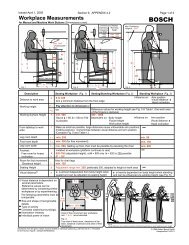
Arbeitsplatzabmessungen<br />
Formular für die Übersicht der Steuersysteme<br />
Produktionsmengen für den Probelauf, Auswahlmenge<br />
Technische Verfügbarkeit<br />
Dokumentation<br />
KAPITEL 10 - Anlagen (werkspezifisch)<br />
(Siehe Kapitel 10 für Einzelheiten)<br />
Inhaltsverzeichnis - iii
BOSCH <strong>Allgemeine</strong> <strong>Liefervorschriften</strong> für Maschinen und Einrichtungen 1.4.2002<br />
KAPITEL 1 - ALLGEMEINE VORSCHRIFTEN<br />
INHALTSVERZEICHNIS<br />
eite<br />
S<br />
1.1 Vorwort .................................................................................................................... 1-2<br />
1.2 Formelle Angebotsanforderungen.......................................................................... 1-2<br />
1.2.1 ......<strong>Allgemeine</strong>s ................................................................................................ 1-2<br />
1.2.2 ......Parameter der Angebote für Maschinen und Einrichtungen....................... 1-3<br />
1.2.3 ......Einzelpreise................................................................................................. 1-4<br />
1.2.4 ......Beschreibung des Angebotes ...................................................................... 1-5<br />
1.2.5 ......Fertigstellung des Projektes........................................................................ 1-5<br />
1.3 Bestellung und Änderungen ................................................................................... 1-6<br />
1.4 Arbeiten am Standort des Käufers......................................................................... 1-6<br />
1.5 Zahlungsbedingungen ............................................................................................. 1-7<br />
<strong>Allgemeine</strong> Vorschriften - 1 - 6
KAPITEL 1 - ALLGEMEINE VORSCHRIFTEN<br />
1.1 Vorwort<br />
∗<br />
∗<br />
∗<br />
Mit dieser Spezifikation sind die bei der Robert <strong>Bosch</strong> Corporation und ihren<br />
Tochtergesellschaften (im folgenden als ‘<strong>Bosch</strong>’ bezeichnet) geltenden Bestimmungen für<br />
Maschinen und Anlagen dargelegt.<br />
Der Hauptlieferant und Unterlieferanten müssen die „<strong>Allgemeine</strong> kommerzielle<br />
Lieferbedingungen für die Beschaffung von Maschinen und Einrichtungen“ von <strong>Bosch</strong><br />
(siehe Anlage 1.1) erfüllen.<br />
Mit diesen Vorschriften wird nicht die Absicht verfolgt, die Weiterentwicklung von<br />
Maschinen und Anlagen zu hemmen oder einzuschränken. Konstruktion und Entwicklung<br />
liegen in der Verantwortung der Lieferanten.<br />
Falls der Lieferant der Ansicht ist, die in diesem Dokument aufgestellten Anforderungen<br />
stünden im Widerspruch zu den Gesetzen des Staates oder des einzelnen Bundeslandes,<br />
liegt es in seiner Verantwortung, vom verantwortlichen <strong>Bosch</strong> Projektingenieur eine<br />
entsprechende Klarstellung einzuholen.<br />
∗<br />
Abweichungen von den technischen Spezifikationen in diesem Dokument können, soweit<br />
notwendig, zulässig sein. Sie müssen mit dem Projektingenieur schriftlich abgestimmt<br />
werden, mit Kopie an die Einkaufsabteilung.<br />
Für einzelne Standorte können werksspezifische Anforderungen gelten. Diese sind im<br />
Kapitel 10 dargestellt.<br />
1.2 Formelle Angebotsanforderung<br />
1.2.1 <strong>Allgemeine</strong>s<br />
∗<br />
Preisanfragen (Requests for Quotation, RFQ) werden vom Projektingenieur ausgestellt und<br />
über die Einkaufsabteilung an den Lieferanten weitergeleitet. Der Projektingenieur erstellt<br />
die fuer <strong>Bosch</strong> relevanten Prozess – und Maschinenspezifikationen für die speziell zu<br />
liefernde Einrichtung . Die Angebote müssen an die Einkaufsabteilung zurückgeschickt<br />
werden und sind mit der <strong>Bosch</strong> RFQ Nummer zu versehen. Alle schriftlichen Angebote<br />
müssen in dreifacher Ausfertigung eingereicht werden.<br />
Angebote in elektronischer Form benötigen die Genehmigung des Einkäufers.<br />
<strong>Allgemeine</strong> Vorschriften - 1 - 2
1.2.2 Parameter der Angebote von Maschinen und Einrichtungen<br />
a) Die gesamte Anlage muss den <strong>Allgemeine</strong>n <strong>Liefervorschriften</strong><br />
entsprechen.<br />
Das Angebot muss folgende Erklärung enthalten:<br />
“We agree to conform to <strong>Bosch</strong>‘s General Delivery Specification – for<br />
machinery and equipment.”<br />
“Wir erklären uns einverstanden, die <strong>Allgemeine</strong>n <strong>Liefervorschriften</strong> für<br />
Maschinen und Einrichtungen der Firma <strong>Bosch</strong> zu erfüllen”.<br />
Falls diese Erklärung nicht möglich ist, muss dem Angebot ein Antrag auf<br />
spezielle Abweichungen beigefügt sein. Aufträge können nur dann als<br />
bestätigt gelten, wenn der verantwortliche Projektingenieur oder sein<br />
unmittelbarer Vorgesetzter schriftlich die Zustimmung zu den beantragten<br />
Abweichungen gegeben hat.<br />
b) Die folgenden Informationen müssen enthalten sein :<br />
• <strong>Bosch</strong> RFQ Nummer<br />
• Teilebezeichnung(en), Teilenummer(n) und/oder eine<br />
Kennzeichnungsnummer<br />
• Name des Projektingenieurs, der die Anfrage ausgestellt hat.<br />
• Angebotsnummer des Lieferers und Datum<br />
c) Das Angebot muss einen fester Liefertermin enthalten der ab Erhalt der<br />
Bestellung gilt.<br />
d) Anforderungen an die Dokumente:<br />
Alle Zeichnungen, Dokumentationen usw. müssen gemäß Kapitel 8 in<br />
englischer Sprache abgefasst sein.<br />
e) Besondere Anforderungen an das Fundament oder dem Aufstellungsort<br />
müssen im Angebot spezifiziert werden.<br />
f) Das Angebot muss einen Zeitplan mit den kritischen Terminen enthalten.<br />
<strong>Allgemeine</strong> Vorschriften - 1 - 3
1.2.3 Einzelpreise<br />
Folgendes ist im Angebot einzeln und preislich separat auszuweisen:<br />
a) Der Grundpreis der Maschine bzw. Anlage<br />
b) Spezielle Maschinenoptionen<br />
c) Vorrichtungen/Werstückhalter<br />
d) Verschleißwerkzeuge (falls angefordert)<br />
e) Ggf. anfallende Gebühren für technische Entwürfe, Quellencodes, Zeichnungen,<br />
sowie für Serviceinformationen.<br />
f) Gesonderte Hilfseinrichtungen, wie Hydraulik, Lufteinrichtungen,<br />
Kühlmittelfiltration, Förderbänder usw.<br />
g) Einrichtungen des Umwelt- und Gesundheitsschutzes. Dazu gehören unter<br />
anderem (nicht jedoch ausschließlich) Auffangeinrichtungen für Späne,<br />
Dunstabzugs- und Absauganlagen.<br />
h) Elektrische und elektronische Kontrollmittel<br />
i) Automatische Prüf- und Meßinstrumente (sofern angefordert).<br />
j) Ersatzteilpaket<br />
k) Kosten für den Probelauf der Maschine bzw. Anlage.<br />
l) Service- und Montagegebühren (falls erforderlich).<br />
m) Schulungskosten<br />
n) Garantieinformationen.<br />
<strong>Allgemeine</strong> Vorschriften - 1 - 4
1.2.4 Beschreibung des Angebotes<br />
1.2.4.1 Die angebotenen Artikel müssen durch Angebotszeichnungen und/oder Text<br />
genau beschrieben werden. Die Daten zu den erreichbaren Produktionszahlen<br />
(in Stk/Stunde. bei 85% Auslastung), der geschätzte Energieverbrauch,<br />
maximale Umrüstzeiten, die Pufferkapazität zwischen den Stationen, sowie die<br />
Prozess- und Lehrenfähigkeit müssen ggf. ebenfalls angegeben werden. Für<br />
jede Station werden ausführliche Angaben über den Produktionszyklus benötigt.<br />
Anzugeben sind auch die voraussichtlichen Verbrauchs- und Durchflussmengen<br />
an Kühlmittel, Wasser, Dampf, Druckluft, Gas, etc.<br />
1.2.4.2 Die Anzahl der im Probelauf herzustellenden Teile pro Teilenummer wird im<br />
Anhang 6.1 definiert. Diese Teile sind nicht extra zu verrechnen, sondern sind<br />
Teil des Angebotspaketes. Sie sollen qualitativ voll den <strong>Bosch</strong> Anforderungen<br />
entsprechen. Teile, die für das Einrichten, für Ausprobe und Qualifikation der<br />
Maschinen und Anlagen benötigt werden, stellt <strong>Bosch</strong> zur Verfügung.<br />
1.2.4.3 Das Angebot muss möglichst viele Angaben über das Steuerungssystem<br />
(Anhang 5.1) enthalten. Informationen, die zum Zeitpunkt der<br />
Angebotserstellung noch nicht verfügbar sind, müssen zusammen mit den<br />
Genehmigungszeichnungen vorgelegt werden.<br />
1.2.4.4 Der Lieferant muss den Projektingenieur über alle bekannten oder vermutlich<br />
gesundheitsgefährden Inhaltstoffe der in den Anlagen verwendeten<br />
Flüssigkeiten informieren.<br />
1.2.5 Fertigstellung des Projektes<br />
* Nach der Fertigstellung eines jeden Projektes müssen alle von <strong>Bosch</strong> beigestellten Teile,<br />
Zeichnungen und andere Dokumente vollständig zurückgegeben werden.<br />
<strong>Allgemeine</strong> Vorschriften - 1 - 5
1.3 Bestellung und Änderungen<br />
1.3.1 Bestellungen sowie Veränderungen von Bestellungen werden nur durch die <strong>Bosch</strong>-<br />
Einkaufsabteilung erstellt. Kaufabsichtserklärungen und Veränderungen bereits<br />
vereinbarter Bestellungen sind nur wirksam, wenn sie von der <strong>Bosch</strong>-Einkaufsabteilung<br />
abgegeben werden.<br />
1.3.2 Bei Änderungen des Produktes muss der Projektingenieur dem Lieferanten der Maschinen<br />
oder Anlagen neue Zeichnungen zur Verfügung stellen und schriftlich ein Angebot<br />
erforderlicher Änderungen der im Bau befindlichen Anlage anfordern, mit Auswirkungen<br />
auf Preise und Liefertermin. Nach der Genehmigung der vorgeschlagenen Änderungen<br />
durch <strong>Bosch</strong> stellt die Einkaufsabteilung eine Nachbestellung über die ggf. entstehenden<br />
zusätzlichen Kosten aus.<br />
1.3.3 Die Auftragsbestätigung sowie die Bestätigung der Liefertermine und Preise muss<br />
schnellstmöglich bei der <strong>Bosch</strong>-Einkaufsabteilung und dem Projektingenieur eingehen,<br />
spätestens jedoch drei Wochen nach Eingang der Bestellung beim Lieferanten.<br />
1.4. Arbeiten am Standort des Käufers (Siehe auch Kapitel 9, Anlage 1.1: <strong>Allgemeine</strong><br />
kommerzielle Lieferbedingungen für die Beschaffung von Maschinen und Einrichtungen – Punkt<br />
10)<br />
1.4.1 Der Lieferant der Einrichtungen muss durch entsprechende Aufsicht oder Anweisungen<br />
sicherstellen, daß die Einrichtungen ordnungsgemäß aufgebaut werden und alle<br />
Garantiebedingungen erfüllen.<br />
1.4.2 Alle Lieferanten von Einrichtungen müssen die „Contractor Safety Declaration“<br />
(Sicherheitserklärung des Unternehmers) unterschreiben und einhalten. Diese<br />
Bestimmung verpflichtet den Lieferanten zur Einhaltung der werksspezifischen<br />
Vorschriften bezüglich Sicherheitsabsperrungen und -markierungen, Zugang zu beengten<br />
Räumen, usw.<br />
1.4.3 Schweiß-, Trenn- und Lötarbeiten, Erhitzen und Schmelzen mit Schweißbrennern,<br />
Benzin- oder Gasbrennern usw. sind verboten, sofern nicht <strong>Bosch</strong> eine spezielle<br />
Genehmigung erteilt hat.<br />
1.4.4 <strong>Bosch</strong> verweist besonders darauf hin, dass Rauchen in bestimmten Bereichen unserer<br />
Werke verboten sein kann. In allen Werken müssen Schutzbrillen, geeignete<br />
Arbeitskleidung und -schuhe getragen werden. Gegebenfalls werden durch die<br />
„Occupational Safety and Health Administration” (OSHA) Bestimmungen weitere<br />
Sicherheitsvorkehrungen verlangt.<br />
<strong>Allgemeine</strong> Vorschriften - 1 - 6
1.5 Zahlungsbedingungen (Siehe auch Kapitel 9, Anlage 1.1: <strong>Allgemeine</strong> kommerzielle<br />
Lieferbedingungen für die Beschaffung von Maschinen und Einrichtungen – Punkt 5 und 7.3)<br />
1.5.1 Zahlungsfristen der Robert <strong>Bosch</strong> Corporation bezüglich Beschaffung der Kapitalanlagen<br />
sind wie folgt:<br />
80% netto 30 des kompletten Kaufvertrages nach Ablieferung der Anlagen in dem<br />
spezifizierten <strong>Bosch</strong> Werk.<br />
20% netto 30 des kompletten Kaufvertrages nach Endabnahme in dem spezifizierten<br />
<strong>Bosch</strong> Werk.<br />
(Zusätzliche Richtlinien sind im Kapitelt 7 enthalten)<br />
<strong>Allgemeine</strong> Vorschriften - 1 - 7
BOSCH <strong>Allgemeine</strong> <strong>Liefervorschriften</strong> für Maschinen und Einrichtungen 1.4.2002<br />
KAPITEL 2 – PROJEKTMANAGEMENT<br />
INHALTSVERZEICHNIS<br />
2.1 Projektterminplan ................................................................................................... 2-2<br />
Seite<br />
2.2 Anforderungen bezüglich Konstruktionsdurchsprachen .................................... 2-3<br />
2.2.1 ......Konstruktionsdurchsprachen ...................................................................... 2-3<br />
2.2.2 ......Erste Konstruktionsdurchsprache ............................................................... 2-3<br />
2.2.3 ......Endgültige Konstruktionsdurchsprache...................................................... 2-4<br />
Projektmanagement - 2 - 1
KAPITEL 2 - PROJEKTMANAGEMENT<br />
2.1 Projektterminplan<br />
2.1.1 Um sicherzustellen, dass kritische Termine und der Liefertermin eingehalten werden,<br />
ist der Lieferant für die Erstellung und Pflege eines Verfolgungs- und Projektterminplans<br />
verantwortlich.<br />
2.1.2 Ein Entwurf dieses Terminplans ist dem Angebot beizufügen.<br />
Der endgültige Terminplan muss innerhalb von zwei Wochen nach Eingang der formellen<br />
Bestellung beim Projektingenieur eingehen.<br />
2.1.3 Der Projektterminplan muss ausreichend detailliert sein um alle kritischen Termine<br />
aufzuzeigen und mindestens folgende Positionen enthalten:<br />
a) Projekt-Erstdurchsprache<br />
b) Prozess Flussdiagramm<br />
c) Besprechung der Prozess FMEA<br />
d) Vorläufige Entwürfe (mechanisch und elektrisch)<br />
e) Erste Konstruktionsdurchsprache<br />
f) Einkauf der kritischen Komponenten mit langer Lieferzeit<br />
g) Endgültige Entwürfe (mechanisch und elektrisch)<br />
h) Besprechung des endgültigen Entwurfs<br />
i) Einkauf der übrigen Materialien<br />
j) Programmierung der Anlagensteuerungen<br />
k) Besprechung der Programmierung der Anlagensteuerungen<br />
l) Eingang der gekauften bzw. produzierten Komponenten<br />
m) Grundriss der Anlage und Anforderungen an das Fundament<br />
n) Aufbau bzw. Montage der Maschine oder Anlage<br />
o) Verfügbarkeit von Probeteilen<br />
p) Erprobung des Systems und Fehlerbehebung<br />
- manueller Modus<br />
- automatischer Modus<br />
q) Kalibrierung der Messsysteme<br />
r) Vorläufige Studie über die Lehrenfähigkeit<br />
s) Vorläufige Studie über die Prozessfähigkeit<br />
t) Besprechung der Dokumentation<br />
u) Vorabnahme beim Lieferanten<br />
v) Verpackung und Versand<br />
Projektmanagement - 2 - 2
w) Aufbau bei <strong>Bosch</strong><br />
x) Probelauf und Fehlerbehebung bei <strong>Bosch</strong><br />
y) Endgültige Studie über die Prozess- und Maschinenfähigkeit<br />
z) Unterzeichnung der Endabnahme<br />
2.1.4 Der Projektterminplan muß stets aktualisiert und während der Dauer des Projekts dem<br />
Projektingenieur alle zwei Wochen übermittelt werden. Der Lieferant der Maschine oder<br />
Anlage ist für die Vorlage eines Maßnahmeplans zur Behebung von Problemen, die<br />
wesentliche Verzögerungen des Terminplanes verursachen könnten, verantwortlich<br />
2.2 Anforderungen bezüglich Konstruktionsdurchsprachen<br />
2.2.1 Konstruktionsdurchsprachen<br />
* Mindestens zwei Konstruktionsdurchsprachen sollen die Einhaltung der Projektziele und<br />
Vorschriften sicherstellen. Schlanke „Lean Machine Design“ Prinzipien sollten<br />
besprochen werden (Anlage 2.3). Die endgültige Anzahl der Konstruktionsdurchsprachen<br />
legt der Projektingenieur fest.<br />
2.2.2 Erste Konstruktionsdurchsprache<br />
Die erste Konstruktionsdurchsprache beinhaltet eine umfassende Besprechung des<br />
Entwurfskonzepts und der vorläufigen PFMEA (Process Failure Mode and Effect<br />
Analysis/ Analyse von Fehlern im Verfahren und deren Auswirkungen).<br />
Der Lieferant muss folgende Unterlagen zur Verfügung stellen:<br />
a) Eine Konzeptzeichnung der Gesamtanlage. Diese Zeichnung muss einen Überblick<br />
über den montierten Endzustand der gesamten Maschine oder Anlage zeigen. Sie<br />
muss mindestens zwei Ansichten haben, eine Draufsicht und eine Seitenansicht.<br />
Diese Zeichnung muß detailliert genug sein, um das gesamte Erscheinungsbild der<br />
Maschine oder Anlage, einschließlich der Bedienungspulte, zeigen zu können. Die<br />
Zeichnung muss maßstabsgerecht sein und die Gesamtabmessungen bzgl. Höhe,<br />
Breite, Länge, Lage und Abmessungen zusätzlicher Schaltschränke, Position des<br />
Werkstücks oder Teils, sowie die Bearbeitungsrichtung darstellen.<br />
b) Zusätzliche Konzeptzeichnung(en) aller Operationen und Prozesse der Maschine<br />
oder Anlage. Sie müssen detailliert genug sein, um aus ihnen die Art und Weise des<br />
Zusammenwirkens der einzelnen Operationen ersehen zu können. Die<br />
Hauptkomponenten müssen dargestellt und gekennzeichnet sein.<br />
c) Besprechung ergonomischer Gesichtspunkte.<br />
d) Übersicht der Materialhandhabung<br />
e) Übersicht des Steuersystems, einschließlich einer Aufstellung der wichtigsten<br />
Komponenten.<br />
Projektmanagement - 2 - 3
f) Gefahrenbeurteilung der Roboter und Gefahrenstoffe (Sicherheitsdatenblätter -<br />
MSDS).<br />
* g) Schutzvorrichtungen<br />
h) Ein ausgefülltes Maschinendatenblatt. Siehe Anhang 2.1.<br />
i) Literatur und Spezifikationen zu allen Hauptkomponenten, die nicht aus der/den<br />
Liste(n) der empfohlenen Komponenten entnommen wurden.<br />
j) Dokumente zur Genehmigung<br />
Der Lieferant muss Duplikate der oben genannten Unterlagen bereitstellen. Bei der<br />
Konstruktionsdurchsprache wird jedes Dokument durch den Projektingenieur und<br />
den Lieferanten als Zeichen der Konzeptzustimmung unterschrieben und datiert.<br />
Jegliche geforderte Änderung und Modifikation muss auf den Dokumenten<br />
vermerkt sein.<br />
Eine nachfolgende Besprechung kann u.U. nötig sein, um die Modifikationen zu<br />
beurteilen.<br />
k) Ausgefüllen der Checkliste zur Konstruktionsdurchsprache.<br />
Siehe Anhang 2.2.<br />
2.2.3 Endgültige Konstruktionsdurchsprache<br />
Im Rahmen der abschließenden Konstruktionsdurchsprache werden alle<br />
Konstruktionsunterlagen und die PFMEA überprüft. Diese Besprechung findet vor dem<br />
Beginn der Fertigung der Maschine oder Anlage statt.<br />
Der Lieferant muss Folgendes bereitstellen:<br />
a) Mechanische Zusammenbauzeichnungen, Detailzeichnungen und Stücklisten<br />
b) Schema der Pneumatik und Hydraulik und Stücklisten.<br />
c) Funktionsplan (Abfolgeplan) des Steuersystems.<br />
d) Schaltpläne, Zeichnungen und Stücklisten des elektrischen Steuersystems.<br />
e) Aktualisiertes Maschinendatenblatt.<br />
f) Fundamentzeichnungen.<br />
g) Dokumente zur Genehmigung.<br />
Projektmanagement - 2 - 4
h) Liste kritischer Ersatzteile.<br />
* i) Vorraussichtlicher Wartungsaufwand (Zeit, Material, Intervalle).<br />
2.2.4 Der Lieferant muss Duplikate der oben genannten Unterlagen bereitstellen. Bei der<br />
Konstruktionsdurchsprache wird jedes Dokument durch den Projektingenieur und den<br />
Lieferanten als Zeichen der Zustimmung unterschreiben und datiert. Jegliche geforderte<br />
Änderung und Modifikation muss auf den Dokumenten vermerkt sein. Eine nachfolgende<br />
Besprechung kann u.U. nötig sein, um die Modifikationen zu beurteilen.<br />
Projektmanagement - 2 - 5
BOSCH <strong>Allgemeine</strong> <strong>Liefervorschriften</strong> für Maschinen und Einrichtungen 1.4.2002<br />
KAPITEL 3 – SICHERHEITS – UND GESUNDHEITSANFORDERUNGEN<br />
INHALTSVERZEICHNIS<br />
Seite<br />
3.1 <strong>Allgemeine</strong>s............................................................................................................... 3-2<br />
3.2 Generelle Vorschriften ............................................................................................ 3-2<br />
3.3 Lärmschutzvorschriften.......................................................................................... 3-3<br />
3.4 Umweltschutzaspekte .............................................................................................. 3-3<br />
Sicherheits- und Gesundheitsnormen - 3 - 1
KAPITEL 3 – SICHERHEITS – UND GESUNDHEITSVORSCHRIFTEN<br />
3.1 <strong>Allgemeine</strong>s<br />
Die Maschinen und Anlagen müssen den Anforderungen des OSHA „Occupational Safety and Health Act“.<br />
(Arbeits- und Gesundheitsschutzgesetz,) in seiner jeweils aktuellen Fassung entsprechen. Die OSHA-<br />
Normen sind als Mindestanforderungen zu verstehen.<br />
3.2 Generelle Vorschriften<br />
3.2.1 Angesichts ständiger Änderungen der Gesetze, Bestimmungen, Codes und Normen liegt es in der<br />
Verantwortung des Lieferanten, alle Bestimmungen einzuhalten.<br />
Es sind jeweils die zum Zeitpunkt der Auftragsannahme gültigen Versionen sowie die<br />
anwendbaren Abschnitte der folgenden Normen zu beachten:<br />
a) OSHA „Occupational Safety and Health Administration“, Department of Labor,<br />
General Industry Standards, Series 1910 (=<strong>Allgemeine</strong> Industrienormen des<br />
Ministerium für Gesundheits- und Arbeitsschutz, letzte Ausgabe).<br />
b) Die Codes des ANSI „American National Standards Institute“.<br />
c) Die Bestimmungen der NFPA „National Fire Protection Association“ (Nationale<br />
Brandschutzvereinigung,).<br />
d) Von der „National Fluid Power Association“ herausgegebene “Systems Standard for Industrial<br />
Machinery” (Systemnormen für Industrieanlagen).<br />
3.2.2 Die Maschinen und Anlagen müssen so konstruiert sein, dass alle Energiequellen<br />
(z. B. pneumatisch, hydraulisch oder elektrisch) gekennzeichnet sind und mit Absperrvorrichtungen<br />
versehen werden können.<br />
3.2.3 Weitere Sicherheitsbestimmungen sind in den speziellen Kapiteln bezüglich der elektrischen,<br />
hydraulischen und pneumatischen Systeme sowie des mechanischen Entwurfs enthalten.<br />
* 3.2.4 Vor der Endabnahme muss für alle Roboter eine schriftliche Risikobewertung entsprechend der<br />
letztgültigen ANSI/RIA R15.06 vorgelegt werden.<br />
3.2.5 Die Verwendung asbesthaltiger Materialien (asbestos containing materials / ACM) ist untersagt.<br />
3.2.6 Mit Lasereinrichtungen ausgestattete Maschinen oder Anlagen müssen gemäß der Norm (21 CFR<br />
1010-1050) klassifiziert und zertifiziert werden. Außerdem ist ein “Laser Product Report” (Bericht<br />
über Laserprodukte) und die Bewertungsnummer des “Center for Devices and Radiological Health<br />
(CDRH) (Zentrum für radiologische Geräte und Strahlenschutz) vorzulegen.<br />
Sicherheits- und Gesundheitsnormen - 3 - 2
3.3 Lärmschutzvorschriften<br />
* Der von den Maschinen oder Anlagen abgegebene konstante oder zyklische Geräuschpegel darf 80dB(A)<br />
unter allen normal zu erwarteten Betriebsbedingungen während der Produktion nicht übersteigen. Die<br />
Geräuschmessung soll bei der Einrichtung in einem Abstand von einem Meter und ebenfalls an den<br />
Standorten des Bedieners durchgeführt werden.<br />
3.4 Umweltschutzaspekte<br />
(Gase, Flüssigkeiten, Kühlmittel, Reinigungsmittel, Farben, u.s.w.)<br />
3.4.1 Aufgrund ständig ansteigender Anforderungen an die Verwendung und Entsorgung von<br />
Abfallstoffen, muß der Lieferant folgende Bestimmungen einhalten:<br />
* a) ISO 14000 Umweltschutz Management System<br />
* b) Vor der ersten Konstruktionsdurchsprache müssen dem Projektingenieur<br />
Materialsicherheitsdatenblätter (MSDS) in englischer Sprache, für alle Materialien die in der<br />
Maschine verwendet werden sollen, zur Genehmigung vorgelegt werden. Verbrauchsraten<br />
umweltgefährdender Chemikalien sollten z.B in Bezug auf Produktionsraten angegeben<br />
werden.<br />
* c) Nicht erlaubt sind:<br />
- Materialien die PCB (Polychlorbiphenyl) enthalten (z.B. Kondensatoren,<br />
Transformatorenöl und bestimmte Hydraulikflüssigkeiten).<br />
- Schalter und Einrichtungen die Quecksilber enthalten.<br />
- Bleihaltige Lacke<br />
d) Der Lieferant muss den Projektingenieur über die zu erwartenden Emissionspegel von<br />
Strahlungen, Gasen, Dämpfen, Rauch, Staub, und Nebel informieren.<br />
e) Alle Chemikalien müssen überprüft werden, ob sie im EPA „Environmental Protection<br />
Agency“ (Umweltschutzagentur) TSCA Verzeichnis enthalten sind.<br />
f) Maschinen und Anlagen müssen leckfrei konstruiert sein, so dass keine Prozessflüssigkeiten<br />
(Öl, Kühlmittel, etc..) austreten oder Spritzer auf den Bediener der Maschine oder Fußboden<br />
treffen.<br />
3.4.2 Eine Liste der zulässigen Materialien kann beim Projektingenieur angefordert werden.<br />
* 3.4.3 Alle Einrichtungen die Absaugungen für Öl/Kühlmittel benötigen, müssen Filtereinrichtungen<br />
benutzen. Die Partikeldichte darf 0,2mg/m3 am Austritt der Filtration nicht überschreiten.<br />
Hersteller von Maschinen und Einrichtungen müssen Filtrationen benutzen die von <strong>Bosch</strong><br />
vorgeschrieben werden.<br />
(Siehe werksspezifische Anforderungen, Kapitel 10 – Anlagen)<br />
(Zusätzliche Richtlinien sind im Kapitel 7 enthalten)<br />
Sicherheits- und Gesundheitsnormen - 3 - 3
BOSCH <strong>Allgemeine</strong> <strong>Liefervorschriften</strong> für Maschinen und Einrichtungen 1.4.2002<br />
KAPITEL 4 – MECHANISCHER ENTWURF<br />
INHALTSVERZEICHNIS<br />
Seite<br />
4.1 Richtlinien für den Entwurf der Mechanik ......................................................... 4-2<br />
4.1.1 ......Komponenten.............................................................................................. 4-2<br />
4.1.2 ......Zeichnungsvorschriften .............................................................................. 4-3<br />
4.2 Maschinengrundriss ................................................................................................ 4-5<br />
4.2.1 ......<strong>Allgemeine</strong> Anforderungen ........................................................................ 4-5<br />
4.2.2 ......Grundrisszeichnungen ................................................................................ 4-5<br />
* 4.2.3 .....Nivellierung der Maschine.......................................................................... 4-5<br />
4.3 Ergonomische Richtlinien ....................................................................................... 4-6<br />
4.3.1 ......Arbeitsplätze............................................................................................... 4-6<br />
4.3.2 ......Arbeitsplatzabmessungen ........................................................................... 4-6<br />
4.3.3 ......Arbeitsplatzbeleuchtung ............................................................................. 4-6<br />
4.3.4 ......Kontrollelemente und Anzeigen ................................................................. 4-6<br />
4.3.5 ......Hebearbeiten ............................................................................................... 4-6<br />
4.3.6 ......Zugang ........................................................................................................ 4-7<br />
4.4 Pneumatische Steuerungen .................................................................................... 4-7<br />
4.4.1 ......<strong>Allgemeine</strong>s ................................................................................................ 4-7<br />
4.4.2 ......Anforderungen an die Maschine oder Anlage ............................................ 4-7<br />
4.4.3 ......Sicherheit .................................................................................................... 4-8<br />
4.5 Schmierung............................................................................................................... 4-9<br />
4.6 Lackierung.............................................................................................................. 4-10<br />
Mechanischer Entwurf - 4 - 1
KAPITEL 4 – MECHANISCHER ENTWURF<br />
4.1 Richtlinien für den Entwurf der Mechanik<br />
4.1.1 Komponenten<br />
a) Verwendung von BOSCH Produkten:<br />
Verwendung von BOSCH Produkten ist vorgeschrieben für Sondermaschinen.<br />
Produktübersicht und Lieferanschriften können von der verantwortlichen<br />
BOSCH Gruppe (siehe Kapitel 9 - Anlage 4.1) angefordert werden. Falls eine<br />
Verwendung von BOSCH Produkten nicht möglich ist, muß zum Zeitpunkt der<br />
Angebotsabgabe, in Ausnahmefällen spätestens während der ersten<br />
Konstruktionsdurchsprache, auf Ausnahmen hingewiesen werden..<br />
b) Bevorzugte Komponenten der Mechanik bzw. Pneumatik:<br />
Es wird verlangt, dass Komponenten verwendet werden die in den USA<br />
problemlos zu beziehen sind. (Siehe auch werk-spezifische Anforderungen,<br />
Kapitel 10 - Anlagen)<br />
c) Messgeräte:<br />
Bei der Auswahl der Messgeräte und –systeme müssen die Anforderungen<br />
bezüglich Kalibrierung beachtet werden. Vor der endgültigen Auswahl muss<br />
der Lieferant der Maschine oder Anlage den Projektingenieur über alle<br />
notwendigen Verfahren, Geräte und Meisterstücke informieren. Der Lieferant<br />
der Maschine oder Anlage muss von allen Meisterstücken und Lehren das<br />
jeweilige Kalibrierungszertifikat und den Nachweis auf gültige Normen<br />
vorlegen. Die Meisterstücke müssen zusammen mit der Maschine oder Anlage<br />
geliefert werden.<br />
(Siehe werksspezifische Anforderungen, Kapitel 10 - Anlagen)<br />
d) Alle Konstruktionselemente müssen auf dem metrischen System basieren.<br />
Ausnahmen bedürfen die Genehmigung des Projektingenieurs.<br />
Mechanischer Entwurf - 4 - 2
4.1.2 Zeichnungsvorschriften<br />
a) Sprache:<br />
Die gesamte Dokumentation, einschließlich der Anmerkungen auf Zeichnungen,<br />
Schaltplänen, Stücklisten, der SPS-Programme usw. muss in englischer Sprache<br />
verfasst sein.<br />
b) Abmessungen:<br />
Um die Einheitlichkeit der Maschinen- und Werkzeugentwürfen zu gewährleisten,<br />
müssen die Angaben dem Internationalen Einheitensystem (SI) entsprechen.<br />
Angaben nach dem englischen System können in Klammern neben den metrischen<br />
Maßen vermerkt werden. Geometrische Form – und Lagetoleranzen sind bevorzugt.<br />
c) Abmessungen:<br />
• Mechanische Zeichnungen:<br />
Zusammenbau- und Einzelteilzeichnungen sind im Format ANSI D oder DIN A1<br />
anzufertigen. Zeichnungen mehrere Einzelteile sollen auf einem Blatt abgebildet<br />
werden.<br />
• Stückliste (Materiallisten):<br />
Separate Stücklisten sollen die ANSI Größe A haben.<br />
d) Zeichnungsnummern:<br />
Im Beschriftungsfeld von Zeichnungen muss eine BOSCH – Zeichnungs-nummer<br />
angegeben werden. Diese Nummer erfahren Sie vom Projektingenieur.<br />
e) CAD-Zeichnungen:<br />
CAD-Zeichnungen sind den Originalen auf Papier vorzuziehen. Angaben zum<br />
Format von CAD-Dateien sind in den werksspezifischen Anforderungen, Kapitel 10<br />
– Anlagen dargestellt.<br />
f) Inhalt:<br />
• Mechanische Zeichnungen – bestehen aus Folgendem:<br />
- Hauptzusammenbauzeichnung<br />
- Zeichnungen der Baugruppen<br />
- Zeichnungen der Unterbaugruppen<br />
- Einzelteilzeichnungen<br />
- Stücklisten<br />
Mechanischer Entwurf - 4 - 3
• Die Zeichnungen der Pneumatik und Hydraulik bestehen aus Folgendem:<br />
- Pneumatik-/ Hydraulikpläne<br />
- Stücklisten<br />
• Die Hauptzusammenbauzeichnung<br />
Die Hauptzusammenbauzeichnung muss den montierten Endzustand der gesamten<br />
Maschine oder Anlage darstellen.. Sie muss mindestens zwei Ansichten haben:<br />
Draufsicht und Seitenansicht. Diese Zeichnung muss detailliert genug sein, um das<br />
gesamte Erscheinungsbild der Maschine oder Anlage, einschließlich der<br />
Bedienungspulte, zeigen zu können. Die Zeichnung muss maßstabsgerecht sein und<br />
die Gesamtabmessungen bzgl. Höhe, Breite, Länge, Lage und Abmessungen<br />
zusätzlicher Schaltschränke, Position des Werkstücks oder Teils, sowie die<br />
Bearbeitungsrichtung und den Standort des Mitarbeiters darstellen..<br />
• Zeichnungen der Baugruppen und Unterbaugruppen<br />
Aus Gründen der Klarheit der Darstellung ist es wichtig, dass die Zeichnungen der<br />
Maschine oder Anlage in logische Zeichnungen der Baugruppen und<br />
Unterbaugruppen aufgegliedert werden. Jedes Teil einer Zusammenbauzeichnung<br />
muss mit einer Positionsnummer und einer auf das Teil zeigenden Bezugslinie<br />
dargestellt werden. Die Positionsnummer muss der gleichen Positionsnummer in<br />
der Stück- bzw. Materialliste entsprechen.<br />
• Einzelteilzeichnungen<br />
Auf Einzelteilzeichnungen sind alle Abmessungen und Toleranzen dargestellt die<br />
zur Herstellung des Teils benötigt werden. Die Stoffe müssen den Normenangaben<br />
nach AISI, SAE usw., entsprechen. Anforderungen bezüglich Wärmebehandlung<br />
und Oberflächenbeschaffenheit müssen der allgemein akzeptierten Nomenklatur<br />
entsprechen.<br />
• Stückliste (Materiallisten)<br />
Alle Zeichnungen der Baugruppen, Unterbaugruppen, Bedienpulte und Schaltpläne<br />
müssen eine entsprechende Stückliste oder Materialliste haben. Die Stückliste ist<br />
eine Aufstellung aller Fertigungs- und Kaufteile, die erforderlich sind um den<br />
“Zusammenbau” zu vervollständigen.<br />
Auf den Stücklisten muss der Name und die Typ-Teilenummer des<br />
Originalherstellers angegeben sein.<br />
Mechanischer Entwurf - 4 - 4
4.2 Maschinengrundriss<br />
4.2.1 <strong>Allgemeine</strong> Anforderungen<br />
Der Lieferant muss vorläufige und endgültige Zeichnungen vorlegen, aus denen die<br />
allgemeine Konstruktion der Maschinen- und Anlagen hervorgeht. Sie sollen unter<br />
anderen folgende Angaben enthalten:<br />
• Gesamtabmessungen der Anlage/Maschinen (L x B x H) [Länge, Breite, Höhe]<br />
• Lage, Abmessungen, Bewegungsbereich und Bewegungsrichtung der Türen aller<br />
• Elektrischen Bedienpulte<br />
• Zutrittsbereiche<br />
* • Zugang zu Schmierstellen, Füll- und Entleerstellen für Tanks, usw.<br />
• Alle erforderlichen Freiräume müssen angegeben sein.<br />
• Lage und Abmessungen der Hilfseinrichtungen sind anzugeben (z.B. Filter, Pumpen,<br />
Spänewagen, Dunstabzug, Bodenwannen, usw.)<br />
• Lage und Abmessungen der Be- und Entladevorrichtungen.<br />
4.2.2 Grundrisszeichnungen<br />
Der Lieferant der Maschine oder Anlage muß dem Projektingenieur einen Ausdruck oder<br />
CAD Datei innerhalb von dreißig (30) Tagen nach Genehmigung der endgültigen<br />
Zeichnungen zur Verfügung stellen. Für das Format der CAD Dateien siehe<br />
werksspezifische Anforderungen, Kapitel 10 – Anlagen.<br />
*<br />
4.2.3 Nivellierung der Maschine<br />
Nivellierungselemente sind mit der Maschine zu liefern.<br />
Mechanischer Entwurf - 4 - 5
4.3 Ergonomische Richtlinien<br />
4.3.1 Arbeitsplätze<br />
a) Sofern aus technischer Sicht und aufgrund des Arbeitsumfangs realisierbar, müssen<br />
die Bediener die Möglichkeit haben, ihre Arbeit im Sitzen oder im Stehen<br />
auszuführen.<br />
b) Arbeitsplätze, bei denen der Bediener die Tätigkeiten sitzend ausführt, sollten mit<br />
einem verstellbaren Stuhl und verstellbarer Fußstütze ausgestattet sein.<br />
c) Wenn sich vor dem Arbeitsplatz an dem eine Person sitzt ein Förderband befindet,<br />
muss unter dem Förderband eine ausreichend große Beinfreiheit bestehen.<br />
4.3.2 Arbeitsplatzabmessungen<br />
Empfohlene Maße für Arbeitshöhe, Abstand zum Arbeitsbereich, Beinfreiheit und<br />
Freibereiche pro Arbeitsplatz sind dem Kapitel 9 - Anhang 4.2. zu entnehmen.<br />
4.3.3 Arbeitsplatzbeleuchtung<br />
a) Die folgenden Lichtstärken sind erforderlich:<br />
• 1,000 lux zum Prüfen und Einstellen von empfindlichen Komponenten.<br />
• 1,500 lux für die Montage empfindlicher Teile und elektronischer Komponenten<br />
b) Reflektierende Oberflächen an Arbeitsstationen sollten vermieden werden.<br />
4.3.4 Kontrollelemente und Anzeigen<br />
Kotrollelemente und Anzeigen müssen innerhalb der normalen Reichweite und des<br />
Sichtfeldes des Bedieners angeordnet sein. Siehe Kapitel 9 - Anhang 4.2.<br />
4.3.5 Hebearbeiten<br />
Alle schweren oder wiederholten Hebearbeiten (Werkzeug- und Vorrichtungswechsel, Beund<br />
Entladen) müssen nach den NIOSH Regeln bezüglich Hebearbeiten überprüft<br />
werden. Bei Tätigkeiten, die im Sinne des o.g. Regelungen über dem Aktionslimit (AL)<br />
liegen, ist die Verwendung mechanischer Hebevorrichtungen vorgeschrieben.<br />
Die zu verwendeten Systeme (Hersteller, Marke und Modell), wird vom Werk bestimmt.<br />
Sie sollen separat im Angebot ausgewiesen werden.<br />
Mechanischer Entwurf - 4 - 6
4.3.6 Zugang<br />
a) Wenn eine Person einen bestimmten Bereich nur mit ausgestreckten Armen erreichen kann,<br />
muss soviel Freiraum für den Körper vorgesehen werden, dass beide Hände die Werkzeuge<br />
erreichen können, ohne dass der Bediener in eine unbequeme oder gefährdende Position in<br />
Bezug auf die Umgebungs-bedingungen gebracht wird. Werkzeugwechsel müssen von dem<br />
Bediener mit beiden Füßen auf dem Boden stehend möglich sein.<br />
b) Der Arbeitsplatz muss leicht zugänglich sein zu Zwecken der Wartung, Reinigung,<br />
Funktionsüberwachung, Materialhandhabung, usw.<br />
4.4 Pneumatische Steuerungen<br />
4.4.1 <strong>Allgemeine</strong>s<br />
4.4.1.1 Wenn immer möglich, soll Druckluft verwendet werden, die frei von<br />
Schmiermitteln ist..<br />
4.4.1.2 Alle Arten der Pneumatischen Steuereinrichtungen bedürfen der Genehmigung<br />
durch den Projektingenieur. Elektrische Steuereinrichtungen werden bevorzugt.<br />
4.4.1.3 Die Pneumatikkreise müssen so gestaltet werden, dass sie bei einem<br />
Minimum von 4.5 bar arbeiten. Der Standarddruck im Werk beträgt 6 bar (85 PSI).<br />
Die Steuerspannung für pneumatische Magnetventile muss 24V Gleichstrom (DC)<br />
sein.<br />
4.4.2 Anforderungen an die Maschine oder Anlage<br />
4.4.2.1 Komponenten<br />
a) Filter, Wartungsagregat, Druckregler und Trockner müssen Teil des<br />
Pneumatikkreises sein. Automatische Wasser-abscheider sollen zur<br />
Entleerung der Filter von Pneumatik-leitungen und Schmiervorrichtungen<br />
verwendet werden.<br />
b) Alle Pneumatikzylinder, die im Schnellhub anschlagen, müssen<br />
abgedämpft werden, um Schläge zu verhindern. Bremsventile sind<br />
einzubauen, wenn der Zylinder in keiner Richtung am Ende anschlägt.<br />
c) Schmiervorrichtungen dürfen nur nach Zulassung durch den<br />
Projektingenieur verwendet werden. Falls sie verwendet werden müssen,<br />
sind sie so anzubringen, dass eine ausreichende Schmierung der in<br />
Flussrichtung hinter der Schmiervorrichtung liegenden Teile gewährleistet<br />
ist.<br />
d) Die Abgabe der Abluft an die Atmosphäre muss über Schalldämpfer<br />
erfolgen, deren Leistungsvermögen ausreicht, um den Geräuschpegel am<br />
Abgabepunkt auf maximal 80 dB(A) zu begrenzen.<br />
Mechanischer Entwurf - 4 - 7
4.4.3 Sicherheit<br />
* 4.4.3.1 Das Haupteinlassventil muss so gestaltet sein, dass die Versorgung schnell<br />
abgeschaltet und das System in Strömungsrichtung abgelassen werden kann. Es<br />
muss für den Bediener problemlos zu erreichen sein und in der geschlossenen<br />
Position abgesperrt werden können.<br />
4.4.3.2 Unabhängig von der Energiequelle (d.h., elektrisch oder pneumatisch) welche für<br />
die Steuerung des Pneumatiksystems verwendet wird, darf keine Gefahr entstehen<br />
durch Ein- oder Ausschalten oder Ausfall und Wiederaufnahme der<br />
Energieversorgung (beabsichtigt oder unbeabsichtigt).<br />
4.4.3.3 Um schnelle unkontrollierte Bewegungen beim Einschalten von Systemen mit<br />
Dreiwegeventilen zu vermeiden, muss das System mit einem Füllkreislauf bzw.<br />
Füllventil ausgestattet sein.<br />
4.4.3.4 Aufbau: Luftkessel und Druckausgleichsbehälter müssen folgender-maßen<br />
konstruiert sein:<br />
• Sie müssen der ASME- Vorschrift “ Unfired Pressure Vessel Code”<br />
(Verordnung über nichtbefeuerte Druckbehälter ) und den gültigen behördlichen<br />
Vorschriften über Druckbehälter entsprechen.<br />
• Sie dürfen nicht auseinandergebaut werden können, solange sie unter Druck<br />
stehen .<br />
• Sie müssen mit einem separaten Anschluss von adäquaten Größe für ein<br />
Sicherheitsablassventil versehen sein.<br />
4.4.3.5 Luftkessel und Druckausgleichsbehälter müssen mit einer permanenten, deutlich<br />
hervorstehenden Markierung mit den Worten “CAUTION PRESSURE<br />
VESSEL” (Achtung! Behälter steht unter Druck) gekennzeichnet sein.<br />
4.4.3.6 Sicherheitsgrenzwerte der einstellbaren Steuereinrichtungen:<br />
Die Komponenten zur Druck- und Druchflusskontrolle müssen so aufgebaut sein,<br />
dass Einstellungen außerhalb des sicheren Arbeitsbereichs nicht möglich sind. Alle<br />
Informationsschilder, welche auf den zur Drucksteuerung verwendeten<br />
Komponenten des Herstellers angebracht sind, müssen mit den Grenzwerten für<br />
den Minimal- und Maximaldruck gekennzeichnet werden.<br />
4.4.3.7 Schutz gegen Mißbrauch:<br />
Wenn es bei einem Überschreiten der Betriebsdrücke zu Gefahrensituationen oder<br />
Schäden kommen kann, müssen gegen Mißbrauch gesicherte<br />
Überdruckschutzvorrichtungen (z.B. ein interner fester Begrenzer, nicht einstellbar,<br />
usw.) eingebaut werden.<br />
Mechanischer Entwurf - 4 - 8
4.5 Schmierung<br />
4.4.3.8 Wiederaufnahme des Zyklus:<br />
Ein Fertigungszyklus sollte nach einem Nothalt manuell neu gestartet<br />
werden koennen, vorausgesetzt dass ein solcher Neustart keine<br />
Gefahrensituation hervorruft oder zu Schäden an der Anlage oder den<br />
Werkstücken führt. Wenn eine Fortsetzung des Zyklus‘ nicht möglich ist,<br />
muss die Maschine oder Anlage mit manuellen Steuereinrichtungen<br />
ausgestattet sein, welche es ermöglichen die vom Nothalt betroffenen<br />
Stellglieder wieder auf ihre Ausgangsposition bzw. in eine andere definierte<br />
Position zu bringen.<br />
4.4.3.9 Notauseinrichtungen:<br />
An jedem Bedienerplatz müssen Notauseinrichtungen angebracht werden.<br />
Wenn technisch möglich, sollten nur wartungsfreie Komponenten verwendet werden. Andernfalls<br />
müssen die Schmierpunkte leicht erreichbar sein (ohne dass hierfür Abdeckungen entfernt werden<br />
müssen), und sie sind permanent zu kennzeichnen.<br />
Die verwendeten Flüssigkeiten und Schmiermittel müssen von <strong>Bosch</strong> genehmigt werden. Es sollte<br />
versucht werden, bei BOSCH vorrätige Schmiermittel zu verwenden.<br />
4.6 Lackierung<br />
4.6.1 Die verwendeten Farben und Lacke müssen widerstandsfähig gegenüber Öl und<br />
Prüfflüssigkeiten sowie syntetische Kühl- und anderen Verbrauchsflüssigkeiten sein, mit<br />
denen die Maschine oder Anlage während des Normalbetriebs in Kontakt kommen<br />
könnte.<br />
4.6.2 Maschinenoberflächen, die mit dem Werkstück in Kontakt kommen sowie Oberflächen,<br />
die eine Verschmutzungsquelle darstellen können, dürfen nicht lackiert werden. Sie<br />
können beispielsweise aus Edelstahl hergestellt oder mit galvanischen Oberflächen<br />
versehen werden(z.B.verchromt), um die Bildung von Rost und andere<br />
Verfallerscheinungen zu vermeiden. .<br />
Mechanischer Entwurf - 4 - 9
4.6.3 Alle Oberflächen von Härtereieinrichtungen, die hohen Temperaturen ausgesetzt sind,<br />
müssen mit einem wärmebeständigen Anstrich versehen werden. Ggf. wird die<br />
Verwendung von Aluminiumfarbe erforderlich.<br />
4.6.4 Farben:<br />
VERWENDUNGSZWECK FARBE NORM<br />
Maschine und Anlage (Siehe werksspezifische Anforderungen ,<br />
Kapitel 10 - Anlagen)<br />
Montage: Sprinklerleitungen Rot OSHA Rot<br />
Gasleitungen Gelb OSHA Gelb<br />
4.6.5 Alle Lacke müssen bleifrei sein.<br />
(Zusätzliche Richtlinien sind im Kapitel 7 enthalten.)<br />
Mechanischer Entwurf - 4 - 10
BOSCH <strong>Allgemeine</strong> <strong>Liefervorschriften</strong> für Maschinen und Einrichtungen 1.4.2002<br />
KAPITEL 5 – ELEKTRISCHER ENTWURF<br />
INHALTSVERZEICHNIS<br />
Seite<br />
5.1 Normen .................................................................................................................... 5-2<br />
5.2 Übersicht der Steuersysteme................................................................................... 5-2<br />
5.3 Dokumentation......................................................................................................... 5-2<br />
5.3.1 ......Zeichnungen................................................................................................ 5-2<br />
5.3.2 ......Software...................................................................................................... 5-2<br />
5.4 Funktionen................................................................................................................ 5-2<br />
5.4.1 ......Sicherheit .................................................................................................... 5-2<br />
5.4.2 ......Handbetrieb................................................................................................. 5-3<br />
5.4.3 ......Unabhängige Steuerung.............................................................................. 5-3<br />
5.4.4 ......Diagnose ..................................................................................................... 5-3<br />
5.4.5 ......Wiederholsperre.......................................................................................... 5-3<br />
5.4.6 ......Steuer- und Regelparameter/ Werte............................................................ 5-3<br />
5.4.7 ......Bussysteme ................................................................................................. 5-3<br />
5.4.8 ......Lampenprüfung........................................................................................... 5-3<br />
5.4.9 ......Zykluszähler................................................................................................ 5-3<br />
5.5 Maschinen und Anlagen.......................................................................................... 5-4<br />
5.5.1 ......Maschinenspannung.................................................................................... 5-4<br />
5.5.2 ......Komponenten.............................................................................................. 5-4<br />
5.5.3 ......Kennzeichnung der Komponenten.............................................................. 5-4<br />
5.5.4 ......Ausgänge der Steuersysteme ...................................................................... 5-4<br />
5.5.5 ......Gehäuse /Schaltschränke ............................................................................ 5-4<br />
5.5.6 ......Motoren....................................................................................................... 5-5<br />
5.6 Verdrahtungsrichtlinien.......................................................................................... 5-5<br />
5.6.1 ......Erdung......................................................................................................... 5-5<br />
5.6.2 ......Prüfpunkte................................................................................................... 5-5<br />
5.6.3 ......Leitungsanschlüsse, Kennzeichnung .......................................................... 5-6<br />
5.6.4 ......Spleißung .................................................................................................... 5-6<br />
5.6.5 ......Leitungsreserven......................................................................................... 5-6<br />
5.6.6 ......Leitungsarten .............................................................................................. 5-6<br />
5.6.7 ......Flexible Kabel............................................................................................. 5-6<br />
5.7 Speicherprogrammierbare Steuerungen und Computer..................................... 5-6<br />
Elektrischer Entwurf - 5 - 31
KAPITEL 5 – ELEKTRISCHER ENTWURF<br />
5.1 Normen<br />
Sofern in diesen Vorschriften nichts anderes festgelegt ist, müssen alle Maschinen und Anlagen<br />
den neuesten Versionen der NFPA 70 (National Electric Code) und der<br />
NFPA 79 (Electrical Standard for Industrial Machinery) entsprechen.<br />
5.2 Übersicht der Steuersysteme<br />
Dem Angebot muss eine Übersicht der Steuersysteme beigelegt werden .<br />
(Siehe Kapitel 9, Anhang 5.1)<br />
5.3 Dokumentation<br />
5.3.1 Zeichnungen<br />
Alle Zeichnungen sollten als CAD ausgeführt werden (Siehe werkspezifische<br />
Anforderungen, Kapitel 10 - Anlagen).<br />
Zeichnungen der Elektrik müssen in der Größe ANSI “B” oder DIN A3 sein.<br />
5.3.2 Software<br />
5.4 Funktionen<br />
Es muss die gesamte Software zur Verfügung gestellt werden die erforderlich ist, um alle<br />
Komponenten der Maschine zu bedienen oder zu verändern. Die Software muss in<br />
englischer Sprache abgefasst sein. Der Quellencode jeglicher Software, die aufgrund<br />
dieser Bestellung entwickelt wurde, ist beizulegen und wird Eigentum von <strong>Bosch</strong>.<br />
Für alle Maschinen muss ein Funktionsplan vorliegen, der den Betrieb der Maschine in seiner<br />
Abfolge beschreibt.<br />
5.4.1 Sicherheit<br />
Die Steuerung und Regelung aller Einrichtungen muss so erfolgen, dass Energieausfall<br />
gleich welcher Art (elektrisch, pneumatisch oder hydraulisch) keine Gefahr für Mitarbeiter<br />
darstellen oder zu Schäden an der Maschine oder Anlage bzw. an dem zu bearbeitenden<br />
Produkt führen können. Bei Wiedereintritt der Energieversorgung darf es nicht zu einem<br />
automatischen Neustart des Systems kommen.<br />
Elektrischer Entwurf - 5 - 2
5.4.2 Handbetrieb<br />
Für den Werkzeugwechsel, Einstell- und Wartungsarbeiten muss Handbetrieb vorhanden<br />
sein. Sie muss verriegelbar sein, um Schäden an der Maschine oder an dem zu<br />
bearbeitenden Teil zu vermeiden.<br />
5.4.3 Unabhängige Steuerung<br />
Für jede einzelne Maschine müssen separate Steuersysteme verwendet werden.<br />
5.4.4 Diagnose<br />
Diagnoseanzeigen für jeden möglichen Status der Maschine müssen vorhanden sein.<br />
5.4.5 Wiederholsperre<br />
Bei Maschinen und Anlagen, an denen aufeinanderfolgende Betriebszyklen nicht den<br />
Normalfall des Betriebs darstellen, müssen die Steuerkreise so ausgelegt sein, dass solcher<br />
Betrieb verhindert wird.<br />
5.4.6 Steuer- und Regelparameter, Werte<br />
Einstellparameter, welche die Qualität oder die Taktzeit der Station beeinflussen können,<br />
müssen gesperrt oder paßwortgeschützt sein. Prozesswerte, welche die Qualität<br />
beeinflussen können, sind zu überwachen und die Maschine muss angehalten werden,<br />
wenn eine Toleranz nicht eingehalten wird.<br />
5.4.7 Bussysteme<br />
Siehe werkspezifische Anforderungen, Kapitel 10 – Anlagen.<br />
5.4.8 Lampenprüfung<br />
Es muss eine Methode vorliegen um alle Lampen auf defekte Glühbirnen zu testen.<br />
5.4.9 Zykluszähler<br />
Sowohl nicht-rückstellbare als auch rückstellbare Zykluszähler müssen vorhanden sein.<br />
Elektrischer Entwurf - 5 - 3
5.5 Maschinen und Anlagen<br />
5.5.1 Maschinenspannung<br />
* Primärspannung für die Maschinen ist 480V AC / 60Hz, 3? . Steuerspannung ist geregelte<br />
24V Gleichstrom. Für 115 V Wechselstrom sind geerdete US Standardsteckdosen mit drei<br />
Kontakten zu verwenden (Es ist möglich, dass einige Werke spezielle Anforderungen<br />
bezüglich Spannungstoleranzen für Maschinen haben. Siehe werkspezifische<br />
Anforderungen, Kapitel 10 - Anlagen).<br />
5.5.2 Komponenten<br />
Maschinen und Anlagen müssen die von <strong>Bosch</strong> “Bevorzugte elektrischen Komponenten”<br />
verwenden. (Siehe werkspezifische Anforderungen, Kapitel 10 - Anlagen).<br />
5.5.3 Kennzeichnung der Komponenten<br />
Alle funktionellen und elektrischen Komponenten müssen permanent entsprechend der<br />
Bezeichnung in den Schaltplänen gekennzeichnet sein.<br />
5.5.4 Ausgänge der Steuersysteme<br />
Die Ausgänge der Steuersysteme müssen mit einzelnen Überspannungsschutz-<br />
Vorrichtungen ausgestattet sein.<br />
5.5.5 Gehäuse / Schaltschränke<br />
a) Erweiterung:<br />
Die Gehäuse müssen eine Erweiterung um 20% möglich machen. Die möglichen<br />
Erweiterungen sollen u.a Anschlußblöcke, Relais, Unterbrecher, Startvorrichtungen,<br />
Kabelkanäle und Ein- und Ausgänge von Steuer- und Regeleinheiten<br />
berücksichtigen. Transformatoren und Netzgeräte müssen 30% zusätzliche Reserve<br />
verfügen.<br />
b) Beleuchtung:<br />
Gehäuse mit einem Volumen von mehr als 15 cu.ft. (0.4 m 3) müssen mit<br />
Innenbeleuchtung versehen werden, welche über einen Türkontaktschalter<br />
eingeschaltet wird.<br />
Elektrischer Entwurf - 5 - 4
c) Programmierbare Geräte:<br />
Alle Gehäuse die eine programmierbare Gerät enthalten, müssen innerhalb des<br />
Gehäuses mit einer Steckdose (115 V, Wechselstrom, 4 A) versehen sein die<br />
beschriftet ist mit: “For programming device only” (Nur für programmierbare<br />
Geräte). Programmierschnittstellen müssen von außen zugänglich sein.<br />
d) Lage:<br />
Der Abstand zwischen dem Gehäuse- und dem Fußboden muß mindestens 100 mm<br />
betragen. Der Schaltschrank soll so positioniert sein, daß die Maschine beobachtet<br />
werden kann während innerhalb des Gehäuses gearbeitet wird.<br />
e) Stecker:<br />
Die Verdrahtung zu den Gehäusen, die nicht fest an der Maschine angebracht sind,<br />
muss über Steckverbindungen geschehen. Stecker und Steckdosen müssen dauerhaft<br />
mit einer Kabelnummer versehen sein.<br />
5.5.6 Motoren<br />
Wechselstrommotoren müssen energieeffizient entsprechend TEFC 480 VAC, 3F, 60Hz,<br />
sein. Alle Motoren mit einer Leistung von 25 PS und darüber müssen zwischen den<br />
Schaltschränken und dem Motor mit durchgängigen Leitern ausgestattet sein.<br />
Zwischenstecker sind nicht gestattet. Solche Motoren müssen darüber hinaus einen<br />
korrigierten Leistungsfaktor von über 90% aufweisen<br />
5.6 Verdrahtungsrichtlinien<br />
5.6.1 Erdung<br />
* Die Nulleiter von Transformatoren und Netzgeräten müssen an der Quelle geerdet sein.<br />
Falls spezielle Erdung notwendig ist, muss dieses vom Lieferer während der ersten<br />
Konstruktionsdurchsprache spezifiziert werden und in der Installations-anweisung<br />
dargelegt sein.<br />
5.6.2 Prüfpunkte<br />
Die Verdrahtung von Steuer- und Stromversorgungseinheiten muss mit leicht<br />
zugänglichen Prüfpunkten versehen sein, die sich im Schaltschrank befinden .<br />
Elektrischer Entwurf - 5 - 5
5.6.3 Leitungsanschlüsse, Beschriftung<br />
Alle Leitungen müssen an allen Anschlusspunkten gekennzeichnet werden. Jede Leitung<br />
muss an allen Anschlusspunkten mit derselben Nummer gekennzeichnet sein. Sämtliche<br />
Leitungsenden sind mit Quetschhülsen zu versehen und über Klemmleisten<br />
anzuschließen. Leitungen, die zu einem Ein- bzw. Ausgang einer Steuer- oder<br />
Regeleinheit führen, sind mit einem I (=Input) für Eingänge und einem O (=Output) für<br />
Ausgänge, gefolgt von der I/O Adresse, zu kennzeichnen. Jegliche<br />
Interpunktionszeichen sind zu löschen, ggf. sind Nullen voranzustellen. Beispiel: Die<br />
zum Eingang I2.4 führende Leitung ist mit „I024” zu kennzeichnen.<br />
Da die Gleichstomversorgung von Steuer- und Regelsystemen über blaue Kabel erfolgt,<br />
ist es nicht gestattet, eigensichere Verdrahtungen durchgängig nur durch hellblaue Farbe<br />
zu kennzeichnen. Leitungen sollen hellblau sein und zusätzlich in ausreichenden<br />
Intervallen regelmäßig gekennzeichnet sein, so daß diese Kennzeichnung über die<br />
gesamte Leitungslänge an den einsehbaren Stellen zu erkennen ist. Der Abstand der<br />
einzelnen Kennzeichnungen darf nicht die Vorgaben der NEC Vorschrift überschreiten.<br />
5.6.4 Spleißung<br />
Spleißungen sind nicht zulässig. Die Leitungen müssen ununterbrochen von Anschluss<br />
zu Anschluss verlaufen.<br />
5.6.5 Leitungsreserven<br />
In allen Kabelführungen, die extern zu einem Gehäuse führen, muss eine Leitungsreserve<br />
von mindestens 15% vorhanden sein. Alle Leitungen müssen gekennzeichnet, mit<br />
Anschlüssen versehen und in den elektrischen Schaltplänen angegeben sein.<br />
5.6.6 Leitungsarten<br />
Leitungen innerhalb elektrischer Gehäuse müssen mit Isolation des Typs MTW versehen<br />
sein. Ausserhalb müssen bei der Auswahl der Leitungsisolierungen die möglichen<br />
Kontaktflüssigkeiten und die Arbeitsumgebung beachtet werden (z.B. PUR Isolierungen<br />
für Kühlmittel- und ölhaltige Umgebungen, PVC Isolierungen für Umgebungen mit<br />
Bremsflüssigkeiten).<br />
5.6.7 Flexible Kabelführung<br />
Die maximale Länge der flexiblen Kabelführung soll 3 ft. (90 cm) nicht überschreiten.<br />
5.7 Speicherprogrammierbare Steuerungen und Computer<br />
Siehe werkspezifische Anforderungen , Kapitel 10 - Anlagen.<br />
(Weitere Richtlinien sind im Kapitel 7 enthalten.)<br />
Elektrischer Entwurf - 5 - 6
BOSCH <strong>Allgemeine</strong> <strong>Liefervorschriften</strong> für Maschinen und Einrichtungen 1.4.2002<br />
KAPITEL 6 – QUALITÄTSABSICHERUNG UND PROBELAUFBEDINGUNGEN<br />
INHALTSVERZEICHNIS<br />
6.1 <strong>Allgemeine</strong>s............................................................................................................... 6-2<br />
6.2 Richtlinien für die statistische Auswertung .......................................................... 6-2<br />
6.3 Lehren - , Prozess- und Maschinenfähigkeit......................................................... 6-3<br />
6.4 Skala und Signalausgang der Messinstrumente ................................................... 6-3<br />
Seite<br />
6.5 Nachweis der Effizienz und der Technischen Verfügbarkeit der Maschine<br />
oder Anlage............................................................................................................... 6-4<br />
6.6 Probelaufbedingungen ........................................................................................... 6-4<br />
6.6.1 ......Prozessdaten- oder Einstellblatt.................................................................. 6-4<br />
6.6.2 ......Einschränkung der Einstellhäufigkeit......................................................... 6-4<br />
6.7 Überprüfung der Software ..................................................................................... 6-5<br />
Qualitätsabsicherung & Probelaufbedingungen - 6 - 1
KAPITEL 6 – QUALITÄTSABSICHERUNG UND PROBELAUFBEDINGUNGEN<br />
6.1 <strong>Allgemeine</strong>s<br />
6.1.1 Es ist eine Richtlinie von <strong>Bosch</strong>, neue Maschinen und Prüfstände am Standort des Lieferanten vor<br />
der Genehmigung zum Versand durch einen <strong>Bosch</strong> Projektingenieur auf die korrekte Funktion hin<br />
zu überprüfen (Vorabnahme). Die Endabnahme erfolgt auf im <strong>Bosch</strong> Werk unter realen<br />
Einsatzbedingungen. Dabei muss mindestens das gleiche oder bessere Ergebnis als bei der<br />
Vorabnahme erzielt werden..<br />
6.1.2 Alle in der Bestellung, in den Nachträgen zur Bestellung und in den Begleitdokumenten<br />
(Vorschriften, Normen, Zeichnungen usw.) angegebenen Qualitätsanforderungen müssen den<br />
nachfolgenden und im Kapitel 9 Anhang 6 genannten Bewertungsangaben entsprechen.<br />
6.1.3 Die Vorabnahme erfolgt erst, nachdem der Lieferant der Maschine oder Anlage Daten oder<br />
Musterteile vorgelegt hat, aus denen hervorgeht, dass die betreffende Maschine oder Anlage den<br />
Anforderungen der Bestellung entspricht.<br />
6.1.4 Alle Vor- und Endabnahmen werden unter Teilnahme oder direkt durch <strong>Bosch</strong> Mitarbeiter unter<br />
Verwendung der von <strong>Bosch</strong> beigestellten Teilen durchgeführt. Hilfsgeräte, Messinstrumente,<br />
Rechner usw. sowie die Arbeitskräfte werden vom Lieferanten gestellt, sofern nichts anderes<br />
vereinbart wurde. Der Abnahmeplan, die Prüfmethoden und das Format der Dokumentation von<br />
Daten müssen von <strong>Bosch</strong> genehmigt werden.<br />
6.1.5 Für Vorabnahmen reicht es aus, wenn die Kalibrierung der Messgeräte durch die Datenblätter des<br />
Herstellers und die Kalibrierungsdaten nachgewiesen wird. Bei der Endabnahme ist ein aktuelles<br />
Zertifikat der Kalibrierung vorzulegen.<br />
6.2 Richtlinien für die Statistische Auswertung<br />
6.2.1 In der Regel wird die Qualität der Anlagenfunktion durch statistische Verfahren überprüft. Die<br />
während der Vor- und Endabnahme zu überprüfenden Merkmale werden dem Lieferanten der<br />
Maschine oder Anlage als Teil der Anlagenanforderungen mitgeteilt.<br />
6.2.2 Die von <strong>Bosch</strong> für die Vor- und Endabnahme beigestellten Teile werden Produktionsteile sein,<br />
welche von <strong>Bosch</strong> bezüglich der Eigenschaften, welche einen Einfluß auf die Qualitätsprüfungen<br />
haben können, bewertet und freigegeben worden sind.<br />
6.2.3 Kapitel 9 Anhang 6.1 enthält einen Stichprobenplan als Richtlinie zur Ermittlung der für die<br />
Abnahme zu verwendenden bzw. herzustellenden Stückzahlen. Die von diesem Plan abweichenden<br />
Stückzahlen für die Vorabnahme sind in der Bestellung anzugeben.<br />
6.2.4 Wenn mehrere Teile gleichzeitig oder auf Mehrspindelmaschinen gefertigt werden, ist die gesamte<br />
Produktionsmenge gleichmäßig auf die einzelnen Vorrichtungen aufzuteilen. Die Teile müssen<br />
gekennzeichnet werden, so dass erkennbar ist an welcher Position sie hergestellt wurden.<br />
Qualitätsabsicherung & Probelaufbedingungen - 6 - 2
6.3 Lehren -, Prozess - und Maschinenfähigkeit<br />
6.3.1 Die Lehren- , Prozess- und Maschinenfähigkeit muß anhand geeigneter Verfahren demonstriert<br />
werden (Siehe werkspezifischen Anforderungen, Kapitel 10 - Anlagen).<br />
6.3.2 Folgende Anforderungen gelten, sofern in der Bestellung keine andere Festlegung getroffen wurde:<br />
a) Obere Grenze für die Abnahme der Lehrenfähigkeit: 10%;<br />
* b) Falls ein Test fur ein Diskriminierungsverhältnis (Shainin) benutzt wird, muss die untere<br />
Grenze für das Meßsystems >12.5 sein.<br />
c) Untere Grenze für die Maschinenfähigkeit (C mk ) 1.67;<br />
d) Untere Grenze für die Prozessfähigkeit (C pk ): 1.33.<br />
6.4 Skala und Signalausgang der Messinstrumente<br />
* 6.4.1 Die kleinste Einteilung an den mechanischen Messinstrumenten bzw. die kleinste Zähleinheit an<br />
den elektrischen Messinstrumenten muß bei weniger oder gleich einem Zehntel DER KLEINSTEN<br />
ZU MESSENDEN TOLERANZ liegen. Besondere Aufmerksamkeit gilt den Messinstrumenten,<br />
die Toleranzen von weniger als 0,010mm erfassen müssen<br />
6.4.2 Sofern nicht anders angegeben, müssen anzeigende Messinstrumente eingesetzt werden.<br />
Elektronische Prüfmittel zur Messung wichtiger Produktabmessungen müssen über einen<br />
Datenausgang (vorzugsweise eine RS 232-Schnittstelle) verfügen, die einen Fernzugriff zur<br />
Erfassung funktionaler und qualitätsbezogenen Daten bietet. Die Fragen, welche<br />
Produktabmessungen als sachdienlich zu bezeichnen sind, müssen vor der Entwurfsgenehmigung<br />
geklärt werden. Im allgemeinen sind alle Parameter zu überwachen, die für eine Analyse der<br />
Maschinenleistung und der Fertigungsqualität nützlich sind.<br />
6.5 Nachweis der Effizienz und der Technischen Verfügbarkeit der Maschine oder Anlage<br />
6.5.1 Sofern nicht anders vereinbart und in der Bestellung angegeben, muß eine minimale Technische<br />
Verfügbarkeit von 95% erreicht werden (d.h. Ausfallzeiten, die in der Verantwortung des<br />
Lieferanten liegen, sollen 5% nicht übersteigen). Die Berechnungen basieren auf der VDI-<br />
Richtlinie 3423, siehe Anlage 6.2.<br />
6.5.2 Sämtliche typbezogenen Umrüstzeiten (letztes gutes Teil zum ersten guten Teil) sollen weniger als<br />
10 Minuten (auf 0 zugehend) betragen. Die Umrüstarbeiten sollen so einfach wie möglich sein<br />
(durchführbar durch den Bediener)<br />
6.5.3 In einem mindestens achtstündigen separaten Trockenlauf (d.h. ohne Teile) muss die<br />
Dauerlauffähigkeit der Maschine oder Anlage demonstriert werden. Innerhalb diesen Zeitraums<br />
müssen alle Arbeitsgänge, Positionierungen und Roboterfunktionen fehlerfrei ablaufen. Bei<br />
Auftreten eines Fehlers wird der Projektingenieur den zusätzlichen Demonstrationsaufwand<br />
festlegen, welcher nach den Behebung der aufgetretenen Störungen erforderlich ist.<br />
Qualitätsabsicherung & Probelaufbedingungen - 6 - 3
6.6 Probelaufbedingungen<br />
6.6.1 Prozessdaten- oder Einstellblatt<br />
a) Der Lieferant der Maschine oder Anlage muss ein Einstell- oder Prozessdatenblatt vorlegen, in dem<br />
die Betriebsparameter der Maschine oder Anlage bzw. der während der Vor- und der Endabnahme zu<br />
verwendenden Messinstrumente aufgelistet sind.<br />
b) Das Einstellblatt muß eine quantitative Definition der Einstellparameter, der Zykluszeit, der<br />
Werkzeugwechsel- und Einstellverfahren, der relevanten Vorschriften (z.B. Aufwärmzeit, Drehzahlen<br />
und Vorschübe, Abrichthäufigkeit, Hübe, Zylinderdrücke, Abfolge- und Zeitdiagramme), der<br />
Meisterstücke, der Prüfparameter, der Steuereinstellungen sowie der Einstell- und Eichungsverfahren<br />
enthalten.<br />
c) Das Format des Einstellblatts muß mindestens einen (1) Monat vor dem Beginn der Vorabnahmen<br />
definiert und vereinbart werden. Falls möglich, sind Formblätter von <strong>Bosch</strong> zu verwenden.<br />
6.6.2 Einschränkung der Einstellhäufigkeit<br />
a) Welche Einstellungen als Teil des normalen Maschinenbetriebs erlaubt sind, wird durch den<br />
Lieferanten der Maschine oder Anlage definiert und vom Projektingenieur vor der Vorabnahme,<br />
vorzugsweise jedoch in der Entwurfsphase, genehmigt.<br />
b) Durchschnittliche, außerplanmäßige Unterbrechungen der Maschinenzyklen (einschließlich<br />
Nachstellen) sollen nicht häufiger als einmal in 1.5 Stunden bei 100%iger Ausnutzung der<br />
Maschinenkapazität auftreten.<br />
c) Wenn es häufiger zu außerplanmäßigen Unterbrechungen des Produktionszyklus als unter b) angegeben<br />
kommt, muß die Ursache ermittelt und beseitigt werden. Sofern der Projektingenieur nicht ausdrücklich<br />
auf solche Maßnahme verzichtet, muss der produktionstechnische Teil eines Probelaufs nach Abschluß<br />
der Korrekturmaßnahmen wiederholt werden.<br />
d) Während der Vorabnahme muß jedes Werkzeug mindestens einmal unter Einhaltung des definierten<br />
Einstellverfahrens gewechselt werden.<br />
6.7 Überprüfung der Software<br />
6.7.1 Alle Softwarefunktionen, einschließlich des Ausdrucken von Daten, müssen demonstriert werden. Wenn<br />
zutreffend, muss während der Endabnahme bei <strong>Bosch</strong> die Datenübertragung im Netz der Produktionsstätte<br />
und die Möglichkeit des Fernzugriffs via Modem demonstriert werden.<br />
6.7.2 Software, die Messdaten des Systems verarbeitet oder Betriebsbedingungen einer Maschine festgelegt die<br />
visuell nicht beobachted werden können, muß durch eine unabhängige Methode überprüfbar sein. Für solche<br />
Fälle müssen die Lieferanten der Maschine oder Anlage entsprechende Prüfplanschritte vorlegen, welche die<br />
ordnungsgemäße Funktionsweise der Software demonstrieren. Dazu gehört auch die Überprüfung von<br />
Berechnungsschritten.<br />
Qualitätsabsicherung & Probelaufbedingungen - 6 - 4<br />
(Weitere Richtlinien sind im Kapitel 7 enthalten.)
KAPITEL 7 – CHECKLISTE FÜR DIE VOR-UND ENDABNAHME<br />
INHALTSVERZEICHNIS<br />
7.1 <strong>Allgemeine</strong>s............................................................................................................... 7-2<br />
7.2 Checkliste.................................................................................................................. 7-3<br />
Seite<br />
CF4.02.619 .doc Änderung: Original, 1.4.2002 Originator: ChW/TEF6 W.Hasper Seite 41 von 12
<strong>Bosch</strong> <strong>Allgemeine</strong> <strong>Liefervorschriften</strong> für Maschinen und Einrichtungen<br />
7.1 Allgemein<br />
7.1.1 Alle beim Hersteller durchgeführten Prüfungen sind vorläufige Abnahme-prüfungen.<br />
Die Endabnahme wird immer bei <strong>Bosch</strong> durchgeführt.<br />
7.1.2 <strong>Bosch</strong> wird qualifizierte Komponenten für die Abnahme zur Verfügung stellen. Die<br />
Vorkehrungen bezüglich Lehren/ Messeinrichtungen und Personal muss mit dem Projektingenieur<br />
koordiniert werden.<br />
7.1.3 Die Qualitätsbeurteilung geschieht, falls zutreffend, mit statistischen Methoden nach Kapitel 6.<br />
7.1.4 Die Akzeptierung basiert auf den Ergebnissen der Fertigung. Die Leistungsdaten und Prozesszeit<br />
ist zu bestätigen und zu dokumentieren.<br />
Hinweise:<br />
Der <strong>Bosch</strong> Projektingenieur/Leiter ist verantwortlich für das Ausfüllen der Checkliste für die Vorabnahme der<br />
Maschinen & Einrichtungen. Nichtzutreffende Punkte werden als N/A (Not Applicable) in der Spalte<br />
„Bemerkungen“ eingetragen. Alle Punkte mit Markierungen in der “Nein” Spalte erfordern<br />
Abhilfemaßnahmen, es sei denn, Abweichungen wurden erlaubt.<br />
CF4.02.619 .doc Änderung: Original, 1.4.2002 Originator: ChW/TEF6 W.Hasper Seite 2 von 12
Projekt: Projekt Leiter:<br />
Datum:<br />
GDS Kapitel 1<br />
<strong>Allgemeine</strong> Verfahren<br />
Hat der Lieferant die Bedingungen<br />
der “<strong>Bosch</strong> <strong>Allgemeine</strong> <strong>Liefervorschriften</strong>”<br />
akzeptierte vom: ?<br />
Sind alle Unterlagen, (Zeichnungen,<br />
Serviceunterlagen, usw.) vorhanden<br />
und in Englisch?<br />
Sind die angebotenen Bedingungen<br />
erreicht:<br />
➨ Zykluszeit?<br />
➨ Technische Verfügbarkeit?<br />
➨ Umrüstzeit Min.?<br />
➨ Produktionsrate Teile pro<br />
Stunde?<br />
➨ Standzeit der Werkzeuge?<br />
➨ Lehrenfähigkeit?<br />
➨ Prozessfähigkeit?<br />
➨ Energiebedarf (z.B. Elektrik,<br />
Dampf, Druckluft, usw.)?<br />
Kapitel 2: N/A<br />
Ja Nein Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum<br />
GDS Kapitel 3<br />
Sicherheits- & Gesundheitsanforderungen<br />
Not-Aus<br />
Sind Not-Aus Knöpfe für elektrische,<br />
pneumatische und hydraulische<br />
Systeme zugänglich und zweckmäßig<br />
beschriftet?<br />
Funktioniert Not-Aus und verhindert<br />
zusätzliche Bewegung?<br />
Ist nach Not-Aus eine manuelle<br />
Freigabe und Betätigung des<br />
Startknopfes erforderlich um die<br />
Maschine wieder zu starten?<br />
Ist Not-Aus im Griffbereich des<br />
Bedieners und/oder des Mechanikers<br />
Ja Nein<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum
GDS Kapitel 3<br />
Sicherheits- & Gesundheitsanforderungen<br />
nahe des Betriebspunktes angebracht?<br />
Maschinenschutz<br />
Alle gefährlichen Bereiche müssen<br />
abgeschirmt werden (Bereiche mit<br />
Druck- , Hub-, Greif-, Rückzugs-,<br />
Schnapp- und Quetschbewegung,<br />
scharfe Kanten, heiße/kalte<br />
Oberflächen):<br />
➨ sind rotierende Wellen<br />
gekapselt?<br />
➨ sind Bänder, Ketten usw.<br />
➨<br />
umschlossen?<br />
sind alle Quetschpunkte<br />
abgeschirmt?<br />
Sind Schutzeinrichtungen durchsichtig<br />
wenn Sichtkontakt erforderlich?<br />
Sind Schutzeinrichtungen nicht leicht<br />
durch den Bediener zu entfernen?<br />
Sind Schutzeinrichtungen zum<br />
Umrüsten verschlossen und nicht<br />
leicht zu umgehen?<br />
Sind Abschirmungen installiert, um<br />
andere Mitarbeiter von fliegenden<br />
Objekten zu schützen (z.B. Fräsen,<br />
Schleifen)?<br />
Steuerung<br />
Zweihandauslösung: Ist Funktion<br />
korrekt, unerlaubtes Festbinden und<br />
Nichtwiederholung gewahrleistet,<br />
Distanz akzeptierbar?<br />
Sind manuelle Steuerungen im<br />
automatischen Zyklus außer Betrieb?<br />
Sind alle Anleitungen/Beschriftungen<br />
in Englisch?<br />
Sind Lichtschranken, Lichtvorhänge,<br />
Sicherheitsmatten, usw., auf<br />
ordnungsgemäße Funktion überprüft?<br />
Funktionieren alle Sicherheitsschalter<br />
und Schutztüren ordnungsgemäß?<br />
Funktionieren alle Sicherheitstürverriegelungen<br />
ordnungsgemäß?<br />
Funktioniert Luftabzugsystem<br />
ordnungsgemäß (muß anhalten /darf<br />
nicht anhalten) wenn Not-Aus<br />
Ja Nein<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum
GDS Kapitel 3<br />
Sicherheits- & Gesundheitsanforderungen<br />
Ja Nein<br />
aktiviert ist?<br />
Sind Maschinen Bedienelemente<br />
zugänglich und in genügender<br />
Entfernung von rotierenden Spindeln,<br />
bewegten Werkzeugen und/oder<br />
anderen Gefahrenquellen?<br />
Ist Freiraum von min. 36" (92cm) vor<br />
den elektrischen Schaltschränken<br />
eingehalten?<br />
Besteht unbehinderter Zugang zu den<br />
Steuerpulten?<br />
Sind die Bedienelemente für den<br />
Allgemeinbetrieb sicher ausgelegt?<br />
Sind Verriegelungen für den Schutz<br />
an der Bearbeitungsstelle vorhanden?<br />
Beschriftung<br />
Sind folgende Beschriftungen<br />
angebracht (in Englisch):<br />
➨ Gefahrenschilder?<br />
➨ Warnschilder?<br />
➨ Engaum (confined space)?<br />
➨ Informationsschilder?<br />
➨ Sicherheitshinweise?<br />
➨ Gefährliche Stoffe?<br />
➨ Energieversorgung?<br />
➨ Flüssigkeiten und Schmierstoffe?<br />
Verschluss/Warnschilder (Englisch: Lockout/Tagout =LO/TO)<br />
Sind Verschlusseinrichtungen für alle<br />
Hauptschalter der Energiezufuhr vorhanden?<br />
(Pneumatische, hydraulische<br />
und elektrische Systeme)<br />
HAZCOM = Kommunikation von Gefahrenquellen<br />
Sind MSDS’s1 (=Sicherheitsdatenblätter)<br />
in Englisch für alle verwendeten<br />
gefährlichen Stoffe vorhanden?<br />
Ist sichere Lagerhaltung ist für alle<br />
gefährlichen Stoffe vorhanden?<br />
Sind entzündliche Flüssigkeiten in<br />
OSHA-geprüften Sicherheitsbehältern<br />
aus Metall?<br />
Ist Erdung vorhanden?<br />
<strong>Allgemeine</strong>s<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum<br />
1 Material Safety Data Sheets
GDS Kapitel 3<br />
Sicherheits- & Gesundheitsanforderungen<br />
Sind potentielle Leckagen von Ölund<br />
Kühlmittel unter Kontrolle?<br />
Sind alle Betriebsgefahren<br />
identifiziert worden? (Arbeits-<br />
Sicherheits-Gefahren-Analyse)?<br />
Sind die speziellen Anforderungen<br />
der „Division I Class I“- Bereiche<br />
kontrolliert worden?<br />
Sind Sensoren für die Division I<br />
Class I Bereiche vorhanden?<br />
Geräusch<br />
Überschreitet der Geräuschpegel nicht<br />
80 dB(A) unter normalen Betriebsbedingungen?<br />
Laser<br />
Erfüllt der Laser alle Anforderungen<br />
nach ANSI Z136.1 ‚Sichere<br />
Benutzung des Lasers‘?<br />
Ist der Laser beschriftet, klassifiziert<br />
und zertifiziert?<br />
Roboterbetrieb<br />
Erfüllt der Betrieb von Robotern die<br />
Anforderungen von ANSI/RIA<br />
R15.06 datiert _______?<br />
Sind alle Energietrennstellen & Verriegelungen<br />
installiert wie erfordert?<br />
Sind alle mechanischen und<br />
bewegungsbegrenzenden Anschläge<br />
verifiziert worden?<br />
Ist ein Schutz des Gesamtbereiches<br />
vorhanden?<br />
Ja Nein<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum<br />
GDS Kapitel 4<br />
Mechanische Ausführung<br />
Ergonomische Gesichtspunkte<br />
Entsprechen die Arbeitsplatzabmessungen<br />
der <strong>Bosch</strong> Norm?<br />
Ist Arbeitsplatzbeleuchtung<br />
ausreichend, kein Blendlicht?<br />
Geschehen alle sekundären Tatigkeiten<br />
auf ordnungsgemäßer Arbeitshöhe<br />
(Betätigen, Lesen von Anzeigen,<br />
Handhabung von Behältern, usw.)?<br />
Ja Nein<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum
GDS Kapitel 4<br />
Mechanische Ausführung<br />
Ergonomische Gesichtspunkte<br />
Sind alle Hebearbeiten innerhalb der<br />
NIOSH Grenzen (Wechsel von Werkzeugen,<br />
Vorrichtungen, Behältern)?<br />
Sind Hilfsmittel zum Heben von<br />
schweren Teilen vorhanden?<br />
Überschreitet das maximal zu hebende<br />
Gewicht nicht 30 lbs. (13.6 kg)?<br />
Ist das Folgende beurteilt worden:<br />
➨ Nicht ordnungsgemäßes /<br />
➨<br />
unnötiges Heben?<br />
Wiederholende<br />
Bewegungen?<br />
➨ Körperhaltung?<br />
Ist der Zugang für Materialhandhabung,<br />
Einstellung, Wartung<br />
und Reinigung ausreichend?<br />
Ja Nein<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum<br />
GDS Kapitel 5<br />
Elektrische Ausführung Ja Nein<br />
Sind nur verseilte Kupferleitungen<br />
benutzt?<br />
Ist Stromanschluss 480 VAC,<br />
3 Phasen 60 Hz.?<br />
Ist Stromanschluss für PLC,<br />
Computer, Einphasenmotor<br />
115 VAC, 60 Hz?<br />
Haben Gehäuse interne 115 VAC<br />
Steckdosen?<br />
Ist Steuerungsspannung geregelte<br />
24 VDC?<br />
Sind Anschlussstecker und –<br />
steckdosen in den Gehäusen mit der<br />
Kabelnummer beschriftet?<br />
Haben 115 VAC Stromkabel<br />
standardmäßige U.S. 3-pol Stecker?<br />
Sind Gefahr- und Warnschilder an<br />
den elektrischen Schaltschränken?<br />
Sind elektrische Schaltschränke<br />
mindestens 100 mm (3.75") über dem<br />
Fußboden?<br />
Haben alle Steuerung- und Leistungs-<br />
I/O Punkte beschriftete zugängliche<br />
Prüfpunkte in dem elektrischen<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum
GDS Kapitel 5<br />
Elektrische Ausführung Ja Nein<br />
Steuerschrank?<br />
Sind Steuerungstransformatoren 30%<br />
über Maximallast ausgelegt?<br />
Sind alle gemeinsamen Leitungen des<br />
Steuerungskreises am Ausgangspunkt<br />
geerdet?<br />
Haben vom Steuerschrank ausgehende<br />
115 VAC Schaltkreise neutrale,<br />
am Ausgangspunkt geerdete Leiter?<br />
Sind Maschinen und Anlagen<br />
ordnungsgemäß geerdet?<br />
Haben Maschinen mit PLC oder<br />
Computer- Steuerung individuellen<br />
Steuerkreisschutz für jeden Ausgang?<br />
Können alle Pilotlampen getestet<br />
werden?<br />
Sind Zykluszähler vorhanden?<br />
Sind Sicherheitsschalter normalerweise<br />
geöffnet und nur geschlossen<br />
wenn die Sicherheitseinrichtung in<br />
Position ist?<br />
Haben Kabelkanäle / Rohrleitungen<br />
40% extra Kapazität?<br />
Sind alle Anschlusskästen nach<br />
NEMA genehmigt und haben<br />
Anschlüsse für jeden Draht?<br />
Sind keine Drahtspleissungen<br />
benutzt?<br />
Sind alle Drähte an allen Anschlusspunkten<br />
benummert?<br />
Hat jeder Draht hat die gleiche<br />
Nummer an allen Anschlusspunkten?<br />
Haben alle Drahtenden Pressklemmen?<br />
Ist eine Drahtreserve von Minimum<br />
15% in jedem Kabelkanal angeschlossen<br />
und auf den Zeichnungen<br />
dargestellt?<br />
Sind elektrische und elektronische<br />
Komponenten individuell und<br />
permanent gekennzeichnet?<br />
Ist die maximale Länge der flexiblen<br />
Kabelführung ein Meter?<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum
GDS Kapitel 5<br />
Elektrische Ausführung Ja Nein<br />
Sind alle Rohrleitungen, außer der<br />
flexiblen, galvanisch verzinkt und<br />
steif?<br />
Werden PUR Kabel verwendet in<br />
Bereichen mit Öl, Kühlmittel oder<br />
VISCOR- Schwall oder Nebel und<br />
PVC Kabel in Bereichen mit Bremsflüssigkeit-<br />
Schwall oder Nebel ?<br />
Ist der Zugang zu Parametern durch<br />
Passworte geschützt?<br />
Sind Computer IBM AT, oder<br />
kompatibel?<br />
Haben Computer Microsoft DOS<br />
oder Windows Betriebssystem?<br />
Sind Computer „High Level<br />
Language“ per Anforderungen des<br />
Werkes?<br />
Ist jedes Computerprogramm<br />
ausgedruckt?<br />
Erklären Bemerkungen und<br />
Kommentare in Englisch die<br />
Sequenzen und Subroutinen der<br />
Computerprogramme?<br />
Ist die Software in modularer Weise<br />
geschrieben?<br />
Kann <strong>Bosch</strong> Änderungen an allen<br />
Softwareprogrammen vornehmen?<br />
Beinhalten die Maschinensteuerungen<br />
Diagnoseanzeigen?<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum<br />
GDS Kapitel 6<br />
Qualitätsnormen und<br />
Ablaufbedingungen<br />
Sind Anzahl der Muster nach Anhang<br />
6.1 gewählt?<br />
Sind Fertigungsmuster gleichmäßig<br />
über alle Werkstückpositionen<br />
verteilt?<br />
Sind Lehren -, Maschinen - und<br />
Prozessfähigkeitsnachweis nach<br />
werksspezifischen Anforderungen<br />
durchgeführt?<br />
Erfüllen die Ergebnisse folgenden<br />
Ja Nein<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum
GDS Kapitel 6<br />
Qualitätsnormen und<br />
Ablaufbedingungen<br />
Abnahmemerkmale:<br />
Ja Nein<br />
➨ Lehrenfähigkeit? Prüfergebnis:<br />
➨ Diskriminierung des Lehrensystems;<br />
Prüfergebnis:<br />
Verhältnis > 12,5?<br />
➨ Maschinenfähigkeit (C mk ) > 1.67? Prüfergebnis:<br />
➨ Prozessfähigkeit (C pk ) >1.33? Prüfergebnis:<br />
Ist kleinste Zählung oder kleinste<br />
Teilung der Lehrenskala < 10% der<br />
kleinsten Teiletoleranz?<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum<br />
Zeigen Lehren variable Daten an, es<br />
sei denn es ist anders spezifiziert?<br />
Ist Technische Verfügbarkeit > 95%<br />
per VDI 3423?<br />
➨ Ist Umrüstzeit < 10 Minuten?<br />
Ist Trockenlaufzyklus für Stabilität<br />
erfolgreich erfolgt?<br />
Sind Prozessdaten oder Einstellunterlagen<br />
erhältlich, einschließlich:<br />
➨ Einstellparameter?<br />
➨ Werkzeugwechsel/-einstellablauf?<br />
Sind Intervalle der betriebsbedingten<br />
Einstellungen adäquat?<br />
Erfolgte während der Abnahmeprüfung<br />
mindestens ein Wechsel per<br />
Werkzeug unter Befolgung der vom<br />
Lieferanten erstellten Einstellprozedur?<br />
Wurden alle Betriebsarten und<br />
betriebliche Merkmale der Software<br />
und Datenausgabe demonstriert:<br />
➨ Prüfplan erhältlich?<br />
➨ Berechnungen verifiziert?<br />
➨ Fernabfrage via Modem?<br />
➨ Datentransfer zum <strong>Bosch</strong><br />
Network?
Kapitel 7: N/A<br />
GDS Kapitel 8<br />
Dokumentation und<br />
Versandanweisungen<br />
Ja<br />
Nein<br />
Bemerkungen/Prüfergebnis<br />
oder N/A<br />
Soll Datum<br />
Ist die Maschinendokumentation<br />
geliefert per Punkt 8.1 der GDS?<br />
Folgt das Format der Serviceunterlagen<br />
der GDS-Richtlinie Anhang 8.1?<br />
Kapitel 9: N/A<br />
Kapitel 10: Plant Specific Additional Requirements<br />
CF4.02.619 .doc Änderung: Original, 1.4.2002 Originator: ChW/TEF6 W.Hasper Seite 10 von 10
BOSCH <strong>Allgemeine</strong> <strong>Liefervorschriften</strong> für Maschinen und Einrichtungen 1.4.2002<br />
PUNKT 8 –UNTERLAGEN UND VERSANDANWEISUNGEN<br />
INHALTSVERZEICHNIS<br />
Seite<br />
8.1 Maschinendokumente.............................................................................................. 8-2<br />
8.2 Versandanweisungen............................................................................................... 8-3<br />
8.3 Überseeversand. ....................................................................................................... 8-3<br />
8.4 Kennzeichnung von Verpackungen ....................................................................... 8-4<br />
8.5 Versandunterlagen .................................................................................................. 8-4<br />
8.6 Rechnungsausstellung ............................................................................................. 8-5
PUNKT 8 – UNTERLAGEN UND VERSANDANWEISUNGEN<br />
8.1 Maschinendokumente<br />
8.1.1 Alle Begleitpapiere, Unterlagen und Maschinenkennzeichnungen müssen in englischer Sprache ausgeführt<br />
sein. Dies gilt auch für sämtliche auf der Maschine angebrachten Hilfseinrichtungen (beispielsweise<br />
Meßinstrumente und Abrichtzubehör).<br />
8.1.2 Drei (3) Sätze von Papierkopien und, falls vorhanden, CAD-Zeichnungen im elektronischen Datenformat<br />
sollen dem Projektingenieur zusammen mit der Maschine übergeben werden:<br />
Dabei sind, soweit zutreffend, folgende Unterlagen vorzulegen:<br />
a) Betriebsanleitungen zum Einstellen und Warten der Anlagen (Siehe Anhang 8.1 für Formatrichtlinien)<br />
b) Wartungshandbuch (Siehe Anhang 8.1 für Formatrichtlinien)<br />
c) Hydraulikschaltplan mit Stücklisten<br />
d) Pneumatikschaltplan mit Stücklisten<br />
e) Übersichtszeichnung mit Angaben der Lage der Schalter, Motoren, Magnetventile usw..<br />
f) Elektroschaltplan mit Darstellungen der internen Schaltkreise, KVA-Nennleistungen, Stärke der<br />
Sicherungen, Stücklisten, einer allgemeinen Darstellung der Einbaupositionen und einer Darstellung<br />
der Bedienpulte.<br />
g) PLC-Programm mit einem Ausdruck des Programms, Symboltabelle und Querverweistabelle (in<br />
dieser Reihenfolge).<br />
h) Softwaredisketten, einschließlich Quellencode<br />
i) Funktionspläne<br />
j) Auflistung der Computerprogramme<br />
k) Flußdiagramme der Computerprogramme<br />
l) Pläne für die vorbeugende Instandsetzung<br />
m) Zusammenbau- und Komponentenzeichnungen<br />
n) Ersatzteillisten mit Herstellername und Bestellnummer<br />
o) Werkzeuglisten<br />
p) Tauglichkeitszertifikate (Druckbehälter, Kalibrierung, Hochfrequenz-eirichtungen usw.)<br />
q) Risikobewertung der Roboter<br />
r) Laser-Produktbericht und Zugriffnummer von CDRH<br />
s) Sicherheitsvorschriften<br />
t) Handbücher der Einzelkomponenten<br />
8.1.3 Die oben genannten Dokumente müssen innerhalb von dreißig (30) Tagen nach der Endabnahme aktualisiert<br />
und an den Projektingenieur gesandt werden.<br />
Unterlagen und Versandanweisungen - 8 - 1
8.2 Versandanweisungen<br />
8.2.1 Bei Direktlieferungen müssen unter Berucksichtigung extremer Transport-bedingungen alle<br />
empfindlichen Maschinen, Anlagen und Teile ausreichend gesichert, verpackt und gekennzeichnet<br />
werden.<br />
8.2.2 Während der Demontage muss jede Verbindungsstelle an beiden Kontaktseiten gekennzeichnet<br />
werden<br />
8.2.3 Der Lieferant der Maschine oder Anlage muss die nachfolgend genannten Versandanweisungen<br />
befolgen, wenn unsere Bestellung als Lieferbedingung “FOB Shipping Point” (Frei Versandort)<br />
lautet.<br />
8.2.4 <strong>Bosch</strong> wird dem Lieferanten alle Frachtkosten belasten, die durch Verstöße gegen die<br />
Versandanweisungen entstehen.<br />
8.2.5 Wenn aufgrund verspäteter Lieferung ein Lufttransport erforderlich ist, muss der Lieferant die dafür<br />
notwendigen Aufwendungen im voraus bezahlen.<br />
8.2.6 <strong>Bosch</strong> muss vom Lieferanten rechtzeitig über das Versanddatum, vorgesehene Transportmittel usw.<br />
informiert werden, um die entsprechenden versicherungstechnischen Vorbereitungen usw. treffen<br />
zu können. Wird dies versäumt, ist allein der Lieferant für Transportschäden verantwortlich. Für<br />
Schäden, die von der Versicherung aufgrund einer unzulänglichen Be- oder Entladung und/oder<br />
Verpackung nicht getragen werden, ist allein der Lieferant verantwortlich.<br />
8.2.7 Der Lieferant wird mit dem Projektingenieur mindestens eine (1) Woche vor dem Versand Kontakt<br />
aufnehmen bezuglich Angaben zum Gewicht, Abmessungen und der voraussichtlichen Anzahl und<br />
Art der Lastkraftwagen.<br />
8.2.8 Alle Lieferungen und separate Teillieferungen von Werkzeugen, Maschinen und Hilfseinrichtungen<br />
müssen an einer auffälligen Stelle (mit schwarzer Farbe) mit der <strong>Bosch</strong>-Bestellnummer<br />
gekennzeichnet werden..<br />
8.2.9 Besondere Transportanweisungen, beispielsweise die Ansatzpunkte von Hebezeugen, Hinweise wie<br />
“This End Up”(Oben) oder “Protect From Rain” (Vor Nässe schützen) usw. müssen für das<br />
Umschlagpersonal gut erkennbar sein.<br />
Unterlagen und Versandanweisungen - 8 - 2
8.3 Überseeversand<br />
8.3.1 Die Bestellnummer, BOSCH Teilenummer und die Freigabenummer müssen angegeben werden<br />
auf:<br />
• Begleitschein<br />
• Attest<br />
• Außenseite von Behältern<br />
• Frachtbrief<br />
Falls zutreffend, muß die Frachtfreigabenummer („Freight Authoritzation Number“) auf folgenden<br />
Unterlagen erscheinen:<br />
• auf der Empfängerkopie des Luftfrachtbriefs bzw. Frachtbriefs<br />
• und der Rechnung<br />
8.3.2 Die gesamte Fracht wird per Nachnahme (shipped collect) versandt, es sei denn, es handelt sich um:<br />
a) Ersatzsendung defekter Waren,<br />
b) Sondertransport aufgrund verspäteter Lieferung,<br />
c) Transport mit einem nicht im voraus bestimmten Frachtführer.<br />
DIESE SENDUNGEN MÜSSEN ZU LASTEN DES LIEFERANTEN DER MASCHINE ODER ANLAGE IM<br />
VORAUS BEZAHLT WERDEN.<br />
8.4 Kennzeichnung von Verpackungen<br />
Jede Verpackung und jedes Einzelteil muss wie folgt gekennzeichnet werden:<br />
Robert <strong>Bosch</strong> Corporation (oder Name der Tochtergesellschaft)<br />
City - U.S.A. (Name der Stadt)<br />
Purchase Order No.:_(Bestellnummer)____________<br />
Made in (Hergestellt in)______________________<br />
Jeder Verpackung bzw jeder Kiste ist eine Kopie der Packliste beizulegen.<br />
Unterlagen und Versandanweisungen - 8 - 3
8.5 Versandunterlagen<br />
Folgende Unterlagen sind per Luftpost direkt an die Robert <strong>Bosch</strong> Corporation zu versenden:<br />
Fünf (5) Exemplare der Rechnung<br />
Drei (3) Exemplare der Originalversandpapiere<br />
Drei (3) Exemplare der Packlisten, aus welcher der Inhalt einer jeden Verpackung bzw.<br />
einer jeden Kiste hervorgeht.<br />
8.5.1 Dokumente für die USA Zollabfertigung<br />
Damit der Zoll der USA die Lieferung abfertigen kann, müssen ihr drei (3) Rechnungen beiliegen:<br />
• 1 Exemplar in der Verpackung<br />
• 1 Exemplar in einem Umschlag, der auf der Außenseite der Verpackung angebracht ist<br />
• 1 Exemplar, das am Air Way Bill (AWB), (=Luftfrachtbrief) anzubringen ist.<br />
Unterlagen und Versandanweisungen - 8 - 4
8.6 Rechnungsausstellung<br />
8.6.1 Der Lieferant der Maschine oder Anlage muss eine Rechnung entsprechend den Bedingung der<br />
Bestellung vorlegen.<br />
8.6.2 Auf allen Rechnungen muss die Bestellnummer angegeben werden. Sie sind direkt an die Abteilung<br />
„Accounts Payable Department“ (Kreditorenbuchhaltung) der Robert <strong>Bosch</strong> Corporation<br />
entsprechend den Vorgaben auf der Bestellung zu senden..<br />
8.6.3 Auf der Rechnung müssen in englischer Sprache (oder in deutscher Sprache mit englischer<br />
Übersetzung) folgende Angaben erscheinen:<br />
a) Der Einzelpreis je Artikel oder Artikelgruppe. Wenn Artikel als Unterbaugruppe oder Gruppe<br />
versandt werden, muss dies auf der Rechnung und auf der Packliste eindeutig angegeben<br />
werden.<br />
b) Das Brutto-, Netto- und Gesamtgewicht<br />
c) Die Verpackungskosten.<br />
Nur bei Bestellungen im internationalen Verkehr:<br />
d) Die Frachtkosten vom Hersteller bis zum Seefrachtagenten.<br />
e) Bei kostenfreien Lieferungen (z.B. Muster) muss der Wert für Zollzwecke auf einer<br />
Proforma-Rechnung angegeben werden. Eine solche Lieferung muss mit “SAMPLE”<br />
(Muster) gekennzeichnet werden. Auf der Proforma-Rechnung ist anzugeben “NO<br />
COMMERCIAL VALUE” (ohne Handelswert).<br />
f) Bei Elektromotoren muss die Nennleistung in kW angegeben werden (nur für Zollzwecke).<br />
g) Bei Rücksendungen instandgesetzter Waren müssen der Wert des betreffenden Teils und die<br />
Reparaturkosten (einschließlich Ersatzteilkosten) angegeben werden.<br />
h) Unterschrift.<br />
8.6.4 Mengen- und Wertangaben auf Handelsrechnungen müssen exakt den Versandunterlagen<br />
entsprechen. Dabei ist ein Bezug auf die entsprechende Seite bzw. Zeile der Bestellung anzugeben.<br />
Unterlagen und Versandanweisungen - 8 - 5
BOSCH <strong>Allgemeine</strong> Lieferbedingung für Maschinen und Anlagen 1.4.2002<br />
KAPITEL 9 - Anlagen<br />
INHALT<br />
• Anlage 1.1 <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung<br />
von Maschinen und Einrichtungen<br />
• Anlage 2.1 Maschinendatenblatt<br />
• Anlage 2.2 Checkliste der Entwurfsdurchsprache<br />
• Anlage 2.3 Checkliste zur Auswahl neuer Einrichtungen (MAE)<br />
• Anlage 4.1 US – Kontakte für <strong>Bosch</strong> Produkte<br />
• Anlage 4.2 Arbeitsplatzabmessungen<br />
• Anlage 5.1 Formular für die Übersicht der Steuersysteme<br />
• Anlage 6.1 Produktionsmengen für den Probelauf, Auswahlmenge<br />
• Anlage 6.2 Technische Verfügbarkeit<br />
• Anlage 8.1 Dokumentation<br />
Anlagen - Kapitel 9, Seite 1
Anlage 1.1<br />
ALLGEMEINE ZAHLUNGS- UND LIEFERBEDINGUNGEN FÜR DIE<br />
BESCHAFFUNG VON MASCHINEN UND PRODUKTIONSMITTEL<br />
1. VEREINBARUNG. Die nachstehenden Einkaufsbedingungen für die Beschaffung von Maschinen und<br />
Produktionsmitteln ("Zahlungs- und Lieferbedingungen"), inklusive der <strong>Allgemeine</strong>n <strong>Liefervorschriften</strong> (GDS),<br />
Konstruktions- und Leistungsvorgaben, Normen, und alle sonstigen Dokumente, auf die Bezug genommen wird<br />
oder die dem Auftrag des Käufers beigefügt sind (Sammelbegriff "die Vertragsunterlagen"), stellen die komplette<br />
und gültige Vereinbarung ("Vereinbarung") zwischen der Robert <strong>Bosch</strong> Corporation ("Käufer") und dem<br />
Lieferanten ("Lieferant") dar. Alle vorherigen Verhandlungen, Vorschläge und Dokumente, die sich auf die<br />
„Vereinbarung" oder relevante Vorgänge beziehen, werden hiermit ungültig. Die Angebote oder<br />
Kostenvoranschläge des Lieferanten, die in dem Auftrag des Käufers genannt sind, beinhalten keine<br />
Zustimmung zu darin enthaltenen Bedingungen, – außer wenn diese Bedingungen ausdrücklich im schriftlichen<br />
Auftrag des Käufers bestätigt wurden. Gibt es Unterschiede vom Auftrag des Käufers zu der vorliegenden<br />
Vereinbarung, muss der Lieferant den Käufer sofort um Klärung bitten und dessen Entscheidungen befolgen.<br />
Alle Überschriften und Nummerierungen in diesen Einkaufsbedingungen verstehen sich ausschließlich als<br />
Referenz.<br />
2. Leistungsumfang. Wenn nicht ausdrücklich in der Vereinbarung anders festgelegt, ist der Lieferant<br />
verantwortlich für (I) die gesamte Arbeitsleistung, Material, Ausrüstung, Werkzeug und Kontrollen, die benötigt<br />
werden, um der Vereinbarung zu genügen; (II) Konstruktion, Montage und Zusammenbau der Produktionsmittel,<br />
die in der Vereinbarung aufgeführt sind, und (III) die Prüfungs- und Ausbildungsprozeduren betreffs Betrieb und<br />
Wartung der Produktionsmittel, die in der Vereinbarung aufgeführt sind (hinfort „Leistungsumfang“ genannt.<br />
Falls es in der Vereinbarung nicht gefordert ist, dass der Lieferant die Produktionsmittel am Standort des<br />
Käufers aufbaut, verpflichtet sich der Lieferant dem Käufer gegenüber die Aufsicht beim Aufbau am Standort<br />
des Käufers vorzunehmen.<br />
3. Steuern. Sämtliche Steuern, die vom Lieferanten von Bundes-, Landes-, lokaler oder anderen rechtlichen<br />
Steuerbehörden gefordert werden und die sich aus dem Verkauf der Produktionsmittel ergeben (nicht die Steuern<br />
auf das Einkommen des Lieferanten!), Umsatzsteuer, Verkaufssteuer, Verbrauchssteuer, Mehrwertsteuer, oder<br />
andere Steuern die sich aus Preis, Verkauf oder Lieferung der Produkte oder Dienstleistungen für den Lieferanten<br />
oder Käufer ergeben, gehen zu Lasten des Käufers und werden als separate Einzelposten vom Lieferanten im<br />
Angebot dargestellt und aufgelistet. Zusätzlich zu dem Vertragspreis, wird der Käufer den Gesamtbetrag von<br />
Umsatzsteuer, Verkaufssteuer, Verbrauchssteuer, Mehrwertsteuer oder ähnlichen Steuern bezahlen. Dies entfällt,<br />
wenn der Käufer dem Lieferanten den Nachweis von Steuerbefreiung erbringt.<br />
4. Vertragspreis. Der Käufer wird dem Lieferanten den Vertragspreis wie festgelegt im Auftrag des Käufers<br />
bezahlen, unter vollständiger Berücksichtigung der Produktionsmittel und des Leistungsumfangs, die mit dieser<br />
Vereinbarung abgedeckt sind. Änderungen werden nur insoweit akzeptiert, wie es im Abschnitt 22 dieser<br />
Vereinbarung festgelegt ist. Wenn nicht auf dem Auftrag des Käufers ausdrücklich anders angegeben, basiert<br />
der Vertragspreis auf Lieferung FOB (free on board), und beinhaltet alle Kosten, die sich auf die Prüfungen am<br />
Standort des Käufers und/oder des Lieferanten beziehen, sowie alle Kosten, die sich aus der Montage (falls<br />
zutreffend), Hochfahren der Anlage, Training, Steuern, Zollgebühren, Angebotsgebühren oder anderen<br />
rechtlichen Regelungen bezüglich der Produktionsmittel ergeben. Der Vertragspreis im Auftrag des Käufers ist<br />
in U.S. Dollars - es sei denn, es wird ausdrücklich anders angegeben.<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 59
5. Zahlungsbedingungen. Die Begleichung der Rechnung erfolgt gemäß der Zahlungsfristen, die in dem Auftrag<br />
festgelegt wurden, vorausgesetzt der Käufer erhält die Rechnung vom Lieferanten fristgemäß. Die Begleichung<br />
der Rechnung erfolgt netto dreißig (30) Tage nach Erhalt der korrekten Rechnung. Die Annahme jeglicher<br />
Zahlungen durch den Lieferanten befreit den Käufer von Verbindlichkeiten jeglicher Art, eine Ausnahme bilden<br />
Beträge, welche zurückbehalten wurden aus Gründen, die sich vor dem Erhalt der aktuellen Rechnung ergeben<br />
haben. Die Annahme der Abschlusszahlung stellt eine allgemeine Befreiung von jeglichen Verbindlichkeiten<br />
des Käufer durch den Lieferanten dar. Verweigert der Lieferant die Zahlungsannahme, so muss dieser die<br />
gesamte erfolgte Zahlung an den Käufer mit einer schriftlichen Stellungnahme mit Auflistung aller Streitpunkte<br />
zurückgeben. Der Käufer ist dem Lieferanten gegenüber zu keiner Bezahlung verpflichtet, falls eine oder mehrere<br />
der folgenden Bedingungen existiert: (a) der Lieferant ist in Lieferverzug mit Teilen der Lieferung aus der<br />
Vereinbarung, (b) ein Teil der Zahlung bezieht sich auf fehlerhafte oder nicht gemäß dieser Vereinbarung<br />
durchgeführte Leistungen (wenn die Zahlungen sich auf die Leistungen beziehen, welche gemäß dieser<br />
Vereinbarung durchgeführt wurden und welche nicht fehlerhaft sind.) (c) Der Lieferant hat die Zahlungen an<br />
seinen Unterlieferanten für das Material oder Dienstleistungen betreffend der Produktionsmittel für welche der<br />
Käufer den Lieferanten bezahlt, nicht fristgerecht ausgeführt, (d) Falls der Käufer aus vertretbaren Gründen<br />
bestimmt, dass der Anteil noch offenstehender Rechnung unter dieser Vereinbarung nicht ausreichen wird, um<br />
die Leistung gemäß dieser Vereinbarung zu erbringen, werden keine zusätzlichen Zahlungen an den Lieferanten<br />
erfolgen, bis der Lieferant auf seine eigene Kosten einen zufriedenstellenden Anteil der Leistung erbringt und<br />
der Käufer bestimmt, dass der zur Zahlung verbleibende Anteil ausreichen wird, um die Arbeiten vollständig<br />
abzuschließen oder (e) der Lieferant konnte die Arbeiten nicht innerhalb der in der Vereinbarung gesetzten<br />
Zeitfrist erledigen. Zusätzlich kann der Käufer einen Teil der unter dieser Vereinbarung fälligen Zahlungen<br />
zurückbehalten, falls Forderungen aus anderen Verträgen oder Auftragen mit dem Lieferanten bestehen. Der<br />
Lieferant wird nach Erhalt der Zahlung vom Käufer umgehend die Bezahlung an jeden Unterlieferanten leisten,<br />
in der Höhe des Betrages, auf den jeder Unterlieferant Anspruch hat und welcher die tatsächlich einbehaltene<br />
Vorauszahlung darstellt. Die Bezahlung des Unterlieferanten soll direkt von der Bezahlung des Käufers an den<br />
Lieferanten erfolgen. Der Lieferant wird gemäß der Vereinbarung jeden seiner Unterlieferanten verpflichten, die<br />
Zahlungen an seinen Unterlieferanten in gleicher Weise vorzunehmen. Der Käufer ist nicht verpflichtet, die<br />
Unterlieferanten zu bezahlen oder dafür zu sorgen dass sie bezahlt werden, es sei denn dies ist gesetzlich<br />
anderweitig geregelt.<br />
6. Lieferung, Leistungsumfang und Liefertermine: DIE LIEFERZEIT IST EIN GRUNDLEGENDER<br />
BESTANDTEIL DIESES AUFTRAGS Außer wenn anderweitig auf dem Auftrag spezifiziert, soll die Lieferung<br />
FOB, an den vom Käufer spezifizierten Lieferort erfolgen. Der Lieferant stimmt zu, die Produktionsmittel gemäß<br />
dieser Vereinbarung, inklusive aller geplanten Leistungs- und Lieferterminen gemäß Auftrag abzuliefern. Der<br />
Lieferant muss sicherstellen, dass die Produktionsmittel in geeigneter Art und Weise verpackt und verschickt<br />
werden. Die Auflistung der Produktionsmittel und dessen Komponenten seitens des Käufers ist gültig für alle<br />
Lieferungen, die ohne Packliste versandt werden. Der Lieferant wird den Käufer umgehend über<br />
Lieferzögerungen der Produktionsmittel informieren. Über geplante Abhilfemaßnahmen des Lieferanten muss<br />
ebenfalls sofort informiert werden. Sollte die Lieferung von der Vereinbarung abweichen, auch Verschiebung<br />
der Liefertermine (es sei denn, es handelt sich um entschuldigte Verzögerung per Abschnitt 15), hat der Käufer<br />
nach eigenem Ermessen das Recht (I) vom Lieferanten zu verlangen, dass er die Produktionsmittel, nach Wahl<br />
des Käufers entweder vollständig oder unvollständig, zum frühest möglichen Zeitpunkt und auf die schnellste<br />
Art und Weise (Luftfracht) auf Kosten des Lieferanten an den Käufer schickt; (II) diese Vereinbarung durch<br />
schriftliche Notiz an den Lieferant zu annullieren, und (zusätzlich zu anderen gesetzlich geregelten<br />
Entschädigungen) alle vom Käufer an den Lieferanten geleisteten Zahlungen zurück zu verlangen; oder (III)<br />
einen Teil der Lieferleistung, welche nach dieser Vereinbarung oder der entsprechenden Auftrag zu erfolgen hat,<br />
zu stornieren. Der Lieferant muss (zusätzlich zu anderen gesetzlich geregelten Entschädigungen) für sämtliche<br />
Kosten aufkommen, die durch den Lieferanten verursacht werden, um die Arbeiten gemäß dieser Vereinbarung<br />
fertig stellen. Zusätzliche Kosten, die dem Käufer als Ergebnis von Nichterfüllung dieser Vereinbarung<br />
entstehen, inklusive der zusätzlichen Fertigungs-, Lohn- und Transportkosten, werden vom Lieferanten getragen<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 2
7. Vorabnahme und Abnahme<br />
7.1 <strong>Allgemeine</strong>s. Der Lieferant muss dem Käufer alle Berichte und Daten zur Fertigungs, - Funktions- und<br />
Qualitätssicherungsprüfung der Produktionsmittel zum geforderten Zeitpunkt zur Verfügung stellen. Der Lieferant<br />
gewährt dem Käufer das Recht, das Gelände des Lieferanten zu jeder angemessenen Zeit zu betreten, um die<br />
Produktionsmittel, deren Komponenten und die angegebenen Fertigungs- und Montagetechnologie, die der Lieferant<br />
anwendet, zu überprüfen, wie es dem Käufer angemessen erscheint. Der Lieferant verpflichtet sich mit dem Käufer bei<br />
solchen Inspektionen zu kooperieren.<br />
7.2 Vorabnahme. Der Lieferant soll den Käufer nach Fertigstellung der Produktionsmittel am Standort des Lieferanten,<br />
benachrichtigen, dass die Produktionsmittel bereit sind für Vorabnahme und Versand. Der Käufer hat das Recht vor<br />
dem Versand der Produktionsmittel diese am Standort des Lieferanten innerhalb von dreißig (30) Tagen nach Erhalt<br />
der Fertigstellungsnotiz ("Vorabnahme-Inspektionszeitraum") zu begutachten. Während der Vorabnahme-<br />
Inspektionszeitraum soll der Käufer bestätigen, dass die Produktionsmittel alle gegebenen Vorschriften und<br />
Anforderungen erfüllen. Jegliche vom Käufer entdeckten Fehler oder Abweichungen werden vom Lieferanten auf<br />
alleinige Kosten des Lieferanten prompt repariert oder ersetzt. Die Produktionsmittel werden danach einer weiteren<br />
Vorabnahme oder Prüfung durch den Käufer unterzogen.<br />
7.3 Endabnahme. Alle Produktionsmittel, welche mit dieser Vereinbarung in Auftrag gegeben wurden, muss der<br />
Käufer einer endgültigen Prüfung unterziehen ("Endabnahme"). Der Lieferant wird vom Käufer mindestens zehn (10)<br />
Tage vor dem Endabnahmetermin über die Endabnahmeprüfung informiert. Bei der Endabnahme prüft der Käufer, ob<br />
die Produktionsmittel alle gültige Vorschriften erfüllen und wie in der Vereinbarung vorgesehen funktionieren. Sollten<br />
die Produktionsmittel nicht gemäß dieser Vereinbarung funktionieren und/oder nicht alle in der Vereinbarung<br />
genannten Angaben und Anforderungen erfüllen (inklusive der Anforderungen des Auftrages), wird der Lieferant auf<br />
seine eigene Kosten umgehend Reparaturen und Einstellungen durchführen, um die Anforderungen an die<br />
Produktionsmittel zu erfüllen. Die Abnahmeprüfung wird dann wiederholt. Ungeachtet der Zahlung oder zuvor<br />
erfolgter Prüfungen kann die Endabnahme nicht erfolgen, bis (I) der Lieferant alle Mängel an den Produktionsmitteln,<br />
die der Käufer festgestellt hat, behoben hat, (II) der Lieferant die kompletten Unterlagen nach Punkt 12 zur Verfügung<br />
gestellt hat, (III) der Lieferant den Nachweis an den Käufer liefert, dass alle Unterlieferanten des Lieferanten bezahlt<br />
wurden (hierzu zählen auch Pfandabtretungen, (IV) der Lieferant alle anderen in der Vereinbarung spezifizierten<br />
Anforderungen erfüllt hat. Falls die Endabnahme durch den Käufer nicht innerhalb von dreißig (30) Tagen nach dem<br />
Beginn der ersten Abnahmeprüfungen erfolgen kann, wird der Lieferant als vertragsbrüchig gegenüber der<br />
Vereinbarung betrachtet und der Käufer hat das Recht, von der Vereinbarung zurückzutreten, die Vereinbarung wegen<br />
Nichterfüllung zu stornieren, und/oder die Übernahme der Produktionsmittel zu verweigern, in der Gesamtheit oder<br />
teilweise. Zusätzlich hat der Käufer Anspruch auf Entschädigungen, nach gesetzlichen Regelungen, auch in<br />
Sachwerten.<br />
7.4 Rechtsmittel. Falls die Produktionsmittel oder Teile der Produktionsmittel die gesetzlichen Regelungen oder<br />
die in der Vereinbarung enthaltenen Spezifikationen nicht erfüllen, oder anderweitig fehlerhaft sind, hat der Käufer<br />
das Recht, die fehlerhaften Produktionsmittel oder Teile davon an den Lieferanten zurückzugeben. Der Lieferant muss<br />
dem Käufer seine Kosten plus die Transportkosten zum Standort des Käufers und Rücktransport zum Lieferanten<br />
erstatten. Falls es der Käufer vorzieht, die fehlerhaften Produktionsmittel oder die Produktionsmittel, welche die<br />
Spezifikationen nicht erfüllen, zu akzeptieren, als Fehlerbehebung oder Umtausch zu verlangen, wird die Vereinbarung<br />
so angepasst, dass sie eine angemessene und faire Verminderung des Gesamtpreises der Produktionsmittel darstellt.<br />
Solche Anpassungen treten in Kraft unabhängig davon, ob die Abschlusszahlung geleistet wurde oder nicht.<br />
7.5 ng trägt der Käufer die Kosten für eigene Anreise und die Kosten für die Beistellung von Materialen und Stoffen,<br />
die vom Käufer als erforderlich für den Nachweis von korrekten Betrieb und Leistung der Produktionsmittel erachtet<br />
werden. Für alle Vorabnahme- und Endabnahmeprüfungen, welche nach den jeweils ersten Prüfungen erfolgen, muss<br />
der Lieferant die Kosten für alle vom Käufer gestellten Materialien oder Stoffe, die der Lieferant benötigt, um den<br />
Nachweis des korrekten Betriebs und Leistung der Produktionsmittel zu erbringen, tragen. Zusätzlich ist der Lieferant<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 3
verantwortlich für alle Reisekosten und andere Kosten, die für den Käufer als Ergebnis von Nichterfüllung der ersten<br />
Vorabnahmeprüfung entstehen, oder durch nachfolgende Abnahme und/oder Endabnahmeprüfung verursacht werden.<br />
Die Parameter der Vorabnahmeprüfung und der Endabnahmeprüfung werden vom Käufer definiert und basieren auf<br />
den in dieser Vereinbarung definierten Vorschriften und Anforderungen.<br />
8. Lieferantengarantie.<br />
8.1 <strong>Allgemeine</strong>s. Der Lieferant garantiert, dass die Produktionsmittel, inklusive aller Materialien und Leistungen<br />
die gemäß dieser Vereinbarung erbracht werden, (I) von höchster Qualität sind, es sei denn dies ist abweichend davon<br />
vom Käufer schriftlich spezifiziert; (II) frei und unbelastet von jeglichen Pfandrechten, Forderungen und sonstigen<br />
Lasten, die als Ergebnis von jeglichen Unterlassungen seitens des Lieferanten oder durch Forderungen gegenüber dem<br />
oder durch den Lieferanten aufgetreten sind; (III) dem geforderten Niveau entsprechen und die Funktionen, für welche<br />
sie hergestellt werden, und die dem Lieferanten bekannt sind, erfüllen; (IV) dieser Vereinbarung, inklusive<br />
Konstruktion, Anfertigung und Erfüllung der <strong>Liefervorschriften</strong>, Leistungsdaten und Anforderungen entsprechen. Falls<br />
vom Käufer verlangt, wird der Lieferant einen Nachweis über die Qualität von Materialien und Leistungen (gemäß<br />
dieser Vereinbarung) die in die Produktionsmittel eingebaut sind, erbringen. Weiterhin garantiert der Lieferant, dass<br />
die Produktionsmittel alle gültigen Bundes-, Landes- und lokalen Gesetze und Regelungen erfüllen. Außer wenn es<br />
ausdrücklich anders vereinbart ist, garantiert der Lieferant, dass er der reguläre Lieferant für Waren dieser Art ist. Der<br />
Lieferant garantiert, dass die Software (wie definiert in Absatz 17) die Anforderungen der Dokumentation erfüllt und<br />
dass die Software gemäß der Dokumentation genutzt wird und die Produktionsmittel gemäß der Spezifikationen<br />
funktionieren. Diese Garantien gelten zusätzlich zu allen “shrink-wrap”, “click-on” oder anderen Garantien betreffend<br />
Software, die in den Produktionsmitteln integriert sind.<br />
8.2 Für einen Zeitraum von zwölf (12) Monaten nach dem Datum der Endabnahme der Produktionsmittel oder<br />
achtzehn (18) Monate nach der Lieferung der Produktionsmittel an den Standort des Käufers, was auch später sein<br />
kann, verpflichtet sich der Lieferant zur prompten (nicht mehr als 24 Stunden nach Benachrichtigung des Käufers an<br />
den Lieferanten) Ausführung aller erforderlicher an den Produktionsmitteln ohne Belastung der Kosten an den Käufer.<br />
Der Lieferant muss ebenfalls für alle Lohn- und Reisekosten, die ihm in Verbindung mit den Garantieleistungen oder<br />
Entsendung des Personals an den Standort des Käufers entstehen, aufkommen. Der Lieferant verpflichtet sich weiterhin,<br />
dass alle Stoffe, Komponenten und Teile, welche in die Produktionsmittel eingebaut werden, durch Hersteller –<br />
und/oder Lieferantengarantien abgedeckt sind, deren Konditionen bezüglich Dauer und Umfang mindestens dem<br />
Industriestandard entsprechen.<br />
8.3 Keine Einschränkungen. Keiner der im Absatz 8.1 oder 8.2 dieser Vereinbarung genannten Fälle kann als<br />
Grund verstanden werden, um die anderen Verpflichtungen, die der Lieferant unter dieser Vereinbarung haben mag,<br />
auch nur zeitweilig außer Kraft setzen.<br />
Der festgelegte Zeitraum von zwölf (12) Monaten nach der Endabnahme der Produktionsmittel oder achtzehn (18)<br />
Monaten nach der Auslieferung der Produktionsmittel an den Käufer, oder ein längerer Zeitraum falls gesetzlich<br />
vorgesehen, oder in den Garantiebedingungen dieser Vereinbarung gefordert, bezieht sich nur auf die<br />
Verpflichtung des Lieferanten die Mängel an den Produktionsmitteln zu korrigieren.<br />
8.4 Falls der Lieferant seine Verpflichtungen gemäß dieser Garantie nicht innerhalb des hier genannten Zeitraums<br />
erfüllt, oder die Garantieleistungen nicht in einer dem Käufer als angemessen erachteten Zeitspanne unter den<br />
gegebenen Umständen erfüllt, hat der Käufer das Recht, die erforderlichen Abhilfemaßnahmen oder Reparaturen selbst<br />
oder durch Dritte durchzuführen. In solchen Fällen wird der Lieferant mit allen Kosten belastet, die dem Käufer im<br />
Rahmen der Sicherung der unter dieser Garantie gedeckten Leistungen entstehen. Ungeachtet der vorherigen Angaben,<br />
wenn Nichterfüllung oder Verzug der Mängelbeseitigung zu signifikanten Schäden oder nicht vertretbaren Kosten für<br />
den Käufer führen<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 4
kann, falls nicht sofort behoben, hat der Käufer das Recht, ohne Benachrichtigung des Lieferanten, sofort alle<br />
notwendigen Reparaturen oder Abhilfemaßnahmen selber oder von Dritten durchführen zu lassen. Der Lieferant<br />
verpflichtet sich dem Käufer alle Kosten zu erstatten, die sich dem Käufer aus Durchführung solcher Leistungen<br />
ergeben.<br />
9. Versicherung. Der Lieferant und sein Unterlieferant müssen folgende Versicherungen abschließen: (I) <strong>Allgemeine</strong><br />
Haftpflichtversicherung, inklusive Deckung für Produkthaftung und/oder Betrieb der Produktionsmittel oder der<br />
Leistung des Lieferanten nach dieser Vereinbarung, mit einem Versicherungslimit pro Fall von nicht weniger als<br />
$2,000,000, und einer kumulativen Summe von nicht weniger als $5,000,000; (II) Kraftfahrzeughaftpflichtversicherung<br />
mit dem kombinierten individuellen Limit von $1,000,000 per Versicherungsfall für Personen- und Sachschaden,<br />
welche den Betrieb von Fahrzeugen im Eigenbesitz, Fremdbesitz und Mietwagen abdeckt. Die Versicherung des<br />
Lieferanten muss die primäre Versicherung sein und keine Beiträge zu jeglicher anderen anwendbaren Versicherung<br />
leisten. Der Lieferant wird dem Käufer den Versicherungsnachweis zum Zeitpunkt erbringen, wenn der Käufer die<br />
Vereinbarung ausgibt. Die Versicherungspolicen sind so beschaffen, dass sie nur nach Ablauf von dreißig (30) Tagen<br />
nach vorheriger schriftlichen Benachrichtigung des Käufer gekündigt werden können. Für den Fall, dass der Käufer<br />
es versäumt, den Nachweis der Versicherung zu erfragen oder verlangen, wird der Lieferant weder von der Pflicht<br />
enthoben die Versicherung abzuschließen, noch werden dadurch andere Verpflichtungen des Lieferanten<br />
eingeschränkt. Der Lieferant verpflichtet sich alle Transporte der Produktionsmittel für den vollen Wert zu versichern,<br />
es sei denn, dies ist auf dem Auftrag des Käufers anders angegeben. Der Lieferant ist verpflichtet, dafür Sorge zu<br />
tragen, dass für die Mitarbeiter eine Unfallversicherung und Arbeitslosenversicherung besteht, wie gesetzlich gefordert.<br />
Falls es erforderlich wird, dass der Lieferant Arbeiten auf dem Gelände des Käufers durchführt, um die Vereinbarung<br />
zu erfüllen, wird der Lieferant zusätzlichen Versicherungsschutz abschließen, wie es vom Käufer verlangt wird. Unter<br />
keinen Umständen werden die Beschäftigten des Lieferanten als Beschäftigte des Käufers betrachtet oder aus welchen<br />
Gründen auch immer unter seiner Aufsichtsverantwortung sein.<br />
Arbeiten am Standort des Käufers. Falls es im Zuge der Erfüllung dieser Vereinbarung erforderlich wird, die<br />
Produktionsmittel am Standort, Grundstück oder einem Projekt des Käufers durch den Lieferanten zu montieren,<br />
entfernen oder warten zu lassen, wird der Lieferant die Produktionsmittel auf ihre Tauglichkeit bezüglich der<br />
erforderlichen Aktivitäten prüfen und wird den Käufer umgehend über jegliche Situation informieren, welche der<br />
Lieferant als unsicher betrachtet. Der Lieferant (seine Vertreter, Mitarbeiter und Unterlieferanten) sollen alle<br />
Sicherheits- und Gesundheitsregelungen, Gesetze, Richtlinien, Regeln und Anweisungen beachten und befolgen. Diese<br />
beinhalten (sind aber nicht beschränkt auf) „Occupational Safety und Health Act of 1970“ ("OSHA"), „Toxic<br />
Substance Control Act“ ("TSCA"), „Construction Safety Act of 1969“ ("CSA"), und alle Normen auf welche die vorher<br />
genannten Standards verweisen. Lokale und Werkssicherheitsprogramme des Käufers sind ebenfalls zu beachten und<br />
zu befolgen. Der Lieferant ist verantwortlich für die Befolgung der genannten Standards durch seine jeweiligen<br />
Vertreter, Mitarbeiter und Unterlieferanten. Der Lieferant muss die Teile des Geländes des Käufers, auf welchen die<br />
Aktivitäten stattfinden, sauber und frei von Abfällen halten und nach Beendigung der Arbeiten das Gelände sauber und<br />
im betriebsbereiten Zustand hinterlassen. Falls der Lieferant die Aufräumungsarbeiten nicht zur Zufriedenheit des<br />
Kunden erfüllt, kann der Käufer die Aufräumungsarbeiten selber durchführen und die Kosten dem Lieferanten belasten<br />
oder vom Vertragspreis einbehalten. Der Lieferant ist verantwortlich für alle Gerichtsvorladungen, Veranlagungen,<br />
Bußen oder Strafmaßnahmen, welche sich aus dem schuldhaften Verhalten des Lieferanten oder seiner Agenten,<br />
Mitarbeiter oder seitens der (des) Unterlieferanten ergeben haben mag. Ungeachtet der Bestimmungen der<br />
Arbeitsschutzverordnungen, verpflichtet sich der Lieferant, den Käufer für alle Kosten (inklusive vertretbare<br />
Anwaltsgebühren), Schäden, und Haftung welche sich aus tatsächlichen oder angeblichen Verstößen des Lieferanten,<br />
seiner Mitarbeiter, Vertreter und Unterlieferanten gegen jegliche Sicherheits- und Gesundheitsregeln, Gesetze und<br />
Richtlinien ergeben (inklusive aber nicht beschränkt auf OSHA, TSCA, und CSA) zu entschädigen. Der Lieferant<br />
garantiert, dass alle Zertifikate und Lizenzen, die für die Erfüllung jeglicher Leistungen, Services oder Arbeiten unter<br />
dieser Vereinbarung benötigt werden, vom Lieferanten beschafft werden. Der Lieferant wird alle Arbeiten und<br />
Leistungen, welche auf dem Gelände des Käufers durchgeführt werden, mit dem Käufer im Voraus koordinieren, um<br />
sicherzustellen, dass geeignete Strom- und sonstige Anschlüsse, Förderfahrzeuge und sonstige benötigten<br />
Produktionsmittel zur Verfügung stehen.<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 5
11. Dokumentation. Der Lieferant wird dem Käufer, ohne Zusatzkosten zu berechnen, folgende Dokumentation<br />
bereitstellen (I) eine komplette Aufstellung der empfohlenen Ersatzteile für die Produktionsmittel, (II) Betriebs-<br />
Wartungs- und Ausbildungsunterlagen, und (III) Kopien der technischen und mechanischen Spezifikationen bezüglich<br />
der Produktionsmittel, inklusive Layouts, Zeichnungen, Diagramme, Software und Modelle der Produktionsmittel (im<br />
nachfolgenden mit dem Sammelbegriff "Dokumentation" bezeichnet). Zusätzlich wird der Lieferant innerhalb von<br />
dreißig (30) Tagen nach Erhalt des Auftrags vom Käufer, die Spezifikationen bezüglich der Anforderungen an den<br />
Aufstellungsort für die korrekte Installation der Produktionsmittel, inklusive der notwendigen Traglasten des<br />
Fußbodens, Anforderungen bezüglich Höhe, Tiefe und Breite, der Anschlüsse für Strom, Wasser und Heizung, sowie<br />
alle anderen Anforderungen die beachtet werden müssen um die Produktionsmittel korrekt und sicher installieren,<br />
einstellen, warten und betreiben zu können. Jegliche dem Käufer zu Verfügung gestellte Dokumentation muss in<br />
englischer Sprache geschrieben sein. Weiterhin verpflichtet sich der Lieferant, dass er auf seine eigenen Kosten<br />
sicherstellen wird, dass alle dem Käufer zur Verfügung gestellte Dokumentationen eine akkurate Darstellung der<br />
Beschreibung, Konstruktion, Spezifikationen, etc. der Produktionsmittel am Tag der Endabnahme durch den Käufer<br />
darstellt.<br />
12. Unterlieferanten. Der Lieferant wird dem Käufer eine schriftliche Aufstellung aller Namen und Adressen der<br />
Personen oder Gruppe zur Verfügung stellen (inklusive der Hersteller von Sondermaterialien oder –Produktionsmittel)<br />
welche für die Herstellung der Produktionsmittel vorgesehen sind. Der Käufer wird den Lieferanten umgehend<br />
schriftlich benachrichtigen ob der Käufer Einwände gegenüber einer solchen Person oder Gruppe hat. Keine der<br />
beteiligten Seiten wird eine vorher gewählte Person oder Gruppe durch eine andere ersetzen, falls die andere Seite<br />
Einwände dagegen hat.<br />
13. Diskretion, Betriebsgeheimnis und Know-How. Der Lieferant wird zu keiner Zeit direkt oder indirekt reproduzieren,<br />
preisgeben, werben, veröffentlichen oder anderswie bekannt machen (a) die Tatsache, dass der Lieferant und Käufer<br />
diese Vereinbarung abgeschlossen haben, oder dass der Lieferant einen Vertrag mit Käufer hat oder Produktionsmittel<br />
an den Käufer geliefert hat, oder (b) jegliche Information, Konstruktion, Spezifikation, Idee, Konzept, Plan, Kopie,<br />
Formel, Zeichnung, Prozess, Prozedur, Leistungsangaben oder andere vertrauliche Informationen, welche dem<br />
Lieferanten in Verbindung mit den Produktionsmittel oder deren Beurteilung, Studium, Konstruktion, Anfertigung,<br />
Prüfung, Installation oder Betrieb offengelegt worden sind oder offengelegt werden, oder welche zur Erfüllung dieser<br />
Vereinbarung (als Sammelbegriff “Information”) erhalten wurden. Der Lieferant wird keine der Information des<br />
Käufers benutzen, die dem Lieferanten offengelegt wurden oder unter seiner Kontrolle oder in seinem Besitz sind, es<br />
sei denn, dies geschieht gemäß schriftlicher Anweisung des Käufers. Wenn vom Käufer verlangt, wird der Lieferant<br />
eine separate Vertraulichkeit-/Nichtoffenlegungs- oder Entwicklungsvereinbarung ausfertigen, welche in diese<br />
Vereinbarung mit aufgenommen wird.<br />
14. Eigentumsrechte an Verbesserungen. Der Lieferant verpflichtet sich hiermit, dass er dem Käufer mit dieser<br />
Vereinbarung seine gesamten Rechte, Titel, Interesse überträgt - inklusive, aber nicht beschränkt auf: alle Artikel,<br />
Designs, Software, Erfindungen, Verbesserungen und Entdeckungen (hinfort "Verbesserungen" genannt), welche von<br />
allen Mitarbeitern und Vertretern des Lieferanten zum Zwecke der Bereitstellung von Leistungen oder<br />
Produktionsmitteln durchgeführt wurden, sowie die gesamten Rechte und Titel zu übertragen. Es gilt die Übereinkunft,<br />
dass die Patentrechte des Lieferanten, die in die Produktionsmittel geflossen sind, das geistige Eigentum des Lieferanten<br />
verbleiben. Der Lieferant verpflichtet sich weiterhin, alle legalen Rahmenbedingungen zu erfüllen und alle Abtretungen<br />
und andere Papiere zu unterschreiben, welche der Käufer als notwendig, angemessen oder ratsam erachtet in bezug auf<br />
Anwendung der Patente, Registrierungen, Handelsmarken, und Copyrights bezüglich der Verbesserungen. Dies gilt<br />
in USA als auch in anderen Ländern. Bei daraus resultierendem Rechtsstreit oder anderen Kontroversen, wird<br />
vorausgesetzt dass sämtliche Kosten, welche bei der Antragsstellung, der Beklagung, inklusive der Zeit- und<br />
Reisekosten der Mitarbeiter des Lieferanten, welche in Verbindung mit solchen Anträgen auftreten, vom Käufer<br />
getragen werden. Weiterhin verpflichtet sich der Lieferant keine Rechte am geistigen Besitz gegenüber dem Käufer<br />
geltend zu machen in Bezug auf die Verwendung durch den Käufer von Verbesserungen innerhalb der Leistung des<br />
Lieferanten unter dieser Vereinbarung. Der Lieferant gewährt dem Käufer eine weltweite Lizenz, welche frei von<br />
Lizenzgebühren, unwiderruflich und nicht-exklusiv ist für alle Patentrechte in der Einrichtung ist, vorausgesetzt dass<br />
die Benutzung begrenzt ist auf die Benutzung durch den Käufer und dessen Vertragspartner um die unter dieser<br />
Vereinbarung gelieferten Produktionsmittel benutzen, betreiben und warten zu können.<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 6
15. Entschuldbare Verzögerungen. Beide Seiten können ihre Leistungen aufgrund einer entschuldbaren Verzögerung<br />
zeitweise aussetzen. Eine entschuldbare Verzögerung kann sein: Verzögerung durch höhere Gewalt oder Staatsfeinde,<br />
Restriktionen, Verbote, Prioritäten oder Zuweisungen durch Regierungsbehörden, Embargos, Überschwemmungen,<br />
Feuer, Erdbeben, Epidemien, ungewöhnlich starke Unwetter, Verzögerungen behördlicher Natur, und Streiks oder<br />
Arbeitskämpfe (nur bei den Mitarbeitern der verzögernden Seite). Unbeachtet des vorstehend genannten, wird die<br />
Nichterfüllung der zu erbringenden Leistung durch den Lieferanten nicht entschuldigt, wenn der Grund für die<br />
Verzögerung vorhersehbar und/oder vermeidbar war, oder wenn Materialen, Waren und Dienstleistungen aus<br />
alternativen Quellen verfügbar waren, sei es auch zu höheren Kosten für den Lieferanten. Falls der Lieferant erwartet,<br />
dass eine Verzögerung der Lieferung oder die mangelnde Fähigkeit der Leistungserfüllung dieser Vereinbarung zu<br />
erwarten ist, muss der Lieferant sofort den Käufer schriftlich benachrichtigen.<br />
Sollte eine entschuldbare Verzögerung auftreten, wird der Zeitraum für die Erfüllung dieser Vereinbarung für einen<br />
angemessenen Zeitraum verlängert, den der Käufer bestimmt. Dieser Zeitraum darf nicht den Zeitraum der Verzögerung<br />
selber<br />
übersteigen.<br />
Der Käufer behält sich das Recht vor, das Gelände des Lieferanten während normaler Arbeitszeit zu besuchen, nach<br />
entsprechender Benachrichtigung, um den Betrieb des Lieferanten zu besichtigen und den Fortschritt der Arbeiten zu<br />
beurteilen und sicherzustellen, dass der Terminplan eingehalten wird. Der Lieferant soll sofort alle angemessenen<br />
Schritte unternehmen, um die Verzögerung zu vermeiden oder beenden ohne dem Käufer zusätzliche Kosten zu<br />
verursachen. Unbeachtet anderweitigen Abmachungen dieser Vereinbarung: sollte die entschuldbare Verzögerung<br />
des Lieferanten eine Dauer von dreißig (30) Tagen übersteigen, hat der Käufer das Recht, diese Vereinbarung zu<br />
kündigen, ohne weitere Verpflichtungen unbeachtet anderslautenden Abmachungen dieser Vereinbarung.<br />
16. Ersatzteile. Es sei denn, es wurde im Auftrag des Käufers anders festgelegt, verpflichtet sich der Lieferant, für einen<br />
Zeitraum von zehn (10) Jahren nach der Lieferung der Produktionsmittel, eine Lagerhaltung von speziell gefertigten<br />
Ersatzteilen zu halten, um Wartung und Instandhaltung der unter dieser Vereinbarung gekauften Produktionsmittel zu<br />
gewährleisten. Für Teile, welche handelsüblich zu vergleichbaren Preisen erhältlich sind, wird der Lieferant dem<br />
Käufer den Hersteller, Vertreiber oder andere Bezugsquellen des Lieferanten für solche Teile nennen. Der Lieferant<br />
wird ebenfalls die Typteilenummern und die Preise angeben und verpflichtet sich für einen Zeitraum von sieben (7)<br />
Jahren nach Lieferung der Produktionsmittel diese Teile an Lager zu halten, um Instandhaltung und Wartung der unter<br />
dieser Vereinbarung gekauften Produktionsmittel zu gewährleisten. Die Preise aller Teile sollen gemäß der Preisliste<br />
des Lieferanten angepasst werden.<br />
17. Software. Falls Software für die Montage, Prüfung, Kalibrierung, Betrieb oder Wartung der Produktionsmittel<br />
(“Software”) benötigt wird, gewährt der Lieferant hiermit dem Käufer eine unwiderrufliche, permanente, bezahlte,<br />
nicht-exklusive weltweite Lizenz zur Benutzung der Software für solche Zwecke. Jede eigenentwickelte Software, die<br />
spezifisch vom Lieferanten für den Käufer unter dieser Vereinbarung entwickelt wurde ("Kundensoftware"), wird dem<br />
Käufer mit dem entsprechenden Quellencode („source code“) geliefert. Alle Rechte, Titel, Eigentum und Ansprüche<br />
auf diese Kundensoftware werden nach Bezahlung des Lieferanten durch den Käufer für die geleistete Arbeit auf den<br />
Käufer übertragen. Zum Zeitpunkt der Lieferung der Produktionsmittel muss der Lieferant dem Käufer eine<br />
schriftliche Dokumentation abliefern, welche die Funktionsweise und Betrieb der Software beschreibt<br />
(“Dokumentation”).<br />
18. Verträge mit der Regierung. Der Lieferant nimmt zur Kenntnis, dass der Käufer von Zeit zur Zeit als Unterlieferant<br />
für die Regierung der Vereinigten Staaten von Amerika tätig ist. In solchen Fällen wird der Lieferant die Bundesgesetze<br />
und Regelungen befolgen, welche für die Unterlieferanten der Vertragspartner der Regierung gelten, inklusive aber<br />
nicht beschränkt auf: die Gesetze bezüglich der Gleichberechtigung in der Beschäftigungspolitik und der Förderung<br />
zur Beschäftigung von Minderheiten (Exekutive Vereinbarung 11246), von Frauen (Exekutive Vereinbarung 11375),<br />
von Schwerbeschädigten (29 USC 793), von Veteranen (36 USC 2012), und von Geschäftsbeziehungen mit Firmen,<br />
welche im Frauenbesitz sind oder mit Firmen welche als Kleinfirmen oder Firmen in der Kategorie „besonders<br />
benachteiligt“ gelten. Falls zutreffend, bestätigt der Lieferant, dass er keine Personalpolitik bezüglich getrennter<br />
Arbeitsplätze gemäß 41 CFR 60-I8 betreibt und dass er nicht von Vergabe von direkten Aufträgen der Regierung oder<br />
von Aufträgen, die von der Regierung gefördert werden, ausgeschlossen wurde.<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 7
19. Kündigung aufgrund Nichterfüllung der Verpflichtungen. Sollte der Lieferant Bankrott anmelden, eine allgemeine<br />
Abtretung zugunsten seiner Gläubiger zeichnen, oder in Insolvenz gehen, oder seine Verpflichtungen bezüglich<br />
Material oder Anforderungen dieser Vereinbarung nicht erfüllen und dieser Vertragsbruch nicht innerhalb von zehn<br />
(10) Tagen nach Benachrichtigung des Lieferanten durch den Käufer abgestellt ist, hat der Käufer das Recht, diese<br />
Vereinbarung als Ganzes oder teilweise zu kündigen. Zusätzlich zu anderen Rechten oder Entschädigungen, auf die<br />
der Käufer Anspruch hat, kann der Käufer weitere Leistungen des Lieferanten unter dieser Vereinbarung kündigen.<br />
Im Falle einer solchen Kündigung kann der Käufer die verbleibenden Leistungen aus dieser Vereinbarung nach seiner<br />
Wahl vervollständigen. Der Lieferant ist verantwortlich für alle zusätzlichen Kosten, die dem Käufer dabei entstehen.<br />
Der Lieferant verpflichtet sich, dem Käufer ganz oder teilweise fertiggestellte Arbeiten nach Anfrage des Käufers zu<br />
übergeben oder übertragen. Die noch an den Lieferanten ausstehenden Zahlungen für Waren und Dienstleistungen,<br />
welche vom Lieferanten in voller Übereinstimmung mit den Bestimmungen dieser Vereinbarung vor der Kündigung<br />
erbracht wurden, können vom Käufer verrechnet werden gegen die zusätzlichen Kosten, die dem Käufer entstehen<br />
um die Vereinbarung zu erfüllen, und gegen andere dem Käufer tatsächlich entstandenen Schäden, die als Ergebnis<br />
der Nichterfüllung des Vertrages durch den Lieferanten aufgetreten sind. Verzicht des Käufer auf Forderungen aus<br />
Nichterfüllung der Lieferantenleistungen wird nicht als ein Verzicht des Käufer auf die Bestimmungen dieser<br />
Vereinbarung betrachtet, oder als Verzicht auf Forderungen aus anderer Nichterfüllung. Sollte der Käufer nicht darauf<br />
bestehen, einen Teil der Abmachungen oder Bedingungen dieser Vereinbarung voll zu erfüllen, soll dies nicht als ein<br />
Verzicht des Käufers auf seine damit verbundenen Rechte gelten.<br />
20. Kündigung nach Belieben. Der Käufer hat das Recht, das Projekt nach Belieben in der Gesamtheit oder in definierten<br />
Einzelabschnitten per dieser Vereinbarung jederzeit durch schriftliche Benachrichtigung des Lieferanten zu kündigen.<br />
Von dem in dem Kündigungsschreiben genannten Datum an, wird der Lieferant alle Arbeiten gemäß dieser<br />
Vereinbarung einstellen, wird keine zusätzlichen Aufträge aufgeben, für diese Vereinbarung bereits erhaltenes Material<br />
aufbewahren, mit den abgeschlossenen oder in Bearbeitung befindlichen Arbeiten sowohl im Werk des Lieferanten<br />
als auch im Werk des Käufers nach Anweisung des Käufers verfahren bzw. beseitigen, falls dies so vom Käufers<br />
angewiesen wird. Der Käufer muss seine Anweisungen innerhalb von 5 Tagen nach Ausstellung seiner schriftlichen<br />
Kündigung erteilen. Sollte der Käufer nach dem angegebenen Zeitraum keine Anweisungen erteilt haben, kann der<br />
Lieferant das Material auf angemessene Art und Weise beseitigen; dies wird dann als gemäß der Instruktionen des<br />
Käufers betrachtet. Falls der Käufer eine Kündigung nach Belieben ausstellt, wird der Käufer den Lieferanten für<br />
seinen bis dahin entstandenen Aufwand kompensieren; der Lieferant kann seinen Anspruch auf die Erstattung der<br />
Kosten geltend machen, die ihm entstanden sind bei der Entwicklung, Bearbeitung, und Anfertigung der besagten<br />
Produktionsmittel inklusive angemessener und erforderlichen Kosten, welche sich durch die Kündigung ergeben haben<br />
und welche schriftlich dem Käufer nachgewiesen werden müssen. Dazu kommt ein angemessener Geldbetrag für<br />
Betriebskosten und entgangener Gewinn, der vom Lieferanten für das gesamte Projekt kalkulierte Gewinn und<br />
Betriebskosten sollen aber nicht in Rechnung gestellt werden. Die Kündigungszahlung an den Lieferanten oder<br />
Erstattung an den Käufer, falls zutreffend, soll prompt erfolgen. Falls der Lieferant keine weiteren Ansprüche bezüglich<br />
Verlust von Gewinn, Beiträgen zu Betriebskosten, Neben- oder Folgekosten oder anderen Verlusten die sich aus dieser<br />
Kündigung ergeben, stellt, wird der Lieferant alle Güter mit den entsprechenden Garantien abliefern oder übertragen<br />
oder sie nach angenommener oder tatsächlich erfolgten Anweisung des Käufers vor der Abschlusszahlung beseitigen.<br />
21. Recht zur Kompensation. Der Käufer hat das Recht von Zeit zu Zeit, ohne Verzicht oder Beschränkung seiner Rechte<br />
oder Entschädigungsansprüche, Geldsummen gegen die Beträge zu verrechnen, welche der Lieferant dem Käufer aus<br />
dieser Vereinbarung oder jeder anderen Vereinbarung zwischen beiden Seiten schuldet. Der Käufer hat ebenfalls das<br />
Recht, von Zeit zu Zeit, ohne Verzicht oder Beschränkung jeglicher Rechte oder Entschädigungsansprüche des<br />
Käufers, die Geldsummen, die er dem Lieferanten aus dieser Vereinbarung (oder jeder anderen Vereinbarung zwischen<br />
den Parteien) schuldet, gegen die Beträge zu verrechnen, welche der Lieferant dem Käufer schuldig ist.<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 8
22. Schlichtung. Beide Seiten verpflichten sich, alle Streitigkeiten, welche sich aus dieser Vereinbarung ergeben oder/und<br />
als Verletzung, angebliche Verletzung oder als Interpretation einer Verletzung angesehen werden, zu einer bindenden<br />
Schlichtung zu bringen. Nachdem eine Seite die andere schriftlich über die Einberufung einer Schlichtung<br />
benachrichtigt hat, wird ein Schlichter innerhalb von dreißig (30) Tagen gewählt, gemäß den zu diesem Zeitpunkt<br />
gültigen Regeln der „American Arbitration Association“ (AAA), welche für die Schlichtung von geschäftlichen<br />
Streitigkeiten zuständig sind. Der Erfüllungsort ist Chicago, Illinois (es sei denn, die beiden Seiten haben sich anders<br />
schriftlich geeinigt). Das Schlichtungsverfahren wird gemäß der Regeln der „Commercial Arbitration Rules“ der AAA<br />
durchgeführt, mit Ausnahme der Schadensersatzansprüche, welche hierunter ausgeschlossen sind. Das Ergebnis der<br />
Schlichtung wird schriftlich festgehalten, ist endgültig und verbindlich und kann in jedem zuständigen Gericht<br />
eingeklagt<br />
werden.<br />
23. Änderungen. Der Käufer hat das Recht, Änderungen an den Spezifikationen und Zeichnungen oder an den Waren<br />
und Dienstleistungen aus dieser Vereinbarung durchzuführen. Der Käufer muss solche Änderungen in schriftlicher<br />
Form beim Lieferanten einreichen. Ist der Lieferant der Überzeugung, dass solche Änderungen den Preis oder den<br />
Liefertermin für die Waren und Dienstleistungen beeinflussen können, wird er den Käufer entsprechend schriftlich<br />
benachrichtigen, mit beigefügter Auflistung. Die Benachrichtigung muss innerhalb von fünf (5) Arbeitstagen nach<br />
Erhalt der genannten schriftlichen Benachrichtigung erfolgen, spätestens nach zehn (10) Arbeitstagen insgesamt. Der<br />
Lieferant darf erst dann Aktivitäten zur Änderung unternehmen, wenn er vom Käufer eine schriftliche Freigabe der<br />
genannten Änderung erhält, der Käufer und der Lieferant müssen sich schriftlich auf eine faire Anpassung des<br />
Vertragspreises aufgrund der Änderung und/oder entsprechenden zu erbringenden Leistung oder Liefertermin einigen.<br />
Jegliche Anfragen des Lieferanten bezüglich Anpassungen sind nur dann gültig, wenn sie vom Lieferanten innerhalb<br />
von zehn (10) Arbeitstagen nach Erhalt der ursprünglichen schriftlichen Benachrichtigung zur Änderung schriftlich<br />
eingereicht werden. Soweit möglich, soll der Lieferant die Arbeiten an den Teilen des Projektes, die von der Änderung<br />
nicht betroffen sind, nicht einstellen, solange der Käufer und Lieferant die Einführung der Änderungen und<br />
diesbezüglichen Anpassungen bearbeiten, auch nicht danach - es sei denn, es erfolgt eine schriftliche Benachrichtigung<br />
durch den Käufer. Falls der Käufer eine entsprechende schriftliche Freigabe erteilt, wird der Lieferant die genannten<br />
Änderungen akzeptieren und gemäß der Bedingungen dieser Vereinbarung durchführen, während der Lieferant und<br />
Käufer eine Einigung über eine faire Anpassung erarbeiten. Diese Vereinbarung darf ohne vorherige schriftliche<br />
Vollmacht des Käufers nicht geändert werden.<br />
24. Patentabfindung. Der Lieferant übernimmt die Haftung für alle Gerichtsverfahren und sonstige Verfahren (und trägt<br />
die Kosten davon) welche gegen den Käufer vorgebracht werden, aus Ansprüchen durch die Herstellung, den Betrieb<br />
oder Verkauf der Produktionsmittel oder Dienstleistungen oder Teilen davon, welche unter dieser Vereinbarung<br />
geliefert wurden, welche einen Verstoß gegen jegliche Rechte bezüglich Patente, Copyright, Handelsmarken oder<br />
Betriebsinformation darstellen. Der Lieferant wird alle Entschädigungsansprüche und Kosten tragen, die dabei gegen<br />
den Käufer verhängt werden. Der Lieferant wird prompt über den Rechtsstreit schriftlich benachrichtigt und wird, auf<br />
Kosten des Lieferanten, Vollmacht, Informationen und Assistenz erhalten um den Rechtsfall zu bestreiten unter<br />
Beibehaltung des Rechts des Käufers, sich auf eigene Kosten zu beteiligen und vom Lieferanten im Voraus über alle<br />
geplanten Aktionen informiert zu werden. Sollten die besagten Waren oder Teile davon nicht konform befunden<br />
worden, oder falls bei Verkauf oder Betrieb dieser Waren oder Teilen mit legalen Problemen gerechnet werden kann,<br />
unabhängig davon ob das Urteil endgültig und rechtskräftig ist oder nicht, wird der Lieferant, auf eigene Kosten,<br />
entweder für den Käufer das Recht erwerben die besagten Produktionsmittel oder Teile davon zu verkaufen oder zu<br />
benutzen, diese mit substantiell gleichwertigen, aber nicht rechtswidrigen Produktionsmittel oder Teilen davon zu<br />
ersetzen; oder, falls durch den Käufer genehmigt, die besagten Produktionsmittel oder Teile davon zu entfernen und<br />
den Kaufpreis plus die entsprechenden Transport - und Installationskosten zu ersetzen. Oben genanntes gilt nicht für<br />
Ansprüche, die sich aus den Entwicklungen ergeben, welche vom Käufer gefordert wurden, noch gilt es für Ansprüche,<br />
die sich aus der Benutzung der Produktionsmittel in Verbindung mit Produktionsmittel oder Teilen davon, welche<br />
nicht vom Lieferanten mit anderen Waren geliefert wurden, welche die Patente verletzen, falls solche Prozesse und<br />
andere Waren nicht vom Lieferanten geliefert wurden und der Lieferant, welcher die Produktionsmittel geliefert hat<br />
keinen Beitrag zur Patentverletzung geleistet hat.<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 9
25. <strong>Allgemeine</strong> Abfindung. In Anbetracht der vertraglichen Verpflichtungen des Käufers unter dieser Vereinbarung,<br />
einschließlich der Vereinbarung des Käufers, dem Lieferanten die unter den Bedingungen dieser Vereinbarung fälligen<br />
Summen zu bezahlen, verpflichtet sich der Lieferant hiermit das Risiko zu übernehmen und den Käufer, seine<br />
jeweiligen Geschäftsbereiche, Direktoren, Vertreter, Mitarbeiter, Agenten und Abtretungsempfänger des Käufers von<br />
der Haftung zu entbinden, verteidigen, entschädigen und schadlos halten von und gegen jegliche Verluste, Schäden,<br />
Haftung, Kosten und Ausgaben (inklusive angemessener Anwaltskosten) welche sich aus Personenschäden und<br />
Todesfällen oder Beschädigungen Eigentums, einschließlich der hierbei gelieferten Waren und Leistungen, und der<br />
hierdurch hervorgerufenen Schäden an anderen Komponenten ergeben, und welche verursacht sind durch oder in<br />
irgendeiner Art und Weise in Verbindung stehen mit den durch diese Vereinbarung erbrachten Leistungen oder den<br />
Vertragsbruch des Lieferanten bezüglich dieser Vereinbarung oder der darunter gelieferten Produktionsmittel,<br />
unabhängig davon ob solche Verluste, Schäden, Haftung, Kosten oder Ausgaben teilweise durch den Entschädigten<br />
verursacht wurden. Weder dieser Absatz noch irgendein anderer Teil dieser Vereinbarung kann unter keinen<br />
Umständen so verstanden werden, dass eine Entschädigung für durch Nachlässigkeit verursachten Verluste, Schäden,<br />
Haftung, Kosten oder Ausgaben geschieht. Die Entschädigungspflicht per dieser Vereinbarung wird geändert, um<br />
Entschädigungen auszuschließen, welche ausdrücklich gesetzlich verboten sind. Der Lieferant bestätigt eine Zahlung<br />
von zehn US Dollar ($10.00) erhalten zu haben, welche im Einkaufspreis enthalten ist als legales Entgelt für die<br />
Entschädigung des Lieferanten unter diesem Absatz und allen anderen Entschädigungen, die in diesem Auftrag<br />
enthalten sein mögen.<br />
26. Verschiedenes. Alle in dieser Vereinbarung enthaltenen Vereinbarungen sind verbindlich und zum Vorteil der<br />
jeweiligen Nachfolger und Abtretungsempfänger, unabhängig davon ob dies so gewünscht wurde oder nicht, außer<br />
dass der Lieferant kein Recht hat seine Rechte ohne schriftliche Zustimmung des Käufers zu übertragen. Zusätze,<br />
Änderungen, Kündigungen oder Verzichtserklärungen jeglicher Bestandteile dieser Vereinbarung bedürfen schriftlicher<br />
Form und müssen von beiden Seiten zugestimmt und unterschrieben werden; die so geänderten Verzichtserklärungen<br />
oder Übereinkünfte gelten nur in dem Fall und für den Zweck, für welchen sie ausgestellt worden sind. Der Lieferant<br />
wird bei der Erfüllung seiner vertraglichen Leistungen als ein unabhängiger Vertragspartner betrachtet und nicht als<br />
ein Vertreter oder Beschäftigter des Käufers. Diese Vereinbarung ist gültig nach den Gesetzen des Bundesstaates<br />
Illinois, USA. Für den Fall, dass Bedingungen dieser Vereinbarung, die ungültig oder nicht erfüllbar nach gültigem<br />
Gesetz, stimmen beide Seiten überein, dass diese Bedingung(en) als aus der Vereinbarung entfernt werden; der<br />
verbleibende Rest der Vereinbarung verbleibt voll gültig und in Kraft.<br />
RBUS/LEG\Legal Library\Drafting...Appen11.DOC<br />
Final Version LEG05012000<br />
Kapitel 9, Anlage 1.1 - <strong>Allgemeine</strong> Zahlungs- und Lieferbedingungen für die Beschaffung von<br />
Maschinen und Produktionsmitteln<br />
Ausgabe 1.4.2002, Seite 10
Anlage 2.1<br />
MASCHINENDATENBLATT<br />
BOSCH Daten<br />
SC Nr: Investitions- Nr: Bestell- Nr:<br />
Beschreibung:<br />
Für Teil: Produktions Rate: Stck./Tag<br />
Angefragt von:<br />
Name Abteilung Datum<br />
Lieferantendaten<br />
Lieferant: Model- Nr: Serien- Nr:<br />
Projekt-Ing.: Maße: L B H Gewicht:<br />
Energiebedarf<br />
Elektr.Hauptschalter: Amp. Volt<br />
Vollaststrom:<br />
Schaltschrank befestigt? Ja Nein<br />
Kühlwasser (gal./min.): GPM BTU/H<br />
VE Wasser<br />
GPM<br />
Stadtwasser<br />
GPM<br />
Gas SCFM<br />
Druck<br />
Dampf lb/hr.<br />
Druck<br />
Druckluft SCFM<br />
Druck<br />
Kühlmittelsystem<br />
Motoren<br />
Funktion Anzahl KW U/min. Volt Amp.<br />
Umweltschutzaspekte<br />
Phasen<br />
Kapazität (Gallonen) System: Pumpen: Abluft,-gas SCFM Vol. Temp.<br />
System Type: Feste Abfälle Vol.<br />
Kapazität externer Tank: Größe: Verschmutzung: Rauch Staub<br />
Art des Filters: Nebel VOC Bodenwanne: Ja Nein<br />
Aufbearbeitung<br />
Spänesystem<br />
Abwasser Gallonen/min.: Spänematerial: Volumen:<br />
Altöl Gallonen/Tag: Systemart:<br />
Andere Systeme<br />
Besondere Anforderungen an das Fundament<br />
Kran:<br />
Bes. Gefahren:<br />
OSHA Anforderungen:<br />
Modem:<br />
Max.Last:<br />
Anforderungen an die Kommunikation<br />
Netzwerk:<br />
CF4.02.617 .xls<br />
Originator: ChW/TEF6 W.Hasper Revision: Original, 1.4.02<br />
Kapitel 9, Anlage 2.1 - Maschinendatenblatt<br />
Ausgabe 1.4.2002, Seite 1
Anlage 2.3<br />
Konzeption schlanker Fertigungssysteme<br />
Checkliste für neue MAE<br />
Aussteller:<br />
Datum:<br />
Produkt:<br />
Teil:<br />
Einrichtung:<br />
Arbeitsgang:<br />
Diese Checkliste soll als Anregung zur Schlanken Fertigung dienen und folgendes unterstützen:<br />
- Geringste Investitions- und laufende Kosten - Fehlerlose Qualitat<br />
- Flexibilität bezüglich Volumen und Produkt mix - Reaktionsschnelle und pünktliche Lieferung an den Kunden<br />
ZUVERLÄSSIGKEIT<br />
Frage Ja Nein Bemerkung<br />
1 Wird bewährte Technologie benutzt?<br />
2<br />
Bekommen wir gute Unterstützung vom Hersteller?<br />
3<br />
4<br />
5<br />
Kann die MAE in zwei Monaten auf maximale<br />
Ausbringung hochfahren?<br />
Ist die MAE so einfach wie möglich konzipiert (reduzierte<br />
Kompliziertheit)?<br />
Ist Fehlersuche einfach (MAE Diagnose auf I/O-Niveau)?<br />
6<br />
7<br />
Ist bekannt, ob diese MAE kontinuierlich ein OEE über<br />
85% hat?<br />
Wird Vollautomatikbetrieb (z.B. Teilebeschickung) für<br />
den Fertigungsanlauf vermieden?<br />
QUALITÄT<br />
Frage Ja Nein Bemerkung<br />
1 Ist die Prozessfolge in Serie und nicht parallel?<br />
2<br />
3<br />
4<br />
Sind zuverlässige Poka Yoke Einrichtungen vorhanden<br />
(Defekte erreichen nicht die nächste Station)?<br />
Ist bekannt, ob diese MAE eine Prozessfähigkeit Cpk<br />
>1.33 hat?<br />
Ist bekannt, ob diese MAE eine Maschinenfähigkeit Cmk<br />
>1.67 hat?<br />
KOSTEN<br />
Frage Ja Nein Bemerkung<br />
1 Sind die Kosten der neuen MAE geringer als die der<br />
vorhandenen Einrichtung (Reduzierung >20%)?<br />
2<br />
Sind die nicht wertschöpfenden Aktivitäten auf ein<br />
Minimum reduziert?<br />
• Maschinen und Anlagen<br />
Kapitel 9, Anlage 2.3 - Checkliste zur Auswahl neuer Einrichtungen (MAE)<br />
Ausgabe 1.4.2002, Seite 70
FLEXIBILITÄT<br />
Frage Ja Nein Bemerkung<br />
1 Kann das Umrüsten innerhalb der Maschine in weniger<br />
als 10 Minuten durchgeführt werden? (Ziel gegen Null<br />
min.)<br />
2 Ist das Umrüsten einfach und kann vom<br />
Maschinenbediener alleine durchgefuhrt werden?<br />
3<br />
4<br />
Sind Einzel-MAE anstatt einer Transferlinie konzipiert<br />
worden?<br />
Sind räumliche Moglichkeiten für zukünftige<br />
Automatisierung vorgesehen?<br />
ERGONOMIE<br />
Frage Ja Nein Bemerkung<br />
1 Ist das Ergonomiekonzept ausgereift?<br />
- <strong>Bosch</strong> Norm N62A 4.4.1<br />
- NIOSH Lifting Guide<br />
2 Sind Bring-Wege zum Laden eines Teiles in eine<br />
Vorrichtungen auf ein Minimum reduziert?<br />
CF4.02.621 .xls<br />
Originator: TEF6 W.Hasper Original, 1.4.2002<br />
Kapitel 9, Anlage 2.3 - Checkliste zur Auswahl neuer Einrichtungen (MAE)<br />
Ausgabe 1.4.2002, Seite 2
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
Sind die Investitionen für Transporteinrichtungen auf ein<br />
Minimum reduziert?<br />
Ist diese MAE wiederverwendbar für andere zukünftige<br />
Typen und Produkte?<br />
Hat diese MAE geringe Kosten bezüglich Investitionen,<br />
direkten und indirekten Mitarbeiterbedarf,<br />
Instandhaltung, Reparatur?<br />
Erfolgt das Beladen manuell und das Entladen<br />
automatisch?<br />
Ist Automation nur verwendet wo notwendig? (Quälitat,<br />
Kosten)<br />
Benötigt diese MAE einen speziellen Hallenboden oder<br />
Fundamente zur Installation?<br />
DURCHLAUFZEIT<br />
Frage Ja Nein Bemerkung<br />
1 Unterstützt diese MAE Einzelteilproduktion?<br />
2 Unterstützt diese MAE Einzelteil-Weitergabe?<br />
3<br />
4<br />
Ist die Taktzeit und Kapazität mit anderen Einrichtungen<br />
und Teilsystemen abgeglichen?<br />
Ist diese MAE flexibel um einen Produkt mix zu fertigen?<br />
LAYOUT<br />
Frage Ja Nein Bemerkung<br />
1 Bedient der Mitarbeiter mehr als eine Maschine oder<br />
Station?<br />
2<br />
3<br />
4<br />
Ist der Mitarbeiter von dem Maschinen-zyklus<br />
entkoppelt?<br />
Sind die Eigenschaften dieser MAE für ein Produkt-<br />
Layout geeignet?<br />
Ist diese MAE oder (Montage-) Station nicht breiter als<br />
120 cm?<br />
5 Ist der Zugang zu den Wartungselementen der MAE nur<br />
von vorne oder hinten erforderlich (nicht von den<br />
Seiten!)?<br />
6 Ist diese MAE einfach zu bewegen (Maschine auf<br />
Rädern) für zukünftige Neuanordnungen in einer<br />
Produktionszelle?<br />
7 Sind elektrische Schaltschränke in der Größe reduziert?<br />
(high density terminals)<br />
Kapitel 9, Anlage 2.3 - Checkliste zur Auswahl neuer Einrichtungen (MAE)<br />
Ausgabe 1.4.2002, Seite 3
Anlage 4.1<br />
US Kontakte für <strong>Bosch</strong> Produkte<br />
Elektronische Steuergeräte<br />
• PLC<br />
Robert <strong>Bosch</strong> Corporation<br />
97 River Road<br />
Collinsville, CT 06022<br />
(860) 409-7070<br />
Technisches Zentrum (Novi)<br />
Kontakt: Kim Chia<br />
(248) 848-2981<br />
(248) 797-3076<br />
Pneumatik<br />
• Ventile<br />
Robert <strong>Bosch</strong> Fluid Power Corporation<br />
• Zylinder<br />
7505 Durand Ave.<br />
• Schalter Racine, WI 53406<br />
(800) 611-2660<br />
Fax: (414) 554-8103<br />
Kontakt: Michael Cole, Verkaufsleiter<br />
(336) 824-1396<br />
Für Zusatzinformation siehe:<br />
www.boschfluidpower.com<br />
Hydraulik<br />
• Ventile<br />
Cline Company<br />
• Zylinder P.O.Box 6248<br />
• Schalter Charleston, SC 29405<br />
Kontakt: Lee Walker, Pres.<br />
(843) 577-0724<br />
Kapitel 9, Anlage 4.1 - US Kontakte für <strong>Bosch</strong> Produkte<br />
Ausgabe 1.4.2002 Seite 1
Montagemodule<br />
• Fließbänder<br />
• Arbeitsplatzeinrichtungesn<br />
• Strukturelemente - FMS<br />
• Spindeln für elektrische Pressen<br />
• Verschraubsysteme<br />
<strong>Bosch</strong> Automation Technology<br />
Kontakt: James McCLure<br />
10935 Crabapple Rd.<br />
Suite 202A<br />
Roswell, GA 30075<br />
(770) 645-4097<br />
Fax: (770) 993-7150<br />
Für Zusatzinformation siehe:<br />
www.boschautomation.com<br />
Carolina Fluid Technology<br />
Charlotte, NC<br />
(704) 784-8101<br />
<strong>Bosch</strong> Automation Products<br />
Wolfgang Todt, Product Manager<br />
(800) 322-2724<br />
816 East Third Street<br />
Buchanan, MI 49107<br />
Mike Rogers, Salesman<br />
(248) 848-2956<br />
<strong>Bosch</strong> Technology Center<br />
40020 Grand River Avenue<br />
Novi, MI 48375<br />
Kapitel 9, Anlage 4.1 - US Kontakte für <strong>Bosch</strong> Produkte<br />
Ausgabe 1.4.2002 Seite 2
Ausgabe 1.4.2002 Kapitel 9., Anlage 4.2 Seite 1 von 2
Ausgabe 1.4.2002 Kapitel 9, Anlage 4.2 Seite 2 von
Anlage 5.1<br />
Übersicht der Steuersysteme<br />
Art der Steuerung<br />
Hersteller<br />
Modell<br />
Programmiereinrichtung<br />
Programmier-<br />
Sprache<br />
Bemerkung<br />
CF4.02.620 .xls Seite 1 von 2 Originator: TEF6 W. Hasper Änderungsstand: Original, 1.4.2002<br />
Kapitel 9, Anlage 5.1 - Übersicht der Steuersysteme<br />
Ausgabe 1.4.2002 Seite 77
Formular: Übersicht der<br />
Steuersysteme<br />
Anweisungen<br />
Jede programmierbare Einrichtung eines Projektes muss in den Vordruck “Übersicht der Steuersysteme” eingetragen werden. Dabei<br />
schließt das Wort programmierbar alle Geäte ein, die es vom Käufer der Maschine oder Anlage verlangt, diese vor ihrer beabsichtigten<br />
Benutzung konfigurieren zu müssen. Dieses schließt jedoch keine Maschinen oder Anlagen ein, die vollständig durch Jumper, DIP-<br />
Schalter oder Potentiometer konfiguriert werden. Dazu gehören unter anderem auch Computer, PLC‘s, CNC’s, Meldeanzeigen, Roboter,<br />
Steuereinheiten für Motoren, Netzwerke, Datenbank-Computer, intelligente Module oder Schnittstellen usw.<br />
Art des Steuerung<br />
Hier soll der Typ der verwendeten Steuerung eingetragen werden, beispielsweise eine PLC, eine Steuereinheit eines Motors usw.<br />
Hersteller<br />
Der Hersteller der Maschine oder Anlage<br />
Modell<br />
Die Modellnummer der Maschine oder Anlage, einschließlich aller Informationen, die erforderlich sind, um den Artikel<br />
bestellen zu können, beispielsweise Änderungsstand der Unterlagen -, die ROM-Version usw.<br />
Programmiersprache<br />
Die zur Konfigurierung oder Programmierung der beschriebenen Maschine oder Anlage genutzte (n) Programmiersprache<br />
(n) unter Angabe der gültigen Version<br />
Bemerkung<br />
Beschreibende Informationen, Klarstellungen und Bemerkungen zu der beschriebenen Maschine oder Anlage.<br />
CF4.02.620 .xls Seite 2 von 2<br />
Originator:<br />
TEF6 W. Hasper Änderungsstand: Original, 1.4.2002<br />
Kapitel 9, Anlage 5.1 - Übersicht der Steuersysteme<br />
Ausgabe 1.4.2002 Seite 2
Anlage 6.1<br />
Produktionsmengen für den Probelauf<br />
Abnahmeprüfungen für Produktionsmaschinen müssen so organisiert sein, dass über einen Zeitraum von<br />
mindestens acht Stunden Teile bei maximalem Durchsatz produziert werden. Gegebenfalls muss der Zeitraum<br />
des Probelaufs verlängert werden, damit die Herstellung von insgesamt mindestens 300 Teilen möglich ist. Bei<br />
Abnahme von Prüfständen bestimmen der Typ des Bauteils und die Art der Prüfung (en) die Anzahl der<br />
erforderlichen Teile.<br />
Auswahlmenge<br />
Für Merkmale, die in Zentralwertkarten (X-bar, R-charts) erfasst werden können, ist eine Kurzzeitstudie<br />
durchzuführen, in die Messungen von mindestens 125 Teilen*, Auswahlmenge 5, eingetragen werde, damit<br />
mindestens 25 Untergruppen produziert werden. Soweit möglich und sinnvoll, sollen die Prüfingen so gestaltet<br />
werden, daß sie die Maschinenleistung über Zeit erfassen, einschließlich der Auswirkungen von<br />
Werkzeugwechseln, Schwankungen von Temperatur und Luftfeuchtigkeit sowie Verzögerungen die bei<br />
Schichtwechsel auftreten. Bestimmte Umstände können eine geringere Anzahl von erforderlich en Messungen<br />
gestatten. Alle Abweichungen von diesen Vorgaben sind durch den Projektingenieur zu genehmigen.<br />
*Wird an einer einzelnen Station gleichzeitig mehr als ein Teil produziert, sind insgesamt mindestens 125<br />
Messungen erforderlich. Bei Maschinen mit mehreren Spindeln bzw. mehreren Stationen sind je Spindel bzw. je<br />
Station mindestens 125 Messungen durchzuführen.<br />
Berechnungsbeispiel:<br />
Taktzeit:<br />
15 Sekunden (es wird jeweils ein Teil produziert)<br />
Zu untersuchendes Kriterium: Abmessungen<br />
A) Anzahl der zu produzierenden Teile = 8 x die nominelle stündliche Ausbringung<br />
= 8 x 3600/15 = 1,920 Stk.<br />
(Dies gilt nicht für Vorproduktionszyklen für Einstellungen oder<br />
Warmlaufen des Systems)<br />
B) Anzahl der zu entnehmenden Musterchargen = Umfang der Auswahlmenge / n<br />
= 125/5 = 25<br />
C) Häufigkeit der Musterentnahme(basierend auf Teilen) = A/(B-1)** = 1,920/(25-1)<br />
≈ etwa alle 80 Stk.<br />
** Das erste Muster ist unmittelbar nach dem Beginn des Probelaufs zu entnehmen.<br />
Referenzen:<br />
AQC/AIAG Production Part Approval (PPAP) Manual<br />
= (Handbuch mit Kriterien für die Zulassung von Produktionsteilen)<br />
AQC/AIAG Statistical Process Control Reference Manual<br />
= (Referenzhandbuch zur statistischen Prozesskontrolle)<br />
Kapitel 9, Anlage 6.1 - Produktionsmengen für den Probelauf, Auswahlmenge<br />
Ausgabe 1.4.2002, Seite 79
Technische Verfügbarkeit<br />
Anlage 6.2<br />
Anmerkung: Die Technische Verfügbarkeit ist Teil der Richtlinie VDI 3423.<br />
Die Richtlinie kann vom Beuth Verlag , Berlin bezogen werden.<br />
Kapitel 9, Anlage 6.2 - Technische Verfügbarkeit<br />
Ausgabe 1.4.2002, Seite 80
Anlage 8.1<br />
DOKUMENTATION<br />
1. Bevorzugtes Format für Bedienungsanleitungen und für das Wartungshandbuch<br />
Wenn ein Lieferant kein Format der Handbücher hat das mit dem Projektingenieur abgestimmt werden kann, sind für<br />
den Aufbau und das Layout dieser Unterlagen die nachfolgend angegebenen Richtlinien zu befolgen.<br />
1.1 Reihenfolge des Inhalts:<br />
1. Titelseite<br />
2. Inhaltsverzeichnis<br />
3. Verzeichnis der Tabellen<br />
4. Verzeichnis der Abbildungen<br />
5. Sicherheitsaspekte<br />
6. 1.0 Einleitung<br />
7. 2.0 <strong>Allgemeine</strong> Beschreibung<br />
8. 3.0 Detaillierte Beschreibung<br />
9. 4.0 Theoretische Grundlagen des Betriebes<br />
10. 5.0 Arbeitsablauf<br />
11. 6.0 Kalibrierungsprozess<br />
12. 7.0 Fehlersuche<br />
13. 8.0 Wartung und Instandhaltung<br />
14. 9.0 Auflistung empfohlener Ersatzteile<br />
15. Anlagen (optional, bei Bedarf)<br />
1.2 Numerierungssystem für die einzelnen Absätze,. Alle Themen und Unterthemen müssen klar und eindeutig<br />
strukturiert werden. Beispiel:<br />
5.0 Arbeitsablauf<br />
5.1 STEUERUNGEN UND ANZEIGEN<br />
5.1.1 Normale Anzeigen<br />
5.1.2 Abnormale Anzeigen<br />
5.2 ABLAUF DER INBETRIEBNAHME<br />
5.2.1 Lüftung<br />
5.2.2 Luftversorgung<br />
5.2.3 Treibstoffversorgung<br />
5.3 ABSCHALTVORGANG<br />
5.3.1 Normaler Abschaltvorgang<br />
5.3.2 Abnormaler Abschaltvorgang<br />
Kapitel 9, Anlage 8.1 - Dokumentation<br />
Ausgabe 1.4.2002, Seite 81
1.3 Bei der Seitennumerierung müssen die Kapitel angegeben werden. Beispiel:<br />
• Die Seiten in Kapitel 2 werden mit 2-1, 2-2...2-12, usw. numeriert.<br />
• Inhaltsverzeichnis, Tabellenverzeichnis, Abbildungsverzeichnis und die Sicherheits-aspekte müssen mit<br />
kleinen römischen Ziffern numeriert werden (d.h. i, ii, iii, iv...xii).<br />
1.4 Inhalt der einzelnen Kapitel.<br />
1. Kapitel 1.0 - Einleitung: Dieses vermittelt Hintergrundwissen und spezielle Informationen, die den Leser<br />
mit der Maschine oder Anlage vertraut machen soll. Ausserdem werden Bezüge zu anderen<br />
Handbüchern hergestellt, die der Maschine u.U. beiliegen. Enthält Angaben zum Hersteller und zu<br />
Ansprechpartner (Adressen, Telefonnummern).<br />
2. Kapitel 2.0 – <strong>Allgemeine</strong> Beschreibung: Dieses soll den Leser auf eine detailliertere Beschreibung<br />
vorbereiten. Enthält Informationen zu den Bauteilen und ihrer Nomenklatur sowie<br />
Begriffsdefinitionen.<br />
3. Kapitel 3.0 – Detailliertere Beschreibung: Dieses beschreibt die Funktion und die Lage der wichtigsten<br />
Bauteile, damit der Leser die Informationen im Kapitel “Arbeitsablauf” verstehen kann. Der Punkt<br />
enthält auch ein Blockschaltbild der Funktionen. (Hinweis: Bei kleinen, weniger komplexen<br />
Maschinen können die Punkte 2.0 und 3.0 zusammengefaßt werden. Dabei muß die Intention von<br />
Punkt 2.0 jedoch gewahrt bleiben)<br />
4. Kapitel 4.0 – Theoretische Grundlagen des Betriebs: Dieser Punkt erläutert die Funktion der Maschine<br />
und ihrer Bauteile. Es definiert Prinzipien, welche eine wichtige Rolle für die Funktionsweise der<br />
einzelnen Bauteile spielen. Die Abfolge der Maschinenarbeitsgänge wird beschrieben. Die<br />
theoretischen Angaben werden wichtig, wenn die Reparaturperson ein Problem mit Hilfe der<br />
Ausführungen im Kapitel “Fehlersuche” nicht lösen kann.<br />
5. Kapitel 5.0 – Arbeitsablauf: Dieses enthält Anweisungen an den Leser zur Ausführung bestimmter<br />
Arbeitsgänge. Die Anweisungen sind im Imperativ geschrieben (Beispiel: Schalte den<br />
Ausflussschalter der Umgehungsleitung in die Position „EIN“). Dieses Kapitel enthält Angaben für<br />
das Ein- und Ausschalten der Maschine oder Anlage.<br />
6. Kapitel 6.0 – Kalibrierungen: Dieser Punkt enthält eindeutige Anweisungen zur Kalibrierung der Bauteile.<br />
Weitere Hinweise auf Handbücher, in denen die Kalibrierung von Bauteilen externer Lieferanten<br />
beschrieben wird.<br />
7. Kapitel 7.0 – Fehlersuche: Dieses beschreibt die Schritte zur Eingrenzung der Fehler, korrespondierend<br />
mit den Schritten im Kapitel Punkt 5.0 Arbeitsablauf.<br />
8. Kapitel 8.0 - Wartung und Instandhaltung: Hier werden Empfehlungen zu Prüfungen, Verfahren, und<br />
Zeitpläne für die vorbeugende Wartung und Instandhaltung beschrieben. Gegebenfalls werden Bezüge<br />
zu Handbüchern Dritter hergestellt.<br />
9. Kapitel 9.0 – Verzeichnis der empfohlenen Ersatzteile.<br />
Kapitel 9, Anlage 8.1 - Dokumentation<br />
Ausgabe 1.4.2002, Seite 2
1.5 Veränderungen von diesem Format müssen zwischen dem Projektingenieur und dem Lieferant schriftlich<br />
vereinbart werden.<br />
1.6. Die Sprache des Handbuchs muss dem voraussichtlichen Leserkreis angemessen sein. Die Kapitel 1.0 bis 3.0<br />
und 5.0 richten sich an den Bediener und Einsteller der Maschine, die Punkte 4.0, 7.0 und 8.0 an<br />
Wartungsmechaniker, und der Punkt 6.0 richtet sich an Messtechniker..<br />
Kapitel 9, Anlage 8.1 - Dokumentation<br />
Ausgabe 1.4.2002, Seite 3